
Abstract
l-Lactide-rich poly(l-lactide) (LR-PLLA)/d-lactide-rich poly(d-lactide) (DR-PDLA) blends with moderate optical purity were prepared by conventional extrusion and followed by injection-molding process in this study. Thermal properties, crystalline structure, spherulite morphology, melt degradability, and thermal mechanical property were investigated by means of DSC, WAXD, POM, TG, and DMA. In comparison with LR-PLLA/DR-PDLA blends with higher optical purity, stereocomplex with less perfect structure was partially formed from the LR-PLLA/DR-PDLA blends with various compositions and showed lower melting temperature. Surprisingly, double melting peaks have appeared in blends with 40 or 50 wt% DR-PDLA. Annealing at higher temperature for blends with 50 wt% DR-PDLA resulted in three melting peaks. It is assumed that the optical purity would play a critical role, thus, producing limited amount of stereocomplex with less imperfect structure. Annealing would also induce the micro-phase separation behavior in LR-PLLA/DR-PDLA blends and significantly influence the thermal and degradable properties of blends.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recently, substitution of conventional plastics by new biodegradable materials becomes a more and more important concern not only for its environmental effects but also because of the limited reserves of oil. Poly(lactic acid) (PLA) derived from renewable sources could become a promising choice due to its good clarity, high strength, and moderate barrier properties [1, 2]. The properties of PLA are significantly affected by the structure, which can be controlled by stereochemical sequences [3]. PLA shows melting (T m) and glass transition (T g) temperatures at approximately 180 and 63 °C, respectively. The crystallization temperature (T c) and T m of PLA decreases with the decreasing of the optical purity [4]. Meanwhile, it has a very slow crystallization rate and needs to take more time for cooling. It was well-known that a variety of properties of PLA considerably depend on the crystalline structure and degree [5, 6]. To overcome the existing deficiencies, several ways have been proposed to increase the crystallinity of PLA, such as adding a nucleating agent, plasticizer, or changing the processing conditions [7–9].
Since stereocomplexation between enantiomeric poly(l-lactide) and poly(d-lactide) was reported by Ikada in 1987, numerous studies with respect to the formation, structure have been carried out [10–13]. However, the enantiomeric blends in previous studies were mostly prepared through solution blending [14–18]. Until now, relatively few studies have focused on melt blending procedure, such as extrusion and injection molding [19–22]. In this study, we have prepared the l-lactide-rich poly(l-lactide) (LR-PLLA)/d-lactide-rich poly(d-lactide) (DR-PDLA) blends by conventional extrusion and injection molding. In the meanwhile, understanding of thermal, crystallization behavior of LR-PLLA/DR-PDLA during processing is indispensable in order to optimize the process and quality. Among the published literature, little research on optical purity effect of PLA during melting process has been reported. Due to the analogous structure between LR-PLLA and DR-PDLA, optical pure LR-PLLA/DR-PDLA blends show very excellent miscibility at molecular level. For LR-PLLA and DR-PDLA with moderate optical purities, it is assumed that they cannot be fully compatible, that is, micro-phase separation between their partial chain-segments would occur. To have a better knowledge of relationship between properties of LR-PLLA/DR-PDLA blends and optical purity of them, a more detailed research on this issue is necessary.
Therefore, in the current investigation, our interests mainly focus on influence of phase-separation behavior on performance of LR-PLLA/DR-PDLA blends with moderate optical purity. As it will be mentioned later in this article, non-isothermal crystallization experiments and phase-separation behavior were evaluated by differential scanning calorimetry (DSC). Thermal stability of LR-PLLA/DR-PDLA blends was measured by thermal gravimetric analysis (TGA). Finally, we have also conducted dynamic mechanical thermal analysis (DMA) to investigate the thermal mechanical properties of the blends.
Experimental part
Materials
Commercially available, injection-molding grade LR-PLLA polymer (3051D), a Natureworks LLC product, was used in this study. According to its manufacturer, the LR-PLLA has a specific gravity of 1.25, a glass transition temperature of 55–65 °C and a crystalline melt temperature of 150–165 °C. DR-PDLA utilized in this study was friendly supplied by Shanghai Academy Biomaterials Corporation. The number- and weight-average molecular weights (M n and M w, respectively) of polymers were evaluated at 35 °C using gel permeation chromatography (GPC) (Waters 1515). The flow rate was 1.0 mL/min. Calibration was performed using monodisperse polystyrene standard samples. The optical purity of PLA was measured with high-performance liquid chromatography (Shimadzu 10Avp) equipped with a chiral column (SUMICHIRAL OA-5000). Copper sulfate solution with a concentration of 1 mmol/L was selected as mobile phase. Prior to test, both polymers were subjected to sufficient saponification. The molecular characteristics of LR-PLLA and DR-PDLA are listed in Table 1.
Polymer blends preparation
The blends of LR-PLLA and DR-PDLA in this study were prepared by melt processing using twin-screw extruder. LR-PLLA and DR-PDLA utilized in this study is granular and cylindrical in shape, respectively. Given that PLA is a polymer susceptible to hydrolysis during the processing, the pellets of both polymers were dried in an oven at 80 °C for 10 h to remove any moisture prior to the extrusion. The whole blend composition spectrum is specified in Table 2. The extruder barrel was operating at a temperature range from 165 to 190 °C and a screw speed of 100 rpm. Both polymers were premixed in a bag by tumbling well and starve-fed into the extruder from a feeder operating at a screw speed of 30 rpm. The extruded blends were cooled down in a water bath and pelletized after the extrusion process.
The extruded and neat pellets were dried again at 80 °C in oven for 10 h before injection molding. In the second step, the pellets were injection molded using a lab scale injection-molding machine. Two segmental barrel temperature for injection molded of LR-PLLA is 140 and 160 °C, respectively. Two segmental barrel temperatures for LR-PLLA/DR-PDLA blends is 160 and 205 °C, respectively. Mold temperatures were both 25 °C.
Afterward, to evaluate the effect of stereocomplex crystallites on performance such as thermal behavior and mechanical properties, injection bars were annealed at 110 °C to increase the crystalline fraction of blends.
Measurements
Thermal properties of neat LR-PLLA samples and blends with a weight of 8–10 mg were measured on a differential scanning calorimeter (Perkin-Elmer Diamond DSC), which was calibrated by the melting of indium and tin. The DSC scans were carried out in a flowing-nitrogen atmosphere. The melting (T m1 , T m2), crystallization (T c), glass transition temperatures (T g) of the blends, as well as the enthalpy of homo-crystal (ΔH 1) and stereocomplex crystal’s fusion (ΔH 2), were determined in the heating process. Both T c and T m were acquired at the top and bottom temperatures of the peaks, respectively. For LR-PLLA, the program was identical except that the final heating temperature was 180 °C. For non-isothermal crystallization experiments, the samples were first heated up to 230 °C at 80 °C/min, held at this temperature for 3 min to destroy the thermal history and then cooled at 20, 10, 5, and 2 °C/min to room temperature. The melting enthalpy of stereocomplexed crystallites and homo-crystallites formed during cooling process was determined by heating secondly to 230 °C at 10 °C/min. The non-isothermal properties of blends were summarized in Table 2.
Tensile testing was performed according to ASTM D638-01 at the tensile speed of 50 mm/min. The specimen dimensions for width of narrow section and thickness are 13 and 3.2 mm, respectively. All of the dates are the average of five determinations of each blend. Thermal stability of the different materials was examined using a TGA (STA409-PC, NETZSCH). Samples of approximately 10 mg were heated at 10 °C/min from room temperature to 500 °C under a dry nitrogen gas flow rate of 20 mL/min. DMA was performed on DMA Q800 V20.9 (TA instruments) at 1 Hz and a heating rate of 5 °C/min. The clamp utilized is dual cantilever.
Wide-angle X-ray diffraction (WAXD) measurements were performed at room temperature (ca. 20 °C) with a Rigaku D/Max-2550 diffractometer with a Cu Kα source. Injection-molded LR-PLLA and LR-PLLA/DR-PDLA blends without or with thermal treatment were subjected to analysis.
The spherulite observation of LR-PLLA and blends was observed during isothermal or non-isothermal crystallization using an Olympus BX50 polarization microscope equipped with a digital camera system. The temperature was controlled by a Linkam-THMS 600 hot stage. A small piece of each sample was squeezed at 230 °C between two microscope slides.
Results and discussion
Formation of stereocomplex and thermal properties of LR-PLLA/DR-PDLA blends
In order to estimate the effect of DR-PDLA concentration on the thermal and crystallization behavior of the blends, experiments were carried out by means of DSC. Figure 1 shows the DSC heating traces of blends, as well as neat PLA. The transitions observed in the curves around 58, 115, and 149 °C can be ascribed to the glass transition, cold crystallization, and melting of homo-crystallites, respectively [15]. A new peak appears in the vicinity of 200 °C due to the melting of stereocomplexed crystallites. The melting temperatures of homo- and stereocomplexed crystallites were lower than the values reported in previous literatures [15].

DSC heating thermograms of LR-PLLA/DR-PDLA blends with various concentration of DR-PDLA
In order to clarify this issue, we have studied the heating DSC traces of LR-PLLA/DR-PDLA blends (1:1 by mass fraction) with approximate molecular weight and high optical purities (Fig. 2). LR-PLLA and DR-PDLA with high optical purities were synthesized by ring-opening polymerization of l- and d-lactides. For LR-PLLA, M n and M n /M w are 8.7 × 104 and 1.26, respectively. For DR-PDLA, M n and M n/M w are 8.3 × 104 and 1.95, respectively. Their optical purities, that is, the ratio of l-lactide unit in LR-PLLA and d-lactide unit in DR-PDLA is 99.98 and 99.99%, respectively. LR-PLLA/DR-PDLA blends were prepared by casting the LR-PLLA/DR-PDLA solution onto flat dishes. Prior to blending, LR-PLLA and DR-PDLA were dissolved separately in chloroform and subjected to vigorously stirring. Then the solvent was allowed to evaporate at room temperature for 1 day. The cast films were dried in vacuum oven for 1 day. As can be seen in Fig. 2, pure LR-PLLA or DR-PDLA has a melting peak temperature of about 180 °C and the higher melting peak temperature of stereocomplexed PLA formed in the LR-PLLA/DR-PDLA blends had reached to 230 °C. Then, the lower melting temperature of homo-crystallites and stereocomplexed crystallites may be attributed to the lower optical purities of LR-PLLA or DR-PDLA utilized in our experiments. The size of stereocomplexed crystallites may decrease as the optical purity of homo-polymer becomes lower, while l- and d-polymer molecule chains assemble itself to form homo-crystallites. It would hinder the forming of stereocomplexed crystallites and lead to imperfect racemic crystallites.

DSC thermogram of optically pure LR-PLLA/DR-PDLA blends by solution blending
Occurrence of cold crystallization peak with larger area during heating shows that there are many amorphous regions in the blends through injection-molding procedure. It may be induced by the fast cooling process in the mold cavity. Therefore, investigation of non-isothermal crystallization behavior is necessary to clarify the influence of cooling rate on forming of homo-crystal and sc-crystal during solidification. It will be mentioned in the following section. On the other hand, it is obvious from the Fig. 2 that the cold crystallization peak shifted to lower temperature with the increasing concentration of DR-PDLA. Studies conducted by other researchers have reported that pre-existed sc-crystal can be a nucleation site for crystallization of stereocopolymer chains [12, 13]. Table 3 summarized the date illustrated in Fig. 2. Melting enthalpy of sc-crystal formed increased with the inclusion of more weight fraction of DR-PDLA into LR-PLLA. Contrarily, the evolution of melting enthalpy for homo-polymer presents no obvious regularity.
WAXD and polarized optical microscopy
Figure 3a had illustrated WAXD patterns of pure LR-PLLA and LR-PLLA/DR-PDLA blends from the core layer of injection-molded samples. No obvious diffraction peak induced from crystalline structure could be observed and there was much noise in WAXD patterns. It indicated that the specimens were amorphous or the amounts of crystallites were too low to be determined by diffractometry. The WAXD patterns accorded with the previous DSC results and indicated that the melting peaks of stereocomplex existing in DSC curves arise from the formation of stereocomplex during heating process. In contrast, the annealed LR-PLLA and LR-PLLA/DR-PDLA blends show sharp crystalline peaks (Fig. 3b). The diffraction peaks appearing at 11.8°, 20.6°, and 23.8° are assigned to the reflections of (110), (030), and (220) planes of stereocomplex, respectively. Four diffraction peaks appeared at 14.7°, 16.5°, 19° and 22.2° can be assigned to the reflections of (010), (110) and (200), (111) and (210) planes of homo-crystallites, respectively. Meanwhile, the intensity of diffraction peaks for stereocomplex had increased with the increasing addition content of DR-PDLA, which indicated the increased crystalline level of stereocomplex during annealing process.

WAXD patterns of LR-PLLA and injection-molded LR-PLLA/DR-PDLA blends: a un-annealed and b annealed at 110 °C for 4 h
Figure 4 illustrates spherulite morphology of LR-PLLA/DR-PDLA blends crystallized at 110 °C. It is evident from Fig. 4 that PLLA shows homogeneous crystalline size of well-defined spherulites. The crystalline size of 90L-10D has increased and showed in-homogeneous distribution due to the co-existence of heterogeneous nucleation and homogeneous nucleation. It is well-known that the crystallization process relates to both nucleation and growth of spherulites. As for crystallization at 110 °C, nucleation process dominates crystallization of LR-PLLA homo-crystal. On the other hand, formation of stereocomplex in LR-PLLA/DR-PDLA blends favors the nucleation of stereocopolymer and had accelerated the crystallization rate of LR-PLLA or DR-PDLA molecules. As can be seen from Fig. 4c, the spherulite density (number per unit area) increased in 80L-20D, which corresponds to the increased crystalline level of stereocomplex. In addition, sizes of spherulites approach to that of 90L-10D. Interestingly, spherulites of 50L-50D showed no obvious typical crystallization morphology. DR-PDLA utilized in the present study had not subjected to end-capping. It may arise from the thermal degradation of DR-PDLA in blends due to differential thermal resistance and micro-phase separation process of LR-PLLA/DR-PDLA blends. This peculiar crystallization morphology needs further characterization which is under study.

Polarized optical micrographs of a LR-PLLA, b 90L-10D, c 80L-20D, and d 50L-50D crystallized isothermally at 110 °C for 20 min, the scale bar is 50.0 μm
Multiple melting peaks behavior
Interestingly, the peculiar double melting peaks are seen in Fig. 1 for the homo-crystallites of 60L-40D and 50L-50D injection-molded samples. Melting peaks with high temperature both lie in 157.4 °C. Among the literatures involving in the melting behaviors of sc-PLA, this unique result has not been reported before. Multiple melting behaviors are very common and can be also observed in semi-crystalline polymers from the melt at selective crystallization temperature [23–26]. They can be ascribed to the presence of more than polymorphism; to the presence of melting/re-crystallization and re-melting; to changes in morphology, such as lamella thicken and crystal perfecting; to changes in orientation; and to the effect of molecular weight distribution.
It is necessary to make a detailed analysis of this behavior existed in our LR-PLLA/DR-PDLA blends. Conventional extrusion of injection-molding processing methods may lead to heterogeneous spatial distribution of blending components. However, the samples for thermal measurement were machined from the central cross-section of injection-molding samples and probabilistic issues may happen. In order to obtain more homogeneous samples, we have prepared the LR-PLLA/DR-PDLA blends (1:1 by mass fraction) by solution-casting. The melting endotherm of resulted film is shown in Fig. 5.

DSC thermograms of LR-PLLA/DR-PDLA film prepared by solution blending
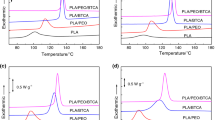
It is evident from the Fig. 5 that two melting peaks are observed for the endotherms of LR-PLLA, DR-PDLA, as well as LR-PLLA/DR-PDLA blends. Crystallization is present in all the samples at indicated heating rate (10 °C/min). The melting peak at higher temperature may be caused by the melting of re-crystallization section. Heating rates would also influence the melting behaviors of samples. To elucidate the interpretation of LR-PLLA/DR-PDLA blends further, the pure LR-PLLA, DR-PDLA film and sc-PLA film were crystallized at 110 °C, respectively, for 4 h to complete the crystallization of stereocopolymer. The melting endotherms can be seen in Fig. 6. After isothermal crystallization, double melting peaks of LR-PLLA have merged to one larger peak with a temperature of 145 °C. All the cold crystallization peaks become not obvious. The disappearance of double melting peaks for LR-PLLA may correspond to the perfecting of homo-lamellae with different thickness. The double melting peaks of DR-PDLA which is 149 and 156 °C, respectively, become more distinct, as can be seen in Fig. 6. It is evident that mechanism proposed above for LR-PLLA is not suitable here. This disagreement for melting peaks in LR-PLLA and DR-PDLA may be attributed to properties of raw materials used, such as chiral purity and thermal history during preparing for stereocopolymer film. Surprisingly, three melting peaks have appeared in the measured heating DSC curves for homo-crystallites of LR-PLLA/DR-PDLA blends, which are 145, 149, and 156 °C, respectively. They can well correspond to the temperature of melting peaks (145 °C) for pure LR-PLLA and temperatures of melting peaks(149 and 156 °C) for pure DR-PDLA films. This unique phenomenon is seldom reported among the literatures related to stereocomplexation of enantiomeric PLAs.

DSC analyses of the melting of LR-PLLA, DR-PDLA, and LR-PLLA/DR-PDLA which is cold-crystallized at 110 °C for 4 h
Multiple melting behaviors of homo-crystallites in blends may be caused by micro-phase separation of LR-PLLA and DR-PDLA. Heat treatment at some temperature can accelerate the process above. Phase separation in the blends would hinder the stereocomplexation between LR-PLLA and DR-PDLA molecule chain and goes against the forming of sc-PLA. The extent of what phase separation occurs is dependent on both the chiral purities of LR-PLLA and DR-PDLA used. The influence of chiral purities and heat treatment at different temperatures or for various times on this behavior need further study and will be related separately.
Non-isothermal crystallization behavior
The injection-molding process is more closely described by a non-isothermal crystallization experiment. It is indicated in Fig. 7 that all the samples of 50L-50D exhibit evident glass transitional dynamics. It revealed that amorphous region existed in the blends irrespective of cooling rate. Interesting, double endothermic peaks have appeared for enthalpy recovery in glass transition behavior when the higher cooling rate, for example, 20 or 10 °C was subjected to blends. As we know, concerning the enthalpy recovery, crystalline level is an important factor. Additionally, the higher temperature peak shifted to around 68 °C, which was higher than the values illustrated in Fig. 1. It should also be pointed out that the higher temperature peak is lower than that reported by Mino et al. [27] (T g ~ 70 °C) and He et al. [26] (T g ~ 75 °C). Considering the different thermal process before non-isothermal crystallization and inherent molecule characteristic of materials utilized in their study, the result discrepancy can be easily understood. On the other hand, two structures related to molecule mobility with different orders are corresponding to lower- and higher temperature peaks, respectively. The low-temperature peak is attributed to bulk-like glass transition and the higher temperature peak can be ascribed to the more confined amorphous regions induced by SC formed in the blends.

DSC heating thermograms of 50L-50D after cooling from 230 °C at cooling rate of (a) 20 °C/min, (b) 10 °C/min, (c) 5 °C/min, (d) 2 °C/min
Investigations of 50D-50L subject to cooling at different rates were conducted to reveal the influence of thermal process on forming of stereocomplexed crystallites and homo-crystallites (Table 4).
A cold crystallization exotherm was observed prior to the melting endotherm during the second heating ramp. The peak of the cold crystallization exotherm was denoted as T cc. The melting enthalpies of both stereocomplexed- and homo-crystallites have decreased with the increasing of cooling rate. Fast cooling process would hinder the forming of stereocomplexed crystallites. It is well-known that stereocomplexed crystallites are excellent nucleators for stereocopolymer. The reduced stereocomplexed crystallites would go against the forming of homo-crystallites. Influence of further raised cooling rate on thermal behavior of samples is less sensitive.
Figure 8 shows the polarized optical micrographs of 50L-50D cooling from the melt (230 °C) to 90 °C at various cooling rates. No crystallites can be observed in Fig. 8a and b. As for the blends cooling from the melt at rate of 5 °C/min, only some small crystallites had existed in Fig. 8c. It indicated that the fast cooling rate is not beneficial for the formation of both stereocomplexed crystallites and homo-crystallites. On the other hand, a series of spherulites with larger and smaller sizes simultaneously formed during the cooling process at 2 °C/min. It suggested that two nucleation mechanisms, that is, heterogeneous nucleation and homogeneous nucleation co-exist in 50L-50D. The pre-formed stereocomplex acted as nucleates for stereocopolymer chains and blends had produced both sterocomplexed crystallites and homo-crystallites.

Polarized optical micrographs of 50L-50D after cooling from 230 to 90 °C at rate of a 20 °C/min, b 10 °C/min, c 5 °C/min, and d 2 °C/min, the scale bar is 50.0 μm
Mechanical properties of LR-PLLA/DR-PDLA blends
A limited number of papers have reported the mechanical properties of injection-molded LR-PLLA/DR-PDLA blends. Table 5 had listed the tensile properties of LR-PLLA/DR-PDLA blends with various compositions. Tensile strength increases at first and decreases when larger proportion of DR-PDLA was added. The evolution of elastic modulus and elongation at break shows complex trends. It is well-known that the mechanical properties of LR-PLLA/DR-PDLA blends depend on their composition, processing conditions, and resulting structure. Formation of stereocomplexed crystal can enhance their mechanical properties to some extent. However, LR-PLLA and DR-PDLA have narrow melting range. LR-PLLA/DR-PDLA blends need to be melt-processed by extrusion of injection molding at higher temperature. Degradation of polylactide chains during processing cannot be neglected. Both formation of stereocomplex and melting-degradation of blends would influence their mechanical properties. Therefore, LR-PLLA/DR-PDLA blends present complex mechanical behaviors. Tsuji et al. had investigated the mechanical properties of optically pure PLLA/PDLA blends and showed that the mechanical strength of stereocomplexed PLA is almost 60% higher than that of PLLA. Therefore, the optical purity of homo-polymer may exert significant influence on the mechanical properties of LR-PLLA/DR-PDLA blends. It should be noted that the blend evaluated was film prepared by solution-casting. On the other hand, the blends in their work would undergo no degradation process.
Thermal decomposition and stability
As addressed in the preceding section, melting-degradation of blends would also exert significant influence on their thermal and mechanical properties. We have determined the molecular weight of injection-molded LR-PLLA and blends using GPC. Two segmental barrel temperatures for injection molding of LR-PLLA are 140 and 160 °C, respectively. The determined M n and M w/M n of injection-molded LR-PLLA is 7.2 × 104 and 2.1, respectively. Two segmental barrel temperatures for LR-PLLA/DR-PDLA blends are 160 and 205 °C, respectively. The determined M n and M w/M n of injection-molded 50L-50D is 3.1 × 104 and 1.7, respectively. For L60-40D, the determined M n and M w/M n is 2.6 × 104 and 1.8, respectively. It can be concluded that the blends were subjected to serious melting-degradation during the injection-molding process. TGA is an effective approach for measuring the thermal properties of polymer materials. Thermal stability of LR-PLLA/DR-PDLA blends was evaluated by thermal gravimetric analysis, where the weight loss due to the volatilization of degradation by-products was measured as a function of temperature (Fig. 9). Original weight loss at the outset of 100 °C was caused by the volatilization of degradation lactide monomer in the melting processing and then the lactide oligomer at about 300 °C, which has not been showed in the TGA curves. The degradation temperature (T D) at various weight losses is summarized in Table 6. The difference in the degradation range of LR-PLLA and LR-PLLA/DR-PDLA blends are not obvious. All the degradation of samples finished at around 400 °C. By and large, thermal degradation of PLA can be attributed to hydrolysis by trace amounts of water, random main-chain scission, intermolecular transesterification to monomer and oligomeric esters, or intramolecular transesterification [28]. Micro-phase separation of blends would also influence the thermal stability of blends.

Thermal gravimetric analysis curves of LR-PLLA/DR-PDLA blends with various DR-PDLA contents. The samples were cold-crystallized at 110 °C for 4 h prior to test
Thermomechanical properties of LR-PLLA/DR-PDLA blends
The main purpose of blending LR-PLLA with DR-PDLA is to increase the temperature resistance of LR-PLLA. It is reasonable to expect that the blends can withstand a given load up to a higher temperature since the stereocomplexed crystal should maintain material stiffness past the softening temperature of LR-PLLA. Therefore, the injection-molded bars were isothermally cold-crystallized at 110 °C for 4 h according to previous thermal treatment and then subjected to DMA. Figure 10a presents the storage modulus as a function of temperature for LR-PLLA, 80L-20D, 50L-50D. Their modulus exhibited similar behaviors above the glass transition temperature because the amount of stereocomplexed crystal formed is little. The modulus of LR-PLLA is superior to 80L-20D and 50L-50D below glass transition temperature. It can be ascribed to the micro-phase separation of blends due to thermal treatment. On the other hand, influence of temperature on the storage modulus of LR-PLLA is different from that of DR-PDLA.

Effect of temperature on the storage modulus (a) and loss tangent (b) for LR-PLLA, 80L-20D, and 50L-50D, respectively
The temperature dependence of the loss tangent for LR-PLLA, 80L-20D, 50L-50D is also showed in Fig. 10b. It can be noted that the peak of tan δ for 50L-50D shifts appreciably to lower temperature, which well accords with the result addressed in the previous section. It has been induced by micro-phase separation of blends combined with previous micro-phase separation behavior.
Conclusions
LR-PLLA/DR-PDLA blends with moderate optical purity were prepared using conventional extrusion and injection molding. The effect of the concentration of DR-PDLA on the crystallization and mechanical behaviors was investigated. The melting point of formed stereocomplex crystallite is about 198 °C and significantly lower than the values reported in other literatures. It can be stated that optical purity of material would play a crucial role in enhancing their thermal resistance and other performance. l- and d-polymer molecule chains assembled to form homo-crystallites and resulted in forming of stereocomplexed crystallites with little amount and imperfect racemic structure. Thermal treatment isothermally conducted at specific temperature would accelerate the micro-phase separation of LR-PLLA/DR-PDLA blends and further lead to the chain segregation of LR-PLLA or DR-PDLA. As a result, only a small amount of stereocomplexed crystallite can form and that is not beneficial for enhancing the performance of LR-PLLA/DR-PDLA blends. A detailed research needs to be conducted to elucidate influence of optical purity and thermal history on phase-separation behavior.
References
Dorgan JR, Lehermeier HJ, Cicero (2001) Polylactides: properties and prospects of an environmentally benign plastic from renewable resources. J Macromol Symp 175:55–66
Farrin J (2005) Biodegradable plastics from natural resources. Institute of Technology, Rochester
Fukushima K, Kimura Y (2006) Stereocomplexed polylactides (Neo-PLA) as high-performance bio-based polymers: their formation, properties, and application. Polym Int 55(6):626–642
Tsuji H, Ikada Y (1996) Crystallization from the melt of poly(lactide)s with different optical purities and their blends. Macromol Chem Phys 197(10):3483–3499
Ghosh S, Viana JC (2007) Effect of processing conditions on morphology and mechanical properties of injection-molded poly(l-lactic acid). Polym Eng Sci 47(7):1141–1147
Corradini P, Guerra G (1992) Polymorphism in polymers. Adv Polym Sci 100:182–217
Li HB, Huneault MA (2007) Effect of nucleation and plasticization on the crystallization of poly(lactic acid). Polymer 48(23):6855–6866
Haubruge HG, Daussin R, Jonas AM (2003) Epitaxial nucleation of poly(ethylene terephthalate) by talc: structure at the lattice and lamellar scales. Macromolecules 36(12):4452–4456
Ke T, Sun XZ (2003) Melting behavior and crystallization kinetics of starch and poly(lactic acid) composites. J Appl Polym Sci 89(5):1203–1210
Ikada Y, Tsuji H, Hyon SH (1987) Stereocomplex formation between enantiomeric poly(lactides). Macromolecules 20(4):904–906
Tsuji H, Ikada Y (2005) Poly(lactide) stereocomplexes: formation, structure, properties, degradation, and applications. Macromol Biosci 5(7):569–597
Brochu S, Barakat I (1995) Stereocomplexation and morphology of polylactides. Macromolecules 28(15):5230–5239
Schmidt SC, Hillmyer MA (2001) Polylactide stereocomplex crystallites as nucleating agents for isotactic polylactide. J Polym Sci B 39(3):300–313
He Y, Xu Y, Li SM (2008) Unique crystallization behavior of poly(l-lactide)/poly(d-lactide) stereocomplex depending on initial melt states. Polymer 49(26):5670–5675
Tsuji H, Ikada Y (1999) Stereocomplex formation between enantiomeric poly(lactic acids). I. Mechanical properties and morphology of solution-cast films. Polymer 40(24):6699–6708
Narladkar A, Balnois E, Grohens Y (2006) An AFM study of poly(l-lactic acid) and poly(d-lactic acid) macromolecules and their stereocomplexes at the solid-air interface. Macromol Symp 241:34–44
Zhang JM (2007) Investigation of phase transitional behavior of poly(l-lactide)/poly(d-lactide) blend used to prepare the highly-oriented stereocomplex. Macromolecules 40(4):1049–1054
Urayama H, Kanamori T, Fukushima K (2003) Controlled crystal nucleation in the melt-crystallization of poly(l-lactide)/poly(d-lactide) stereocomplex. Polymer 44(19):5635–5641
Sarasua JR, López Arraiza A (2005) Crystallinity and mechanical properties of optically pure polylactides and their blends. Polym Eng Sci 45(5):745–753
Sarasua JR, López Arraiza A (2005) Crystallization and thermal behavior of optically pure polylactides and their blends. J Mater Sci 40(8):1855–1862
Takasaki M, Ito H, Kikutani TJ (2003) Development of stereocomplex crystal of polylactide in high-speed melt spinning and subsequent drawing and annealing processes. J Macromol Sci Phys B 42(34):403–420
Wang YM, Mano JF (2008) Stereocomplexation and morphology of enantiomeric poly(lactic acid)s with moderate molecular weight. J Appl Polym Sci 107(3):1621–1627
Yasuniwa M, Iura K, Dan Y (2007) Melting behavior of poly(l-lactic acid): Effects of crystallization temperature and time. Polymer 48(18):5398–5407
Su ZZ, Wu CF (2009) Multiple melting behavior of poly(lactic acid) filled with modified carbon black. J Appl Polym Sci 47(20):1971–1980
Mano JF (2005) Influence of melting conditions on the thermal behavior of poly(l-lactic acid). Eur Polym J 41(10):2335–2342
He Y, Fan ZY (2007) DSC analysis of isothermal melt-crystallization, glass transition and melting behavior of poly(l-lactide). Eur Polym J 43(10):4431–4439
Wang Y, Mano JF (2005) Morphological contributions to glass transition in poly(l-lactic acid). Macromolecules 38(11):4712–4718
Lim L-T, Auras R (2008) Processing technologies for poly(lactic acid). Prog Polym Sci 33(8):820–852
Acknowledgment
This study is supported by the National Natural Science Foundation of China (No. 51173041), Shanghai Leading Academic Discipline Project (B502), and Shanghai Key Laboratory Project (08DZ2230500).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Xu, H., Tang, S., Chen, J. et al. Thermal and phase-separation behavior of injection-molded poly(l-lactic acid)/poly(d-lactic acid) blends with moderate optical purity. Polym. Bull. 68, 1135–1151 (2012). https://doi.org/10.1007/s00289-011-0673-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-011-0673-y