
Abstract
The phase structure and dynamic mechanical thermal behaviors of high density polyethylene (HDPE)/hydrogenated petroleum resin P-100/ethylene–octylene copolymer (POE) blends were investigated by utilizing polarized optical microscope (POM), scanning electron microscopy (SEM), transmission electron microscopy (TEM) and dynamic mechanical thermal analysis (DMA). Results of POM and SEM indicated that the structures of the blends had a three-dimensional bi-continuous network. The network size depended on the blend composition: the size decreased with the increasing of HDPE content when it was higher than POE content, but increased when HDPE content was lower than POE content. TEM and DMA results showed that POE existed in two states in the blends: (1) when POE content was lower than HDPE content, POE located in the interface between HDPE and P-100, and (2) when POE content was higher than that of HDPE, POE formed island–sea structure dispersing in HDPE besides covering upon P-100 phase.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polyethylene (PE) is the most widely used polyolefin polymer in a range of fields because of its high strength, cheap cost, excellent processability, and high chemical resistance, yet its use is restricted in certain applications because of its relatively low upper use temperature [1–3]. So the study on the improvement of PE properties is always attracting much attention. Adding inorganic nano-particle such as silicalite can improve HDPE thermal stability and promote HDPE dynamic crystallization behavior [4]. PE blending with polymer had more reports. By blending HDPE with EVA, the modules, tensile strength and impact strength increased significantly compared to pure HDPE [5]; High young’s modulus for PP can gain in iPP/HDPE blends [6]. Li et al. [7] suggested PP and LLDPE could be miscible at crystallization temperatures selected.
Recently, PE blended with organic molecular of low molecular weight have intrigued much more attention. Krupa et al. [8, 9] analyzed uncross-linked and cross-linked LLDPE/wax blends thermal properties and physical properties; Fawcett et al. [10] investigated PE and bitumen blends which PE friction is lower than bitumen and indicated PE provided an associating junction network when PE friction was over 20–28%; HDPE /paraffin blends can act as good sealant material for HDPE compact and small spherulites in blends [11].
In our previous work [12], HDPE blending with some petroleum resins, in which the content of HDPE being lower than that of petroleum resins, formed co-continuous network structure. Petroleum resin derives from a mixture of unsaturated monomers obtained as volatile by-products of naphtha. The resin has water resistance, wide compatibility with other resins, chemical neutrality and good electrical properties. Petroleum resin/polymer blends have been used in waterproofing coating. P-100, one grade of petroleum resins used in our work, has a saturated main chain of C–C bond, the main chain structure is similar with PE and PP. Cimmino et al [13, 14] studied the influence of resin content in blends with PP and suggested that blends in solid state formed a two-phase system, the presence of the resin increased the modulus of amorphous iPP but made blends brittle at its high content. But few studies of PE and petroleum resin blends can be found in the literature to our knowledge, and this will intrigue more and more researchers. Meanwhile, the blends of PE and petroleum resins are brittle when PE content is low, so how to plasticize the blends is a following problem too.
Polyolefin elastomer, ethylene–octylene copolymer (POE), as a non-polar polymer, is of a great importance for fundamental research and practical application. POE is compatible in certain degree with PE and the long side octylene flexible chain can act as a good plasticizer. In previous studies, a few studies have been done on POE to strengthen blends’ impact strength and break elongation, and whose potential interest will be gained much more. Hence, the main purpose of present work is to investigate the effect of POE on the morphological properties of HDPE/P-100 blends in which HDPE content is lower than P-100. Moreover, the morphologies of blend were observed through polarized optical microscopy (POM), scanning electron microscopy (SEM), and transmission electron microscopy (TEM), and the dynamic mechanical properties were measured by dynamic mechanical analysis (DMA).
Experimental
Materials
High density polyethylene (HDPE) was supplied by JILIN Petrochemical Co., with a melt flow rate (MFR) of 21.2 g/10 min (190 °C/2.16 kg) and density of 0.95 g/cm3. POE (EXACT 5371) was supplied by Exxon Mobil Co. with a MFR of 11.0 g/10 min (190 °C/2.16 kg, ASTMD-123), a density of 0.870 g/cm3 and a melting temperature of 64 °C. The petroleum resin P-100 (fully hydrogenated) was supplied by ARAKAWA Chemical Industries, LTD. JAPAN) with M w of 1,260 g/mol, M w /M n of 1.77, Soft Point of 100 °C and Tg of 58.5 °C. The schematical chemical structure of the petroleum resin is shown in Fig. 1.

Scheme of hydrogenated petroleum resin P-100
All the blends were prepared in the mixing chamber of a HAAKE Rheometer 300P at 160 °C with a rotor speed of 60 rpm for 10 min. The weight of HDPE/P-100 was fixed at 100 except for special cases. The compositions of the HDPE/P-100/POE blends under investigation are listed in Table 1.
Compression pressing
The composites were preheated for 5 min and compression-molded for 10 min at 180 °C under 10 MPa. Then, the composites were cooled down under pressure to ambient temperature. Specimens for testing were punched out from these molded sheets.
Polarized optical microscopy (POM)
Polarized optical microscopy was performed with a Nikon transmission-type optical microscope with a color video cameral. Specimens were performed as following processing: the homogeneous HDPE/P-100/POE mixture was placed on a pre-cleaned 25 × 75 × 1 mm3 microscope glass slide and then covered with a 12 × 12 × 0.17 mm3 cover-glass, first, the sample was heated to 200 °C on a hot stage for 50 seconds, and then quenched the sample in ice water, The image was recorded with a camera, and was used for the structure analysis. The estimation of structure size was based on the photocopies of the recorded process.
Scanning electron microscopy (SEM)
SEM observation was performed by JEOL Instrument JSM-6360 at room temperature. The specimens were cryogenically fractured in liquid nitrogen. Then the fractured samples was etched by two methods: first, soaked in CCl4 for at least 48 h to preferentially etch the P-100 and POE phase; second, soaked in butyl acetate for at least 48 h to preferentially etch the P-100 phase. Then the etched samples dried at room temperature and atmosphere pressure. No compression and/or squeezing was performed during substitution of drying. At last the fractured surface was observed after gold coating under an accelerating voltage of 15 kV.
Transmission electron microscopy (TEM)
The overall morphology of the blend films were examined with a TEM model JEOL 2100 which operating at 120 kV. The ultra-thin films were sectioned into slices of 100 nm with an ultra-microtome at room temperature, and then the films were stained with OsO4 for 24 h to enhance contrast. Thin sections of 100 nm were transferred into a copper grid.
Dynamic mechanical thermal analysis (DMA)
The dynamic mechanical properties of the samples were investigated using a DMA (Rheogel-E4000, UBM, Japan). A frequency of 3 Hz, amplitude of dynamic deformation of 1 μm, carried out in a tensile mode. Samples in the form of 1.0 × 2.0 × 20.0 mm3 were heated from −140 °C up to 150 °C with a heating rate of 3 °C min−1 in a nitrogen atmosphere.
Result and discussions
POM
To observe the morphologies and keep the structure, quenching the samples with ice water from melt state was carried out. Polarized optical micrographs, taken at room temperature, quenching from 200 to 0 °C (ice water), was shown in Figs. 2, 3. According to Fig. 2, the blends formed a three-dimension network, the bright part corresponded to HDPE/POE rich phase and the light grayish part was P-100 rich phase. At the same time, fixing the weight ratio of HDPE/P-100 at 25/75, and the overall polymer contents were less than 50 wt%, the network size decreased with the increase of POE content, the size decreased from 15 to about 10 μm when POE fraction varied from 10 to 40. The relative contents of HDPE and POE in blends can be increased by increasing POE content, and phase separation of the overall HDPE/POE with P-100 happened during quenching process due to the high cohesive energy of elastomer. The elastomer network changed much smaller and the network thickness changed much thicker with the increasing of polymer content. These results were in an agreement with those reported by Fukahori [15].

The POM photographs of HDPE/P-100/POE. HPP-1 (a); HPP-2 (b); HPP-4 (c)

The POM photographs of HDPE/P-100/POE. HPP-4 (a); HPP-6 (b); HPP-9 (c)
The network size changed when POE fractions were fixed at 40, and the weight ratio of HDPE and P-100 was changed. In Fig. 3, for example, the weight ratio of HDPE and P-100 varied from 25/75 (a) to 30/70 (b), the overall polymer contents were less than 50 wt%. The system also formed a co-continuous network with a size of about 10 μm. But when the weight ratio was changed to 35/65, the overall polymer content increased to more than 50 wt%, and the network size was about 12 μm. This phenomenon is possibly related to the critical concentration of POE in HDPE/POE and P-100, and the reasons will be discussed by using SEM and TEM.
SEM
Figure 4 showed the morphologies of HPP-2 and HDPE/P-100 (25 wt% HDPE) cryo-fractured which were not etched. As shown in Fig. 4b, there was no POE in blend. Significant phase separation and a co-continuous morphology were observed: the bright part was HDPE rich phase and the light grayish was P-100 rich phase. The two phases were finely interconnected. But when adding POE into the blend, as shown in Fig. 4a, the interface became obscure and phase separation was not obvious, which indicated that POE acted as compatibilizer for HDPE and P-100, at least up to the composition studied in this work.

The SEM photographs of samples without etching: a HPP-2, b HDPE/P-100 (25/75)
The morphologies after selectively etching HPP-2 were shown in Fig. 5a–c, which represented the original sample (a), removing the POE and P-100 through etching by CCl4 (b), and removing P-100 only through etching by butyl acetate (c), respectively. When P-100 and POE phases were removed in the sample (Fig. 5b), HDPE phase formed a continuous network structure, and the network size was about 0.4 μm. This phenomenon was much different from that found in polymer blends with “droplet in matrix” morphology [16]. When only P-100 phase was removed (Fig. 5c), the residual polymer also formed network structure. But the surface was not clear, and the network size was bigger than that in Fig. 5b. Since butyl acetate does not resolve POE, and POE is immiscible with HDPE [17], the observed phases were presumably POE-phase dispersed in HDPE phase. However, the two phases displayed strong interface adhesion so that POE decreased the interface bonding energy between HDPE and P-100. Therefore, no distinct phase separation was observed in the fracture surface (Fig. 5a).

The SEM photographs of HPP-2. a No etching; b etched by CCl4 to remove POE and P-100; c etched by butyl acetate to remove P-100
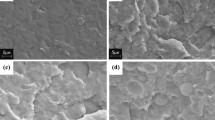
Figure 6 showed the SEM photographs of HDPE/P-100/POE blends and subsequently etching with CCl4. The POE contents and the overall gross weight were fixed, and the HDPE content was changed. When the HDPE fractions were 25 and 30, the overall polymer contents were less than 50 wt% and POE contents were bigger than HDPE content (Fig. 6a, b). The network size was about 0.8 μm and changed slightly with the increase of HDPE content. But when the overall polymer content was more than 50 wt% (Fig. 6c), the network size increased to 1 μm. Meantime, the volume of the cave was bigger than those in HPP-4 and HPP-6 cases. This tendency is in an agreement with POM photographs in Fig. 3, and will be discussed by TEM.

The SEM photographs of HDPE/P-100/POE etched by CCl4. HPP-4 (a); HPP-6 (b); HPP-9 (c)
TEM
In order to observe the ubiety of the three components in blends and explain the exceptional phase separation tendency, TEM was measured. We chose two examples to depict, one was HPP-2, in which HDPE content was less than POE content and the polymer content was controlled less than 50 wt%, and the other one was HPP-9, in which HDPE content was bigger than POE content and the polymer content was more than 50 wt%. The TEM photos of HPP-2 and HPP-9 were shown in Fig. 7 at medium magnification stained with OsO4, respectively. Figure 7a showed that the light bright continuous part was HDPE phase and the dark part was P-100 matrix, the POE interlayer around HDPE phase appeared as a thin and light grayish part. But in HPP-9 (Fig. 7b), when HDPE fraction increased from 20 to 40, the overall polymer content was bigger than 50 wt%, and POE content was more than HDPE content. The TEM image was different from Fig. 7a. The dark P-100 matrix became more uniform, the size of dark P-100 part was much smaller than that found in Fig. 7a, but the light grayish dark phase (POE phase), displayed two different situations: one was that POE dispersed upon P-100 surface, and the other was that POE dispersed in HDPE phase as drop-lets with the size of about 0.1 μm. When HDPE content was low and the overall polymer content was less than 50 wt%, POE covered upon HDPE phase and the network size decreased with the increase of HDPE content. But when POE content was bigger than HDPE content, POE formed island-sea structure in HDPE phase besides covering upon P-100, and it made the apparent P-100 volume bigger so that the HDPE network size increased.

TEM micrographs of the sections stained with OsO4. a HPP-2, b HPP-9
DMA
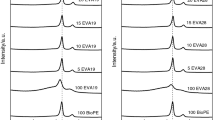
The curves in Fig. 8, obtained by DMA, showed the variation of loss tangent (tan δ) for the blends as a function of temperature. Two distinct transition temperatures were recorded in HDPE curve, one was at −125 °C corresponding to the γ-relaxation, namely, the glass transition temperature (Tg), and the other was 30–80 °C, representing the α-relaxation. As reported in other researcher’s work [18], there was an un-conspicuous β-relaxation between 0 and 60 °C. All the three blends had a tan δ peak at vicinity of 50 °C, owing to overlapped Tg of P-100 and HDPE α-relaxation. There is a shoulder peak at vicinity of 0 °C in each curve of HPP-3 and HPP-4, in which HDPE content was lower than POE content in these two blends, and the shoulder peak ascribed to Tg of POE. By contrast, there was no distinguished peak at vicinity of 0 °C in curve of HPP-2, in which HDPE content was higher than POE content. This indicated that when the POE content was higher than that of HDPE, part of POE formed separated phase in HDPE phase, and this sustains the priori that POE existed two phases in Fig. 7a. We also took ulterior experiments to confirm this proof.

Loss tangent tan δ of HDPE, POE and blends versus temperature
The curves in Fig. 9, showed the variation of loss tangent (tan δ) and storage modulus for the blends as a function of temperature. In these three blends, POE contents were all higher than HDPE contents. It is noted from the curves that blending HDPE with P-100 and POE has significant influence on viscoelastic properties. The storage modulus decreased with adding P-100 and POE, while the loss tangent (tan δ) increased. That means POE acts as plasticizer between HDPE and P-100. All the three blends had a tan δ peak at vicinity of 50 °C, owing to overlapped Tg of P-100 and HDPE α-relaxation, but the Tg’s value shifts to higher temperature. At 0 °C, HPP-4 and HPP-6 present one shoulder peak, however, HPP-9, appeared a distinguished peak. The peak ascribes to Tg of POE shifting to higher temperature. This phenomenon indicates that when higher HDPE content is in blend, more POE is exists by drop-let in HDPE phase, so the shoulder peak is more even.

Storage modulus E′ and loss tangent tan δ of HDPE, POE and blends versus temperature
On the basis of the experiment facts, the probable morphology in the ternary system consisting of HDPE, P-100, and POE was schematically shown in Fig. 10. In the ternary blends we studied, we supposed the composition 1, 2 and 3 is POE, P-100 and HDPE, respectively. This implied that when POE content was lower than HPDE content, POE covers upon HDPE surface, such as Fig. 10a. But when POE content was higher than HDPE content, one part of POE covered upon HDPE surface and the other dispersed in P-100 matrix, as shown in Fig. 10b, it enhanced the P-100 apparent volume. Thus it made HDPE network size increase, and POE exhibited its characteristic peak in dynamic mechanical analysis.

Schematic representation of the phase structure in blends
Conclusion
A bi-continuous network was formed in solid state in HDPE/P-100/POE blends. POM and SEM images indicated that the HDPE network sizes decreased with increasing HDPE content when POE content was lower than HDPE content, but HDPE network sizes increased when POE content was higher than HDPE content.
It was found from the relationship of loss tangent tan δ versus temperature that there existed a shoulder peak at vicinity of 0 °C when POE content was higher than HDPE content, and the higher the weight ratio of HDPE/POE, the more distinguished the peak was. The TEM micrographs showed that POE existing two states in blends, when POE content was lower than HDPE content, POE covered upon HDPE surface, while POE content was higher than HDPE content. POE formed island–sea structure dispersing in P-100 matrix besides covering upon HDPE surface.
References
Marcilla A, Garcia-Quesada JC, Hernandez J, Ruiz-Femenia R, Perez JM (2005) Study of polyethylene crosslinking with polybutadiene as coagent. Polym Test 24:925
Smedberg A, Hjertberg T (1997) Crosslinking reactions in an unsaturated low density polyethylene. Polymer 38:4127
Beatty CL, Karzsz FE (1979) The glass transition of linear polyethylene. J Macromol Sci 17:37
Dong WC, Kwang JK, Byoung CK (2006) Effects of silicalite-1 nanoparticles on rheological and physical properties of HDPE. Polymer 47:3609
Na B, Zhang Q, Fu Q, Zhang G, Shen K (2002) Super polyolefin blends achieved via dynamic packing injection molding: the morphology and mechanical properties of HDPE/EVA blends. Polymer 43:7367
Finlay J, Sheppard S, Tookey S, Hill MJ, Barham PJ (2001) Unexpectedly high young’s moduli recorded for iPP/HDPE blends. J Polym Sci Part B Polym Phys 39:1404
Li J, Shanks RA, Long Y (2001) Miscibility and crystallization of polypropylene-linear low density polyethylene blends. Polymer 42:1941
Krupa I, Luyt AS (2001) Physical properties of blends of LLDPE and an oxidized paraffin wax. Polymer 42:7285
Krupa I, Luyt AS (2000) Thermal properties of uncross-linked and cross-linked LLDPE/wax blends. Polym Degrad Stab 70:111
Fawcett AH, McNally T, McNally GM, Andrews F, Clarke J (1999) Blends of bitumen with polyethylenes. Polymer 40:6337
Lee CH, Choi HK (1998) Crystalline morphology in high-density polyethylene/paraffin blend for thermal energy storage. Polym Compos 19(6):704
Cao D, Cao Y, Ga Y, Guo W, Wu C (2008) Studies on the structure, morphology and thermal properties of HDPE/petroleum resin blends. E-Polymer (accepted)
Cimmino S, Silvestre C, della Vecchia G (2004) Morphology and properties of isotactic polypropylene modified with hydrocarbon resin MBG273. I. Binary blends. J Appl Polym Sci 92:3454
Cimmino S, Duraccio D, Silvestre C (2006) Structure and properties of a polypropylene containing random ethylene units modified with a hydrogenated hydrocarbon resin. Macromol Symp 234:117
Fukahori Y, Mashita N (2000) Structure formation and dynamic properties of physical gels produced with thermoplastic elastomer and monomer. Polym Adv Technol 11:472
Bai S-L, Wang G-T, Hiver J-M, G’Sell C (2004) Microstructures and mechanical properties of polypropylene/polyamide 6/polyethelene-octene elastomer blends. Polymer 45:3063
Li Y, Zhang Y, Zhang Y (2004) Morphology and mechanical properties of HDPE/SRP/elastomer composites: effect of elastomer polarity. Polym Test 23:83
Encyclopedia of polymer science and engineering (1986) Emulsion polymerization to fibers, manufacture, vol 6. Wiley, New York, p 458
Acknowledgments
This subject was supported by the National Nature Science Foundation of China (NSFC) (grants 20574019).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Cao, D., Cao, Y. & Wu, C. Morphology and dynamic mechanical properties of high density polyethylene/petroleum resin/polyethylene–octylene elastomer blends. Polym. Bull. 63, 57–67 (2009). https://doi.org/10.1007/s00289-009-0070-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-009-0070-y