
Abstract
Graphene oxide (GO) was synthesized from the graphite powder by modified Hummer’s method. Functionalized multi-walled carbon nanotubes (f-MWCNTs) containing –COOH groups were prepared to improve the compatibility of carbon nanotubes with the polymer matrix. Polyethylene terephthalate (PET) hybrid nanocomposites were made by melt blending by micro-compounding. In all compositions, the investigation was done at a constant filler amount of 2 wt%. Fourier transform infrared spectroscopy (FT-IR) and Raman studies revealed that there have been only physical interactions between PET matrix, GO and f-MWCNT fillers. Both water absorption and Shore hardness D increased with increase in GO content or decrease in f-MWCNT till both the nanofillers are equal and decreased upon further increase of GO content or decrease in f-MWCNT. Morphological studies were carried out by FE-SEM and AFM. Tensile and flexural modulus, impact strength, glass transition, melting temperature and thermal conductivity of hybrid nanocomposites were higher than the neat PET. It was also observed that wettability increased with increase in surface roughness. The 3D geometrical bridge between GO (2D) and f-MWCNT (1D) made the hybrid more dispersible and effective for different applications, and a 3D model is proposed.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polyethylene terephthalate (PET) is a semicrystalline thermoplastic that is more demanding as compared to the highly efficient polycarbonate, polyamides, because of its low cost and easy availability [1]. But properties like relatively low impact and hydrophilicity make it less valuable in the global market [2].
To increase its efficiency, we focus on escalating the mechanical and thermal properties of PET by introducing graphene oxide (GO) as a composite. As we know, GO is essentially 2D and flexible. Its abilities are far-reaching and extremely potent, making GO application in the textile field to increase the hydrophilicity, toughness and thermal conductivity. But the potential of GO with PET is limited because of the restacking of graphene plates to graphite due to their π–π interaction and large van der Waals force, which reduces the strength and thermal stability [3, 4]. Further recent research articles have been reported about obtaining better performance when graphene and carbon nanotubes are used together. Carbon nanotube (1D) can bridge with graphene (2D) to make a 3-D network structure, which inhibits their aggregation, resulting in an increased surface area, which improves the mechanical and thermal abilities of the hybrid polyester nanocomposite [5].
One of the most important applications of graphene-based materials is the formation of nanocomposite materials, where graphene in the bulk polymer matrix transfers its properties onto the polymeric material [6]. Control of the polymer/graphene interface by attached polymeric interlayers is essential to generate nanocomposites, thus avoiding the aggregation of graphene nanoparticles. It has been an obstacle to induce optimum filler exfoliation and dispersion, because of the π → π attraction and restacking phenomena between graphene nanoplates, which has also the matter of dispersibility within the polymer matrix [7]. GO nanofillers have gained attention due to their high surface area and aspect ratio and excellent thermal and mechanical properties. As GO contains several functional groups (hydroxyl, epoxy, and carboxylic acid) on its surface, it has better dispersion than graphene in a polymer matrix [8].
Carbon nanotubes (CNTs) have enormous applications in various fields such as sensors, aerospace, super capacitors, photovoltaic devices, etc., and they are extensively exploited for number of other energy and environmental applications nowadays [9]. For property improvement, disentanglement of carbon nanotubes is important because of its effective dispersion in polyester, which acts as a barrier for large-scale production of MWCNT [10]. To remove this hindrance of dispersion between filler and matrix, different modification techniques are imposed on CNTs to enhance the adhesion between carbon nanotubes and the polyester matrix. When compared to single-walled carbon nanotube (SWCNT), MWCNT is more thermally stable and easily disperse in the polyester matrix because of its low aspect ratio, which reduces the chances of agglomeration [11]. MWCNT is better than SWCNT as it is stiffer, easier and cheaper to produce on a large scale. It has also good chemical-resistant properties. But due to a problem in the disentanglement of the nanotube in the PET matrix, carboxyl functionalisation of MWCNT was done for better dispersion of MWCNT in the PET.
Experimental
Materials
Polyethylene terephthalate of grade AS19C was purchased from Kalinga Gas Pvt. Ltd., Bhubaneswar. Graphite with a mean particle size of < 20 µm, sodium nitrate (NaNO3) and potassium permanganate (KMnO4) were purchased from United Scientific, SA. Conc. sulphuric acid (H2SO4), conc. hydrochloric acid (HCl), anhydrous tetrahydrofuran (THF) and hydrogen peroxide (H2O2) were purchased from local chemical suppliers. MWCNT of specific grade (Nanocyl NC 7000) was purchased from Platonic Nanotech Pvt. Ltd., Jharkhand. Conc. nitric acid (HNO3) was purchased from United Nanotech Innovation Pvt. Ltd., Bengaluru, and used without further purification.
Hybrid nanocomposite preparation
Synthesis of GO and f-MWCNT and their characterisation are given in the supporting document. PET hybrid nanocomposites containing 0.5 to 1.5 wt% of GO and 1.5 to 0.5 wt% of f-MWCNT nanofillers were prepared by melt compounding, on a Haake Rheomix OS batch mixer in nitrogen atmosphere to prevent PET degradation during melt compounding because it effectively displaces moisture and oxygen and creates a more stable environment. The batch mixing was performed by adding approximately half of the polymer quantity to the mixing bowl. Once the torque started to increase finely GO/f-MWCNT powder was added to the mixing bowl. When the polymer melted and the torque started to diminish, the remaining polymer was gradually added to the mixer. For all the materials, the melt compounding was performed at a screw speed of 50 rpm for 10 min. The mixed material was pelletized in a spreader machine and then dried at 80 °C. The temperature from the hopper to the nozzle is in the range of 250–270 °C. Standard samples were made for tensile, flexural, impact and conductivity tests. All tests were conducted more than 24 h after injection moulding of specimens for mechanical and conductivity tests.
Testing and characterisation
To know the different functional groups that existed and how they interacted with each other in the hybrid nanocomposite, the investigation was done by Fourier transform infrared spectroscopy (FT-IR), which gives details about the chemical structure of the nanocomposites. By using an Intertek 58,595 infrared spectrometer, the FT-IR was performed by operating Nicolet iS 50 at 64 scans with a resolution of 4 cm−1 and wave number range of 4000–400 cm−1. Wide angle X-ray diffraction (WAXD) (Shimadzu, XRD-7000L) was used to analyse the nanocomposite with a scan speed of 10°/min from 2θ° to 0°. Scanning electron microscopy (SEM) images were collected by an EVO MA 15, Cari Zeiss SMT (Germany) equipment. The samples were prepared by coating with a thin layer of gold film. Raman spectra were recorded on a Horiba Jobin Yvon T64000, equipped with an Olympus microscope stage and CCD symphony detector. The spectrometer was operated in the triple subtractive mode during spectra acquisition of PET and its hybrid nanocomposites in a frequency range 2000–500 cm−1. The 514.5 nm line of a Coherent INNOVA-400 argon ion laser was used for excitation. Laser power used to measure the Raman spectrum of pure PET and its hybrid nanocomposites was 20 mW at the sample.
On a Park Scientific Instruments XE-100, atomic force microscopic (AFM) observations were performed. All of the images were acquired with a constant force in a natural environment at room temperature (scan size 2.5 µm, set point 20.05 nm, scan rate 1 Hz). Under intermittent noncontact mode, height (topography) and phase images were both acquired at the same time. The manufacturer's software was used to flatten the height or topography images, which were processed to show the spatial variations of these changes. The following equation was used by the ProScan software version 2.1 to calculate the root-mean-square surface roughness (Rrms).
where \(\overline{Z }\) = mean Z height, N = number of data points.
Tensile test was performed with a universal testing machine (3382, Instron, UK) mounted with 100KN load cell at a crosshead speed of 10 mm/min. The tensile test was conducted at 23 ± 1 °C and a relative humidity of 52 ± 2% with the sample size in accordance with ASTM D638. The Izod impact testing was performed on the impact tester (IT 504 plastic impact, 899 (notch cutter), Tinius Olsen, USA) with maximum hammer energy of 15 J. The shape of the specimens confirmed to the ASTM D256 standard for determining the impact strength of materials.
Viscoelastic properties were investigated through a dynamic mechanical analyser (DMA) instrument (DMA Q800 V21.2 Build 88) at a frequency of 1 Hz from 25 to 200 °C in a nitrogen atmosphere. The hardness test was performed in the Shore D durometer in rectangular shape specimens with dimension of 55 × 10 mm2 and 3.3 mm thickness. Three specimens for each formulation were tested out, and the mean of each are reported.
The melting temperature (Tm) of the PET and its nanocomposites were obtained in DSC 7020 instrument at temperature range of 50–300 °C with scanning rate 10 °C/min using the ASTM D3418 test method. The thermal conductivity of nanocomposite was measured by a hot disk using test method ASTM E1530 using thermal conductivity measurement equipment at room temperature.
Three samples were dried initially in a hot air oven at 80 °C for 24 h. Then, cooled in a desiccator, immediately weighed to the nearest 4 decimals, and the value was taken as initial weight. The weighed samples were then immersed in water at ambient temperature for 24 h. Specimens were removed from the water, patted dry with a lint-free cloth and weighed again, and the value was taken as final weight. Then, the percentage of absorbed water was determined using the below formula.
where \(w_{i}\) and \(w_{f}\) are the initial weight of the sample after drying and weight of the sample after removing from water, respectively.
Viscosity to average molecular weight of the PET and its nanocomposites can be calculated using the Mark–Houwink equation, which allows us to determine the intrinsic viscosity of a polymer solution at 25 °C with a unique concentration as mentioned in ASTM D 2857. Intrinsic viscosity (IV) is also called limiting viscosity number [η]; M and [η] are related to each other through the Mark–Houwink equation
where "K" and "a" are constants unique to the solvent and temperature used in measuring IV.
However, to use Eq. (3), one must know the exact values of "K" and "a," which are specific for fixed conditions of polymer type, solvent and temperature. For the polymer such as PET, which is solubilized in 60/40 phenol/1,1,2,2-tetrachloroethane at 25 °C, the following relations were reported in the literature[12, 13].
Results and analysis
PET hybrid nanocomposites containing different weight percentage of f-MWCNT and GO are coded and listed in Table 1. The overall nanofiller content was kept constant at 2 wt%. Here, f-MWCNT is abbreviated as “M” and GO as “G”.
Physical properties
Table 1 shows the value of water absorption of PET and its nanocomposites. The values show that pristine PET has low water absorption than nanocomposites because of the less hydrophilic nature of PET when compared to hybrid nanocomposites. Water absorption in hybrid nanocomposites was not affected significantly due to the change in the GO content and f-MWCNT content. It indicated that the polar oxygen-containing functional groups in GO and –COOH groups in f-MWCNT render it more hydrophilic, which gave good dispersibility in PET nanocomposite [14]. The combined effect of f-MWCNT and GO has rendered hybrid nanocomposites more hydrophilic.
Table 1 represents the results of the hardness Shore D of the hybrid nanocomposite specimens. It is clear from the results that the values of hardness Shore D are not significantly increased after the strengthening PET resins with f-MWCNT and GO nanoparticles. In comparison to other specimens, the specimens G1M1 and G1.5M0.5 had the highest hardness values, which are 81 and 82 lb. This is because the presence of filler increases the material's resistance to deformation, forces and binding between atoms or molecules, which in turn increases the materials hardness and, as a result, its resistance to abrasion.
Generally, PET is hydrophilic in nature. GO is a nanomaterial that further enhanced the hydrophilicity of the polyester material as it contains hydroxyl, epoxy and carboxylic acid groups on its surface, which makes it dispersive on the polyester matrix [15]. So, higher the weight percentage of GO, the more the polymer hydrophilic.
From the above contact angle diagrams (Fig. 1), it was shown that PET containing 1 wt% and 1.5 wt% of GO have 58°, 58.9° contact angles, respectively, which are more hydrophilic as compared to PET having a contact angle of 69°. But higher weight percentage of f-MWCNT makes the polyester less hydrophilic, which is about 73.5°.

Contact angle of PET hybrid nanocomposites
One more thing we observed here is that contact angle measurements do not obey a linear dependence on the concentration of GO. Instead of the low and high GO contents in the case of G0.5M1.5, G1.5M0.5, G2 yields contact angles 64.9°, 58.9°, 63.3°, while the medium GO content (1 wt%) results most hydrophilic with the lowest contact angle of 58° [16] (Fig. 1). This led us to conclude that the introduction of the proper amount of GO could effectively decrease the contact angle and simultaneously enhance the hydrophilicity of the hybrid nanocomposite of PET.
FT-IR analysis
The IR peaks of neat PET and G1.5M0.5 hybrid nanocomposite are shown in Fig. 2. The bands at 2960, 1723 and 1410 cm−1 correspond to the C–H stretching, C=O stretching and C–C ring stretching, respectively. The peak around 1239 and 1092 cm−1 was especially due to the vibrations of the ester group and para-substituted benzene ring, respectively. The peak at 722 and 872 cm−1 was due to C–C (ring) bending and aromatic ring, respectively. The broad peak at 3440 cm−1 was due to the O–H intermolecular hydrogen bonding, which indicated the presence of GO and f-MWCNT.

FT-IR Spectra of PET and G1.5M0.5
As compared to neat PET, there was no remarkable variation in additional peak positions of hybrid nanocomposites except for the O–H functional group, which proves the existence of GO and f-MWCNT in the nanocomposites. So, it was concluded that there was no chemical interaction occurred in between GOs, f-MWCNTs and neat PET matrix. It was only due to the physical interaction between fillers and matrix. This specified that only van der Waals forces and π–π attractions were the reasons for the formation of hybrid nanocomposites.
Raman spectra
The collected Raman spectra from neat PET and its nanocomposites are depicted in the spectral window from 2000 to 500 cm−1 as shown in Fig. 3. The spectrum of PET shows the most characteristic vibrational peak at 1608 cm−1, which is attributed to the symmetric stretch of the 1,4-para-substituted benzene ring and at 1729 cm−1 corresponding to the carbonyl stretching [17].

Raman Spectroscopy of a PET b G1.5M0.5 c M2 d G2
As GO and f-MWCNTs were added, their characteristic peaks located at 1348 and 1580 cm−1 were observed even though there is partial overlapping with PET bands; they are attributed to D and G band, respectively [18]. Analysis of the Raman spectra collected from the composite samples is shown in Fig. 4, which indicates that upon addition of f-MWCNT to PET, a new peak shown at 1102 cm−1, which represents a combination of C–O stretching, C–C stretching and CCO bending [19]. Like that the peaks at 854 and 629 cm−1 show the C–C stretching (ring breathing) and CCC in plane bending (ring), respectively.

WAXD Plots of PET and its nanocomposites
WAXD Analysis
Figure 4 shows the WAXD results of pure PET and its nanocomposites. In pure PET, the diffractions of the PET polymer matrix cause wide diffraction intervals between 15 and 30° that resolved into amorphous background [20].
There was no other significant peak observed in pristine PET. Peaks that show at 2θ = 25.8° in each nanocomposite containing f-MWCNT corresponds to 002 plane of f-MWCNT. This shows the presence of f-MWCNT in the nanocomposites as shown in the Fig. 4. But the diffraction peak at 2θ = 22.8° was observed for f-MWCNT in nanocomposites containing more than 1%. Further the peak at 2θ = 41.7° shows that the nanocomposites were well graphitized.
Intrinsic viscosity measurements
The average intrinsic values for neat PET, M2, G0.5M1.5, G1M1, G1.5M0.5 and G2 are 0.552, 0.404, 0.556, 0.569, 0.588 and 0.545 dL/g, respectively. Weight average and number average molecular weights (\({\overline{M}_{w} }\) and \({\overline{M}_{n} }\), respectively) of the PET and its nanocomposite samples presented in Table 2 are calculated by the Mark–Houwink method as proposed on Eqs. (4) & (5). The distribution of molecular weights in a polymer sample is often described by the ratio of the weight average molecular weight to the number average molecular weight. This ratio is the polydispersity index (or PDI). It is observed from Table 2 that, PDI remains almost the same at 1.5 in the hybrid nanocomposites as that of virgin PET, whereas in the case of M2 and G2 at about 1.45. The intrinsic viscosity (IV) of PET was found to be 0.552 dL g−1 [21]. The presence of f-MWCNT and GO in the hybrid mixture led to variations in the final intrinsic viscosities of nanocomposites.
As shown in Table 2, the intrinsic viscosity decreased at f-MWCNTs concentration of 2 wt%, which is about 0.404 dL/g, and then it is gradually increased with decreasing f-MWCNT concentration. This may explain the gradual increase observed in molecular mass of the PET samples with decrease in the concentrations of f-MWCNTs nanoparticles. At higher concentration of nanofillers for G2 and M2, due to the extended degree of the reaction and branched macromolecules are formed, leading to reduction in IV. But at lower concentration of M2 and G2 at hybrid composition, it acts as a chain extender consequently increased the molar mass of PET hybrid nanocomposites [22].
Surface roughness measurement
Figures 5 and 6 show the surface characteristics of pure PET and its composites in 3D and 2D topographies, respectively. The surface roughness (RMS) value of PET, M2 and G2 were 70.43, 63.22 and 38.51 nm, respectively. Nanocomposite containing 2 wt% of GO, i.e. G2 is having lower roughness when compared to M2. The large-specific surface area of GO and the large aspect ratio of MWCNTs accelerate the agglomeration when used alone, leading to smoothness of the surface as indicated by lower RMS value of M2 and G2. RMS values of hybrid nanocomposites were 105.19, 151.82 and 111.29 nm for G0.5M1.5, G1M1 and G1.5M0.5, respectively. It has been reported that as the surface roughness increases, the wettability also increases. Among all the nanocomposites, surface roughness was found to be highest for G1M1, which correlates with the lowest contact angle observed, i.e. 58. These surface roughness values of hybrid nanocomposites increases when GO is increased from 0.5 wt% to 1 and decreased thereafter.

3D topographic images of atomic force microscopy for various nanocomposites: a pure PET, b M2 c G0.5M1.5 d G1M1 e G1.5M0.5 and f G2

2D Topographic images of atomic force microscopy for various composites: a pure PET, b M2 c G0.5M1.5 d G1M1 e G1.5M0.5 and f G2
When the GO with the two-dimensional planar network structure is in contact with the MWCNTs, the three-dimensional network structure is formed due to the adhering of GO particles on the surface of MWCNTs. When the GO content in the hybrid nanocomposite increases, the area of the network structure increases. When the GO content equals f-MWCNT content as in G1M1, the surface space of the MWCNTs attached to the GO is saturated and the area of the network structure reaches the maximum. When the GO content in the mixture exceeds f-MWCNT content, i.e. in G1.5M0.5, the surface of MWCNTs is saturated and the excess GO particles agglomerate. Meanwhile, the excess GO and MWCNTs entangle and form larger GO and MWCNTs entanglements leading to shrinkage of the total area of the network structure. The shrinkage due to excess GO content when compared to f-MWCNT content resulted in the surface roughness value of 111.29 nm. The governing mechanism in these three hybrid nanocomposites is given in Fig. 7. Similar mechanism was reported for hybrid nanocomposites by Han et al. [23] for natural rubber matrix containing GO and MWCNT.

Schematic 3D microstructure of a G0.5M1.5 b G1M1 and c G1.5M0.5 Hybrid nanocomposites
FE-SEM analysis
Figure 8 shows FE-SEM micrographs of neat PET and its nanocomposites. Figure 8a is the FE-SEM micrograph of pristine PET. The surface smoothness and homogeneity of the neat PET can be acknowledged as the freeze-fractured surface of virgin PET in the absence of nanofillers. The f-MWCNT clusters on the surface of the fractured nanocomposites are depicted in Fig. 8b. Individual GO particles can be made out in Fig. 8f, with one end sticking out into the plane of the fractured surface. The nanoscale images of hybrid G0.5M1.5, G1M1 and G1.5M0.5 are shown in the above. The cylindrical structure (1D) of f-MWCNT and the flakes structure (2D) of GO made a 3-D oriental structure. This 3D network structure of nanofillers with PET matrix made the hybrid nanocomposites a rigid and conductive material.

FE-SEM micrographs showing the surface of a Neat PET and b M2 c G0.5M1.5 d G1M1 e G1.5M0.5 f G2
Mechanical properties
The tensile stress–strain curves of pure PET and its nanocomposites are presented in Fig. 9. Table 3 presents a summary of the measured mechanical properties. All the nanocomposite samples showed a brittle behaviour. As shown in the stress–strain curve in Fig. 9, stress is directly proportional to strain up to elongation at break. After that, it is fractured suddenly due to brittle nature of nanocomposites. Tensile strength of nanocomposites was found to be lower, whereas tensile modulus was higher than the virgin PET resin. Lower tensile strength in hybrid nanocomposites indicated that the nanofillers do not have good interaction with polymer matrix. The weak van der Waals force is enough to bond the filler to polymer, which transfers the stress between filler and polymer leading to high tensile modulus in hybrid nanocomposites.

Stress versus stain graph of neat PET and its composites
Dispersion of GO nanosheets in the PET resin was due to possible interactions of oxygenated groups with polar groups of PET as well as almost a weak π–π interaction of GO basal plane with a styrene ring of PET. As these are stiff material, it has a higher tensile modulus.
Table 4 shows the flexural strength and modulus of the PET nanocomposites containing 0–2 wt% of GO and f-MWCNT, which shows a dramatic reduction of flexural strength from 75.9 for pure PET to 37.3 MPa for M2. However, the flexural strength significantly increased from 37.3 to 53.8 MPa for G0.5M1.5. This may suggest a possible interaction between remnants of a hydroxyl group attached to the surface of GO and hydroxyl group attached to the wall of f-MWCNT tubes or between the hydroxyl group of GO and terminal hydroxyl group of PET [24, 25]. But for G2, flexural strength is 60.5 MPa, which proved that GO is stronger than the f-MWCNT.
In general, all PET nanocomposites have a higher flexural modulus, which is about 40% increase in flexural modulus in M2 and G2 compared to neat PET. It can be seen that the flexural modulus increased significantly from 2.6 GPa for pure PET to 3.7 GPa for M2, while the modulus decreased moderately till the concentration of f-MWCNT decreased to 1 wt% and increased, when the concentration of f-MWCNT is decreased from 1 to 0 wt%.
Table 4 shows the impact strength of PET and its nanocomposites. In general impact, strength was enhanced in comparison to pure PET. It was shown that the hybrid nanocomposites (G1.5M0.5, G1M1 and G0.5M1.5) exhibited improvement in contrast to the single-nanofiller composites (M2 and G2) because of 3D interaction between GO and f-MWCNT in the hybrid system, which makes the nanocomposite tougher. It is observed that there is a significant increase in impact strength of 75.0 J/m as compared to neat PET of impact strength 29.5 J/m, which shows the good interface interaction between matrix and filler.
Temperature dependence of viscoelastic characteristics
DMA was employed to determine the storage modulus, loss modulus and damping coefficient of the nanocomposites as a function of temperature. From the analysis, it was shown that there was a good interaction between GO, f-MWCNT and the PET matrix, change in mobility of the polymer chains around the nanofillers, assisting the formation of an intermediate zone, with several properties from those of the original polyester. When chain mobility of the total matrix is affected by the existence of nanofiller, then mechanical percolation is accomplished. By the measurement of Tg, one can verify the mechanical percolation.
Always a large quantity of energy is required to attain the Tg, when chain mobility is decreasing. In the case of polymeric material, chain mobility gain is directly proportional to the Tg. So, the Tg of the polymer matrix is moved to a higher value due to the existence of the nanofiller with good interference, indicating retaining chain mobility in nanocomposites.
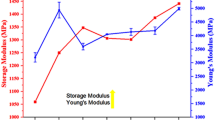
The variations in storage modulus, loss modulus and tan δ as a function of at different percentages of GO and f-MWCNT loadings are given in Figs. 10, 11 and 12. The storage modulus increased with an increased percentage of GO because of the polyester–nanofiller interaction; at a molecular level, the adsorption of the polymer chains on the nanofillers surface reduced the mobility of molecules. The storage modulus of neat PET was 672 MPa and increased by 150% to 1683 MPa at room temperature when GO loading was 1.5 wt% and f-MWCNT loading was 0.5 wt%, i.e. for G1.5M0.5 (Table 5). The modulus decreased as the temperature increased due to energy dissipation involving cooperative motions of the polymer chain.

Storage modulus versus temperature for neat PET and its nanocomposites

Loss modulus versus temperature for neat PET and its nanocomposites

Damping coefficient (tan δ) versus temperature for neat PET and its hybrid nanocomposites
Similarly, to the storage modulus of hybrid nanocomposites, loss modulus was found to increase with GO loadings and decrease f-MWCNT loadings, i.e. G1.5M0.5. When the nanocomposite was heated to Tg, it can be seen that the storage modulus of the nanocomposite reduced suddenly while the loss modulus reached the highest value. The loss modulus is used to describe the dissipation of energy into heat formed by friction between CNT-CNT, GO-GO and CNT-GO-polymer when the nanocomposite acted by an external force [26].
The value of tan δ of neat PET and its nanocomposites was noted with the rise of temperature (Table 5). Again, it was shown that up to 70 °C, there was no change in the value of tan δ until a peak value, but after that a sharp decrease in value was remarked. From the above graphs, it is shown that the Tg of nanocomposites was higher in comparison to neat PET, which is 88.7 °C. That means, this polyester hybrid nanocomposite showed good interference of GO, f-MWCNT with PET, which reduced the chain mobility of the PET due to the presence of nanomaterials by which it increases the Tg.
DSC analysis
The thermogram of DSC traces of PET hybrid nanocomposites at various weight percentages of nanofillers is shown in Fig. 13. All the DSC curves showed glass transition temperature (Tg), crystallisation temperature (Tc) and melting endotherm (Tm), and the values are given in Table 6.

Stacked plot of DSC of neat PET and its composites during the heating
According to Table 6, the Tg for neat PET is 47.4 °C, which is lower than the Tg for all PET nanocomposite materials. This is as a result of the restriction on polymer chain mobility caused by the presence of nanofillers. The polymer matrix interface that limits chain mobility theoretically makes the glassy state more stable as it requires more energy to break the chains, which raises the glass transition temperature (Tg). The elasticity of the PET chain is compromised by an increase in Tg. A prior study found that the interaction of polymer chains and the decrease in chain mobility together with the addition of nanoparticles increases Tg.
The crystallisation peak shifts towards higher temperatures when compared to that of Tc of neat PET. This is because the energy needed for cold crystallisation decreases as the GO content rises, indicating that GOs act as a nucleating agent. Tc will rise with increasing f-MWCNT content, indicating that f-MWCNTs may be useful as nucleating agents in nanocomposites. The addition of f-MWCNT and GO dramatically altered the thermal behaviours of the PET matrix as compared to pure PET. Melting point of hybrid nanocomposites was found to be higher than pure PET. This indicated that intermolecular forces are stronger. As a result, more energy requires for melting, leading it to higher melting point.
Thermal conductivity
The thermal conductivity values of PET and its nanocomposites are shown in Table 6. The above results can be interpreted by the 3D structure created between nanoparticles due to reinforcement as concluded from AFM and FE-SEM analysis. Due to the formation of a 3D conductive path between GO and f-MWCNT, the thermal conductivity of the hybrids was probably increased as compared to neat PET, which has a thermal conductivity of 0.152 W/mk [27].
The proper interaction between f-MWCNT and GO formed a conductive bridge, which may be helpful to conduct heat inside the composite. However, there was a reduction of thermal conductivity observed when only GO diffused with polyester, which is about 0.148 W/mk because of porosity of GO is not fully occupied by the PET, which developed an insulating layer on the surface of GO because of deficiency of void volume in the hybrid and also due to the agglomeration of GO in G2.
Conclusions
The PET nanocomposites reinforced with a small quantity of the f-MWCNT and GO were prepared successfully. Chemically synthesized f-MWCNT and GO have a considerable impact on the physical, morphological, mechanical and thermal properties of PET hybrid nanocomposites. FT-IR revealed that there have been only physical interactions between PET matrix, GO f-MWCNT fillers as no notable peak changes were observed except for O–H functional group at 3440 cm−1, which confirm the availability of GO and f-MWCNT in the nanocomposites. From the contact angle test, it was observed that GO enhances the hydrophilicity of the PET material as compared to f-MWCNT because GO contains more functional groups on its surface. From AFM results, it is confirmed that the surface roughness of hybrid nanocomposites increased up to equal amount of GO and f-MWCNT and decreased thereafter. The tensile modulus, flexural modulus, and impact strength were relatively increased in hybrid nanocomposites. Tg of the polymer matrix is moved to a higher value due to the existence of the nanofiller with good interference, indicating restriction in chain mobility in nanocomposites. Improved Tm confirms the thermal stability of hybrid nanocomposites over the neat PET. Thermal conductivity was found to be higher for hybrid nanocomposites than the virgin PET.
Availability of data and material (data transparency)
Yes.
Code availability (software application or custom code)
Yes.
References
Santhana Gopala Krishnan P, Kulkarni ST (2008) Polyester resins. Polyesters and Polyamides. Elsevier, pp 3–40. https://doi.org/10.1533/9781845694609.1.3
Barbosa CN, Gonçalves F, Viana JC (2014) Nano and hybrid composites based on poly(ethylene terephthalate): Blending and characterization. Adv Polym Technol 33(2):n/a-n/a. https://doi.org/10.1002/adv.21397
Inuwa IM, Arjmandi R, Ibrahim AN, Mohamad Haafiz MK, Wong SL, Majeed K, Hassan A (2016) Enhanced mechanical and thermal properties of hybrid graphene nanoplatelets/multiwall carbon nanotubes reinforced polyethylene terephthalate nanocomposites. Fibers Polym 17(10):1657–1666. https://doi.org/10.1007/s12221-016-6238-9
Papageorgiou DG, Kinloch IA, Young RJ (2017) Mechanical properties of graphene and graphene-based nanocomposites. Prog Mater Sci 90:75–127. https://doi.org/10.1016/j.pmatsci.2017.07.004
Yang SY, Lin WN, Huang YL, Tien HW, Wang JY, Ma CCM, Li SM, Wang YS (2011) Synergetic effects of graphene platelets and carbon nanotubes on the mechanical and thermal properties of epoxy composites. Carbon NY 49(3):793–803. https://doi.org/10.1016/j.carbon.2010.10.014
Chang Y-W, Lee K-S, Lee Y-W, Bang JH (2015) Poly(ethylene oxide)/graphene oxide nanocomposites: structure, properties and shape memory behavior. Polym Bull 72(8):1937–1948. https://doi.org/10.1007/s00289-015-1381-9
Ji L, Meduri P, Agubra V, Xiao X, Alcoutlabi M (2016) Graphene-based nanocomposites for energy storage. Adv Energy Mater 6(16):1502159. https://doi.org/10.1002/aenm.201502159
Gao W (2015) The chemistry of graphene oxide. In: Gao W (ed) Graphene oxide: reduction recipes, spectroscopy, and applications. Springer International Publishing, Cham, pp 61–95
Iqbal A, Saeed A, Ul-Hamid A (2021) A review featuring the fundamentals and advancements of polymer/CNT nanocomposite application in aerospace industry. Polym Bull 78(1):539–557. https://doi.org/10.1007/s00289-019-03096-0
Paszkiewicz S (2016) Multifunctional polymer nanocomposites based on thermoplastic polyesters. In: Functionalized nanomaterials, pp 123–144
Anand KA, Agarwal US, Joseph R (2007) Carbon nanotubes-reinforced PET nanocomposite by melt-compounding. J Appl Polym Sci 104(5):3090–3095. https://doi.org/10.1002/app.25674
Jabarin SA (1987) Crystallization kinetics of polyethylene terephthalate. I. Isothermal crystallization from the melt. J Appl Polym Sci 34(1):85–96. https://doi.org/10.1002/app.1987.070340107
Jabarin SA (1987) Crystallization kinetics of polyethylene terephthalate. II. Dynamic crystallization of PET. J Appl Polym Sci 34(1):97–102. https://doi.org/10.1002/app.1987.070340108
Park S, Ruoff RS (2009) Chemical methods for the production of graphenes. Nat Nanotechnol 4(4):217–224. https://doi.org/10.1038/nnano.2009.58
Kausar A (2018) Review of fundamentals and applications of polyester nanocomposites filled with carbonaceous nanofillers. J. Plast. Film Sheet 35(1):22–44. https://doi.org/10.1177/8756087918783827
Wang F, Wu Y, Huang Y (2018) Novel application of graphene oxide to improve hydrophilicity and mechanical strength of aramid nanofiber hybrid membrane. Compos Part A Appl Sci Manuf 110:126–132. https://doi.org/10.1016/J.Compositesa.2018.04.023
Alexiou VF, Mathioudakis GN, Andrikopoulos KS, Beobide AS, Voyiatzis GA (2020) Poly(ethylene Terephthalate) carbon-based nanocomposites: a crystallization and molecular orientation study. Polymers 12(11):2626. https://doi.org/10.3390/polym12112626
Rao AM, Eklund PC, Bandow S, Thess A, Smalley RE (1997) Evidence for charge transfer in doped carbon nanotube bundles from Raman scattering. Nature 388(6639):257–259. https://doi.org/10.1038/40827
Bistričić L et al (2015) Raman spectra, thermal and mechanical properties of poly(ethylene terephthalate) carbon-based nanocomposite films. J Polym Res 22(3):39. https://doi.org/10.1007/s10965-015-0680-z
Rabiej S (1991) A comparison of two X-ray diffraction procedures for crystallinity determination. Eur Polym J 27(9):947–954. https://doi.org/10.1016/0014-3057(91)90038-P
Pilawka R, Paszkiewicz S, Rosłaniec Z (2014) Thermal degradation kinetics of PET/SWCNTs nanocomposites prepared by the in situ polymerization. J Therm Anal Calorim 115(1):451–460. https://doi.org/10.1007/s10973-013-3239-4
Achilias D, Bikiaris D, Karavelidis V, Karayannidis G (2008) Effect of silica nanoparticles on solid state polymerization of poly(ethylene terephthalate). Eur Polym J 44:3096–3107. https://doi.org/10.1016/j.eurpolymj.2008.07.017
Han D, Wang K, Yan G, Pan Y, Xue J, Wang C, Bian H (2022) Effect of the ratio of graphene oxide (GO) and multi-walled carbon nanotubes (MWCNTs) on metal friction and wear during mixing. Polym. Test. 106:107441. https://doi.org/10.1016/j.polymertesting.2021.107441
Kalaitzidou K, Fukushima H, Miyagawa H, Drzal LT (2007) Flexural and tensile moduli of polypropylene nanocomposites and comparison of experimental data to Halpin-Tsai and Tandon-Weng models. Polym Eng Sci 47(11):1796–1803. https://doi.org/10.1002/pen.20879
Inuwa IM, Keat TB, Hassan A (2016) Mechanical and thermal properties of hybrid graphene/halloysite nanotubes reinforced polyethylene terepthalate nanocomposites. In: Jawaid M, el Kacem A, Qaiss RB (eds) Nanoclay reinforced polymer composites. Springer Singapore, Singapore, pp 309–327. https://doi.org/10.1007/978-981-10-1953-1_14
Her S-C, Lin K-Y (2017) Dynamic mechanical analysis of carbon nanotube-reinforced nanocomposites. J Appl Biomater Funct Mater 15:13–18. https://doi.org/10.5301/jabfm.5000351
Yang Y (2007) Thermal conductivity. In: Mark JE (ed) Physical properties of polymers handbook. Springer New York, New York, NY, pp 155–163. https://doi.org/10.1007/978-0-387-69002-5_10
Acknowledgements
The authors would like to express their gratitude to Deptt. of Chemicals & Fertilisers, Govt. of India under the scheme of establishing, Centre of Excellence (CoE) for their financial support.
Funding
This work was supported by Dept. of Chemicals & Petrochemicals, Ministry of Chemicals & Fertilisers, Govt. of India under the scheme for establishing Centre of Excellence (CoE-25014/2/2015-PC-11 dt.12/02/2019).
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by [APR], [PSGK] and [MKK]. The first draft of the manuscript was written by [APR] and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interest to disclose.
Ethical approval
Authors comply with Ethical Standards.
Consent to participate
Authors give consent.
Consent for publication
Authors give consent.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Rath, A.P., Santhana Gopala Krishnan, P. & Kanny, K. Studies on polyethylene terephthalate hybrid polymer nanocomposites. Polym. Bull. 81, 2247–2266 (2024). https://doi.org/10.1007/s00289-023-04799-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-023-04799-1