
Abstract
We show direct evidence that underwater shock wave enables us to bond multithin plates with flat, parallel, and high-strength interfaces, which are key requirements for functionally graded material (also called graded density impactor). This phenomenon is ascribed to the super short duration of the high-speed underwater shock wave, reducing the surface tension, diffusion, evaporation, deposition, and viscous flow of matter. Thin magnesium, aluminum, titanium, copper, and molybdenum foils were welded together and designed with the increase in density. Experimental evidence and numerical simulation show that well bonding between the multilayer structures. Microstructure examinations reveal that the dominant interfacial form shifts from waviness to linearity. Graded density impactor with multilayer structure is proved that can produce quasi-isentropic compression in two-stage gas gun experiment with a designed pressure loading profile, which suggests a feasible method to simulate the conditions we want to study that were previously inaccessible in a precisely controlled laboratory environment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Understanding the response of matter at extreme compression is an important element of contemporary research in physics and materials science [1]. Traditionally, multi-Mbar stress states have been accessed by launching a near instantaneous compressive shock into the material. Shock waves are associated with large jumps in temperature which greatly increases the thermal contribution and causes melting of the material under study. Recently, developed quasi-isentropic compression experiments (ICE) is a shockless process where very-high-pressure conditions can be accessed, and the accompanying temperature rise is much less severe than in shock. Quasi-isentropic compression conditions have been demonstrated using several drivers, such as lasers [2, 3], magnetic pulse loading [4–6], and graded density impactors (GDI) on gas gun facilities [7]. A basic difference is that the duration of loading in laser, magnetic, and GDI is 10 ns, 100 ns, and 1 μs, respectively. Long loading duration allows shock-generated defects to reorganize and allows more time for annealing and recrystallization to take place [8].
Capability of varying the quasi-isentropic compression time scales enables the study of time-dependent material behavior associated with structural changes and deformation subjected to extreme compressions. Using multilayer GDIs in gas gun experiments can create a flexible path to desired pressure. In laser-driven, quasi-isentropic compression experiments, GDIs are used for shaping the loading profile and extending this technology to high peak pressure [9].
GDI is a kind of functionally graded material (FGM), which is a multicomponent composite wherein the compositional gradient occurs from one component to the other. These composites are found to have some promising properties, such as better impact resistance. More than 20 years ago, Sandia National Laboratory Report first designed to achieve quasi-isentropic compression using GDIs composed of several layers of different materials with increasing density [7]. Recent techniques include diffusion bonding, hot-pressing powders, and tape-casting method [10]. High-quality GDI has several critical factors, such as flatness, parallelism, and high bonding strength. However, the most suitable bonding multithin plate method has long been a problem for the product engineers.
The present paper advances a potential promising technology to fabricate multilayer structure via underwater shock wave. Conventional welding using heat and/or pressure is often unsuitable to GDI due to thermal damage and/or the difficulty in intermetallic control. Underwater explosive welding has been proved to be an alternative thin plate bonding method [11, 12]. For the unique feature (high propagation speed and peak overpressure, great impulse) of underwater shock wave, multithin plates can achieve complete surface-to-surface bonding at the same time in a super short duration, along with high bonding strength and no intermetallics (less heat-affected layer). Welding samples satisfy the three key factors of flatness, parallelism, and high bonding strength for high-quality GDI. In order to evaluate the GDI’s capability of producing quasi-isentropic compression, we have performed shock wave profile measurements using a picosecond time-resolved Doppler Pin System (DPS) at a two-stage light gas gun experiment.
2 Materials and experiments
2.1 Fabrication of the GDI
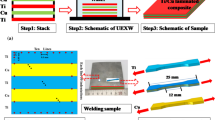
Figure 1a shows the schematic illustration of the experimental setup for underwater explosive welding and the parameters of the process. A high explosive SEP, of density 1,300 g/m3 and detonation velocity 6,900 m/s, was used for the experiments. The horizontal collision point velocity V c, which is controlled by setting high explosive pack at a certain angle, must be substantially lesser than the sonic velocity of the welding plates. Mg, Al, Ti, Cu, and Mo foil plates (High purity metals and chemicals for research and industry, NILACO Corporation) were sized to 5 × 7× 0.5 mm. Five foil plates were sealed against of water with a stand-off distance at 0.4 mm using spacers placed at the edges. By triggering the electric detonator, the underwater shock wave drove the upper plate to collide with the below plates, and at the collision point, the pressure and the temperature were so high that the five-layer materials joined together. To better understand the underwater explosive welding, photograph of the welding setup was shown in Fig. 1b.

a Schematic illusion of five-layer thin plates bonding process via underwater shock wave; b photograph of experimental setup
The explosively welded specimens were cut parallel to the detonation direction and mounted in Bakelite. The specimens were then polished using 300, 400, 600, 800, 1,000, and 1,500-grit waterproof SiC paper. Finally, the polishing was finished using a cloth and diamond paste.
2.2 Gas gun experiments
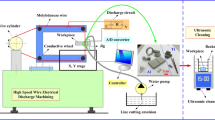
To demonstrate the capability to produce quasi-isentropic compressions waves, multilayer GDI was conducted on a light gas gun. GDI was launched at high velocity into stationary target, and the measured wave profiles were used to access the impactor performance, as can be seen in Fig. 2. In the experiment, a GDI was accelerated to 4,711 m/s. The particle velocity profile was measured using a picoseconds time-resolved DPS diagnostic system [13]. A ~1-µm-thick stainless steel film was deposited at the LiF front surface to enhance reflected signal of the DPS system. All optical signals were guided to fast infrared photoelectric detectors and recorded by a digitizer data acquisition system with high bandwidth.

Step 1 Entire surface-to-surface bonding of five-layer GDI; Step 2 quasi-isentropic compression experimental configurations at gas gun
3 Numerical analysis
A computer model of the welding process including the detonation of explosive, the propagation of shock wave in water, and the movement of the foil was developed using LS-DYNA. The pressure of the detonation products was calculated using the JWL (Jones–Wilkins–Lee) equation of state. The pressure of the water was obtained using the Grüneisen’s equation of state. The multilayer plates were treated as Johnson and Cook-type plastic material, and the Grüneisen’s equation of state was used to calculate the pressure on them. Parameters, such as pressure, velocity, stresses, and strains, and displacement were calculated for each cell. Figure 3 shows deformation processes of the flyer and base plates under the action of underwater shock wave. The flyer plate collided with the base plate from left to right until bonding with the base plate. Numerical simulation is to help us to better understand the whole welding process, such as propagation of underwater shock wave, deformation of five-layer plates, and pressure distribution.

LS-DYNA numerical simulation of five-layer thin plate bonding process by underwater shock wave
4 Results and discussion
Figure 4a features the photograph of the successfully recovered five-layer specimen using underwater explosive welding. The surface is flat and shows the same metal color with the as-received condition. Because of deformation during the underwater explosive welding, the thickness of the specimen is 2.430 mm, which is suitable as GDI for light gas experiment. Figure 4b shows the microstructure of the specimen. No major defects, such as pores or lack of penetration, are found by optical microscopy. The structure of the five-layer metal in the GDI shows high parallelism and flatness, which are essential factors for obtaining quasi-isentropic compression.

a Photograph of the multilayer structure; b flat and parallel interface between each layer observed by optical microscopy
The enlarged interface micrographs are presented in Fig. 5. Waviness and linearity interfacial forms can be found in the samples. As can be seen from Fig. 5a, clear wavy structure is typically found at the interface between the first layer Mg and the second layer Al. The wave morphology shows a uniform wavelength along the detonation direction. The pattern of the wave morphology provides the key for assessing interfacial integrity, which indicates the suitability of the selected experimental parameters during underwater explosive welding. In Fig. 5b, between the second layer Al and the third layer Ti, interface shows a small wavy structure, which is not obvious like that of Mg and Al. In Fig. 5c, clear jet structure can be seen from the third layer Ti and the fourth layer Cu. In Fig. 5d, the interface between the fourth layer Cu and the last layer Mo shows almost straight structure.

Typical wave structure of underwater explosive welding: a Mg and Al; b Al and Ti; c Ti and Cu; d Cu and Mo
In explosive welding, there is a high-velocity oblique impact between the two components being welded which causes the metals to behave like fluids. As a result, a high-velocity jet is formed at the two surfaces of both components, which leaves two virgin clean surfaces which are pressed together to form the weld. The wavy structure is typical for the upper plate. The lower seams are formed by the linearity mode. The welding interface structure shifts from the top to the bottom in accordance with the condition of the collision and material property. Another reason can be concluded that, with increasing upper plate weight, explosive ratio is decreased. Increasing wavelength and amplitude with increasing R-ratio were reported by previous researchers [14, 15]. The result of this study shows that with decreasing R-ratio, the dominant interfacial form shifts from waviness to linearity. With decreasing R-ratio, explosive energy decreases and this, in turn, decreases collision pressure and deformation in the interface. Therefore, this situation leads to decreased wavelength and amplitude in the interface.
A gas gun experiment was performed using GDI fabricated by present technology. The GDI was launched into an ss-coated LiF target with an impact velocity of 4,711 m/s, and the measured particle velocity in the target is shown as a function of the time in Fig. 6. The measured particle velocity profile shows an initial shock jump, followed by an acceleration loading that approaches quasi-isentropic compression of the target. Sample is compressed for about 1us from an initial up = 2,300 m/s to a maximum up = 4,400 m/s. This demonstrates that compression rate can be achieved which varies from 104 to 106 s−1, effectively bridging the gap between static compression and quasi-isentropic compression at the Z-accelerator or using a laser drive.

Particle velocity versus time during gas gun experiment using GDI with an impact velocity of 4,711 m/s
Up to date, entire surface-to-surface bonding can be achieved by rolling, diffusion, and pressure. Conventional welding method for multilayer structure material has long been a problem due to the distinctive differences in properties between Mo, Cu, Ti, Al, and Mg, especially the large thermal expansion mismatch, which generate high joint interface stress and thermal distortion. We show direct evidence that underwater shock wave enables us to bond multithin plates almost instantaneously without thermal damage. The super short duration time decreases the surface tension, diffusion, evaporation, deposition, and viscous flow of matter. Flat and parallel interfaces with graded impedance meet the basic structural requirements for a high-quality GDI.
When a GDI impacts on the target, its low impedance surface contacts with the target at first and a small initial pressure is created in the target and several compression waves are reflected in the GDI when traveling from the low impedance to high impedance. These reflected waves go through the GDI and then into the target for reloading and multiple compressions, so the pressure in the target increases much slowly as compared to the conventional shock-loading pressure. In a word, since the GDI consists of many interfaces, in the target the waves generated are much smaller and the compression of the GDI to the target is step-by-step. Because this compression is very similar to the ideal isentropic compression, it has been called quasi-isentropic compression. In other words, the process of the quasi-isentropic compression can be seen as the successive overlap of a series of small shock-loading waves. The thickness of each layer should be precisely controlled to tailor the time-dependent stress required to launch the target. By carefully selecting the different layers for GDI, we can design the impedance profile for each experiment. In this case, a series of impactor layers with increasing impedance impacts a compressive force which creates a controlled release of pressure, while an abrupt increase in density of the first layer can be used to generate a shock wave. Thus, according to the present experiment, we can combine a powerful shock, quasi-isentropic compression, controlled pressure release, and periods of continuous pressure, all in one experiment. In this experiment, the thickness of Mo layer is so thin that reflected waves from the surface cannot reverberate through the target to complete loading. The pressure reached to the peak value in designed path; however, pressure released very quickly. In the following experiments, the high-density layer should be designed in a relatively high thickness so that peak loading could be over a longer duration.
5 Conclusions
In conclusion, we present a direct bonding method for multilayer structure almost instantaneous using underwater shock wave. The key mechanism of underwater shock wave welding is the super short duration time, which reduces the risk thermal and/or pressure damage such as the surface tension, diffusion, evaporation, deposition, and viscous flow of matter. This technology can solve the problem that distinctive differences in properties between Mo, Cu, Ti, Al, and Mg, especially the large thermal expansion mismatch, which generates high joint interface stress and thermal distortion in conventional welding. Flat-, parallel-, and high-strength GDI fabricated by this technology was proved that can produce smooth and continuous pressure profile in gas gun experiment. Our findings can open opportunities of bonding technology for high-quality GDI, which can be applied to gas gun and laser platform to study the solid state of material response at extreme condition in quasi-isentropic compression. However, further analytical, theoretical, and experimental work is needed to research structure of the present GDI.
References
R.F. Smith, J.H. Eggert, A. Jankowski, P.M. Celliers, M.J. Edwards, Y.M. Guta, J.R. Asay, G.W. Collins, Phys. Rev. Lett. 98, 065701 (2007)
J. Edwards, K.T. Lorenz, B.A. Remington, S. Pollaine, J. Colvin, D. Braun, B.F. Lasinski, D. Reisman, J.M. McNaney, J.A. Greenough, R. Wallace, H. Louis, D. Kalantar, Phys. Rev. Lett. 92, 075002 (2004)
D.C. Swift, R.P. Johnson, Phys. Rev. E 71, 066401 (2005)
J.-P. Davis, J. Appl. Phys. 99, 103512 (2006)
D.B. Hayes, C.A. Hall, J.R. Asay, M.D. Knudson, J. Appl. Phys. 96, 5520 (2004)
R.S. Hawke, D.E. Duerre, J.G. Huebel, H. Klapper, D.J. Steinberg, R.N. Keeler, J. Appl. Phys. 43, 2734 (1972)
L.C. Chhabildas, L.M. Barker, Sandia Report No. SAND86-1888 (1986)
H. Jarmakani, J.M. McNaney, M.S. Schneider, B.Y. Cao, D. Orlikowski, J.H. Nguyen, B. Kad, M.A. Meyers, Sandia Report No. UCRL-TR-216902 (2005)
R.F. Smith, K. Thomas Lorenz, D. Ho, B.A. Remington, A. Hamza, J. Rogers, S. Pollaine, S. Jeon, Y.S. Nam, J. Kilkenny, Astrophys. Space Sci. 307, 269 (2007)
R.T. Krone, L.P. Martin, J.R. Patterson, D. Orlikowski, J.H. Nguyen, Mater. Sci. Eng., A 479, 300 (2008)
W. Sun, X.J. Li, H.H. Yan, X.H. Wang, J. Adhes. Sci. Technol. 26, 1733 (2012)
K. Hokamoto, K. Nakata, A. Mori, S. Tsuda, T. Tsumura, A. Inoue, J. Alloys Compd. 472, 507 (2009)
J.D. Weng, H. Tan, Y. Ma, S.L. Hu, X.S. Wang, Appl. Phys. Lett. 89, 111101 (2006)
H.R.Z. Rajani, S.A.A.A. Mousavi, Mater. Sci. Eng., A 556, 454 (2012)
N. Kahraman, B. Gulenc, J. Mater. Process. Technol. 169, 67 (2005)
Acknowledgments
This research was financially supported by Natural Science Foundation of China (10972051, 11272081) and China Scholarship Council (CSC).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sun, W., Li, X. & Hokamoto, K. Fabrication of graded density impactor via underwater shock wave and quasi-isentropic compression testing at two-stage gas gun facility. Appl. Phys. A 117, 1941–1946 (2014). https://doi.org/10.1007/s00339-014-8663-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00339-014-8663-1