
Abstract
The compressible metallic vapor plume or plasma plume behaviors in the keyhole during deep penetration laser welding have significant effects on the joint quality. However, these behaviors and their responses to process parameter variations have not been well understood. In this paper, we first systematically study the dynamic characteristics and mechanisms of compressible metallic vapor plume behaviors in transient keyhole during fiber laser welding of 304 stainless steels based on a multiple timescale multiphase model. The time-dependent temperature, pressure, velocity and Mach number distributions of vapor plume under different process parameters are theoretically predicted. It is found that the distributions of the main physical characteristics of vapor plume such as pressure, velocity as well as Mach number in keyhole are usually highly uneven and highly time dependent. The peak difference of the velocity, pressure, temperature and Mach number of the vapor plume in a keyhole could be greater than 200 m/s, 20 kPa, 1000 K and 0.6 Mach, respectively. The vapor plume characteristics in a transient keyhole can experience significant changes within several hundreds of nanoseconds. The formation mechanisms of these dynamic characteristics are mainly due to the mesoscale keyhole hump (sized in several tens of microns) dynamics. It is also demonstrated that it is possible to suppress the oscillations of compressible vapor plume in the keyhole by improving the keyhole stability through decreasing the heat input. However, stabilizing the keyhole could only weaken, but not eliminate, the observed highly uneven and transient characteristics. This finding may pose new challenges for accurate experimental measurements of vapor plume induced by laser welding.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
During deep penetration laser welding, the plasma or metallic vapor plume exists both inside the keyhole (named keyhole plasma or keyhole plume) and outside the keyhole (named plasma plume or vapor plume). It has long been accepted that the plasma or vapor plume has significant influences on the weld quality of laser beam joints [1–3]. Nevertheless, currently, how the plasma or metallic vapor plume, particularly which inside the keyhole, evolves and interacts with the keyhole and weld pool is still not well understood.
For short-wavelength lasers (wavelength around 1 μm), such as fiber, YAG or Disk lasers, the ionization degree of metallic vapor induced by evaporation during laser welding is usually small (typically <5 %). So the laser-induced plume should be mainly composed of metallic vapor. However, for CO2 lasers (wavelength 10.6 μm), the ionization degree of metallic vapor is rather high and there may be violent plasma generation during laser welding. In past decades, there are many experimental [3–7] and theoretical studies [8–10] aiming to improve the understanding of the plasma plume behaviors during CO2 laser welding. The electron temperature, ionization degree and electron density of the plasma plume outside the keyhole [11, 12] have been measured by spectroscopy. Fluid flow of plasma plume has also been theoretically modeled by assuming that the keyhole has a quasi-steady profile that analytically determined [2, 15], or a simplified geometry such as a cylinder [13, 14] or a line [8]. Recently, the spectroscopic characteristic of keyhole plasma has also been in situ measured by a novel experimental setup [16, 17], and even an approximate electron–temperature distribution has been established [11]. For short-wavelength laser welding, the temperature [11], ionization degree [18] of keyhole plume and the ejection speed of the keyhole [19] of metallic vapor plume have also been experimentally studied. These interesting studies have deepened our understandings of the plasma or vapor plume behaviors of deep penetration laser welding. Nevertheless, the results of these studies may only represent the plasma or plume event at a certain welding time, but may not well characterize the transient plume behaviors, because the keyhole is a highly transient object as demonstrated by recent theoretical and experimental studies [17, 19–21].
Self-consistent multiphase models of keyhole, weld pool and plasma or plume dynamics could be served as a valuable tool for understanding the transient plume behaviors during laser welding. Recently, there are several promising studies [22–28] toward this research direction. For instance, Ki et at [22, 23] developed the first comprehensive multiphase model of deep penetration CO2 laser welding that couples the self-consistent keyhole evolution, weld pool dynamics and even plume dynamics. However, their studies were usually difficult to reproduce high-accuracy results near the keyhole since the sharp interface between the gas and liquid phase was unphysically smeared out. Pang et al. [21, 24] first successfully solved this problem by proposing a novel sharp interface self-consistent model of laser welding and predicated the keyhole and weld pool dynamics that well corresponded with the in situ X-ray imaging experimental results. Tan et al. [25, 26] presented a model for understanding the multiphase interactions between keyhole, weld pool and vapor plume during Nd:YAG laser welding by also physically treating the keyhole interface as sharp. However, none of the aforementioned studies considered the role of ambient pressure on the welding process, which was recently identified as an essential factor for accurate predicating the keyhole and weld pool characteristics [2, 29]. Recently, Pang et al. [30] also developed a gas–liquid–solid multiphase model of fiber laser welding incorporating the effect of ambient pressure, and the predicated vapor plume dynamics are reasonably consistent with the experiments. Nevertheless, the compressibility effect of plasma or vapor plume is rarely included in the multiphase modeling studies. Very recently, Pang et al. [31] developed a self-consistent multiphase model of fiber laser welding that coupling considers the multiscale keyhole, weld pool and compressible plume dynamics in keyhole, and presented a highly efficient multiple timescale method for solving this model. It is demonstrated that the compressible plume dynamics in nanosecond timescale during laser welding can be efficiently predicated.
In this study, the multiple timescale multiphase laser welding model developed by Pang et al. [31] is adopted to first understand the transient compressible metallic vapor plume behaviors in dynamic keyhole during fiber laser welding of 304 stainless steels under different process parameters. Time-dependent temperature, pressure, velocity and Mach number distributions in the keyhole have been analyzed in detail. The responses of vapor plume behaviors to the process parameter variations are also studied. The possible mechanisms of suppressing the vapor plume oscillations in transient keyhole by decreasing the heat input are discussed. The presented results are helpful for basically understanding of keyhole plasma or plume and may pose new challenges for accurate spectroscopic measuring the plume characteristics during laser welding.
2 Materials and methods
2.1 Modeling
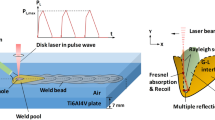
The compressible vapor plume dynamics in transient keyhole during fiber laser welding was modeled using the recently developed multiple timescale multiphase model [31]. In this model, the keyhole evolutions were tracked with the Level Set method, since it can be easily adopted to incorporate the hydrodynamic boundary conditions of the keyhole and easy to be used to calculate the geometrical properties, such as the normal and curvature, of the keyhole. The energy transfer from laser to keyhole was assumed to be mainly governed by multiple Fresnel absorptions mechanisms, because the ionization degree of metallic vapor during fiber laser welding is very small [17, 32]. A robust ray tracing method [33] was used to solve the multiple Fresnel absorptions. Besides, as the laser energy intense used in the investigations is relatively small (around 106 W/cm2), the reflection and refraction effects of the condensed metallic particle on the transmission of laser beam were neglected for simplicity. The dynamics of keyhole were assumed to be governed by the ambient pressure, recoil pressure, surface tension, hydrodynamic and hydrostatic pressure of molten liquid as well as the Marangoni forces [21]. The recoil pressure is calculated by a recently proposed surface pressure model, and the condensation coefficient is set as a constant, 0.2 [29]. Noting that the laser energy intense is very large, i.e., 108–109 W/cm2 for nanosecond laser ablation, the ionization of the vapor plume could not be neglected, and the effect of condensing the evaporated substance on vapor–liquid interface under the influence of plasma pressure should be carefully considered [34, 35]. The dynamic melting and solidification of weld pool were performed using the mixture model. The liquid fraction in this model, which can be used to describe the ratio of melting at the solid–liquid interface, is assumed to be linearly varying with temperature, following most of previous work [20–31]. In this model, the heat transfer and fluid flow of weld pool were described as follows [31]:
where subscript \({\text{l}}\) represents molten liquid in weld pool, \(\vec{U}_{\text{l}}\), \(\rho_{\text{l}}\), \(p_{\text{l}}\), \(\mu_{\text{l}}\), \(\overrightarrow {g}\), \(T_{\text{l}}\), \(T_{\text{ref}}\), \(\beta\), \(C_{p}\), \(k_{\text{l}}\), \(K\) represent the three-dimensional velocity vector, density, pressure, viscosity, gravitational vector, temperature of weld pool, reference temperature, thermal expansion coefficient, thermal capacity, thermal conductivity and the Carman–Kozeny coefficient, respectively.
The vapor plume in the keyhole was assumed to be mainly driven by recoil pressure and ambient pressure. Dynamic boundary condition of evaporation and condensation during vapor flow modeling was also rigorously treated. The vapor plume was assumed to be governed by compressible Euler equations as its viscosity is very small and was assumed to follow the ideal gas law following previous studies [2, 22, 26]. The effect of Knudsen layer was neglected during vapor plume modeling, so the vapor temperature at the free surface is the same as the keyhole temperature on this boundary. In this model, the compressible vapor plume dynamics inside a transient keyhole was described by the Euler equations, which are shown as follows [31]:
where \(\overrightarrow {Q} = \left[ {\begin{array}{*{20}l} \rho \hfill \\ {\rho u} \hfill \\ {\rho v} \hfill \\ {\rho w} \hfill \\ E \hfill \\ \end{array} } \right]\), \(\overrightarrow {F} = \left[ {\begin{array}{*{20}l} {\rho u} \hfill \\ {\rho u^{2} + p} \hfill \\ {\rho uv} \hfill \\ {\rho uw} \hfill \\ {u(E + p)} \hfill \\ \end{array} } \right]\), \(\overrightarrow {G} = \left[ {\begin{array}{*{20}l} {\rho v} \hfill \\ {\rho uv} \hfill \\ {\rho v^{2} + p} \hfill \\ {\rho vw} \hfill \\ {v(E + p)} \hfill \\ \end{array} } \right]\), \(\overrightarrow {H} = \left[ {\begin{array}{*{20}l} {\rho w} \hfill \\ {\rho wu} \hfill \\ {\rho wv} \hfill \\ {\rho w^{2} + p} \hfill \\ {w(E + p)} \hfill \\ \end{array} } \right]\), \(\overrightarrow {S} = \left[ {\begin{array}{*{20}c} 0 \\ 0 \\ 0 \\ 0 \\ {\nabla \left( {k_{\text{g}} \nabla T} \right) + \eta I_{\text{R}} } \\ \end{array} } \right]\), \(\rho\), \(p\), \(T\), \(E\) are the density, pressure, temperature and total energy of metallic vapor, \(u\), \(v\) and \(w\) are velocity component of the metallic vapor in different coordinate directions, \(k_{\text{g}}\) is the thermal conductivity of metallic vapor, \(I_{\text{R}}\) is laser energy density that usually assumed as an Gauss distribution [1, 2, 5, 36], and \(\eta\) is a coefficient relating to the absorption and scattering of laser energy by metallic vapor, which is determined by following Ref. [37]. As aforementioned, the metallic vapor is assumed to obey the ideal gas law; therefore, the equation of the state can be written as:
where \({\text{R}}_{a} = {\text{R}}/M_{a}\), \({\text{R}}\) is the constant of ideal gas state, \(M_{a}\) is molar mass of the metallic vapor, \(\gamma\) is specific heat ratio.
The overall multiphase model was solved by an efficient multiple timescale numerical method. It is learned that the weld pool, keyhole and metallic vapor dynamics have different timescales. The proposed numerical method, which use a dual-time stepping method, i.e., a large time step \(\Delta t_{\text{l}}\) (microsecond) for keyhole and weld pool dynamic behaviors and a small time step \(\Delta t_{\text{g}}\) (nanosecond) vapor dynamic behaviors, respectively, has well addressed this problem. The main procedure of the multiple timescale method is shown as follows:
-
1.
Update the computational domain for molten liquid and vapor flow at the time of \(t_{n}\).
-
2.
Solve the dynamics of keyhole and weld pool in the computational domain using a large time step \(\Delta t_{\text{l}}\) (\(\Delta t_{\text{l}} { = }t_{n + 1} - t_{n}\)).
-
3.
Solve the dynamics of compressible vapor plume in the computational domain with a small time step \(\Delta t_{\text{g}}\) (\(\Delta t_{\text{g}} = t_{{n^{\prime} + 1}} - t_{{n^{\prime}}} ,\;k\Delta t_{\text{g}} = \Delta t_{\text{l}}\)), and the way of calculation is the same as a large time step. Then, a Ghost Fluid interpolation method is used to avoid the possible numerical error.
-
4.
Go back to step (1) and start the next step.
The detailed governing equations, boundary conditions, numerical implementations, and validations against the experiments have been systematically presented in [31]. Therefore, they were not repeated here. The solution chart of keyhole, weld pool and compressible vapor plume dynamics in the laser welding process is shown in Fig. 1.

Solution flow chart of the compressible vapor plume dynamics in transient keyhole
2.2 Experiments
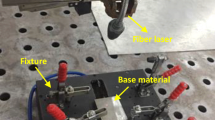
It is difficult to direct observe the vapor plume dynamics in transient keyhole during laser welding, hence only the plume characteristics outside the keyhole were experimentally observed. Here, a high-speed CMOS camera (Photonfocus, Switzerland) was used to capture the dynamics of vapor plume ejected from keyhole opening. The imaging speed is 6000 frames per second (fps). A 304 stainless steel with 3 mm thickness was used as the weld material, whose chemical compositions were shown in Table 1. Before welding, the steel plates were carefully cleaned with the acetone. Bead-on-plate welding experiments were performed with a fiber laser (IPG YLR 4000). During welding, the focus radius is about 0.2 mm, and the focus position is on the top surface of workpiece. The laser power is 1.5 kW, and the welding speed is 2, 3, 4 and 6 m/min, respectively. The high welding speed (6 m/min) was chosen for study, because under this condition, the keyhole can be stable during the welding process. To reduce the huge computational cost of the multiphase model, the shielding gas was not taken account into the computations although it can be included easily in the developed multiphase model. Therefore, in the experiments, a very weak flux rate of Ar gas, 0.1 L/min, was used.
In this study, the oscillation angle of the vapor plume outside the keyhole was experimentally measured. As shown in Fig. 2, this angle is defined as the intersection angle between the upward direction (Z axis) and the bisector of observed vapor plume image. Besides, the average vertical speed of vapor plume at the keyhole opening (the speed of vapor plume detaching from the keyhole opening) was also calculated from the observed high-speed images. To reduce the measurement error of the speed, only the images in which the distance between the zenith of observed vapor plume and the keyhole opening is approximately zero were chosen as the beginning one for measuring, and the images which have the peak height of the bright vapor plume were chosen as the end for measuring, as shown in Fig. 3. Therefore, the average value of vertical velocity of the ejected vapor plume from the keyhole opening is the ratio of the height difference and the corresponding time interval. Since it is very hard to obtain the transient vapor plume speed even outside the keyhole during laser welding process, the average vertical data may be a good choice which could be used to compare with the theoretically predicted results.

Schematic of ejection velocity component and orientation of vapor plume during fiber laser welding process [31]

Schematic of measuring the peak high of the ejected vapor plume in two adjacent high-speed camera images (at 23.856, 24.024 ms) during fiber laser welding process
2.3 Calculation parameters
To make the computation tractable, only a part of specimens, 3 × 1.5 × 3 mm in welding, cross section and penetration direction, respectively, was taken part into the simulations. The uniform grid was set to be 2.0 × 10−5 m. The thermal physical parameters of 304 stainless steel used in the simulations are shown in Table 1.
3 Results and discussion
3.1 Evolutions of velocity field of metallic vapor plume in dynamic keyhole
Shown in Figs. 4 and 5 are the dynamic keyhole profiles, transient temperature field and velocity field of keyhole, weld pool, and metallic vapor plume, respectively, during laser welding at 1.5 kW laser power and 3 m/min welding speed. At the beginning of the welding process, as illustrated in Figs. 4a and 5a, the keyhole profile is rather shallow. The velocity direction of vapor plume is almost vertical. At 5.308 ms, the keyhole becomes deeper and starts to fluctuate when the recoil pressure exerted on some parts of the keyhole wall cannot balance the sum pressure of surface tension and the impacting pressure of fluid flow. The oscillation of keyhole is caused by the irregular humps occurred on both the front and rear keyhole wall, as shown in Fig. 4b. The formation of humps is closely related to the welding speed and surface tension at the interface [21]. Since the mean incident angle of laser beam becomes large at the humped wall, more beam energy will be absorbed (Figs. 4b, 5b). Therefore, very high temperature, which can be greater than 3200 K, is produced. So intense evaporation occurs at these places, and very violent metallic vapor are ejected, as show in Fig. 5b. At 15.277 ms, the front keyhole wall, on which the laser beam is easier to be directly irradiated, is further inclined along the welding direction. There is very strong ejected metallic vapor, with peak velocity greater than 250 m/s, on the humped positions of front keyhole wall, shown in Fig. 5c. This strong vapor not only flows upward and leaves from the keyhole opening, but also flows downward to the bottom part of keyhole. At 20.844 ms, the keyhole depth has reached to be a relative fixed value, as shown in Fig. 4c, d, which means the keyhole goes into a quasi-steady state. Even so, there is significant different velocity field of metallic vapor shown in Fig. 5d, as compared to that at 15.277 ms. The vapor becomes obvious calmer since at this time, there is a relative low temperature distribution on keyhole wall. Besides, the flow direction of vapor is also quite different as shown in Fig. 5c. Above results indicate that the metallic vapor plume in dynamic keyhole is not in quasi-steady state as commonly expected, but in highly dynamic changing.

Predicated dynamic keyhole profiles, transient temperature and velocity field of weld pool during laser welding: a 0.350 ms; b 5.308 ms; c 15.277 ms; d 20.844 ms

Predicated dynamic keyhole profiles, transient temperature field of keyhole and velocity field of metallic vapor plume during laser welding: a 0.350 ms; b 5.308 ms; c 15.277 ms; d 20.844 ms
As illustrated in Fig. 5, the velocity field of metallic vapor plume inside the keyhole is far from uniform except at the very beginning of the welding process. It can be found that there are large velocity differences between the positions near the humped keyhole wall and other positions. For instance, at 5.308 and 15.277 ms, the velocity difference could reach to be 200 m/s inside a mesoscale capillary, which indicates that the velocity field of vapor plume inside the transient keyhole is highly uneven.
3.2 Evolutions of pressure, density, temperature and Mach number distributions in dynamic keyhole
To further explore the characteristics of metallic vapor plume in dynamic keyhole during laser welding, the pressure, density, temperature and Mach number distributions of the plume are shown in Figs. 6–9 during laser welding at 1.5 kW laser power and 3 m/min welding speed.

Predicated transient pressure field of metallic vapor plume during laser welding: a 0.350 ms; b 5.308 ms; c 15.277 ms; d 20.844 ms
As shown in Fig. 6, the pressure field inside the transient keyhole is in dynamic changing during the welding process. The pressure distributions are different from time to time. The maximum pressure, shown in Fig. 6c, can be greater than 120 kPa. The lowest pressure can be around or sometimes even several hundred Pa smaller than the atmospheric pressure. The pressure distributions are also not uniform, particularly at 5.308 and 15.277 ms. The peak pressure difference could approach to be 20 kPa, which indicates that the pressure distributions are highly uneven during laser welding process.
Figure 7 illustrates the density field distributions inside the keyhole during laser welding. It can be also learned that the density field is far from uniform and in dynamic changing. There exist lower density regions, in which the density could be smaller than 0.2 kg/m3, that is, far smaller than the ambient gas (air and argon) density, approximately in the middle part of keyhole below the high-velocity zones. This low density is because the high-velocity flow brings away too much metallic vapor (shown in Fig. 5b–d) at these regions, which makes the gaseous phase under the high-velocity region to be rarefied due to the compressibility effect of the fluid flow. The peak density could be greater than 0.5 kg/m3 near the keyhole exit (Fig. 7a–d) and bottom (Fig. 7b–d). Near the keyhole exit, the high density value is due to mainly metallic vapor accumulations as well as the influence of the ambient gas. At the keyhole bottom, it is mainly due to the metallic vapor accumulations under the effect of fluid compressibility.

Predicated transient density field of metallic vapor plume during laser welding: a 0.350 ms; b 5.308 ms; c 15.277 ms; d 20.844 ms
Shown in Fig. 8 are the transient temperature fields inside the keyhole during laser welding. It could be found that there are high temperature differences of vapor plume inside the keyhole. The peak difference can be greater than 1000 K, as shown in Fig. 8c, d. It is noted that in the present study, the absorption effect of metallic vapor plume toward the laser beam is assumed to be a constant. Hence, the heating rate of vapor plume due to this absorption could be uniform. Such a highly uneven temperature distribution could be only due to the compressibility effect of vapor plume. This fact further indicates that the compressibility effect of vapor plume should be considered into the model of laser welding, although in most of previous studies, this important effect has been neglected for simplicity. Besides, it can be also learned that the temperature field in the keyhole is also in dynamic changing even if the keyhole depth comes to be a quasi-steady state.

Predicated transient temperature field of metallic vapor plume during laser welding: a 0.350 ms; b 5.308 ms; c 15.277 ms; d 20.844 ms
Figure 9 depicts the transient Mach number field inside the keyhole during laser welding. Transient and non-uniform characteristics of Mach number are shown in Fig. 9. The peak Mach number can be greater than 0.6, but the smallest Mach number could be below 0.01. Even the keyhole depth comes into a quasi-steady state (Fig. 9c, d), the Mach number still varies violently, as the keyhole profiles change.

Predicated transient Mach number field of metallic vapor plume during laser welding: a 0.350 ms; b 5.308 ms; c 15.277 ms; d 20.844 ms
3.3 Mechanisms of highly uneven and transient behaviors of vapor plume in dynamic keyhole
The results presented in Sects. 3.1 and 3.2 indicate that the velocity, pressure, temperature, density and even Mach number of metallic vapor plume in transient keyhole have highly uneven and highly transient characteristics. These results suggest that the vapor plume is in violent oscillations during fiber laser welding of 304 stainless steels. To clarify the physical mechanisms of vapor plume oscillations in dynamic keyhole, the vapor plume behaviors during a short timescale in which the keyhole profile does not exhibit obvious variations are investigated.
Figure 10 shows the variations of velocity field during laser welding from 11.717949 to 11.719205 ms (laser power 1.5 kW, welding speed 3 m/min). In Fig. 10a, there is a hump, sized in several tens of micrometers, on the lower part of rear keyhole wall. The temperature of the hump is rather high, around 3100 K, as shown in Fig. 10b–f. Therefore, violent evaporation occurs at this place, and strong metallic vapor ejects from there. The time that the velocity experiences significant changes is only 396 ns, as shown in Fig. 10a, b. As the welding process approaches forward, at 11.718604 ms, the velocity field inside the keyhole approaches to be a quasi-steady state.

Variations of velocity field of metallic vapor plume during laser welding during a short period: a 11.717949 ms; b 11.718345 ms; c 11.718604 ms; d 11.718833 ms; e 11.718996 ms; f 11.719205 ms
From aforementioned analysis, it can be found that the local evaporation on the dynamic humps of the keyhole wall could be responsible for the uneven and transient characteristics of vapor plume in keyhole during laser welding. As pointed out by previous theoretical and experimental studies [38], the characteristic timescale for hump dynamics of keyhole wall is around several microseconds. Therefore, the mechanisms of highly even and transient behaviors of vapor plume could be due to the mesoscale (length scale: several tens of micrometers, time scale: several microseconds) hump dynamics on the keyhole wall.
3.4 Influence of heat input on metallic vapor plume oscillations in dynamic keyhole
It is easy to learn that a larger heat input will produce a longer tapered keyhole and stronger fluid flow, and the keyhole is naturally more sensitive to being perturbed by the capillary force and the impacting force of fluid flow. Therefore, decreasing the heat input can reduce the formation possibility of the humps on the keyhole, particularly on the rear keyhole wall, and thus contribute to the stabilization of the dynamic keyhole in laser welding [21, 28].
And in aforementioned discussions, we have shown that the highly transient and uneven dynamics of vapor plume could be due to the hump dynamics on the keyhole wall. Therefore, it is interesting for us to consider the effects of heat input (changing welding speed) on the vapor plume dynamics inside the keyhole.
Figure 11 shows the peak pressure evolutions with the welding time during fiber laser welding at 2, 3 and 4 m/min welding speed and 1.5 kW laser power. It can be found that the peak pressure decreases as heat input decreases (increasing welding speed). Since the lowest pressure inside the keyhole is around atmospheric pressure (Fig. 6), it means that the pressure difference of vapor plume in the keyhole decreases as the heat input decreases. To further quantitatively investigate the effect of heat input on the peak pressure of vapor plume, statistics analysis of the peak pressure evolutions is depicted in Fig. 12. It can be learned that as the heat input decreases, the occurrence probability of relative low peak pressure (between 1.0 and 1.05 bars) obviously increases from 30 to 45 %, while the probability of relative high peak pressure (between 1.05 and 1.1 bars) decreases from 37 to 25 %. These results suggest that decreasing the heat input could make the peak pressure distributions in dynamic keyhole more uniform.

Variations of peak pressure with welding time during laser welding under different welding speeds: a 2 m/min; b 3 m/min; c 4 m/min

Peak pressure probability from 0 to 20 ms welding time under different welding speeds: a 2 m/min; b 3 m/min; c 4 m/min
Figure 13 illustrates the peak Mach number evolutions with the welding time during fiber laser welding at 2, 3 and 4 m/min welding speed and 1.5 kW laser power. It can be learned that the average peak Mach number gradually decreases from around 0.4 at 2 m/min to around 0.25 at 4 m/min. These data suggest decreasing heat input reduces the peak vapor plume velocity obviously. Shown in Fig. 14 are the statistics analyses of the peak Mach number evolutions with the welding time from 0 to 20 ms. It can be found that as the heat input decreases, the probability of the relative high peak Mach number (between 0.2 and 0.4 Mach) decreases significantly, but that of the relative low peak Mach number (between 0.1 and 0.2 Mach) increases from 15 to 25 %. These results indicate that decreasing the heat input could also make the peak Mach number of vapor plume in transient keyhole more uniform.

Variations of peak Mach number with welding time under different welding speeds: a 2 m/min; b 3 m/min; c 4 m/min

Peak Mach number probability from 0 to 20 ms welding time: a 2 m/min; b 3 m/min; c 4 m/min
It should be remarked that the high peak pressure probability (from 1.2 to 1.5 bars) and high Mach number probability (form 0.4 Mach to beyond) are not so sensitive to the heat input. Note that as shown in Figs. 4 and 5, violent evaporation on the keyhole wall usually occurs only on the humps. And those humps could only be reduced, but not eliminated by decreasing the heat input, as shown in our previous theoretical studies. So scattered violent evaporation phenomena would invariably occur on the keyhole humps during keyhole mode laser welding, regardless of the variation of heat input. Therefore, high peak pressure and Mach number probability would not be so sensitive to the modulation of the heat input. However, the relative low peak pressure and Mach number, which could be considered as the average data of these peak values as shown in Figs. 12 and 14, could be significantly influenced by the heat input.
To further compare the vapor plume behaviors between laser welding with an unstable keyhole (that would produce porosity induced by keyhole instability) and with a stable keyhole (free of porosity), the vapor dynamics at 2 and 6 m/min welding speed are investigated. Figure 15 illustrates the keyhole depth evolutions under these two process conditions. It can be learned that there are significant keyhole depth oscillations under 2 m/min but negligible oscillations under 6 m/min, which demonstrates that the keyhole under 6 m/min is collapsing free, i.e., fully stable [21]. Shown in Fig. 16 are the vertical ejection velocities of vapor plume at vertical direction at keyhole opening under 2 and 6 m/min welding speed. It can be learned that as the keyhole becomes stable, the average value of peak velocity of vapor plume inside the keyhole is significantly decreases, and this oscillation is also significantly weakened. However, there are still some high peak velocities when the keyhole is collapsing free. The reason is also due to the occurrence of humps on keyhole wall, which has been discussed previously.

Keyhole depth evolutions during laser welding at 2 and 6 m/min welding speeds

Average vapor ejection velocity at vertical direction at keyhole opening during laser welding (laser power: 1.5 kW): a 2 m/min; b 6 m/min
Shown in Fig. 17 are the inclination angles of the ejected vapor plume at keyhole opening. At 2 m/min, it can be found that the relative peak amplitude of the angle oscillation reaches to be 100 degree, while at 6 m/min, it is only 60 degree. The average oscillation amplitude of the inclination angle also decreases obviously, as the keyhole approaches to be stable. Besides, it is noted that the inclination angle at 6 m/min is always positive. This is because the inclination of keyhole front wall is large at higher welding speed, which is well consistent with previous experimental observations [39]. Anyway, there are still some oscillations of the inclination angle, even if the keyhole is collapsing free.

Inclination angle of ejected vapor plume at keyhole opening during laser welding (laser power: 1.5 kW): a 2 m/min; b 6 m/min
Aforementioned quantitative results demonstrate that it is possible to make the vapor plume dynamics inside the keyhole more uniform by decreasing the heat input (increasing the welding speed), which suggests that we can add the stability of vapor plume dynamics inside the transient keyhole by this way. However, decreasing the heat input could not eliminate the vapor plume oscillations, because it can only reduce, but not eliminate, the formation possibility of the keyhole wall humps during laser welding.
3.5 Accurate measurement of vapor plume characteristics during laser welding
Our theoretical results have demonstrated that the vapor plume characteristics in the keyhole, such as temperature, pressure and velocity, are far from uniform and highly time dependent. The characteristics of vapor plume vary in a nanosecond timescale due to the small-scale hump dynamics of keyhole during laser welding. These findings, actually, may pose challenges for experimental measurement of the vapor plume characteristics in laser welding.
Previously, there were many experimental measurement studies on the vapor plume characteristics inside the keyhole. For example, Zhang et al. [18] found that in CO2 laser welding of steel, the electron temperature of keyhole plasma could be higher than 18000 K. Katayama et al. showed that in high-power fiber laser welding of 5052 aluminum alloy, the peak temperature of the ejected vapor plume is only 6000 K. Recently, using a novel optical multichannel analyzer setup, Chen et al. [11] experimentally measured the electron temperature and density distributions of keyhole plasma and plasma plume during CO2 laser welding of steel by assuming the keyhole is spherically symmetrical. Besides, Jin et al. [36] developed a modified sandwich sample setup for direct imaging the keyhole, and first measured the electron temperature distributions of keyhole plasma in both the radial and depth directions during CO2 laser welding. These experimental data are very valuable for deepening our understanding of laser welding.
However, since the temperature of vapor plume is in dynamic changing and varies in different positions of keyhole as observed in the present study, one would naturally ask a question: How can we define these measured temperatures? If they were the average values during a small period of welding time, one would readily ask another question: How can we define the “small period” so that the data is reliable? Is the time resolution of our experimental apparatus sufficiently accurate for measuring the transient characteristics of vapor plume in keyhole? These questions should be answered in the future, if one needs to obtain an accurate quantitative description of the vapor plume during deep penetration laser welding.
3.6 Comparing to experimental results
Figure 18 illustrates the comparisons between the experimentally measured oscillation angle of the vapor plume outside the keyhole and the simulated angle. It can be found that both the simulations (black color) and experiments (red color) agree very well under different welding speed conditions.

Comparisons between the experimental and simulated inclination angle of ejected vapor plume at the keyhole opening: a 2 m/min; b 4 m/min
Figure 19 shows the comparisons between the predicated ejection speeds of vapor plume in vertical direction at keyhole opening during laser welding. It can be also learned that there are good agreements between the experiments and the simulations. However, since the experimental value is actually an average speed of the ejected vapor, therefore, the experimental data are somewhat lower than the simulations and only locate in the medians (about 75 m/s at 2 m/min and about 50 m/s at 4 m/min) of the distributions of the velocity of vapor plume.

Comparisons between the experimental and simulated vapor plume velocity in vertical direction plume at the keyhole opening: a 2 m/min; b 4 m/min
Based on above validations, it can be concluded the theoretical predications of compressible vapor plume dynamics in this study are very reasonable.
4 Conclusions
The compressible vapor plume behaviors in transient keyhole during fiber laser welding of 304 stainless steels under different process parameters were first systematically studied. The major conclusions can be made as follows:
-
1.
The velocity, pressure, density, temperature and Mach number distributions in transient keyhole is highly uneven and dynamic during laser welding. The peak difference of the velocity, pressure, temperature and Mach number of the vapor plume in a keyhole could be greater than 200 m/s, 20 kPa, 1000 K and 0.6 Mach, respectively. The vapor plume characteristics in a transient keyhole can experience significant changes within several hundreds of nanoseconds. The formation mechanisms of these characteristics are mainly due to the dynamics of the small-scale (several tens of microns) humps located on the wall.
-
2.
It is possible to make the vapor plume dynamics inside the keyhole more uniform by decreasing the heat input, which suggests that the stability of vapor plume dynamics inside the transient keyhole can be improved by this way. However, decreasing the heat input could not eliminate the vapor plume oscillations, because it can only reduce, but not eliminate, the formation possibility of the keyhole wall humps during laser welding.
-
3.
Since the vapor plume in transient keyhole is highly dynamic, it is very challenging to accurately measure the vapor plume characteristics during laser welding. Therefore, the reliable of previous experimental data of vapor plume characteristics, such as temperature, may need to be re-examined in the future.
References
R. Fabbro, S. Slimani, I. Doudet, Experimental study of the dynamical coupling between the induced vapour plume and the melt pool for Nd-Yag CW laser welding. J. Phys. D Appl. Phys. 39(2), 394–400 (2006)
E.H. Amara, R. Fabbro, A. Bendib, Modeling of the compressible vapor flow induced in a keyhole during laser welding. J. Appl. Phys. 93(7), 4289–4296 (2003)
E. Locke, E. Hoag, R. Hella, Deep penetration welding with high-power CO2 lasers. IEEE J. Quantum Electron. 8(2), 132–135 (1972)
T. Ishide, S. Shono, T. Ohmae, Fundamental study of laser plasma reduction method in high power CO2 laser welding. Proc. of LAMP 87, 187–191 (1987)
Z. Szymański, J. Kurzyna, Spectroscopic measurements of laser induced plasma during welding with CO2 laser. J. Appl. Phys. 76(12), 7750–7756 (1994)
J.F. Tu, T. Inoue, I. Miyamoto, Quantitative characterization of keyhole absorption mechanisms in 20 kW-class CO2 laser welding processes. J. Phys. D Appl. Phys. 36(2), 192–203 (2002)
M. Beck, P. Berger, H. Hugel, The effect of plasma formation on beam focusing in deep penetration welding with CO2 lasers. J. Phys. D Appl. Phys. 28(12), 2430–2442 (1995)
D.V. Bedenko, O.B. Kovalev, I.V. Krivtsun, Simulation of plasma dynamics in a keyhole during laser welding of metal with deep penetration. J. Phys. D Appl. Phys. 43(10), 105501 (2010)
H.X. Wang, X. Chen, Three-dimensional modelling of the laser-induced plasma plume characteristics in laser welding. J. Phys. D Appl. Phys. 36(6), 628–639 (2003)
T. Mościcki, J. Hoffman, Z. Szymański, Modelling of plasma plume induced during laser welding. J. Phys. D Appl. Phys. 39(4), 685–692 (2006)
G. Chen, M. Zhang, Z. Zhao, Y. Zhang, S. Li, Measurements of laser-induced plasma temperature field in deep penetration laser welding. Opt. Laser Technol. 45, 551–557 (2013)
H. Jacek, Z. Szymański, Time-dependent spectroscopy of plasma plume under laser welding conditions. J. Phys. D Appl. Phys. 37, 1792–1799 (2004)
Clucas, D., Steen, W., Ducharme, R., Kapadia, P., Dowden J., A mathematical model of the flow within the keyhole during laser welding. Proc. 14th ICALEO (Orlando, FL), 1995
J. Dowden, Interaction of the keyhole and weld pool in laser keyhole welding. J. Laser Appl. 14(4), 204–209 (2002)
E.H. Amara, A. Bendib, Modelling of vapour flow in deep penetration laser welding. J. Phys. D Appl. Phys. 35(3), 272–280 (2002)
Y. Zhang, G. Chen, H. Wei, J. Zhang, A novel “sandwich” method for observation of the keyhole in deep penetration laser welding. Opt. Lasers Eng. 46(2), 133–139 (2008)
M. Zhang, G. Chen, Y. Zhou, S. Li, Direct observation of keyhole characteristics in deep penetration laser welding with a 10 kW fiber laser. Opt. Express 21(17), 19997–20004 (2013)
Y. Zhang, L. Li, G. Zhang, Spectroscopic measurements of plasma inside the keyhole in deep penetration laser welding. J. Phys. D Appl. Phys. 38(5), 703–710 (2005)
A. Matsunawa, J.D. Kim, N. Seto, M. Mizutani, S. Katayama, Dynamics of keyhole and molten pool in laser welding. J. Laser Appl. 10(6), 247–254 (1998)
M. Geiger, K.H. Leitz, H. Koch, A. Otto, A 3D transient model of keyhole and melt pool dynamics in laser beam welding applied to the joining of zinc coated sheets. Prod. Eng. Res. Dev. 3(2), 127–136 (2009)
S. Pang, L. Chen, J. Zhou, Y. Yin, T. Chen, A three-dimensional sharp interface model for self-consistent keyhole and weld pool dynamics in deep penetration laser welding. J. Phys. D Appl. Phys. 44(2), 025301 (2011)
H. Ki, J. Mazumder, P.S. Mohanty, Modeling of laser keyhole welding: Part I. Mathematical modeling, numerical methodology, role of recoil pressure, multiple reflections, and free surface evolution. Metall. Mater. Trans. A 33(6), 1817–1830 (2002)
H. Ki, J. Mazumder, P.S. Mohanty, Modeling of laser keyhole welding: Part II. Simulation of keyhole evolution, velocity, temperature profile, and experimental verification. Metall. Mater. Trans. A 33(6), 1831–1842 (2002)
S. Pang, W. Chen, W. Wang, A quantitative model of keyhole instability induced porosity in laser welding of titanium alloy. Metall. Mater. Trans. A 45(6), 2808–2818 (2014)
W. Tan, N.S. Bailey, Y.C. Shin, Investigation of keyhole plume and molten pool based on a three-dimensional dynamic model with sharp interface formulation. J. Phys. D Appl. Phys. 46(5), 055501 (2013)
W. Tan, Y.C. Shin, Analysis of multi-phase interaction and its effects on keyhole dynamics with a multi-physics numerical model. J. Phys. D Appl. Phys. 47(34), 345501 (2014)
W.I. Cho, S.J. Na, C. Thomy, F. Vollertsen, Numerical simulation of molten pool dynamics in high power disk laser welding. J. Mater. Process. Technol. 212(1), 262–275 (2012)
M. Courtois, M. Carin, P. Le Masson, S. Gaied, M. Balabane, A new approach to compute multi-reflections of laser beam in a keyhole for heat transfer and fluid flow modelling in laser welding. J. Phys. D Appl. Phys. 46(50), 505305.33 (2013)
S. Pang, K. Hirano, R. Fabbro, T. Jiang, Explanation of penetration depth variation during laser welding under variable ambient pressure. J. Laser Appl. 27(2), 022007 (2015)
S. Pang, X. Chen, J. Zhou, X. Shao, C. Wang, 3D transient multiphase model for keyhole, vapor plume, and weld pool dynamics in laser welding including the ambient pressure effect. Opt. Lasers Eng. 74, 47–58 (2015)
S. Pang, X. Chen, W. Li, X. Shao, S. Gong, Efficient multiple time scale method for modeling compressible vapor plume dynamics inside transient keyhole during fiber laser welding. Opt. Laser Technol. 77, 203–214 (2016)
Y. Kawahito, N. Matsumoto, M. Mizutani, S. Katayama, Characterisation of plasma induced during high power fibre laser welding of stainless steel. Sci. Technol. Weld. Join. 13(8), 744–748 (2008)
S. Pang, W. Chen, J. Zhou, D. Liao, Self-consistent modeling of keyhole and weld pool dynamics in tandem dual beam laser welding of aluminum alloy. J. Mater. Process. Technol. 217, 131–143 (2015)
V.I. Mazhukin, V.V. Nossov, I. Smurov, Modeling of plasma-controlled evaporation and surface condensation of Al induced de 1.06 and 0.248 laser radiations. J. Appl. Phys. 101(2), 24922–24937 (2007)
V.I. Mazhukin, A.A. Samarskii, Mathematical modeling in the technology of laser treatments of materials. Surv. Math. Ind. 4(2), 85–149 (1994)
X. Jin, L. Zeng, Y. Cheng, Direct observation of keyhole plasma characteristics in deep penetration laser welding of aluminum alloy 6016. J. Phys. D Appl. Phys. 45(24), 245205 (2012)
N.S.H. Motlagh, P. Parvin, M. Jandaghi, M.J. Torkamany, The influence of different volume ratios of He and Ar in shielding gas mixture on the power waste parameters for Nd:YAG and CO2 laser welding. Opt. Laser Technol. 54, 191–198 (2013)
A. Matsunawa, V. Semak, The simulation of front keyhole wall dynamics during laser welding. J. Phys. D Appl. Phys. 30(5), 798–809 (1997)
F. Tenner, C. Brock, F. Klämpfl, M. Schmidt, Analysis of the correlation between plasma plume and keyhole behavior in laser metal welding for the modeling of the keyhole geometry. Opt. Lasers Eng. 64, 32–41 (2014)
Acknowledgments
The research is financially supported by the National Basic Research Program of China (973 Program, No. 2014CB046703) and the National Natural Science Foundation of China (No. 51105153).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Pang, S., Shao, X., Li, W. et al. Dynamic characteristics and mechanisms of compressible metallic vapor plume behaviors in transient keyhole during deep penetration fiber laser welding. Appl. Phys. A 122, 702 (2016). https://doi.org/10.1007/s00339-016-0230-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-016-0230-5