
Abstract
The hot compression deformation behavior and microstructure of as-cast Mg–5.0Sn–1.5Y–0.1Zr alloy were investigated by performing isothermal hot compression tests. The tests were conducted using a thermal mechanical simulator at 250–450 °C and strain rates ranging from 0.002 to 2 s−1, with a maximum deformation strain of 50 %. The effects of the deformation parameters on the microstructure evolution of the Mg–5.0Sn–1.5Y–0.1Zr alloy were discussed. The study revealed the flow behavior and the deformation mechanism of the Mg–5.0Sn–1.5Y–0.1Zr alloy. The dependence of flow stress on temperature and strain rate was described by a hyperbolic sine constitutive equation. Through regression analysis, the activation energy of 223.26 kJ mol−1 for plastic deformation was determined by considering flow stress at a strain rate of 0.2. Microstructure observation showed that dynamic recrystallization occurred extensively along grain boundaries at temperatures higher than 300 °C and strain rates lower than 0.02 s−1. This observation provides a theoretical basis for the manufacture and application of the Mg–5.0Sn–1.5Y–0.1Zr alloy.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Magnesium (Mg)-based alloys are the lightest among structural metallic materials. These alloys exhibit considerable potential for applications in the automotive and aerospace industries because of their high strength-to-weight ratio. At present, the most widely used Mg alloys contain aluminum (Al) or zinc (Zn) as their major alloying element. However, the applications of commercially available Mg–Al- and Mg–Zn-based alloys are limited at elevated temperatures because of their poor creep behavior caused by the grain boundary phase. During this phase, the aforementioned alloys soften at temperatures exceeding 120 °C [1, 2]. Hence, improving the properties of these alloys at elevated temperatures has become a critical issue for their possible applications in high-temperature environments.
Numerous attempts have focused on alloying and plastic processing methods to develop Mg alloys with good mechanical properties for practical applications. Tin (Sn) has been chosen as a major economical alloying element because of its high solid solubility in the Mg matrix over a wide temperature range, for example, from 14.85 wt% at the eutectic transformation temperature of 561 °C to 0.45 wt% at 200 °C. Moreover, Sn can form a thermally stable β-Mg2Sn phase during solidification. The precipitation-strengthened β-Mg2Sn phase has a high melting temperature of approximately 771 °C, which is significantly higher than those of the Mg17Al12 (462 °C) and MgZn (347 °C) phases. This characteristic can provide barriers for dislocation slipping and climbing at high temperatures [3–5]. Given these two factors, Sn may be expected to show potential for applications that require elevated-temperature creep resistance. Adding yttrium (Y) can form the intermetallic compound MgSnY, which has high thermal stability and strength [6, 7]. Moreover, a small amount of zirconium (Zr) may increase the fineness of the solidified microstructure [8]. Thus, adding Zr to the Mg–Sn–Y alloy is possibly beneficial for refining the microstructure and improving the properties of this alloy. However, available information on further alloying of the Mg–Sn–Y alloy is scarce in the literature. Mg–Sn–Y–Zr alloys are believed to be new potential Mg alloys that exhibit a stable structure and good mechanical properties at high temperatures.
Similar to other alloys with a hexagonal crystal structure, the Mg–Sn–Y–Zr alloy is workable at elevated temperatures, such as in hot extrusion, hot forge, and hot rolling. A detailed description of plastic deformation behavior and reliable material parameters is required over a wide range of strains, strain rates, and temperatures. Such description can avoid expensive industrial-scale experiments and to enable cost-effective computer modeling of formation processes. Flow stress is a useful approach for determining the parameters of a hot-working process [9, 10]. Hot working can improve the properties of metal products through microstructure evolution. The present work preliminarily investigates the plastic deformation behavior of the Mg–Sn–Y–Zr alloy at elevated temperatures and strain rates ranging from 250 to 450 °C and 0.002 to 2 s−1, respectively, in terms of microstructure and flow stress. The investigation provides suitable plastic processing experimental data to further research on Mg alloys.
2 Materials and methods
The chemical compositions of the experimental materials are listed in Table 1. The Mg ingot was initially fabricated via permanent mold casting and then processed via homogenization treatment at 480 °C for 12 h. Cylindrical samples with a diameter of 8 mm and a height of 12 mm were machined for compression testing. The specimens were then treated using a Gleeble-1500 thermal mechanical simulator at temperatures ranging from 250 to 450 °C and varying stress rates from 0.002 to 2 s−1, with 60 % engineering strain. A lubricant was applied on both ends of the samples to reduce friction between the sample and the indenter. Sample temperature was measured during the hot compression tests with a thermocouple, which was welded onto the surface at mid-height. After the compression tests, the samples were kept for 3 min at a deformation temperature and water-quenched within 0.5 s after testing to maintain the developed microstructure.
After deformation, the specimens were sliced longitudinally to perform microscopic characterization and X-ray diffraction (XRD) analysis. The specimens were polished and etched with a mixture of 1 mL nitric acid and 24 mL ethylene glycol. Microscopic analysis was performed using an optical microscope (OM) and a scanning electron microscope (SEM).
3 Results and discussion
3.1 Microstructure of the Mg–Sn–Y–Zr alloy
Figure 1a shows the OM image of the initial microstructure of the as-cast Mg–5.0Sn–1.5Y–0.1Zr alloy. The image reveals a typical dendrite microstructure that consists of dominant a-Mg and intermetallic phases. These phases are mainly, but not uniformly, distributed along the grain boundaries of the a-Mg matrix.

OM images of (a) as-cast and b heat-treated Mg–5.0Sn–1.5Y–0.1Zr alloy
The morphology of the microstructure changed significantly after the sample underwent homogenization treatment at 480 °C for 12 h, as shown in Fig. 1b. The homogenized cast material consists of equiaxed grains that are homogenously distributed between boundary and non-boundary areas. Grain boundaries and grain boundary phases were observed easily. This observation indicated that the elements in the matrix diffused evenly when the specimens were solution-treated at 480 °C, except for some heat-stable phases.
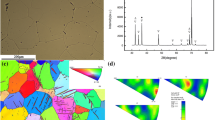
Based on different parts of the energy-dispersive X-ray spectroscopy (EDS) (Fig. 2) and XRD (Fig. 3) analysis results, both the as-cast and heat-treated Mg–5.0Sn–1.5Y–0.1Zr alloys were determined to have MgSnY compounds and Mg2Sn as their secondary phase, Mg as their solid solution phase. The Mg content is larger than the Sn content, so less Sn was melted into Mg.

SEM images and EDS results of as-cast Mg–5.0Sn–1.5Y–0.1Zr alloy

XRD of Mg–5.0Sn–1.5Y–0.1Zr alloy
3.2 Microstructure evolution during compression deformation
The true stress–true strain curve obtained at 350 °C and 0.02 s−1 is shown in Fig. 4a. This curve exhibits significant work hardening, single stress peak, work softening, and steady-state flow stages as strain increases. These stages comprise the typical flow in dynamic recrystallization (DRX). The microstructure evolution of the Mg–5.0Sn–1.5Y–0.1Zr alloy compressed at 350 °C at a strain rate of 0.02 s−1 with various strains is shown in Fig. 4a–d.

True stress–strain curve and corresponding microstructure evolution at 350 °C and 0.02 s−1
The original grain boundaries became wavy and corrugated during the initiation of hot deformation. Moreover, the tangled dislocations around the second phases focused on the original grain boundaries at a strain of 0.2. This phenomenon corresponds to the initial work softening stage shown in Fig. 4b. A mixture of fine and coarse grain structures was presented at a strain of 0.4, as shown in Fig. 4c. These structures formed a “necklace” microstructure with plenty of recrystallized grains along the grain boundaries. DRX occurred along the boundaries of the original grains. The recrystallized grains grew significantly through the relocation of grain boundaries during the hot deformation process. This new grain formation process may be similar to that of conventional DRX in AZ Mg alloys [11–13]. As deformation continued further, numerous dynamically crystallized grains were observed, as shown in Fig. 4d. Nevertheless, several dislocations remained in these grains because of work hardening; new dynamically recrystallized grains were also formed. New dendrites also developed homogeneously at a strain of 0.6, as shown in Fig. 4d, which indicated steady-state flow. This flow is also reflected by the true stress–true strain curve in Fig. 4a. Galiyev et al. [14] reported that the accumulation of dislocations caused by increasing strain formed sub-grains with low-angle boundaries. Then, the formation of equiaxed recrystallized grains with high-angle boundaries followed. The accumulation of dislocations could also explain the microstructure evolution of this alloy.
Representative microstructures deformed at a strain of 0.6 under different conditions are shown in Fig. 5a–d. The result reveals that temperature and strain rate have remarkable effects on microstructure evolution. Elevated temperatures are favorable for the nucleation and growth of dynamically crystallized grains. The cell structure of a recrystallized grain at 250 °C and 0.002 s−1 is shown in Fig. 5a. Recrystallized grains were also observed in the core of the primary grains. In Fig. 5b–c, a complete microstructure evolution of a necklace DRX structure is illustrated. In addition, new fine grains grew remarkably as temperature increased. These features have also been observed in many other Mg alloys [15–17]. Macrocracks or microcracks occurred, as shown in Fig. 5d, because of the rapid accumulation of dislocations and the failure to release stress concentration. These studies also inferred that increasing temperature could promote DRX because of the initiation of dislocation slipping, climbing, and cross-slipping. Moreover, a low strain rate results in the increasing volume fraction of large dynamically crystallized grains at a given temperature. This finding is consistent with those of previous investigations on the DRX of AZ31. However, strain rate has less effect than temperature on DRX grain size. Hence, low strain rates are expected in the hot processing of the as-cast Mg–5.0Sn–1.5Y–0.1Zr alloy.

OM images of the specimens deformed at a strain of 0.6 under different conditions: a 250 °C and 0.002 s−1, b 300 °C and 0.02 s−1, c 350 °C and 0.2 s−1, and d 400 °C and 2 s−1
3.3 True stress–strain behavior
The stress–strain curves obtained by performing compression tests are presented in Fig. 6. This figure shows that the curves start with a similar slope and then disperse. First, flow stress exhibits a sharp increase at a critical strain with increasing deformation strain. This increase is mainly attributed to strain hardening. Then, flow stress increases gradually until it reaches a peak when the critical DRX value is reached. Finally, flow stress decreases. Flow stress curves exhibit a similar feature, i.e., flow stress diminishes with increasing temperatures and decreasing strain rates. At a strain rate of 0.02 s−1, the deformation temperatures of 250, 300, 350, 400, and 450 °C correspond to the peak flow stress values of 92, 73, 58, 46, and 34 MPa, respectively. The maximum peak stress is 2.7 times the minimum value. Moreover, at the deformation temperature of 300 °C, the strain rates of 0.002, 0.02, 0.2, and 2 s−1 correspond to the peak flow stress values of 58, 64, 73, and 83 MPa, respectively. Peak stress is increased by 43 %, which agrees with the previous research on as-cast Mg alloys [17]. However, this type of alloy exhibits two dynamic softening mechanisms. First, deformation temperature at 250 °C is characterized by the DRX model at the strain rate of 0.002 s−1. Second, the deformation temperature at 400 °C presents the dynamic response model. The change tendency of flow stress is different under various softening mechanisms.

True stress–true strain curves of the Mg–Y–Sn–Zr alloy at various strain rates and temperatures. a 0.002 s−1, b 0.02 s−1, c 0.2 s−1, d 2 s−1
3.4 Flow stress model
The relationship among strain rate, flow stress, and deformation temperature varies with different materials subjected to hot deformation. In general, the relationship of flow stress with temperature and strain rate can be described as a hyperbolic sine function, which is presented as follows:
where Z is the Zener–Hollomon parameter, A and n are the material constants, a is the stress multiplier, \( \dot{\varepsilon } \) is the strain rate, Q is the activation energy, R is the gas constant, T is the absolute temperature, \( \sigma \) is the flow stress, and n is the stress index. The required material parameters can be obtained from hot-working tests, such as hot compression tests, which determine flow stress as a function of the applied temperature, strain, and strain rate.
Based on the measured flow curves, the required material parameters of Eq. 1 were determined by plotting flow stress at a true strain of 0.5 against strain rates and reciprocal temperatures (Fig. 7). Exponent n can be obtained by plotting \( \ln \dot{\varepsilon } \) against \( \ln [\sinh (\alpha \sigma )] \) at different temperatures. In this study, the stress multiplier a = 0.01862 MPa−1 was adjusted to parallelize the plots at all temperatures. Then, n can be determined by evaluating the slope of the lines. The analysis revealed an average strain rate sensitivity of 9.7, which is illustrated in Fig. 7a. Apparent activation energy Q can be estimated by transforming Eq. 1 as follows:

Plots for determining material parameters: a flow stress and strain rates, b flow stress and temperature, and c relational curves of lnZ and \( \ln [\sinh (\alpha \sigma )] \)
Apparent activation energy can be determined by evaluating the average slope of the plots given in Fig. 7b and multiplying it with the average n and the gas constant. The Zener–Hollomon parameter Z can be calculated by applying Q and Eq. 1. Figure 7c depicts the relationship between the Zener–Hollomon parameter and \( \ln [\sinh (\alpha \sigma )] \). Furthermore, the plot reveals the value of material parameter A, which corresponds to the intercept with the vertical axis. Therefore, all required parameters of Eq. 1 were determined: a = 0.01862 MPa−1, n = 9.7, Q = 223.26 kJ mol−1, and A = 1.3115 × 1017.
Therefore, the formula for flow stress is determined as follows:
4 Conclusions
-
1.
The high-temperature deformation behaviors of the Mg–Sn–Y–Zr alloy are affected considerably by deformation temperature, strain rate, and strain. The hot flow behavior of the as-cast Mg–Sn–Y–Zr alloy exhibits three stages: hardening, DRX, and steady state. Stress is reduced with increasing temperature and decreasing strain rate. In this work, the apparent activation energy of the as-cast Mg–Sn–Y–Zr alloy is estimated to be 223.26 kJ mol−1. The formula of flow stress is \( \dot{\varepsilon } = 1.3115 \times 10^{17} [\sinh (0.01862\sigma )]^{9.7} \exp ( - 223260/RT). \)
-
2.
The microstructure undergoes a disordered dislocation process in the cell structure at 300 °C at a strain rate of 0.2 s−1. The diameter of the sub-grains increases with increasing temperature, and dislocation density in interior decreases at a strain rate of 2 s−1. At 350 °C, diameter of the sub-grains decreases, sub-grain boundary expands, and dislocation density in the interior increases as strain rate increases.
References
J. Zhang, M.B. Yang, F.S. Pan, J. Zhang, An analysis of the development and applications of current and new Mg–Al based elevated temperature magnesium alloys. Mater. Sci. Forum 923, 488–489 (2005)
S. Guan, Y. Wang, Research progress and application of elevated temperature magnesium alloys in auto-mobile industry. Mater. Mech. Eng. 27(8), 23–29 (2003)
N. Hort, Y. Huang, T. Abu Leil, P. Maier, K.U. Kainer, Microstructural investigations of the Mg–Sn–xCa system. Adv. Eng. Mater. 8, 359–364 (2006)
T.T. Sasaki, K. Oh-ishi, T. Ohkubo, K. Honoa, Enhanced age hardening response by the addition of Zn in Mg–Sn alloys. Scr. Mater. 55, 251–254 (2006)
Hongmei Liu Yungui Chen, Yangbai Tang et al., The microstructure and mechanical properties of permanent·mould cast Mg–5 wt% Sn–(0–2.6) wt% Di alloys. Mater. Sci. Eng. A 437, 348–355 (2006)
Z. Yang, J.P. Li, J.X. Zhang, G.W. Lorimer, J. Robson, Review on research and development of magnesium alloys. Acta Metal. Sin. (English Letters) 21(5), 313 (2008)
Y. Zhang, X.Q. Zeng, L.F. Liu, L. Chen, H.T. Zhou, Effects of yttrium on microstructure and mechanical properties of hot-extruded Mg–Zn–Y–Zr alloys. Mater. Sci. Eng., A 373(1–2), 320 (2004)
T. Homma, C.L. Mendis, K. Hono, S. Kamado, Effect of Zr addition on the mechanical properties of as-extruded Mg–Zn–Ca–Zr alloys. Mater. Sci. Eng. A 527(9), 2356 (2010)
M.R. Barnett, Microstructural Development during Hot Working of Mg3Al1Zn. J. Acta Mater. 55(9), 3271–3278 (2007)
S.-R. Wang, L.-H. Song, S. Kang, C.H.O. Jaehyung, Y.-Z. Wang, Deformation behavior and microstructure evolution of wrought magnesium alloys. Chin. J. Mech. Eng. 26(3), 437–447 (2013)
Q. Dai, D. Zhang, X. Chen, On the anisotropic deformation of AZ31 Mg alloy under compression. Mater. Design 32(10), 5004–5009 (2011)
S. Abdessameud, H. Azzeddine, B. Alili et al., Grain growth in AZ31 alloy after uniaxial compression. Trans. Nonferrous Metals Soc. China 20(12), 2215–2222 (2010)
S.W. Xu, S. Kamado, T. Honma, Effect of homogenization microstructures and mechanical properties of hot compressed Mg–9Al–1Zn alloy. Mater. Sci. Eng. A 528(6), 2385–2393 (2011)
A. Galiyev, R. Kaibyshev, G. Gottstein, Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60. Acta Mater. 49(7), 1199–1207 (2001)
Y.Z. Wu, H.G. Yan, J.H. Chen, S.Q. Zhu, B. Su, P.L. Zeng, Hot deformation behavior and microstructure evolution of ZK21 magnesium alloy. Mater. Sci. Eng. A 527(16–17), 3670 (2010)
Y. Xu, L.X. Hu, Y. Sun, Hot deformation behavior and processing map of as-cast AZ61 magnesium alloy. Mater. Sci. Eng. A 559, 528 (2013)
G.Z. Quan, Y. Shi, Y.X. Wang, B.S. Kang, T.W. Ku, W.J. Song, Constitutive modeling for the dynamic recrystallization evolution of AZ80 magnesium alloy based on stress–strain data. Mater. Sci. Eng. A 528(28), 8051 (2011)
Acknowledgments
This study was financially supported by the Natural Science Foundation of Shanxi Province, China (No. 2014011015-3), and the Doctoral Foundation of Taiyuan University of Science and Technology (No. 20132019).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Luo, X., Kang, L., Li, Q. et al. Microstructure and hot compression deformation of the as-cast Mg–5.0Sn–1.5Y–0.1Zr alloy. Appl. Phys. A 120, 699–705 (2015). https://doi.org/10.1007/s00339-015-9242-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00339-015-9242-9