
Abstract
Polyindole dispersions consisting of 20–30-nm-sized nanoparticles are prepared by chemical oxidation with ferric chloride using sodium dodecyl sulphate, poly(vinyl alcohol) and poly(vinyl acetate) as steric stabilizers. Pure acetonitrile and acetonitrile–water mixtures are used as solvents. The particle size depended on the concentrations of monomer and the steric stabilizer. The dispersions are characterized by scanning electron microscopy, transmission electron microscopy, Fourier transform IR spectroscopy, thermal analysis and cyclic voltammetry techniques.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
From the very beginning of their history, conducting polymers have been considered as infusible and insoluble. It has been an important goal both in basic and in applied research to develop techniques by which these polymers can be processed. Over the last 15 years there has been enormous interest in the preparation of colloidal dispersions of conducting polymers [1, 2, 3]. Potential application areas for these colloidal systems include conductive paints, anticorrosion and antistatic coatings, electrochromatography and immunodiagnostics.
There has been extensive work on polypyrrole and polyaniline dispersions prepared chemically in the presence of a surfactant or a polymeric or particulate steric stabilizer [4, 5, 6, 7, 8, 9, 10, 11, 12, 13]. It is interesting to know that the polymeric steric stabilizers employed for the preparation of polypyrrole colloidal dispersions were rather ineffective for the preparation of sterically stabilized polyaniline colloids [14]. Recently, there have been several studies on the use of surfactant-containing media for the electropolymerization of heteroaromatic compounds [15, 16, 17, 18, 19]. The presence of micelles provides an interesting solvent system for the increased solubilization of the heteroaromatics in water. Also, the micellar media affect the electrochemical reactions by irreversible adsorption, leading to a change in the solution–electrode interface properties and producing some template effects at the electrode. Also studies on the synthesis of some substituted polythiophenes and polypyrroles in this type of medium have shown these polymers to have more regular structure [20].
This paper reports the results obtained on the chemical synthesis and characterization of polyindole colloidal dispersions using sodium dodecyl sulphate, poly(vinyl alcohol) and poly(vinyl acetate) as steric stabilizers. The chemical and electrochemical synthesis and properties of polyindole have been well documented in the literature [21, 22, 23, 24, 25, 26, 27, 28]. Although the conductivity of polyindole is less by 2 orders of magnitude compared with that of polyaniline and polypyrrole, it is as good as that of these two polymers with respect to both environmental and electrochemical stability [29]. Unlike polyaniline, polyindole is less prone to hydrolytic degradation and its redox potential is higher than that of polypyrrole [30]. To our knowledge there has been no report on colloidal dispersions of polyindole.
Experimental
Acetonitrile (Qualigens) and ethanol (Merck) were distilled and used as solvents. Indole (SRL) was recrystallized from methanol. Anhydrous ferric chloride (FeCl3) (Qualigens) and ammonium persulphate [(NH4)2S2O8] (Ranbaxy) were used as the oxidizing agents. Sodium dodecyl sulphate (Sarabhai M Chemicals), Triton X-100 (SRL), cetyltrimethylammonium bromide (sd fine), poly(vinyl acetate) (Acros) and poly(vinyl alcohol) (SRL) were used as steric stabilizers.
The particle size was measured with the help of a diffraction particle size analyser ( Malvern model 3600 E), and a transmission electron microscope (TEM) (JEOL JEM2000 EX). For measuring the particle size from the TEM images, the average diameter of several nonagglomerated particles with complete circumference was calculated. The morphology was inspected by a scanning electron microscope (SEM, Hitachi model S-450). The IR spectra were recorded using a Fourier transform IR spectrophotometer (JASCO 410). The thermograms were recorded at a heating rate of 10 °C min−1 using a Netzsch-Geratebau thermal analyzer (model STA 409 PC). The cyclic voltammograms were recorded using a scanning potentiostat (PAR model 263A).
Results and discussion
Chemical synthesis of polyindole in the absence of surfactant
The chemical oxidation of indole monomer was carried out in the presence of either FeCl3 or (NH4)2S2O8. Both these oxidants were used for our experiments with surfactants as well. About 1.17 g indole was dissolved in 180 ml acetonitrile and 1.6 g FeCl3 was dissolved in 20 ml H2O. The aqueous FeCl3 solution was added to the monomer solution under vigorous stirring at room temperature. At the end of 4 h, the polymerization was stopped and the reaction mixture was worked up by simple filtration and washing with distilled water. A brown product of about 50% yield was obtained. In another experiment, instead of FeCl3, about 7.85 g (NH4)2S2O8 dissolved in 20 ml water was added to 180 ml acetonitrile containing 1.17 g indole and the polymerization was carried out as before. The yield was found to be 11%.
In both experiments, a small portion of the polymerized mixture was set aside for particle size analysis. The powder samples were subjected to IR and SEM analysis. The IR spectra of both samples (Fig. 1) were similar to that already reported for polyindole [25, 26]. The sharp band expected at about 3,200 cm−1 for the bonded N–H stretch is absent, indicating the participation of nitrogen in the polymerization. Peaks at 1,465 and 1,600 cm−1 induced by the aromatic alkene, a peak at 1,351 cm−1 due to the C–N vibration and a peak at 765 cm−1 due to the bending mode of the aromatic alkene are also observed. The peak at 1,117 cm−1 (1,080 cm−1 in the case of the sample prepared with NH4S2O8 as oxidant) corresponds to the oxidized form of polyindole. The scanning electron micrographs of both samples show a granular morphology (Fig. 2). The particle size distributions obtained using the diffraction particle size analyser for the two polyindole dispersions are shown in Fig. 3. The distribution pattern seems to be similar for both, with majority of particles lying in the range between 20 and 35 µm.

Fourier transform (FT) IR spectra of a polyindole sample prepared with FeCl3 as the oxidant (a) and a polyindole sample prepared with (NH4)2S2O8 as the oxidant (b)

Scanning electron micrographs of a a polyindole sample prepared with FeCl3 as the oxidant and b a polyindole sample prepared with (NH4)2S2O8 as the oxidant

Particle size distribution patterns of a a polyindole sample prepared with FeCl3 as the oxidant and b a polyindole sample prepared with (NH4)2S2O8 as the oxidant
Effect of surfactants
We describe in this section our attempts to prepare stable surfactant-stabilized polyindole colloidal dispersions. We used sodium dodecyl sulphate (anionic), cetyltrimethylammonium bromide (cationic) and Triton X-100 (nonionogenic) in our preliminary studies. Three experiments were set up for the chemical synthesis of polyindole from an acetonitrile solution (180 ml) containing 1.17 g indole and 1.62 g FeCl3. About 20 ml water was added to dissolve FeCl3. About 0.07 M of the surfactant was added to each of the solutions. The mixture was continuously stirred for about 4 h at room temperature. All three reaction mixtures became intense brown with no trace of any precipitation. While the solutions prepared with cetyltrimethylammonium bromide and Triton X-100 were transparent, a dark turbid product was obtained for the solution prepared with sodium dodecyl sulphate. It was not possible to prepare any solid polymer by the usual procedures of dilution, sonication and centrifuging from the transparent fractions. These fractions remained as clear molecular solutions, indicating the formation of soluble polyindole, and hence further studies on their characterization could not be made. On the other hand, the sodium dodecyl sulphate containing polymer fraction did not give any solid precipitate by ordinary centrifuging. However, the mixture was ultracentrifuged at 12,000 rpm for 75 min and the supernatant was discarded. The dark sediment was then diluted (1:2) with water and sonicated for about half an hour. Particles of polyindole were found to be redispersed and could then be collected and dried at 40 °C. The yield was calculated to be about 64%. The dispersion prepared in the presence of sodium dodeceyl sulphate gave an average particle size of 25 µm. The SEM images also showed a tendency for particle aggregation. The IR spectrum of the sample showed the characteristics of oxidized polyindole, but there were no bands corresponding to sodium dodecyl sulphate (1600 and 620 cm−1). Hence it is inferred that it is necessary to add more surfactant during polymerization for effective steric stabilization.
Effects of monomer concentration, nature of chemical oxidant and solvent
A few experiments were devised to understand the influence of the monomer concentration, the nature of the medium and the oxidant in the presence of an increased concentration of sodium dodecyl sulphate as surfactant. These parameters are expected to affect the rate of polymerization which appears to control the particle size and morphology.
About 3.51 g indole was chemically oxidized by 4.86 g FeCl3 in the presence of 10 g (0.175 M) sodium dodecyl sulphate. The solvent was an acetonitrile–water mixture in the ratio 3:1. Vigorous stirring at room temperature followed by working up as described before for the experiment with the lower concentration of indole led to a dark solid product with a yield of 32%. The TEM analysis shows spherical particles with an average size of 20 nm (Fig. 4).

Transmission electron micrograph of polyindole prepared in an acetonitrile–water (3:1) mixture using FeCl3 and sodium dodecyl sulphate as the steric stabilizer
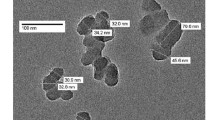
The following two experiments helped to bring out the effect of the medium on the preparation of polyindole dispersions. The solution composition of the two experiments are as follows: (1) 2 g indole, 10 g (0.175 M) sodium dodecyl sulphate and 7.85 g (NH4)2S2O8 in 190 ml water—indole was dissolved in the minimum quantity of acetonitrile (10 ml)–and (2) 3.51 g indole, 10 g sodium dodecyl sulphate in 150 ml acetonitrile and 7.85 g (NH4)2S2O8 in 50 ml water. In both experiments there was no trace of precipitation and after polymerization an intense black dispersion was obtained. Repeated redispersion in water by sonication followed by ultracentrifuging led to solid products with yields of 47% and 12%, respectively. The very low yield in acetonitrile suggests that (NH4)2S2O8 is a poor oxidant under these experimental conditions. A significant observation in both samples is the prominent presence of IR bands (1,600 and 620 cm−1), as shown in Fig. 5, which are characteristic of the surfactant sodium dodecyl sulphate. This result indicates that even after repeated washings by way of redispersions in water, the polymer remained sterically stabilized by sodium dodecyl sulphate. The particle size in the sample prepared in an aqueous medium with (NH4)2S2O8 as the oxidant is about 20 nm and about 24–66 nm for the sample prepared in acetonitrile (Fig. 6). Further experiments repeated with double the concentration of the surfactant did not show any reduction in particle size.

IR spectra of polyindole prepared with (NH4)2S2O8 as the oxidant in the presence of a sodium dodecyl sulphate aqueous medium (a) and an acetonitrile–water (3:1) mixture (b)

Transmission electron micrographs of polyindole prepared with (NH4)2S2O8 as the oxidant in the presence of a a sodium dodecyl sulphate aqueous medium and b an acetonitrile–water (3:1) mixture
The use of FeCl3 as an oxidant for the polymerization of indole in an acetonitrile–water (9:1) mixture gave a higher product yield of 50%, whereas (NH4)2S2O8 under the same conditions or in a 3:1 acetonitrile–water mixture gave only 11–12% yield. However the use of (NH4)2S2O8 in a water–acetonitrile (19:1) mixture resulted in 47% yield. The chemical polymerization can be influenced by the reaction temperature, the reaction time, the nature and concentration of the oxidant and the nature of the solvent [31, 32, 33, 34, 35]. In the present study, all the reactions were carried out at room temperature and care was exercised to allow sufficient time for the completion of the reaction. The strength of the oxidizing agent increases as the standard reduction potential increases (becomes more positive). On this basis, (NH4)2S2O8 (\( E^{{\text{o}}}_{{{\text{red}}}} = 2\;{\text{V}} \) in an aqueous medium) is a better oxidant than FeCl3 (\( E^{{\text{o}}}_{{{\text{red}}}} = 0.77\;{\text{V}} \) in an aqueous medium) [36]. However, earlier studies on polyaniline and polypyrrole showed that there is no direct relationship between the standard reduction potential and the polymer yield [32, 35]. In fact, stronger oxidants resulted in low polymerization efficiency owing to the formation of a large fraction of dimers and oligomers by the oxidative degradation of the polymer formed during the reaction [36]. If this is true, in the present study, the low polymerization yield using (NH4)2S2O8 as an oxidant in the acetonitrile medium can be accounted for; however, the result obtained for the aqueous medium with the same oxidant indicates that the solvent also plays a strong role in the reaction. The indole polymerization proceeds via cation radical intermediates. Solvent molecules can interact with the cation radicals and the strength of the interaction depends on the nucleophilicity (donor number) of the solvent. The polymerization efficiency is known to increase with donor number up to a certain limit [37]. In the present work, the very low yield of polyindole in the medium with a higher content of acetonitrile suggests that (NH4)2S2O8 is not a suitable oxidant under these experimental conditions.
Dispersions in the presence of polymeric stabilizers
Instead of surfactant, dispersion polymerization can be effected by some water-soluble nonconducting polymers, including poly(vinyl alcohol), poly(vinyl acetate), poly(ethylene oxide), poly(vinylpyridine) and methyl cellulose [38, 39]. The resulting materials, termed as blends and composites, are successful combinations of conducting polymers with different processible insulating polymers, so their complementary properties can be taken together [40]. In particular, polypyrrole and polyaniline dispersions in the presence of poly(vinyl alcohol) have yielded several interesting results [41, 42]. The polyaniline–poly(vinyl alcohol) composite exhibited significant electromagnetic interference shielding capability [43] and potential for sensing moisture and methanol vapour [44]. A poly(o-phenylenediamine)–poly(vinyl alcohol) composite was also suggested to be a humidity sensor [45].
The following describes the preparation procedure adopted for colloidal dispersions of polyindole in the presence of poly(vinyl alcohol) and poly(vinyl acetate). The colloidal particle size was determined using a TEM. The thermal stability of the composites was also assessed.
About 0.6 g poly(vinyl alcohol) and 5.353 g FeCl3 were dissolved in 100 ml water. To this solution, 1.638 g indole dissolved in 10 ml ethanol was added. The mixture was stirred at room temperature for 24 h. Within a few seconds of adding indole to the oxidant solution, the colour changed to dark brown, indicative of the onset of polymerization. The reaction mixture was highly colloidal with no trace of any precipitation. This dispersion was ultracentrifuged for 2 h. A black sediment with a clear supernatant was obtained. The sediment was dried to get a solid product (26% yield). After drying, the product was very hard and required milling to powder the sample. The TEM analysis of the powder sample shows the presence of spherical particles with average size of 40 nm (Fig. 7a). Repeating the experiment with double the concentration of (1.2 g) of poly(vinyl alcohol) resulted in particles with size between 20 and 30 nm (Fig. 7b).

Transmission electron micrographs of polyindole prepared in the presence of different amounts of poly(vinyl alcohol): a 0.6 g and b 1.2 g
The IR and the thermogravimetric (TG) data clearly indicate the formation of a composite phase. The results show the presence of poly(vinyl alcohol) as a component in the final solid product. The IR band at 730 cm−1 (Fig. 8) corresponds to the stretching and bending modes of the aromatic alkene that belongs to polyindole [25]. The characteristic IR bands of poly(vinyl alcohol) (1,590, 1,360 and 773 cm−1) are also present. Films were cast on an indium–tin oxide substrate by dip-coating and the redox property was studied using cyclic voltammetry in acetonitrile containing 0.1 M LiClO4. The presence of a redox couple confirmed the formation of an electroactive composite (Fig. 9). The peak potentials of the composite (\( E^{{\text{A}}}_{{\text{p}}} = 550\;{\text{mV}} \); \( E^{{\text{C}}}_{{\text{p}}} = 400\;{\text{mV}} \)) were slightly more positive compared with those of polyindole (\( E^{{\text{A}}}_{{\text{p}}} = 640\;{\text{mV}} \); \( E^{{\text{C}}}_{{\text{p}}} = 420\;{\text{mV}} \)). The TG analysis and the differential thermal analysis of the composite (Fig. 10) are quite different from those of polyindole itself [46]. The TG analysis of the composite shows the moisture and bound water release in the poly(vinyl alcohol) phase between 140 and 220 °C. The differential thermal analysis also shows two additional steps, at 130 and 235 °C, corresponding to the moisture release and melting of poly(vinyl alcohol) [43, 44]

FT-IR spectrum of polyindole prepared in the presence of 1.2 g poly(vinyl alcohol)

Cyclic voltammograms of polyindole prepared in a the presence and b the absence of poly(vinyl alcohol). Electrolyte: acetonitrile containing 0.1 M LiClO4

Thermogravimetric analysis (TGA) and differential thermal analysis (DTA) curves of a a polyindole–poly(vinyl alcohol) composite and b polyindole
The preparation of the polyindole dispersion in the presence of poly(vinyl acetate) was carried out as follows. About 0.6 g poly(vinyl acetate) and 5.35 g anhydrous FeCl3 were dissolved in 100 ml acetonitrile. To this solution was added 1.6 g indole monomer and the mixture was stirred at room temperature for 24 h. A dark-brown colloid was obtained. The dispersion was then ultracentrifuged at 30,000 rpm for about 1 h. The clear supernatant was discarded and the remaining portion was redispersed in water and worked up further to collect the product (25% yield). The TEM image (Fig. 11a) showed the presence of spherical particles of diameter between 133 and 433 nm. However, repeating the experiment with a higher content of poly(vinyl acetate) (1.8 g) gave a substantial reduction in particle size to below 30 nm (Fig. 11b).

Transmission electron micrographs of polyindole prepared in the presence of different amounts of poly(vinyl acetate): a 0.6 g and b 1.8 g
The IR spectrum of the solid sample showed the formation of a composite (Fig. 12). The thermal stability of the polyindole–poly(vinyl acetate) composite (Fig. 13) is compared with that of polyindole itself. Polyindole decomposes at 450 °C (Fig. 10b), whereas the composite decomposition temperature is 360 °C.

FT-IR spectrum of polyindole prepared in the presence of 1.8 g poly(vinyl acetate)

TGA and DTA curves of a polyindole–poly(vinyl acetate) composite
Conclusions
Fine colloidal dispersions of polyindole were prepared in the presence of sodium dodecyl sulphate, poly(vinyl alcohol) and poly(vinyl acetate). The lowest particle size of about 20 nm was obtained for polyindole particles prepared with the surfactant sodium dodecyl sulphate. Further experiments are under way to assess the applications of these colloids in antistatic coatings.
References
Armes SP (1993) In: Aldissi M (ed) Intrinsically conducting polymers: an emerging science and technology. Kluwer, Dordrecht
Armes SP (1998) In: Skotheim TA, Elsenbaumer RL, Reynolds JR (ed) Handbook of conducting polymers, 2nd edn. Dekker, New York
Wessling B (1998) In: Skotheim TA, Elsenbaumer RL, Reynolds JR (ed) Handbook of conducting polymers, 2nd edn. Dekker, New York
Armes SP, Vincent B (1987) J Chem Soc Chem Commun 288
Armes SP, Aldissi M (1990) Synth Met 37:137
Kudoh Y (1996) Synth Met 79:17
Luk SY, Lineton W, Keane M (1995) J Chem Soc Faraday Trans 91:905
Armes SP, Aldissi M, Idzorck GC, Keaton PW, Rowton LJ, Stradling GL, Collopy MT, Mc Coll DB (1991) J Colloid Interface Sci 141:119
Kim BJ, Oh SG, Han MG, Im SS (2000) Langmuir 16:5841
Kim BJ, Oh SG, Han MG, Im SS (2001) Synth Met 122:297
Riede A, Helmstedt M, Riede V, Stejdksi J (1998) Langmuir 14:6767
Banerjee P, Digar ML, Bhattacharyya SN, Mandal BM (1994) Eur Polym J 30:499
Gill M, Armes SP, Fairhurst D, Emmett SN, Pigott T, Idzorek GC (1992) Langmuir 8:2178
Armes SP, Aldissi M (1989) J Chem Soc Chem Commun 88
Kanungo M, Kumar A, Contractor AQ (2002) J Electroanal Chem 528:46
Fall M, Dieng MM, Aaron JJ, Aeiyach S, Lacaze PC (2001) Synth Met 118:149
Fall M, Aaron JJ, Sakmeche N, Dieng MM, Jouini M, Aeiyach S, Lacroix JC, Lacaze PC (1998) Synth Met 93:175
Sacer Sakmeche N, Aeiyach S, Aaron JJ, Jouini M, Lacroix JC, Lacaze PC (1999) Langmuir 15:2566
Bazzaoui EA, Aeiyach S, Lacaze PC (1996) Synth Met 83:159
Sakmeche N, Aaron JJ, Fall M, Aeiyach S, Jouini M, Lacroix JC, Aaron JJ, Lacaze PC (1997) Synth Met 84–86:191
Billaud D, Maarouf EB, Hannecart E (1994) Mater Res Bull 29:637
Billaud D, Maarouf EB, Hannecart E (1995) Synth Met 69:571
Talbi H, Billaud D (1998) Synth Met 93:105
Talbi H, Billaud D, Louarn G, Pron A (2000) Spectrochim Acta Part A 56:717
Choi KM, Kim CY, Kim KH (1992) J Phys Chem 96:3782
Kong SW, Choi KM, Kim KH (1992) J Phys Chem Solids 53:657
Jackowska K, Kudelski A, Buckowska (1994) Electrochim Acta 39:1365
Mackintosh JG, Mount AR (1994) J Chem Soc Faraday Trans 90:1121
Makintosh JG, Redpath CR, Jones AC, Langridge-Smith PRR, Mount AR (1995) J Electroanal Chem 388:179
Dhanalakshmi K, Saraswathi R (2001) J Mater Sci 36:4107
Armes SP (1987) Synth Met 20:365
Pron A, Genoud F, Menardo C, Nechtschein M (1988) Synth Met 24:193
Whang YE, Han JH, Nalwa HS, Watanabe T, Miyata S (1991) Synth Met 41–43:3043
Machida S, Miyata S, Techagumpuch A (1989) Synth Met 31:311
Syed AA, Dinesan MK (1991) Talanta 38:815
Dhawan SK, Trivedi DC (1995) J Appl Polym Sci 58:815
Kankare J (1998) In: Wise DL, Wnek GE, Trantolo DJ, Cooper TM, Gresser JD (ed) Electrical and optical polymer systems—Fundamentals, methods and applications. Dekker, New York, pp 167–199
Bjorklund RB, Liedberg (1986) J Chem Soc Chem Commun 1293
Armes SP, Miller JF, Vincent B (1987) J Colloid Interface Sci 118:410
Pud A, Ogurtsov N, Korzhenko A, Shapoval G (2003) Prog Polym Sci 28:1701
Nagaoka T, Nakao H, Suyama T, Ogura K (1997) Analyst 122:1399.
de Azevedo WM, de Souza JM, de Melo JV (1999) Synth Met 100: 241
Gangopadhyay R, De A, Ghosh G (2001) Synth Met 123: 21
Ogura K, Shigi H, Nakayama M, Fujii A (1998) J Electrochem Soc 145:3351
Ogura K, Kokura M, Nakayama M (1995) J Electrochem Soc 142:L152
Syed Abthagir P, Dhanalakshmi K, Saraswathi R (1998) Synth Met 93:1
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Rajasudha, G., Rajeswari, D., Lavanya, B. et al. Colloidal dispersions of polyindole. Colloid Polym Sci 283, 575–582 (2005). https://doi.org/10.1007/s00396-004-1189-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00396-004-1189-x