
Abstract
In this work the biotransformation of α-pinene oxide to isonovalal using resting cells of Pseudomonas fluorescens NCIMB 11671 was evaluated in a membrane bioreactor for biotransformations (MBB). Since the membrane area required to obtain optimum productivities was calculated to be very large (1,000 m2 m−3), and not possible to fit into the laboratory reactor used, we initially evaluated performance with lower membrane areas (71 m2 m−3) in a batch system with both the substrate and product in the organic phase. This resulted in low productivities due to mass transfer limitations, so an optimum feeding rate of 0.1 g α-pinene oxide h−1 gcells −1 added directly to the reactor contents was determined in batch culture to minimise inhibition. The MBB was then operated continuously for the production of isonovalal, and a final concentration of 108 g l−1 was obtained in the organic reservoir after nearly 400 h of operation (0.32 g-isonovalal l−1 h−1), and the reaction was found not to be mass transfer limited. Finally, the relative viability of the cells was measured using fluorescent probes, and their half-life was found to be almost 2 months, confirming the ability of the MBB to facilitate biotransformations with inhibitory substrates and products.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Monoterpenes are important compounds for the flavor and fragrance industries and were originally extracted from certain plants using conventional extraction methods (Berger 1995). Recently, biotechnology has developed methods to produce the more valuable terpenoids from cheap and readily available monoterpenes such as α-pinene, β-pinene and limonene (Krings and Berger 1998). The microbial biotransformation of α-pinene oxide using resting cells of Pseudomonas fluorescens NCIMB 11671 has been reported to produce isonoval (cis-2-methyl-5-isopropyl-hexa-2,5-dienal) with a fragrance described as “citrus, woody and spicy” (Best et al. 1987). Although microbial biotransformations have been recognised as having substantial economic potential, technical problems have been encountered and prevent the commercialization of the process. α-Pinene oxide is very unstable and undergoes auto-oxidation in water and light (Colocousi 1994). It is a hydrophobic compound with a water solubility of only 2.55 mmol l−1 (Fichan et al. 1999), which affects the bioavailability of the substrate, especially when using a high concentration of the biocatalyst. In addition, α-pinene oxide is relatively toxic to the biocatalyst and has been observed to inhibit growth or result in cell lysis at high concentrations (Van der Werf et al. 1997).
We previously reported on the implementation of a direct feeding technique to produce high cell concentrations (60 g l−1) to minimise the toxic effect of α-pinene oxide (Boontawan and Stuckey, unpublished data). This technique was based on a repeated feeding of α-pinene oxide at a slow rate, which effectively prevented inhibition of the biocatalyst. A feeding rate of α-pinene oxide up to 0.6 g h−1 gcell −1 did not significantly deactivate the biocatalyst over more than 8 h. A production yield as high as 0.36 g g−1 could be achieved, and a production rate of isonovalal of 2.55 g l−1 h−1was obtained using a conventional stirred tank bioreactor before its concentration plateaued at 23.01 g l−1. In addition, an uptake of α-pinene oxide up to 4.8 g gcell −1 was obtained. However, high concentrations of isonovalal eventually resulted in inhibition at the end of the biotransformation. Therefore, removal of isonovalal from the reaction site as soon as it is formed should reduce its toxicity and increase volumetric productivity and production yield. This technique is called in situ product removal (Lye and Woodley 1999) or extractive bioconversion (Mattiasson and Holst 1991).
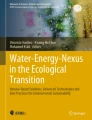
Aqueous–organic two-phase (ATP) systems can be used to biotransform hydrophobic substrates, and protect biocatalysts from toxic substrates and biotransformation products (Leon et al 1998). However, the formation of stable emulsions due to biological surfactants makes further downstream processing and continuous operation difficult (Boam 1996; Doig et al. 1998). We have also reported on an investigation of terpene extraction through a solid phase silicone rubber membrane using various organic phases (Boontawan and Stuckey, unpublished data). The two liquid phases were completely separated by the membrane, and mass transfer of the terpenes occurred by solution-diffusion through the dense matrix of the membrane. The overall mass transfer coefficient (k ov) of α-pinene oxide through the membrane was found to be 2.5×10−5 m s−1 using a membrane thickness of 1,000 μm. Using this approach, as seen in Fig. 1, a directly fed biotransformation coupled with membrane extraction could result in higher volumetric productivity and production yield than a conventional ATP system. In addition, continuous operation and reuse of the organic phase would also be possible. Hence, this paper explores the feasibility of using a membrane bioreactor for the biotransformation (MBB) of α-pinene oxide to isonovalal.

Principle of the membrane bioreactor for biotransformation of α-pinene oxide to isonovalal
Material and methods
Chemicals
α-Pinene oxide was purchased from Aldrich (UK), while silicone membrane tubing with a wall thickness of 1,000 μm obtained from Silicone Altimex (UK) was comprised of 70% PDMS and 30% fumed silica. Hexadecane (AnalaR grade) was purchased from Sigma (UK).
Microorganism
P. fluorescens NCIMB 11671 was a gift from Dr. Leak, Department of Biochemistry, Imperial College, London. It was kept in a 50% glycerol/water solution at −70°C. Culture recovery and high-cell density cultivation using a fed-batch method has been reported elsewhere (Boontawan and Stuckey, unpublished data).
Analysis of α-pinene oxide and isonovalal
The α-pinene oxide and isonovalal in both the aqueous and organic phases were quantified using a method previously reported (Boontawan and Stuckey, unpublished data). Samples from the organic reservoir were diluted appropriately and then directly injected into a gas chromatograph (GC), whereas the aqueous phase samples were extracted with the same volume of a hexane/diethylether mixture (1:1, v/v). GC analysis of α-pinene oxide in the organic phase had an associated error of ±5% (95% confidence interval) based on a sample mean of five repeated injections. The aqueous concentration of α-pinene oxide also possessed an associated error of ±5% (95% confidence interval) based on a sample mean of three repeated injections.
Microscopy
Measurement of cell viability was accomplished using fluorescence microscopy. Propidium iodide (PI; Sigma) was used as a fluorescent probe that binds to DNA, but cannot cross an intact cytoplasmic membrane (Amanullah et al. 2003). In addition, 4′-6-diamidino-2-phenylindole (DAPI) is an AT-selective DNA stain which causes a 20-fold enhancement in fluorescence when it combines with DNA. Culture samples were diluted with Dulbecco's buffered saline (DBS, pH 7.2), to avoid any clumping of the cells, and stained with DAPI/PI. The working concentrations of DAPI and PI in the buffer solution were 5 and 10 mg ml−1, respectively. The resulting samples were then fixed into well slides and examined under a microscope. PI fluorescence was measured at 630 nm, whereas DAPI was measured at 525 nm.
Bioreactor
The bioreactor was a 2-l conventional stirred tank (SGI, France), with an initial volume of 1 l. Glucose feeding started at the beginning of the stationary phase with a specific growth rate of 0.17 h−1 to avoid the formation of by-products, especially volatile organic acids, and to ensure that the carbon source was used primarily for growth and maintenance (Boontawan and Stuckey, unpublished data). A resulting biomass concentration of 60 g l−1 in a fermentor volume of 1.4 l was obtained at the end of the glucose feeding. An external membrane module consisting of a single length of silicone rubber membrane which had been pre-swelled overnight in hexadecane, coiled in a 2-l air-tight jar containing 1 l of hexadecane as the organic solvent, resulted in a membrane area of 0.1 m2. Silicone rubber membranes were obtained from Silicone Altimex, and were comprised of 70% polydimethylsiloxane (PDMS) and 30% fumed silica as a filler. The membrane tube had a wall thickness of 250 μm and an inner diameter of 3 mm. The organic reservoir was kept homogeneous by placing the tank on a hot-plate stirrer (30°C) with a stirring speed of 350 rpm. With this agitation rate, the organic resistance (k org) is minimised, as we have already reported (Boontawan and Stuckey, unpublished data) that the film resistance of the organic phase does not affect the k ov, even when the Re org was very low and in the laminar region. Prior to an experiment, the membrane module was sterilized by recirculating hot water (85°C) inside the tubing for 5 min. The module was then allowed to cool to 30°C, and the experiment begun.
Operation of the MBB in batch mode
A fermentation broth was recirculated inside the membrane tubing with a Reynolds number of 5,000 to minimise the boundary layer in the aqueous phase. The initial α-pinene oxide in the organic phase was 80 g l−1. Sampling of the organic and aqueous phases was done periodically to analyse for the substrate and biotransformation products. Samples from the organic reservoir were injected directly into the gas chromatograph, whereas extraction of the aqueous phase was done prior to injection.
Direct feeding operation of the MBB
The substrate was fed under the surface to minimise any by-product formation due to oxidation, and to prevent substrate or biotransformation product loss by air-stripping. Various feeding rates of α-pinene oxide were achieved using a 10-ml air-tight syringe (SGE, UK) fitted to a syringe infusion pump (Harvard Bioscience, MA, USA), and 1.6-mm internal diameter fluorinated ethylene propylene (FEP) tubing was connected between the syringe and a specially constructed stainless-steel needle located near the impeller. This allowed the substrate to be evenly distributed in the aqueous phase at an impeller speed of 850 rpm. Samples of the aqueous and organic phases were taken periodically for analysis of α-pinene oxide and isonovalal in both phases.
Results and discussion
Calculation of membrane area required for the operation
Since isonovalal could not be obtained commercially in a pure form, its physico-chemical properties were assumed to be the same as α-pinene oxide, except for its water solubility of 0.59 g l−1 which was obtained from the literature (Fontanille et al. 2002). However, this low solubility was calculated from an abiotic system, whereas the maximum isonovalal concentration obtained from a direct feeding biotransformation in previous work was 23.01 g l−1 (Boontawan and Stuckey, unpublished data). This was clearly due to the high biocatalyst concentration employed and the presence of biological surfactants in the system. For the mass transfer of isonovalal from the aqueous phase through the silicone membrane to the organic phase, assuming the concentration does not change significantly in the tubing, the rate of extraction can then be written as
.
The maximum isonovalal production rate obtained in previous work in a fed-batch system was 2.88 g l−1 h−1 (0.8 mg l−1 s−1) (Boontawan and Stuckey, unpublished data), whereas the overall mass transfer coefficient for the extraction of α-pinene oxide from the aqueous phase through a 1,000 μ silicone membrane was 2.5×10−5 m s−1 (Boontawan and Stuckey, unpublished data). To maximise the volumetric yield in the MBB, we can assume that the initial isonovalal concentration in the organic phase is 0, whereas the aqueous phase isonovalal concentration can be kept at 23 g l−1; the membrane area required can then be estimated as 1.40 m2 or 1,000 m2 m−3 based on 1.4 l of biotransformation medium. Since the internal diameter of the silicone tubing used in this experiment was 3 mm, a membrane area of 1.40 m2 corresponds to 150 m of silicone tubing. Based on the configuration used, it was impossible to fit tubing of this length into the organic reservoir. To further investigate MBB performance, a single length of 10 m of swollen silicone tubing was chosen resulting in a membrane area of 0.1 m2. Since the working volume of the reactor was 1.4 l, the specific membrane area was then 71.4 m2 m−3. Hence, optimization of this MBB was attempted by manipulating the direct feeding rate instead. It is also clear that excessive addition of α-pinene oxide in the feed will result in its extraction into the organic reservoir, and not its biotransformation.
Operation of the MBB in a batch mode
Figure 2 illustrates the concentration of isonovalal and α-pinene oxide over time in the organic and aqueous phases during the biotransformation in a MBB. Mass transfer of α-pinene oxide from the organic to the aqueous phase occurred due to a concentration gradient, and isonovalal was subsequently extracted back into the organic phase. Aqueous phase concentrations of α-pinene oxide were very low and were maintained at 0.016 to 0.02 g l−1 throughout the experiment, whereas the organic phase concentration was reduced to 0 after 11 h. The biotransformation had a specific activity of 0.03 gIso l−1 min−1 compared to 0.21 gIso l−1 min−1 in the ATP system (initial α-pinene oxide was 40 g l−1 in Boontawan and Stuckey, unpublished data). This activity was only about 15% of the activity in the two phase system, suggesting that mass transfer limitations were occurring in the MBB, and in this case, this was clearly due to the limited area of membrane.

The α-pinene oxide and isonovalal concentrations in the organic and aqueous phases of a batch MBB system. [PiOx]0=8.0 g l−1, T=30°C, Re aq=5,000
Another consideration in this system was the probable reduction in mass flux due to simultaneous bidirectional mass transfer. Investigations into the effect of simultaneous bidirectional mass transfer of dilute compounds have already been carried out (Doig et al 1999), and we have confirmed the findings that mass transfer of both solutes is reduced significantly (10–20%) (Boontawan and Stuckey, unpublished data). Hence, implementing a strategy of direct feeding of substrate into this reactor will effectively eliminate this effect, because the α-pinene oxide can be supplied directly and separately to the aqueous phase, whereas the isonovalal can be extracted from the aqueous phase to the organic reservoir.
Mass balance on the direct feeding MBB
From the proposed design of the MBB shown in Fig. 1, the in situ removal of isonovalal from the aqueous phase is expected to minimise product toxicity and should result in higher volumetric productivities. To model MBB performance, a mathematical expression was developed. A mass balance of α-pinene oxide in the aqueous phase depends on the feed rate, consumption by the biocatalyst, and extraction from the aqueous phase to the organic reservoir. Therefore,
A mass balance on isonovalal in the aqueous phase can be defined using substrate inhibition kinetics, and continuous extraction from the aqueous to the organic phase through the membrane as
.
Finally, a mass balance of isonovalal in the organic reservoir can also be defined by
.
The assumptions made in formulating these equations were as follows: both aqueous and organic phases were well mixed; no substrate or product was lost by either stripping or auto-degradation; the toxicity of α-pinene oxide and isonovalal to the biocatalyst was negligible due to the low feeding rate, and in situ product removal occurred from the reaction site.
Optimization of the direct feeding MBB
Due to the mass transfer limitations encountered in this experiment, the initial feeding rate of α-pinene oxide was reduced to meet the biochemical reaction limitations of the system. To determine this maximum value, feeding rates of α-pinene oxide were varied from 0.05 to 0.20 g h−1 gcell −1, and the system performance was then monitored (α-pinene oxide in the aqueous and organic phases, organic isonovalal concentration and aqueous phase isonovalal concentration). It was assumed that the accumulation of aqueous phase isonovalal ([Iso]aq) did not occur in the inhibitory range. However, too high a feeding rate would result in an accumulation of isonovalal in the aqueous phase due to mass transfer limitations and might subsequently inhibit biocatalyst activity.
Figure 3 shows the accumulation of isonovalal in the aqueous phase at various α-pinene oxide feeding rates. Throughout the runs, isonovalal concentrations increased over time, and the maximum concentrations obtained were 0.18 and 0.27 g l−1 at feeding rates of 0.15 and 0.20 g h−1 gcell −1, respectively. These results showed that the mass transfer rate of isonovalal into the organic phase was below the production rate, resulting in the accumulation of isonovalal in the aqueous phase. At a feeding rate of 0.10 g h−1 gcell −1, a linear accumulation of aqueous phase isonovalal was obtained for about 20 h before the concentration reached a constant value of 0.13±0.01 g l−1. It is clear that at this feeding rate, neither the reaction rate nor mass transfer limits. Subsequent continuous production of isonovalal from the direct feeding of α-pinene oxide was carried out at this feeding rate, and system performance is discussed in the next section. In contrast, a feeding rate of 0.05 g h−1 gcell −1 resulted in a low isonovalal production rate in the aqueous phase and never reached a constant concentration.

Aqueous concentration of isonovalal during the operation of the MBB at various feeding rates
Table 1 summarizes MBB performance after 27 h of operation in terms of α-pinene oxide and isonovalal concentrations in both the organic and aqueous phases at various feeding rates. In general, the aqueous phase concentrations of both α-pinene oxide and isonovalal were kept low due to a low direct feeding rate, and extraction through the silicone membrane into the organic phase, respectively. It was also noted that the higher feeding rates, i.e. 0.15 and 0.20 g h−1 gcell −1, resulted in a significant transfer of α-pinene oxide into the organic phase due to the mass transfer flux being greater than the reaction rate. In conclusion, these results show the utility of the MBB with inhibitory substrates and products, with a product-rich organic phase being obtained. The direct feeding rate can be manipulated to minimise the concentration of α-pinene oxide in the aqueous phase, and thus optimise MBB performance.
Productivity of the MBB in continuous mode
From the previous MBB experiment, it was concluded that an α-pinene oxide feeding rate of 0.1 g h−1 gcell −1 was optimal for productivity, with a high product/substrate ratio in the solvent phase. Therefore, continuous isonovalal production was attempted using this feeding rate, and the system performance can be seen in Fig. 4. The α-pinene oxide was fed into the fermentation broth containing biocatalyst at 60 g l−1, and the isonovalal concentration in the organic phase only increased slowly during the first 24 h due to partitioning into the membrane matrix and a low driving force at the beginning of the process. However, after this time, isonovalal increased linearly in the organic phase at a rate of 0.32 g l−1 h−1, and a maximum concentration of 91 g l−1 was obtained after 320 h before the feeding stopped. Although direct feeding was designed to optimise the mass transfer of α-pinene oxide into the aqueous phase, mass transfer into the organic phase also occurred. The final concentration of α-pinene oxide in the organic phase after the feeding stopped was about 6 g l-1, but this concentration reduced over time due to back transfer of α-pinene oxide from the organic to the aqueous phase. However, the isonovalal concentration in the organic phase continued to increase because isonovalal was still being produced by the biocatalyst. The final concentration of isonovalal obtained was 108 g l−1 after 400 h of operation. Throughout the run, aqueous phase concentrations of isonovalal were 0.20±0.05 g l−1, whereas the α-pinene oxide concentration was 0.03±0.01 g l−1. The constant concentration of isonovalal in the aqueous phase showed that the MBB was not mass transfer limited, and that the system could produce isonovalal continuously without any sign of inhibition.

Organic and aqueous phase concentration of α-pinene oxide and isonovalal during continuous production in MBB
In conclusion, use of the MBB significantly enhanced the biotransformation by preventing substrate and product inhibition using direct feeding, and liquid–liquid membrane extraction, respectively. This in situ product removal technique maintains the aqueous phase isonovalal concentration relatively low, whereas direct feeding plays an important role in controlling α-pinene oxide mass transfer to the aqueous phase.
Assessment of system stability
Since the biotransformation of α-pinene oxide to isonovalal was performed in the resting state, the specific activity of the biocatalyst may decrease with time due to the deactivation of enzymes, or lysis of the biocatalyst. To quantify the viability of the biocatalyst, turbidimetric methods were discounted because they do not distinguish between dead and living cells, and the presence of cell debris might interfere with the OD value. Hence, staining cells with a fluorescent dye before examining them under a microscope was chosen because it is a powerful and reliable method. Throughout the biotransformation in the MBB, samples were taken periodically and cell viability assessed by counting the ratio of dead to living cells under the microscope.
Both live and dead cells were positively stained with DAPI/PI, and the bright red fluorescence was only associated with dead cells. The relative measure of viable cells to dead cells (PI positive) was used to calculate the deactivation constant (k d) as follows:
,and the half-life of the biocatalyst was then calculated as
.
A plot of C x/C x 0 against time (hours) results in a straight line, and the deactivation constant (k d) can be estimated directly from the slope.
From these results (data not shown), it was clear that the active cells were very stable, with a deactivation constant, k d=4.85×10−4 h−1. From Eq. 6, the biocatalyst's half-life (t 1/2) was found to be 1,430 h, which corresponds to almost 2 months. Although this experimental result could not be compared to the batch system, because this technique was not carried out on it, the low k d was clearly due to a substantial reduction in the toxicity of α-pinene oxide and isonovalal. This value is important for the continuous operation of the MBB as a prediction of system performance can now be made. Since one of the problems encountered in monoterpene biotransformations is the short biocatalyst lifetime (Van der Werf et al. 1997), the manipulation of direct feeding of the substrate effectively reduces substrate toxicity, whereas in situ product removal using the MBB demonstrates that this particular problem can be minimised, and thus the economical viability of monoterpene biotransformations can be substantially enhanced.
Conclusion
This study carried out an in-depth analysis of the MBB for the continuous production of isonovalal from α-pinene oxide in terms of system efficiency. Despite the limitations of the membrane area used in the MBB, the system showed efficient and stable performance throughout the run for over 400 h, with an isonovalal concentration in the organic phase of more than 100 g l−1. A constant concentration of isonovalal in the aqueous phase showed that the MBB was not mass transfer limited, and that the direct feeding technique significantly improved the mass transfer of substrate to the biocatalyst. In addition, the use of direct substrate feeding and membranes in a liquid–liquid contacting system prevented inhibition of the biocatalyst from α-pinene oxide and isonovalal. Throughout the run, P. fluorescens NCIMB 11671 was retained in the bioreactor and continuously biotransformed without significant deactivation, and biocatalyst stability was found to be very good with a half-life of almost 2 months.
Notation | ||
A | Area of the membrane tubing | m2 |
a | Mass transfer area per unit volume of reactor | m−1 |
C X | Biomass concentration | g l−1 |
C x 0 | Biomass concentration at the beginning of fed-batch mode | g l−1 |
[Iso]aq | Aqueous phase isonovalal concentration | g l−1 |
[Iso]org | Organic phase isonovalal concentration | g l−1 |
k d | Deactivation constant | h−1 |
k la | Volumetric mass transfer coefficient | m3 s−1 |
k ov | Overall mass transfer coefficient | m s−1 |
K ′ M | Inhibition Michaelis–Menten constant | g l−1 |
K I | Inhibition constant | g l−1 |
P org aq | Organic/aqueous partition coefficient | – |
[PiOx] | α-Pinene oxide concentration | g l−1 |
[PiOx]0 | Initial concentration of α-pinene oxide in two phase system | g l−1 |
[PiOx]* | Saturation concentration of α-pinene oxide | g l−1 |
[PiOx]aq | Aqueous phase α-pinene oxide concentration | g l−1 |
[PiOx]org | Organic phase α-pinene oxide concentration | g l−1 |
r PiOx | Specific activity | g l−1 min−1 |
r max | Maximum specific activity | g l−1 min−1 |
t | Time | s |
V aq | Volume of the aqueous phase | m3 |
Y P/S | Isonovalal/α-pinene oxide yield coefficient | g g−1 |
References
Amanullah A, Hewitt CJ, Nienow AW, Lee C, Chartrain BC, Buckland SW, Woodley JM (2003) Measurement of strain-dependent toxicity in the Indene bioconversion using multiparameter flow cytometry. Biotechnol Bioeng 81:405–420
Berger RG (1995) Aroma biotechnology. Springer, UK
Best DJ, Floyd NC, Magalhaes A, Burfield A, Rhodes PM (1987) Initial enzymatic steps in the degradation of α-pinene by Pseudomonas fluorescens NCIMB 11671. Biotechnol Bioeng 63:249–252
Boam A (1996) Novel bioreactor design for the biotransformation of hydrophobic compounds. Ph.D., University of London
Colocousi A (1994) Purification and sequencing of a-pinene monooxygenase from Pseudomonas fluorescens NCIMB 11671. Ph.D. University of London
Doig SD, Boam AT, Leak DJ, Livingston AG, Stuckey DC (1998) A membrane bioreactor for biotransformation of hydrophobic molecules. Biotechnol Bioeng 58:587–594
Doig SD, Boam AT, Livingston AG, Stuckey DC (1999) Mass transfer of hydrophobic solutes in solvent swollen silicone rubber membranes. J Membr Sci 154:127–140
Fichan I, Larroche C, Gros JB (1999) Water solubility, vapor pressure and activity coefficient of terpenes and terpenoids. J Chem Eng Data 44:56–62
Fontanille P, Le Fleche A, Larroche C (2002) Pseudomonas rhodisiae PF1: a new and efficient biocatalyst for production of isonovalal from α-pinene oxide. Biocatal Biotransform 20:413–421
Krings U, Berger RG (1998) Biotechnological production of flavours and fragrances. Appl Microbiol Biotechnol 49:1–8
Leon R, Fernandes P, Pinheiro HM, Cabral JMS (1998) Whole-cell biocatalysis in organic media. Enzyme Microb Technol 23:483–500
Lye GJ, Woodley JM (1999) Application of in situ product-removal techniques to biocatalytic process. Trends Biotechnol 17:395–402
Mattiasson B, Holst O (1991) Extractive bioconversions. Marcel Dekker, New York
Van der Werf MJ, de Bont JAM, Leak DJ (1997) Opportunities in microbial biotransformation of monoterpenes. Adv Biochem Eng/Biotechnol 55:147–177
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Boontawan, A., Stuckey, D.C. A membrane bioreactor for the biotransformation of α-pinene oxide to isonovalal by Pseudomonas fluorescens NCIMB 11671. Appl Microbiol Biotechnol 69, 643–649 (2006). https://doi.org/10.1007/s00253-005-0025-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00253-005-0025-7