
Abstract
The adhesion between the polymer matrix and the inorganic filler particles are the goal of various and tremendous studies. This issue is still occupying a big part of the researchers thinking to find a proper solution, however, its difficulty returns to different factors playing roles in it. Among these factors are the filler surface, i.e., hydrophobicity and hydrophilicity, functional groups on the surface, as well as mineral filler particle size distribution, and particle shape. Therefore, in the current study, the difference in mechanical properties for two mineral fillers; namely, silica and talc, differs in their surface and rheology properties were investigated. Results showed that the difference in the mechanical properties of the same matrix when the inorganic filler is different either in type or loading. Talc showed the better results in terms of Young’s modulus and impact strength, where silica showed higher values in terms of yield stress. Moreover, both minerals addition resulted drop in all strain measures, yet silica showed relatively higher measures than talc, but the relative difference measures between the two minerals decrease with increasing their percentage of additions. In brief, the introduction of inorganic fillers to polypropylene (PP) increases toughness, stiffness and strength of the mineral-filled PP end-products.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The main attraction of polypropylene (PP) is its high performance-to-cost ratio. PP can be easily modified to achieve greatly enhanced properties. With regard to reinforcement effects, considerable research in recent literature on improving mechanical properties of PP using various kinds of inorganic fillers was reported [1–13]. It is now well recognized that the use of inorganic fillers is a useful tool for improving stiffness, toughness, hardness, chemical resistance, dimension stability, and gas barrier properties of PP [1–4]. The effects of inorganic fillers addition on the mechanical and thermal properties of the mineral-filled PP composites are strongly depend on the filler particle size distribution, shape, aspect ratio, interfacial adhesion, surface characteristics, and degree of dispersion [5–10].
In composites, applied stress is transferred from the polymer matrix to the strong and stiff mineral. It seems reasonable then that this stress transfer will be better affected if the mineral particles are smaller, because greater surface is thereby exposed for a given mineral concentration. Moreover, if these particles have a high aspect ratio (are needle-like, fibrous, or platy in shape), they will better intercept the stress propagation through the matrix.
Regardless of filler size and shape, intimate contact between the matrix and mineral particles is essential, since air gaps represent points of zero strength. Thus, compound strength is improved by good “wetting” of the mineral by the matrix and further enhanced when the matrix is adhered to the mineral surface via chemical bonding. Surface coating is therefore often used to optimize filler-matrix compatibility and adhesion. Although a mineral to which any type of organic chemical has been added is commonly called surface-treated, a surface treatment may be differentiated from a surface modification based on functionality [10–13].
Silica is one of the most extensively and cheapest mineral commodity used in filler applications. When silica flour is embedded in a polymer matrix, it is constrained by its siliceous surface properties and its high degree of hydrophilicity in polymeric matrices [4]. Silica application ranges from using as an extender to functional filler. In plastics, it is used to increase abrasion, heat, and scratch resistance in thermoset kitchen sinks. In electrical end-uses, it improves compressive, flexural strength, and dielectric properties. It is often used in corrosion protection systems, due to its superior resistance to corrosion [14–23].
On the other hand, talc is very useful in a large number of industrial applications such as paper, paint, ceramics, and polymers. In polymer applications talc is used as a filler in various amounts (20–40 wt%) in polypropylene homo-polymer or copolymer. When talc is used under 3 wt%, it is no longer considered as a filler but as a nucleating agent. Usage of talc brings about several modifications of PP properties, which increase the industrial interest for this particular composite. Talc contrarily, to other minerals (e.g., calcite, serpentines, micas), has proved to be particularly efficient filler on the mechanical properties and macromolecular orientation of a composite. Addition of talc to PP increases the starting crystallization temperature, inducing a very short processing time in injection molding. This processing time is reduced proportionally to the increase of talc concentration. Studies have shown that the increase of PP nuclei number observed with talc was due to the nucleating ability of the substrate, where the substrate could present active sites on the surface [1–13].
Experimental
Materials
Two mineral fillers were used in the present study; namely, silica and talc. A representative white silica sand sample was supplied from high quality Edfo deposit, Egypt. A representative talc sample (class 1) was supplied from Wadi-El Allaqi deposit in the South Eastern Desert, Egypt. The commercial grade polypropylene (KM 6100) of sp. gr. 0.91 g/cm3 supplied by Shell, was used as the base matrix.
Methods
Preparation of mineral fillers
Silica flour sample
The original sample was chemically analyzed and subjected to several steps of dry beneficiation process. At first, sieve classification was carried out to reject both +0.6 mm and −0.1 mm fractions which contain the main impurities of iron oxides in coarse fraction and clayey material in fine fraction. The classified sand sample was directed to dry high intensity magnetic separation using Magnaroll magnetic separator to remove any remains of coloring impurities such as iron oxides and titanium oxides. The cleaned sample was ground in a porcelain Fritsch ball mill for 5 min to produce silica flour.
Pulverized talc sample
The supplied talc sample was crushed to −4 mm by “Denver” Jaw crusher, followed by stepwise grinding using “Denver” roller mill in closed circuit with 0.105 mm screen. Hand sorting was used during this stage to remove any colored staining grains. The ground sample was directed to “Magnaroll” dry high intensity magnetic separator to remove any paramagnetic impurities. Roller milling was continued to produce 100% −0.074 mm talc product. “Denver” air classifier was adjusted to separate the −10 μm product.
Roll milling was preferred in preparing the ground talc sample because it could preserve the platy structure of talc during milling, where other types of equipment, such as ball mills and hammer mills, tend to destroy it [12].
Blending and compounding
Polypropylene, as the base matrix, was prepared with 3% by volume talc or silica flours. The components of each batch were dried, separately at 110 °C for 2 h. They were thoroughly mixed together for 15 min in a plastic tumbling mixer. The final weight of each batch was 600 gm. The blends were subjected to compounding using Collin twin screw extruder at 200 °C. The materials were fed by a horizontal metering screw hopper with 2 kg/h feeding rate. Chilled rolls take-off unit with a water bath was equipped to the system. A Collin granulator was connected to cut the compounded film samples into short specimens of 1 cm length.
Preparation of specimen for mechanical testing
Milacron K-TEC 40 injection molder was used for preparation of 60 mm × 10 mm × 4 mm rectangular bars for mechanical measures. Meanwhile, 10 mm × 6 mm × 2 mm rectangular bars were molded for Izod impact strength measures. At least six readings were taken for each test and the average measure was reported. Tests were performed at ambient temperature (25 °C) and humidity.
Results and discussion
Mineral fillers characterization and preparation
Figure 1a–c showed the XRD analyses of polypropylene powder, silica, and talc ground samples. Chemical analyses and particle size distributions of talc and silica samples are given in Table 1 and Fig. 2, respectively.

XRD patterns of a polypropylene powder, b ground silica, c ground talc

Particle size distribution of mineral samples
The chemical analysis shows the purity of used minerals which is necessary to put aside the effect of the impurities especially when the interfacial interaction is under study. On the other hand, the size distribution shows that the silica and talc samples were below 20 μm where more than 60% of both sample were under 5 μm. The more the fineness of the samples is the better the results of the adhesion due to the higher surface area [12].
Mechanical properties
Effect of mineral addition on the tensile modulus, “stiffness property”
Figure 3 shows the effect of both minerals addition on the Young’s modulus of the mineral-filled PP composites. The neat polypropylene has a modulus value reaching 1000 MPa, while the modulus of the filled composites reached more than 3000 MPa with increasing mineral addition from 1.5 to 15%.

Effect of mineral content on the young’s modulus of the mineral-filled PP composites
By retrieving that the Young’s modulus is the ratio of applied stress to the strain, according to the following equation:
where, τ: applied stress, E: Young’s modulus, and ΔL: Strain.
Considering the applied stress is constant, the addition of the mineral filler will lead to smaller strain value due to the rigidity of the mineral particles; therefore, the Young’s modulus is higher. That is why the modulus is higher with increasing the filler loading, as well as silica (Moh’s hardness = 7) than talc (Moh’s hardness = 1) at low loading (1.5%). At higher loadings, it is noticed that the modulus, in case of talc, is higher than in case of silica which can be attributed to the better adhesion of talc to polymer than adhesion of silica to polymer. Therefore, the better the adhesion is the lower the strain value and consequently the higher the Modulus.
Furthermore, this phenomenon can be explained by the most considered equation used to interpret this increase in the modulus after the filler addition could be derived from the hydrodynamic equation of viscosity [24],
where, E/E 0: modulus of filled and unfilled polymer; η, η0: viscosities of filled and unfilled polymer; Φ: filler load.
As shown in Fig. 3, the addition of silica leads to higher modulus at 1.5% loading. However, in comparison to their hardness, the difference in modulus between silica and talc increases with loading% and shows that the talc/PP composite has more significant increase in modulus than that of silica/PP composite, due to the higher aspect ratio of talc and the talc orientation that arises from flow alignment found in the talc/PP composite. The large increase in modulus suggests an efficient stress transfer from polymer matrix to the inorganic fillers [24, 25].
Strain, elongation at break (%)
Figure 4 shows the effect of mineral filler additions on the strain%. The drop in the strain could be referred to a good transfer of stress between the matrix and the filler particles, which act as impurities, in addition to the rigidity of the mineral filler causing the material to yield more quickly [26, 27].

The effect of mineral addition on the strain% of the mineral-filled PP composite
The presence of filler increases the amount of a tough material available in the system and therefore reduces the elongation at break of the composite. However, the elongation properties are rather reduced with the addition of fillers and are attributed to changes in motion, stress concentration, and crack initiation and propagation [28].
Yet some studies followed up the influence of talc orientation on the strain% by controlling the stretching of the specimen samples during the extrusion process [29]. It was concluded that the increase in the orientation of the sample during melting (extrusion stage) could improve the elongation at rupture in tensile tests. Moreover, it was supposed that a better talc orientation in injection molded parts could also improve the elongation and the impact strength of the end-product composites [28, 30, 31].
Yield strength
Figure 5 shows the effect of mineral loading%, from 1.5 to 15 vol%, on yield strength. It was noticed that the yield strength of silica/PP composite is higher than talc/PP at all additions. The reasons for that are the hardness and the rigidity of silica. It is clear that the loading% does not affect the yield strength which can be referred to the breaking point for the mineral filler at which the composite yields. Of course, the yield strength is less in case of talc filler due to its higher aspect ratio.

The effect of filler content on the yield stress of the mineral-filled PP composites
Izod impact strength, “toughness property”
Initially, it is worth to mention that Izod impact strength is affected to large extent by both the filler particle size and its loading. From Fig. 6, it was observed that the impact strength did not show a big difference in case of neat and mineral-filled PP blends. It is worth to mention that the increase of the impact strength increases continuously with increasing the silica loading, while in case of talc there is an initial increase then the constant impact strength was reached. This could be attributed to the relatively coarse mean particle size of both talc and silica minerals, Fig. 2, although more than 50% of both minerals is less than 5 μm, D 90 = 16 μm in case of silica and talc reflects the lower surface area that can be compensated by increasing the filler loading as it is clearly illustrated in case of silica. The much smaller mineral filler are ideal for maintaining impact strength, as well as stiffness as plastics are constantly down gauged to save weight. Stiffness is also improved as long as aspect ratio of the platelets is preserved in the downsizing of the median size [26].

Effect of filler content on the Izod impact strength of the mineral-filled PP composites
Effect of surface nature on the adhesion of filler-PP composite
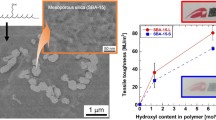
Talc, Mg3Si4O10(OH)2, is 2:1 layer of the phyllosilicate family which link two tetrahedral sheets with one octahedral sheet in their structure. The talc elementary sheet is composed of a layer of magnesium–oxygen/hydroxyl octahedral, sandwiched between two layers of tetrahedral silica. The main surfaces, known as basal surfaces, of the elementary sheet contain neither hydroxyl groups nor active ions, making talc both hydrophobic and inert. The elementary sheets are stacked on top of one another giving talc its characteristic softness (Fig. 7a, b) [32–34].

a Crystalline structure of talc particle Mg3 Si4O10(OH)2, b Representation of oxygen molecular orbits above the hexagonal ring on talc basal surface
On the talc surface, oxygen atoms which link the tetrahedra have four electronic orbitals: two oriented toward the silicon atoms inside the two adjacent tetrahedra, and the other two toward the center of two hexagonal rings at the exterior of the talc surface. The hexagonal rings in this case can be considered as electronegative sites, propitious to realize a hydrogen bond with the methyl grouping of PP. It is worth to mention here that in case of silica, the functional groups at the surface of silica are forming not only the hydrogen bonding but also electrostatic interaction, Fig. 8, due to presence of oxygen which represents electronegative sites stronger than those at the talc surface. The higher the polarity is the less the adhesion to polymer, therefore, the talc-polymer adhesion is higher than that of silica. X-ray results show that PP oriented crystallization due to talc addition, corresponds to an epitaxial growth whereby the mineral c*-axis is merged with the PP b*-axis [32–34].

Functional groups at silica surface
Microscopic observations revealed that in the presence of talc, nuclei density of PP increased strongly. In addition, a large number of nuclei was observed to appear everywhere on the talc surface. This can explain the good relationship between talc and PP and could clarify the preferably talc’s affinity for polypropylene [34–37]. This led to the surface symmetry axes along which the PP chains can align themselves during crystallization, in case of talc addition (Figs. 9, 10).

Surface symmetry axes along which the PP chains can align themselves during crystallization at talc surface

TEM graph of talc/PP (the arrows indicate the talc orientation into PP matrix) [37]
It is worth to mention that the talc is used as a filler in various amounts (20–40 wt%). When talc is used below 3 wt%, it is no longer considered as a filler but as a nucleating agent. Moreover, talc contrarily to other minerals (e.g., calcite, serpentines, micas) has proved to be particularly efficient filler on the mechanical properties and macromolecular orientation of a composite [34, 37–42]. Addition of talc to PP increases the starting crystallization temperature, inducing a very short processing time in injection molding [37]. This processing time is reduced proportionally to the increase of talc concentration [43]. Studies have shown that the increase of PP nuclei number observed with talc was due to the nucleating ability of the substrate [44], where the substrate could present active sites on the surface [34]. Using talc as filler involves modifications in crystallization of the resulting composite, inducing an increase of its mechanical properties.
On the other hand, the particle shape with low or high aspect ratio affects the properties of the composite. The shape of mineral particle affects the settling, separation during flow, viscosity, and particle packing. It is known that anisometric particles with difference in length versus width, like talc particles, are more effective to be used as reinforcements than particles which has similar dimension in length and width (isometric particle) such as silica particles. This is because high surface area will provide more contact area and therefore have a higher potential to reinforce the matrix.
For example, particle in cubic shapes provide good reinforcement while elongated particles give superior reinforcement, reduce shrinkage, and thermal expansion of the material [28]. However, instead of aspect ratio factor, other factors such as filler particle size, distribution of filler particles in the polymer–matrix and good adhesion at the interface surface might also influence the properties of particulate-filled composite systems.
Scanning electron microscope (SEM) micrographs of the various shapes of the silica particles are shown in Fig. 11 and Table 2. Angular shape of silica showed the lowest mechanical properties presumably because of large size of the particle as well as lower surface area that leads to the separation at the particle–matrix interface which are directly associated with the stress concentration factors at the boundaries of the particle, [30–32]. In contrary, the cubic and elongated silica have smaller particle sizes and higher surface areas which contribute in enhancing the adhesion between the mineral filler and polymer matrix in addition to anchoring their edges into polymer matrix and consequently increase the mechanical properties of the final composites [31, 32].

SEM graphs of different shapes of silica fillers: a angular, b cubical, c elongated (×8,000 magnifications) [32]
On the other hand, it was observed that the highest flexural modulus was obtained by the short fiber reinforced composite (high aspect ratio) while the composite reinforced with spherical particles (low aspect ratio) showed the lowest flexural modulus. This indirectly indicates that the aspect ratios, i.e., large surface areas per volume, can lead to higher levels of stress transferability since this phenomenon is governed by shear mechanisms between matrix and fiber/filler at the interphase, hence increasing the flexural modulus of the composite system.
Conclusions
In the present study, two minerals were used as fillers for PP matrix, namely; talc and silica. Different behavior of these two fillers in terms of their influence on the overall mechanical behavior of the mineral/PP composite was studied and correlated to the difference in the surface characteristics of both mineral fillers.
Talc showed the better results in terms of Young’s modulus and impact strength, where silica showed higher yield strength. On other hand, both fillers resulted in lowering the strain measures.
The difference in behavior between talc/PP and silica/PP can be referred to unique properties of each mineral. The hydrophobicity, higher aspect ratio, and laminated structure of talc, from one side, and silica hydrophilicity and less compatibility to polymer, low aspect ratio (rounded or cubic) particles, and rigidity, from the other side, are the main properties that caused the difference in mechanical composite response.
In general, the introduction of inorganic fillers to PP leads not only to increase in toughness and ductility but also to an increase in stiffness and strength of the mineral-filled PP end-products which can greatly enlarge their engineering applications.
References
Tabtiang A, Venables R (2000) The performance of selected unsaturated coatings for calcium carbonate filler in polypropylene. Eur Polym J 36:137–148
Wah CA, Choong LY, Neon GS (2000) Effects of titanate coupling agent on rheological behaviour, dispersion characteristics and mechanical properties of talc filled polypropylene. Eur Polym J 36:789–801
Premphet K, Horanont P (2000) Phase structure of ternary polypropylene/elastomer/filler composites: effect of elastomer polarity. Polymer 41:9283–9290
Ibrahim MM, Mobarak F, Salah El-Din EI, Ebaid AE, Youssef MA (2009) Modified Egyptian talc as internal sizing agent for papermaking. Carbohydr Polym 75:130–134
Dellisanti F, Valdrè G, Mondonico M (2009) Changes of the main physical and technological properties of talc due to mechanical strain. Appl Clay Sci 42:398–404
Yurtsever A, Gigler AM, Stark RW (2009) Amplitude and frequency modulation torsional resonance mode atomic force microscopy of a mineral surface. Ultramicroscopy 109:275–279
Denac M, Smit I, Musil V (2005) Polypropylene/talc/SEBS (SEBS-g-MA) composites. Part 1. Structure, Composites: Part A 36:1094–1101
Rotzinger B (2006) Talc-filled PP: a new concept to maintain long term heat stability. Polym Degrad Stab 91:2884–2887
Bartczak Z, Argon AS, Cohen RE, Weinberg M (1999) Toughness mechanism in semi-crystalline polymer blends: II. High-density polyethylene toughened with calcium carbonate filler particles. Polymer 40:2347–2365
Liang JZ, Li RKY (2000) Rubber toughening in polypropylene: a review. J Appl Polym Sci 77:409–417
Wei G-X, Sue H-J, Chu J, Huang C, Gong K (2000) Toughening and strengthening of polypropylene using the rigid-rigid polymer toughening concept Part II toughening mechanisms investigation. J Mater Sci 35:555–566
Rothon R (1995) Particulate-filled polymer composites. Wiley, New York, NY
Chan C, Wu J, Li J, Cheung Y (2002) Polypropylene/calcium carbonate nanocomposites. Polymer 43:2981–2992
Bryk MT (1991) Degradation of filled polymers. Ellis Horwood, London
Scherbakoff N (1993) Rheological, interfacial and morphological changes produced by fillers in immiscible blends. Diss Abstr Int 54(4):257
Payne HF (1985) Organic coating technology. Wiley, New York
Zhang Y, Cameron J (1993) Silica particle/glass fibre-reinforced polyester resin. J Compos Mater 27(11):1114–1127
Shang SW, Williams JW, Soderholm K-JM (1994) How the work of adhesion affects the mechanical properties of silica-filled polymer composites. J Mater Sci 29(9):2406–2416
Leempoel P (1997) Filler/polymer interface and performance of silicon elastomers. In: International Conference of filled polymers and fillers, Manchester, UK
Sahnoune F, Karad S, Lopez Cuesta J-M, Crespy A (1997) Effect of fillers and interfacial agents on the mechanical and morphological properties of HDPE/PS blends. In: International conference of filled polymers and fillers, Manchester, UK
Kauly T, Karen B, Siegmann A, Narkis M (1997) Highly filled particulate thermoplastic composites: part I packing density of irregularly shaped particles. J Mater Sci 32(3):693–699
Lyman MJ (1991) Silica improves thermoset properties. Plastic compounding, USA 14(7):61–63
Krysztafkiewicz A, Maik M, Rager B (1992) Comparison of waste silica fillers modified with various proadhesive compounds. J Mater Sci 27(13):3581–3588
Thio YS, Argon AS, Cohen RE, Weinberg M (2002) Toughening of isotactic polypropylene with CaCO3 particles. Polymer 43:3661–3674
Weon J-I, Gam KT, Boo WJ, Sue H-J, Chan C-M (2006) Impact-toughening mechanisms of calcium carbonate-reinforced polypropylene nanocomposite. J Appl Polym Sci 99:3070–3076
DeArmitt C (2001) Filled PP—possibilities and optimization. In: Functional fillers for plastics, San Antonio, TX, USA, 11–13 Sept 2001
Lee S (2001) Thermal, mechanical and morphological characteristics of highly filled polyethylene films. In: International conference of functional fillers for plastics, San Antonio, TX, USA, 11–13 Sept 2001
Wypych G (2000) Handbook of fillers, vol 131, 2nd edn. Chem Tec, Toronto, New York; Ont., pp 241–275, 347–358
Fourty G (1997) Talc in polypropylene. In: International conference of filled polymers and filler fillers, Manchester, UK, pp 271–280, 8–11 Sept 1997
Huang M, Li Z (2006) Influences of particle size and interface energy on the stress concentration induced by the oblate spheroidal particle and the void nucleation mechanism. Int J Solids Struct 43:4097–4115
Lau JH, Lee R, Chang C, Ouyang C (1999) Effects of underfill material properties on the reliability of solder bumped flip chip on board with imperfect underfill encapsulants. In: Proceedings of the Electron Compon Technol Conf, p 578
Ahmad FN, Jaafar M, Palaniandy S, Azizli KA (2008) Effect of particle shape of silica mineral on the properties of epoxy composites. Compos Sci Technol 68(2):346–353
Rybnikář F (1991) Orientational memory in filled isotactic polypropylene. Eur Polym J 27:549–551
Alonso M, Gonzalez A, De Saja JA (1995) Morphology and tensile properties of compression-moulded talc-filled polypropylene. Plast Rubber Comp Proc Appl 24:131–138
Fujiyama M, Wakino T (1991) Crystal orientation in injection molding of talc-filled polypropylene. Appl Polym Sci 42:9–20
Varga J (1989) β-Modification of polypropylene and its two-component systems. J Therm Anal 35:1891–1912
Weon J-I, Sue H-J (2006) Mechanical properties of talc and CaCO3-reinforced high-crystallinity polypropylene composites. J Mater Sci 41:2291–2300
Li S, Järvelä PK, Järvelä PA (1999) Melt rheological properties of polypropylene-maleated polypropylene blends. I. Steady flow by capillary. J Appl Polym Sci 71(10):1641–1648
Li S, Järvelä PK, Järvelä PA (1999) Melt rheological properties of polypropylene-maleated polypropylene blends. II. Dynamic viscoelastic properties. J Appl Polym Sci 71:1649–1656
Pukánsky B, Belina K, Rockenbauer A, Maurer FHJ (1994) Effect of nucleation, filler anisotropy and orientation on the properties of PP composites. Composites 25:205–214
Menczel J, Varga J (1983) Influence of nucleating agents on crystallization of polypropylene I: talc as a nucleating agent. J Therm Anal 28:161–174
Denac M, Musil V, Smit I (2004) Structure and mechanical properties of talc-filled blends of polypropylene and styrenic block copolymers. J Polym Sci Polym Phys 4:1255–1264
Velasco JI, DeSaja JA, Martínez AB (1996) Crystallization behavior of polypropylene filled with surface-modified talc. J Appl Polym Sci 61:125–132
Tiganis BE, Shanks RA, Long Y (1996) Effects of processing on the microstructure, melting behaviour and equilibrium melting temperature of polypropylene. J Appl Polym Sci 59:663–671
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
El-Midany, A.A., Ibrahim, S.S. The effect of mineral surface nature on the mechanical properties of mineral-filled polypropylene composites. Polym. Bull. 64, 387–399 (2010). https://doi.org/10.1007/s00289-009-0209-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-009-0209-x