
Abstract
Molecular dynamics (MD) simulations of nanometric-cutting copper are conducted to study the critical rake angle during the cutting process. A new approach based on the maximum displacement of atoms in cutting direction is proposed to estimate the chip formation in MD simulation. It is found that the minimum rake angle for chip formation is −65∘–(−70∘) and the subsurface deformations of copper are mostly the dislocation and stacking faults. Three-dimensional simulation results show that the effective rake angle of stagnation region is constant with the same depth of cut. According to the limited depth of cut of copper can be achieved, the available minimum tool edge radius is suggested to be not less than 10 nm.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Ultra-precision cutting is one of the dominant approaches to obtain intricate features and high surface finish. Therefore, it is significant of understanding material removal mechanism in nanometric scale, which helps to achieve better surface finish and increase the process efficiency as well as to obtain high economical value.
If the depth of cut decreases to submicron level, the tool edge radius which can be ignored in conventional machining must be considered. That is, whether a chip might form depends not only on the depth of cut, but also on the tool edge radius. Researchers reported that there is a threshold of the cutting depth to tool edge radius ratio, below which the chip formation did not occur but only elastic–plastic deformation on the machined surface did.
In recent years, researchers have focused on the estimation of minimum cutting depth in ultra-precision machining by experiments and theoretical analysis. Yuan et al. [1] studied the relationship between the tool edge radius (R) and the minimum cutting thickness (MCT) by diamond cutting of Al-alloys. The minimum cutting thickness was observed to be 0.05 μm–0.2 μm when the cutting edge radius of the diamond tool was 0.2–0.6 μm. That is, the ratio of MCT/R is about 0.2–0.4. Malekian et al. [2] proposed an analytical method of predicting the minimum uncut chip thickness based on the principle of minimum required energy and the infinite shear strain method. It was concluded that the average minimum uncut chip thickness is about 0.23 of the edge radius. Liu et al. [3] used the molecular–mechanical theory of friction to obtain that the normalized minimum chip thickness is affected by thermal softening effect and strain hardening effect during ultra-precision machining. An equation assessing the stagnation angle was formulated by Son et al. [4], from which the minimum chip thickness can subsequently be inferred. Lai et al. [5] found that the chip formation occurs only when the chip thickness is greater than 30 % of tool edge radius.
When the depth of cut reduced to nanometric scale, the mechanism cannot be explained by the conventional cutting theory based on “continuum mechanics” because of the size effect. Molecular dynamics (MD) simulation is more appropriate to investigate the material flow and lattice deformation in nanometric machining. Shimada et al. [6] pointed out that the minimum thickness of cut could be expected to be 1 nm or less for chip formation by MD simulations of cutting copper and aluminum. The ratio of cutting depth to edge radius was 1/20 to 1/10 with tool edge radius of 5 to 10 nm. Komanduri et al. [7–9] systematically investigated the effect of special combination of crystal orientation and cutting direction on the nature of deformation, proposing three models of plastic deformation in the shear zone in nanometric cutting. They also observed a long continuous chip formation with negative rake angle as high as −75∘. Fang et al. [10–13] resorted to both MD simulation and experimentation to study the nanometric cutting of monocrystalline silicon. An extrusion model for cutting material at nanometric scale was proposed, indicating that the nanoscale cutting mechanism is of great difference from that in conventional machining. The tool edge radius has great influence on the process of nanocutting, and the effective rake angle of tool can be optimized by changing the edge radius and cutting depth.
Previous introduction indicates that the results of MD simulations are different from that of experiments and theoretical analysis when comes to minimum cutting depth. The reasons are as follows:
-
(1)
The size effect: the MD simulation studies the material removal at several nanometers while the nanometric cutting is extremely difficult to achieve and observe as well as to measure in experiments. The theoretical analysis in conventional machining is usually based on the “continuum mechanics” which is inappropriate to explain the mechanism of nanometric machining.
-
(2)
The estimation of a chip formation: the previous studies about MD simulation have not offered the way to estimate a chip formation exactly. Estimating whether a chip might form is mainly based on the snapshots getting from the cutting simulation subjectively. Researchers usually considered the “pile-up” on the rake face as a chip. As a result, it is likely to mistake the elastic–plastic deformation of material in front of tool as a chip.
In this paper, it is resorted to conduct MD simulation of cutting copper to investigate the critical rake angle of chip formation and subsurface deformation as well as the material flow. A feasible new approach to estimate the chip formation is proposed to get the relationship between the minimum cutting depth and tool edge radius. Three-dimensional MD simulations are conducted to study the location of stagnation region and the minimum tool edge radius for nanocutting is suggested.
2 Modeling of nanometric cutting
Since the depth of cut is usually smaller than the tool edge radius in nanometric cutting, the effective rake angle is always negative regardless of nominal rake angle is negative or not [12]. The effective rake angle of cutting tool can be derived from the following equation:
where γ e is the effective rake angle, R is the tool edge radius, d is the depth of cut, as shown in Fig. 1. Consequently, the influence of tool edge radius and depth of cut in nanocutting process is studied by discussing that of effective rake angle.

Schematic illustration of effective rake angle
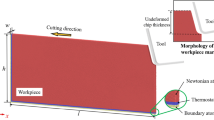
As mentioned above, nanometric cutting by a tool with an edge radius can be simplified into a serial of negative-rake-angle cutting, as displayed in Figs. 2(a) and 2(b). Figure 3 is a schematic illustration of material flow in nanometric cutting, where R is the tool edge radius, S is the stagnation point, β is the stagnation angle, and d s is the depth from bottom of the tool to the stagnation point which termed in this paper as uncut thickness. There could be a stagnation point on the tool rake face, below which the material flow under the tool to form the machined surface and above which the material flow up along the tool face to form a chip. After the tool passes the cutting region, the machined surface has both elastic recovery D e and lasting plastic deformation Δ, as shown in Fig. 3(a). In fact, the boundary of material flow should be the stagnation region rather than the stagnation point, observed by other researchers. There is no chip formation when the cutting depth decreases below the threshold, in which the uncut thickness equals to depth of cut, as shown in Fig. 3(b).

The simplification of tool edge radius in nanometric cutting, (a) cutting tool with an edge radius, (b) simplified tool with sharp tool

Nanometric cutting model, (a) the materials flow when chip formation occurs, (b) the materials flow without chip formation
Based on the analysis above, the procedure of MD simulation research is designed as follows. Firstly, sharp tools with different negative rake angles are modeled for nanometric cutting on the same cutting depth in order to get the minimum negative rake angle for chip formation. Secondly, the tool with edge radius cutting simulations are conducted to verify and revise the results obtained from the sharp tool cutting. Finally, the three-dimensional (3D) MD simulations are implemented to study the copper material flow in nanometric cutting, predicting the stagnation region in different combinations of tool edge radius and depth of cut.
3 MD simulation results and discussion
3.1 Approach to estimate the chip formation in MD simulations
In the past, the way to estimate a chip formation in MD simulations was usually dependent on the size of pile-up on the rake face. The drawback is that the serious elastic–plastic deformation in front of the tool is often mistaken as a chip, especially for the ductile materials such as copper and aluminum. Another criterion of forming a chip is that the size of pile-up materials is growing constantly during the cutting process. If the dimensions do not change anymore at some level, it means the pile-up ahead of the tool face is the elastic–plastic deformation rather than a chip. However, a huge number of atoms are needed to simulate the cutting process, which is not realistic in the actual simulation. In this research, the distribution of atom’s displacement in cutting direction is proposed as a new way to estimate the chip formation in MD simulations.
In the case of chips forming, the materials above the stagnation region flow up, forming as chips continuously and being removed. As a result, the atoms accumulating in front of the tool rake face have the maximum displacement in cutting direction. In addition, chemical bonds form on the interface of diamond tool and copper because of the short radius between the atoms of them, which is determined by the potential used in the MD simulation. That means the workpiece atoms bonded with the carbon atoms would move along with the diamond tool. Therefore, the copper atoms contacting with the tool also have the maximum displacement in cutting direction, as shown in Fig. 4(a). When there is elastic–plastic deformation without material removal, the atoms piling up on the rake face will flow down along the tool face to form the machined surface. For this reason, the atoms which have the maximum displacement in cutting direction distribute only in the region contacting with the tool rake face, as shown in Fig. 4(b).

The difference between (a) chip formation and (b) elastic–plastic deformation in the region of maximum displacement for workpiece atoms
3.2 Analysis of sharp tool with negative rake angle
In these simulations, sharp diamond tools with different negative rake angles are modeled. Details about workpiece and simulation are listed in Table 1.
Figure 5 shows the simulation results when rake angle is −50∘, −55∘, and −60∘, respectively. The atoms are colored according to the value of displacement in cutting direction. It can be seen that the copper atoms with maximum displacement are mostly in the areas of pile-up ahead of tool and interface between tool and workpiece. Hence, it can be concluded that there is still a chip formation when rake angle decreases to −60∘.

The atoms displacement in cutting direction when rake angle is (a) −50∘, (b) −55∘, and (c) −60∘
Figure 6(a) shows that the copper atoms with maximum displacement locate only on the interface of tool and workpiece when tool rake angle decreases to −65∘, which indicates that the materials piling up in front of rake face would then flow downward instead of accumulating to form chips. There is serious elastic–plastic deformation on the surface of workpiece without material removal. Similarly, when rake angle is −70∘ and −75∘, the elastic–plastic deformation without chip formation is observed, as shown in Fig. 6(b) and (c). The dimensions of pile-up without chip formation reduce along with the decrease of negative rake angle. Therefore, the critical negative rake angle for chip formation of copper is between −60∘ and −65∘ from the sharp tool cutting in MD simulations.

The atoms displacement in cutting direction when rake angle is (a) −65∘, (b) −70∘, (c) −75∘, and (d) −80∘
Figure 7 shows the defect structures in the subsurface of workpiece during cutting process. The atoms are colored according to the value of the centro-symmetry parameter, and the atoms with centro-symmetry parameter less than 3 are hidden, which represent the perfect FCC structure including elastic deformation [14]. Previous researches pointed out that these defect structures were mostly partial dislocations and stacking faults [14, 15]. Most of the defects in these simulations lie on {111}, which are the energetically preferred slip planes in the FCC lattice. From the (010) surface, there are four unique {111} planes extending into the bulk, as shown in Fig. 8.

The defect structures during cutting: (a) rake angle is −65∘, (b) rake angle is −70∘, (c) rake angle is −75∘, and (d) rake angle is −80∘

Schematic illustration of cutting direction and slip planes
Defect structures parallel to all of these four planes are found in our simulations, most of them are parallel to \((\bar{1}11)\) and \((11\bar{1})\). However, defect structures do not lie on {111} planes and ring-like ones are observed when rake angle is −70∘ and −75∘, as shown in Fig. 7(b) and (c). It is because the defects such as dislocations in different directions cross and affect each other when they are in motion, forming defects parallel to other lattice planes. It can be seen clearly that the large area of plastic deformation ahead of tool in copper is mainly because of the abundant dislocations resulting from the great pressure during cutting process. The proportion of plastic deformation augments with decrease of negative rake angle. Figure 7(d) shows that the obvious pile-up contacting with tool cannot be observed for the constraint of space between the tool and workpiece when the tool rake angle is −80∘ [8, 9].
3.3 Analysis of tool with an edge radius
In order to be in conformity with the real nanometric machining, cutting simulations are conducted under tools with an edge radius to test the analytical results of sharp tool cutting. The tool edge radius includes 20 nm, 30 nm, 40 nm, and 70 nm. The depth of cut is 1 nm–3 nm to achieve the effective rake angles needed. Tool condition and simulation parameters are summarized in Table 2.
Figure 9 shows part of the cutting simulation results. There is a chip formation when effective rake angle decreases to −65∘ and elastic–plastic deformation ahead of tool face without chip formation while the effective rake angle is more negative than −70∘. Therefore, the critical effective rake angle for copper nanometric cutting is between −65∘–(−70∘) according to this analysis result. When effective rake angle decreases to −80∘, obvious pile-up contacting with the tool cannot be found because of the limited space [8, 9], same with the sharp tool cutting simulation results.

Cutting simulation results of tools with an edge radius: (a) chip formation occurs when effective rake angle decreases to −65∘, (b) the transition from chip formation to just elastic–plastic deformation, (c) elastic–plastic deformation without chip formation when effective rake angle is more negative than −70∘, (d) no obvious pile-up contacting with tool face when effective rake angle is about −80∘
The reason for the difference between sharp tool and edge-radius tool cutting simulation is as follows: For the tool with an edge radius, the effective negative-rake angle increases with the increasing of actual depth of cut. During the nanometric cutting process, when the materials are extruded up, the actual depth of cut increases and less negative effective rake angle is obtained. Thus, a chip is more likely to form according to the previous analysis in this paper. For a sharp tool, the rake angle does not change no matter how big the pile-up is. Hence, the critical negative rake angle get from the sharp tool simulation is a little smaller than that of edge-radius tool cutting.
3.4 The position of stagnation region analysis
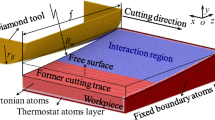
Three-dimensions cutting simulations [16] of copper are conducted to investigate the material flow and the location of stagnation region in nanometric cutting. Simulation parameters and tool conditions are summarized in Table 3.
The simulation results are displayed in Fig. 10. Figure 10(a) shows that the chip atoms’ displacement in Y direction is positive while that of the machined surface atoms is negative, which means part of the machined workpiece atoms flow up to form as a chip and others flow downward to form finished surface, divided by stagnation region, the same as the analyzed results above. Figure 10(b) shows the atoms’ displacement in Z direction. It can be seen that the material piling up ahead of tool flow sides along the tool face, which is called ploughing.

Material flow in nanometric cutting. (a) the displacement in Y direction, (b) the displacement in Z direction. (unit: Å)
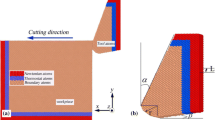
In this paper, the displacement vector sum of every atoms layer in the surface and subsurface of workpiece is calculated. The position of stagnation region is estimated by the value of displacement vector sum. If the displacement vector sum of one layer is positive while that of the layer under it is negative, this range is decided as the location of stagnation region. At the same time, the effective rake angle of stagnation region (γ es) is calculated according to the uncut thickness (d s) and Eq. (1). Figure 11(a) is the sectional view of 3D simulation snapshot along the cutting direction. The atoms are colored in different layers so that the approximate location of stagnation region can be observed. Figure 11(b) shows the displacement curve of every layer in the surface and subsurface of workpiece.

3D simulation snapshot along the cutting direction: (a) Layers were colored to observe the stagnation region, (b) The displacement vector sum of each layer in Y direction
Table 4 shows the uncut thickness d s and effective rake angle of stagnation region γ es in different cutting depth and tool edge radius. It should be noted that the radius of neighboring layers of copper on (010) crystal face is about 0.18 nm, so that d s and γ es should be variables with the defined range of values.
Figure 12 shows the average uncut thickness d s and effective rake angle of stagnation region γ es in different edge radius when cutting depth is 1 nm, 1.5 nm, 2 nm, 2.5 nm, respectively. With the same tool edge radius, the uncut thickness increases with the increasing of depth of cut, implying the effective negative rake angle of stagnation region also increases. It can be seen from Fig. 12(a) that the uncut thickness is nearly proportional to the edge radius with the same cutting depth. Assuming R=k⋅d s, the effective rake angle of stagnation region can be derived from the following equation,
where k is a constant value.

The average uncut thickness and effective rake angle of stagnation region: (a) uncut thickness d s and (b) effective rake angle of stagnation region γ es in different edge radius when cutting depth is 1 nm, 1.5 nm, 2 nm, 2.5 nm, respectively.
That means the effective rake angle of stagnation region is constant with the same cutting depth, as shown in Fig. 12(b).
Figure 13(a) shows the average uncut thickness and effective rake angle of stagnation region in different cutting depth when edge radius is 10 nm, 15 nm, 20 nm, respectively. The uncut thickness is almost in proportion to depth of cut with the same tool edge radius, as the fitted lines shown in Fig. 13(a). When there is no chip formation, even no material pile up ahead of the rake face, the cutting depth is the same as uncut thickness. Therefore, the intersection points of the fitted lines and the line y=x indicate the minimum cutting depth of material pile-up. These intersection points are as shown in Fig. 13(b). The effective rake angle of minimum depth of cut with pile-up formation (γ em) can be derived from the following equation:
where d m is the minimum cutting depth of pile-up formation, which can be obtained from Fig. 13(b). Therefore, γ em for different tool edge radius is calculated, as listed in Table 5. The previous MD simulations of sharp tool cutting and circular edge-radius tool cutting in this paper obtain the minimum effective rake angle for pile-up formation as −75∘–(−80∘), which is in good agreement with the results above.

The fitted curve for uncut thickness in different cutting depth when tool edge radius is 10 nm, 15 nm, and 20 nm, respectively
At present, reducing the tool edge radius is one of the most important approaches to get smaller material removal and higher surface finish. In nanometric cutting, the materials cannot be simplified as continuous medium. For example, the distance of neighboring atom layers on copper (1 0 0) crystal face is about 0.18 nm, which means the minimum material removal unitize is 0.18 nm. When the effective rake angle is −75∘–(−80∘), chip formation even pile-up formation does not occur in nanometric cutting, which is acquired from the previous analysis in this paper. Hence, the cutting depth for the effective rake angle of −75∘–(−80∘) with different tool edge radius is also calculated as the results in Table 5. When the tool edge radius is 10 nm, the minimum cutting depth for pile-up formation is around 0.18 nm, which equals to the minimum material removal unitize. Therefore, the minimum tool edge radius is suggested to be not less than 10 nm.
4 Conclusions
The critical rake angle is studied by MD simulations for sharp tools and tools with edge-radius. The subsurface deformations of copper during cutting process are characterized by centro-symmetry parameter. Meanwhile, 3D cutting simulations are carried out to study the material flow in nanometric cutting and analyze the stagnation region position. The conclusions are obtained as follows:
-
(1)
A new way to estimate the chip formation in MD simulation is proposed, which is based on the atoms maximum displacement in cutting direction.
-
(2)
The minimum effective rake angle for chip formation of copper is −65∘–(−70∘). When the effective negative rake angle is more negative than −80∘, little pile-up can be observed.
-
(3)
Dislocations and stacking faults are the primary deformations of copper in nanometric cutting.
-
(4)
With the same depth of cut, the uncut thickness is in proportion to tool edge radius and the effective rake angle of stagnation region is constant.
-
(5)
The available minimum tool edge radius is suggested to be not less than 10 nm from the limited depth of cut in nanometric-cutting copper in MD simulation.
References
Z.J. Yuan, M. Zhou, S. Dong, Effect of diamond tool sharpness on minimum cutting thickness and cutting surface integrity in ultraprecision machining. J. Mater. Process. Technol. 62, 327 (1996)
M. Malekian, M.G. Mostofa, S.S. Park, M.B. Jun, Modeling of minimum uncut chip thickness in micro machining of aluminum. J. Mater. Process. Technol. 212, 553 (2012)
X. Liu, R.E. Devor, S.G. Kapoor, An analytical model for the prediction of minimum chip thickness in micromachining. Trans. Am. Soc. Mech. Eng. 128, 474 (2006)
S.M. Son, H.S. Lim, J.H. Ahn, Effects of the friction on the minimum cutting thickness in micro cutting. Int. J. Mach. Tools Manuf. 45, 529 (2005)
X.M. Lai, H.T. Li, C.F. Lin, Z.Q. Lin, J. Ni, Modeling and analysis of micro scale milling considering size effect micro cutter edge radius and minimum chip thickness. Int. J. Mach. Tools Manuf. 48, 1 (2007)
S. Shimada, N. Ikawa, H. Tanaka, G. Ohmori, J. Uchikoshi, Feasibility study on ultimate accuracy in microcutting using molecular dynamics simulation. CIRP Ann. 42(1), 117 (1993)
R. Komanduri, Some aspects of machining with negative rake tools simulating grinding. Int. J. Mach. Tool Des. Res. 11, 223 (1971)
R. Komanduri, N. Chandrasekaran, L.M. Raff, Effect of tool geometry in nanometric cutting: A molecular dynamics simulation approach. Wear 219, 97 (1998)
R. Komanduri, N. Chandrasekaran, L.M. Raff, Some aspects of machining with negative-rake tools simulating grinding a molecular dynamics simulation approach. Philos. Mag., B 79(7), 955 (1999)
F.Z. Fang, V.C. Venkatesh, Diamond cutting of silicon with nanometric finish. CIRP Ann. 47, 45 (1998)
F.Z. Fang, G.X. Zhang, An experimental study of edge radius effect on cutting single crystal silicon. Int. J. Adv. Manuf. Technol. 22, 703 (2003)
F.Z. Fang, H. Wu, Y.C. Liu, Modeling and experimental investigation on nanometric cutting of monocrystalline silicon. Int. J. Mach. Tools Manuf. 45, 1681 (2005)
F.Z. Fang, H. Wu, W. Zhou, X.T. Hu, A study on mechanism of nano-cutting single crystal silicon. J. Mater. Process. Technol. 184, 407 (2007)
Q.X. Pei, C. Lu, H.P. Lee, Large scale molecular dynamics study of nanometric machining of copper. Comput. Mater. Sci. 41, 177 (2007)
C.L. Kelchner, S.J. Plimpton, J.C. Hamilton, Dislocation nucleation and defect structure during surface indentation. Phys. Rev. B 58(17), 11085 (1998)
Z.G. Zhang, F.Z. Fang, X.T. Hu, Three-dimensional molecular dynamics modeling of nanocutting. J. Vac. Sci. Technol. B 27(3), 1340 (2009)
Acknowledgements
The authors appreciate the support of the State Key Development Program of Basic Research of China (“973” Project Grant No. 2011CB706703), and the National Natural Science Foundation of China (Grant Nos. 90923038 and 90923024).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Lai, M., Zhang, X.D. & Fang, F.Z. Study on critical rake angle in nanometric cutting. Appl. Phys. A 108, 809–818 (2012). https://doi.org/10.1007/s00339-012-6973-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00339-012-6973-8