
Abstract
Since heat flux increases sharply yet cooling space in microelectronic and chemical products gradually decreases, a micro heat pipe has been an ideal device for heat transfer for high heat-flux products, and its performance depends largely on its capillary limit. This study proposed an integrated utilization of the advantages of lower backflow resistance to working fluid in trapezium-grooved-wick micro heat pipes and greater capillary force in sintered-wick micro heat pipes; first the factors that are crucial to both types’ heat transfer performances were analyzed, and then mathematical modeling was built for capillary limit of a micro heat pipe with the compound structure of sintered wick on trapezium-grooved substrate, and finally heat transfer limits for micro heat pipes with a trapezium-grooved wick, a sintered wick and with a compound structure were tested through experiments. Both the theoretical analysis and experimental results show that for a micro heat pipe with proposed compound structure, its capillary limit is superior to that of a micro heat pipe with a simplex sintered wick or trapezium-grooved wick.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Rapid progress in microelectronics technology brings about sharply increasing integration of microprocessor-chips, which leads to the dramatic increase of power consumption for unit volume chip causing a fatal problem of high heat-flux. Power consumption and heat dissipation, which were seldom attached importance to, have been the bottleneck for microelectronics development. If the heat consumed in electronic components cannot be dissipated in time, it will be accumulated continuously causing rapid temperature rise in chips and sharp decline in reliability and performances [1–3]. Owing to micro heat pipes’ advantages (e.g. higher heat transfer capacity, lower thermal resistance and smaller structural dimension etc.), and copper’s good heat conductivity, copper-based micro heat pipes are widely used in such electronic components as microprocessors in laptops and desktops [4]. So the higher requirements on heat dissipation make it increasingly necessary to study micro heat pipes. Recently, Kim investigated heat transfer performance and thermal resistance of groove-wicked heat pipes [5]. Launay and Sartre studied the phenomena in micro heat pipe’s evaporator experimentally [6, 7]. Kang analyzed the structure and presented the testing of micro heat pipes with radial grooved wicks [8]. Rojas made theoretical and experimental investigations into two-phase flow in grooved-wick micro heat pipes [9]. Nilson studied steam flow in rectangular micro grooves [10]. Professor Tang Yong and his doctoral students, Li Yong, Li Xibing, Lu Longsheng and Chi Yong, have done much research on grooved-wick, sintered-wick, flat heat pipes and capillary pumped loops etc. from both heat-pipe theory and manufacturing [11–14]. As is known that trapezium-grooved-wick micro heat pipes have such advantages as simple structure, convenience to be manufactured and lower thermal resistance, whereas for sintered-wick micro heat pipes with, it is easy to increase porosity by adding lucite powders to acquire greater capillary force, so it is of much practical significance to study the compound micro heat pipes that can integrate the advantages of both to tackle the high heat flux from electronic components’ higher integration. This paper made a theoretical and experimental study on the capillary limit of micro heat pipes with a compound structure of sintered wick on trapezium-grooved substrate, and compared its capillary limit with that of a sintered-wick and a trapezium-grooved-wick micro heat pipes respectively.
2 Working principle and basic features
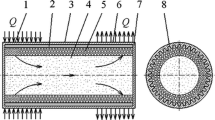
A micro heat pipe is a heat pipe in which the backflow passage for working fluid is smaller than millimeter level in the wick, and it consists of a container, wick and end caps. Its working principle is shown in Fig. 1: pumped to 1.3 × (10−1–10−4) Pa, the pipe is filled with appropriate quantity of working fluid, which fills the multi-orifice capillary wick close to inner wall, and sealed; one end is evaporator, the other condenser, and adiabatic section can be arranged in the middle if necessary. When evaporator is heated, liquid in capillary wick evaporates and vaporizes. The vapor flows to condenser under the tiny pressure differential, emitting heat and changing into liquid, which then flows along multi-hole material back to evaporator under capillary force. Thus, heat is transferred from one end to the other through such cycles.

Schematic diagram for working principle of circular micro heat pipe with a sintered wick on trapezium-grooved substrate. 1 Evaporator; 2 liquid; 3 adiabatic section; 4 vapor; 5 sintered wick; 6 condenser; 7 container; 8 trapezium-grooved wick
3 Mathematical modeling for capillary limit of micro heat pipes with compound structure of a sintered wick on trapezium-grooved substrate
Capillary limit is the maximum heat quantity transferred by working fluid cycling under the capillary-pressure head between capillary wick and working fluid in a micro heat pipe. As the capillary pressure head generated by the capillary structure for cycles is rather limited, the maximum heat transfer quantity is restricted, and such restriction is mobilization force limit. As in most cases vapor flows in a laminar and incompressible state, the formula deduced by Chi on assumption that heat load is uniformly distributed in evaporator and condenser for vapor flow in incompressible and laminar state, can be adopted for mathematical modeling of capillary limit, that is,
where, Q ca,max -capillary limit of micro heat pipe (W); l eff -effective length of micro heat pipe (m); l-total length of micro heat pipe (m); ρ l -liquid density of working fluid (kg/m3); σ-liquid surface tension of working fluid (N/m); r c -effective capillary radius of the wick (m); d v -diameter of vapor cavity in micro heat pipes (m); g-acceleration of gravity (N/kg); Φ-inclined angle of micro heat pipe, i.e. the included angle between micro heat pipe and horizontal plane when mounted; F l -frictional coefficient of liquid; F v -frictional coefficient of steam-flow.
It can be concluded from Eq. (1) that the capillary limit of a micro heat pipe is mainly decided by such factors as its vapor cavity diameter, effective length, wick structure and its inclined angle. The diameter of vapor cavity in a micro heat pipe determines the resistance to steam flow of working fluid, whereas the wick structure determines capillary force and the resistance to the backflow of working fluid, yet working fluid determines capillary force and the inclined angle determines whether the gravity is favorable to the backflow of working fluid. To acquire greater capillary limit, greater capillary force and lower resistance to the backflow of working fluid are preferred, which are contradictory to each other. Therefore, for comprehensive consideration the wick structure should be elaborately designed so that the capillary limit can reach its optimum. For the selection of working fluid, the fluid with greater latent heat should be recommended on the premise that it cannot generate chemical reaction with either the container or the wick yet can satisfy the working condition. Since both the container and the wick of the micro heat pipe are made of copper, and its working temperature is above 0 °C in this study, H2O is selected as the working fluid for its greater latent heat. Besides, gravity should be made favorable to the backflow of the working fluid when the micro heat pipe is in operation.
In Eq. (1), rc, the effective capillary radius, is defined as the value that enables 2/rc to obtain the maximum possible value of (1/R1 + 1/R2) in wicks. For a micro heat pipe with the compound structure of a sintered wick on trapezium-grooved substrate, shown in Fig. 1, rc is mainly decided by its sintered wick, and its meniscus is a circle, R1 = R2, so
The model shown in Fig. 2 can be referred to calculate the array of copper powders when the wick is sintered without lucite powders, and the effective capillary radius of the micro heat pipe is as follows,

Schematic diagram for calculating effective capillary radius of wick sintered without lucite powders. a Axial array model of copper powders in micro heat pipe. b Radial array model of copper powders in micro heat pipe
It can be deduced from Fig. 2b that the number of copper powders on each circle is 2π(R + rs)/2rs, and from Fig. 2a, the center distance between adjacent layers of copper powders in axial direction is 2rssin(π/3). Therefore, void fraction for the sintered wick in a micro heat pipe is:
In Eqs. (2)–(4), R 1 , R 2-principal curvature radius of meniscus (m); r s -radius of copper powder (m); ε1-void fraction of the sintered wick; R-radius of vapor cavity in micro heat pipe; the rest parameters are the same as in Eq. (1).
It can be deuced from Eq. (3) that when the wick is sintered without lucite powders, the effective capillary radius rc is directly proportional to the radius of copper powders r s , and copper powders of smaller radius can help acquire greater capillary force for a micro heat pipe. However in manufacturing micro heat pipes, copper powders of smaller radius are more likely to fill the micro grooves of a micro heat pipe, and increase the resistance to working fluid’s backflow. So the size of copper powders should be elaborately selected according to the structure of micro grooves in the wick. It can be concluded that when the wick is sintered without Lucite powders, theoretically the void fraction of the sintered wick is a constant, i.e. 39.54 %.
When the wick is sintered with lucite powders, the array of copper powders can be calculated by the model in Fig. 3. From Fig. 3b, it can be calculated that the number of copper powders on each circle is \( 2\pi (R + r_{s}^{\prime } )/2r_{s}^{\prime } \), and from Fig. 3a, the center distance between adjacent layers of copper powders in axial direction is \( 2r_{s}^{\prime } \sin (\pi /3) \). Therefore, the void fraction for a sintered wick is:
That is,
So, the effective capillary radius for a micro heat pipe with a sintered wick on trapezium-grooved substrate is as follows,
In Eqs. (5)–(7), \( r_{s}^{\prime } \)-equivalent radius of copper powders when sintered with lucite powders, and the rest parameters are the same as in Eqs. (1)–(4). It can be concluded from Eqs. (5)–(7) that the effective capillary radius of the wick r c is directly proportional to radius of copper powders, and that the more lucite powders are filled, the larger the void fraction of the sintered wick ε1, and the larger the effective capillary radius r c, thus decrease the resistance to the backflow of working fluid in a micro heat pipe, that is, increase its capillary limit. Therefore, appropriate quantity of lucite powders should be filled according to application situations so as to acquire optimal capillary limit.

Schematic diagram for calculating effective capillary radius of wick sintered with lucite powders. a Axial array model of copper powders in micro heat pipe. b Radial array model of copper powders in micro heat pipe
It can be deduced from Eqs. (4) and (5) that the minimum void fraction of sintered wick is 39.54 %. According to the experimental research by Beijing Research Institute of Chemical Industry, the void fraction can reach 70 % when the wick is sintered with lucite powders, and its effective capillary radius is related to both void fraction and copper powders’ size.
When fluid-flow pressure loss in wicks and passages of different types being considered, F l is,
where, the permeability for sintered wick with a compound structure is defined as follows,
For the trapezium grooves in a compound wick, its permeability is defined as follows,
As shown in Fig. 4, for the trapezium grooves in a compound wick, it can be deduced that,
The value of f l Re l can be checked from Fig. 5, and when W ≤ 2δ2, α = W/2δ2; when W > 2δ2, α = 2δ2/W.

Schematic diagram for cross section of compound wick

Drag coefficient in trapezium grooves in laminar-flow state
As shown in Fig. 4, for the sintered section in a compound wick, AW1, its cross-section area, is thus calculated,
For the trapezium grooves in a compound wick, AW2, its cross-section area, is as follows,
So,
In Eqs. (8)–(15), μ l -liquid viscosity of working fluid (N·s/m2); K-wick permeability; A W —the wick’s cross-section area, including the cross-section areas of both the sintered section and the trapezium grooves in a compound wick (m2); h fg -latent evaporation heat of working fluid (J/kg); r hl -hydraulic radius of the wick (m); f l Re l -drag coefficient in laminar flow; n-the number of grooves; W-groove’s top width (m); W b -groove’s bottom width (m); δ 1-sintered thickness (m); δ 2-groove’s depth (m); A l -flow passage’s cross-section area; C l -flow passage’s wetted perimeter; A W1-sintered wick’s cross-section area in a compound wick; A W2 -trapezium grooves’ cross section area in a compound wick; the rest parameters are the same as in Eqs. (1)–(7).
It can be concluded from Eq. (15) that the working fluid’s frictional coefficient in a micro heat pipe is related not only to characteristic parameters of the working fluid, but to the structures of the sintered section and grooves. To increase the grooves’ width and depth can effectively enlarge the working fluid’s backflow passage, and therefore lower the working fluid’s frictional coefficient. When grooves’ width is twice the grooves’ depth, the drag coefficient in laminar flow in the trapezium grooves can reach the minimum, and therefore the working fluid’s frictional coefficient in the wick can be decreased, however, too large grooves’ width can make the copper powders more likely to drop into the grooves when the copper powders are filled before being sintered, functioning as the obstacles to the backflow of the working fluid, therefore increases the working fluid’s frictional coefficient. Furthermore, too large grooves’ depth poses difficulty to manufacturing. So the structure of the grooves should be designed after comprehensive consideration of these factors. Besides, to increase the size of copper powders or sintered thickness can also effectively enlarge the backflow passage of the working fluid, and therefore decrease its frictional coefficient, but larger size of copper powders can lower capillary force and consequently decreases capillary limit, and larger sintered thickness can increase thermal resistance in heat transfer process and affect heat transfer performance. Therefore, copper powders’ size and sintered thickness also need elaborate choices through comprehensive consideration of possible factors.
For F v , the vapor-flow’s frictional coefficient deduced by Chi after considering vapor pressure drop from dynamic pressure change and compressibility impact can be employed. F v is related to vapor-flow’s working condition, i.e. Re v (vapor Reynolds number) and M v (Mach number)
For a circular micro heat pipe, R hv = d v /2, so
When Re v ≤ 2,300, M v ≤ 0.2, then
When Re v ≤ 2,300, M v > 0.2, then
When Re v > 2,300, M v ≤ 0.2, then
When Re v > 2,300, M v > 0.2, then
In Eqs. (16)–(22), Re v -vapor’s reynolds number; r hv -hydraulic radius of vapor cavity (m); Q-heat transfer quantity of a micro heat pipe; A v -cross-section area of vapor cavity in a micro heat pipe (m2); μ v -vapor viscosity of working fluid (N·s/m2); M v -Mach number; ρ v -vapor density of working fluid (kg/m3); γ v -specific heat ratio of vapor (for one-atom vapor, γ v is 5/3; for double-atom vapor, γ v is 7/5; and for multiple-atom vapor, γ v is 4/3); R v -gas constant for working fluid vapor (J/kmol·K); T v -a micro heat pipe’s operating temperature (K); R 0-universal gas constant (J/kmol·K); M-working fluid’s relative molecular mass (g/mol); the rest parameters are the same as in Eqs. (1)–(15).
So, the mathematical model for the capillary limit of a circular micro heat pipe with a sintered wick on trapezium-grooved substrate can be built as follows,
where, F v is determined by Re v and M v .
Thus it can be deduced from Eq. (23) that when the working fluid, operating temperature and effective length have been fixed, a micro heat pipe’s capillary limit is related to the following factors: diameter of vapor cavity; the top-width, bottom-width, depth and the number of the grooves in trapezium-grooved substrate; copper powders’ size, void fraction, sintered thickness in its sintered wick; the vapor flow’s working condition. When diameter of a micro heat pipe is the only variable and the rest parameters are fixed, though the cross section area of the wick will be directly proportional to the decrease of the diameter, the capillary limit is not direct proportional to such decrease, for the frictional coefficients of both working fluid and vapor will increase instead. Furthermore, the entrainment limit of a micro heat pipe will sharply decrease and dominate the whole heat transfer process, causing dramatic decrease in its heat transfer performance. So, appropriate diameter of a micro heat pipe should be designed to suit concrete application situation.
4 Performance analysis of capillary limit
The performance testing is conducted under the following experimental conditions: micro heat pipes being horizontally placed; H2O as working fluid; operating temperature of evaporator section being 60 °C; the lengths of evaporator, adiabatic and condenser sections being 50, 85 and 100 mm, respectively; external diameter of the pipes 6 mm; the thinnest wall thickness 0.2 mm; trapezium grooves in sector structure with top-width 0.3 mm and depth 0.25 mm, and the thickness of the thinnest part between grooves being no less than 0.05 mm; the wicks sintered with no lucite powders being added. Micro heat pipes with a trapezium-grooved wick, a sintered wick, and the compound structure of a sintered wick on trapezium-grooved substrate are tested respectively to study their capillary limit performances. The experimental results are shown in Fig. 6: Curve 1 shows capillary limit for a micro heat pipe with a trapezium-grooved wick having grooves of optimal structural parameters; Curves 2, 4, 6, 8 and 10 demonstrate the relationships between capillary limit and sintered thickness for micro heat pipes with sintered wicks when particle sizes of copper powders are less than 80 μm, in the range of 80–110, 110–140, 140–170, 170–200 μm, respectively; Curves 3, 5, 7, 9 and Curve 11 demonstrate the relationships between capillary limit and sintered thickness for micro heat pipes having the compound structure of a sintered wick on trapezium-grooved substrate when its grooves are of optimal structural parameters and particle sizes of copper powders are less than 80 μm, in the range of 80–110, 110–140, 140–170, 170–200 μm, respectively.

Relationship between capillary limits and wick structures
5 Machining method and heat transfer experiments
5.1 Machining of trapezium-grooved wick
Multi-tooth tools are adopted in high-speed spinning with full liquid to machine uniformly distributed trapezium micro grooves of large depth-width ratio in the inner wall of a circular miniature copper pipe. In view of copper pipes’ physico-mechanical properties, multi-tooth tools are adopted in high-speed spinning with full liquid to make the surface layer metal of the inner wall in a copper-based pipe produce continuous plastic deformation, forming the grooves of special shapes, i.e. micro grooves of different cross-section and tooth shapes can be machined by setting machining parameters [11]. One obvious advantage of this method is its economizing materials for there is no waste of materials when machining micro grooves. The materials of the inner surface undergo plastic deformation under the pressure of multi-tooth tool and spinning balls in complex plastic flow, and finally the micro grooves forms in the inner wall. Since metal transfers only in volume in plastic state and needs no removal at all, higher utilization ratio of metal can be achieved. Another advantage is that this machining method can enhance the mechanical and physical properties of the machined finned tube. This is because as the result of the squeezing of the multi-tooth tool and spinning balls, the plastic deformation in copper pipe’s wall alters not only its shape and dimension, but its structure and performance. Experimental results show that the grains become thinner and elongate like fibers after being machined; surface metal fibers have merely been extruded instead of being cut off; reasonable streamline distribution enhances its fluidity performance; the compact structure helps increase its strength and yield limits as well as antifatigue strength, wear and corrosion resistances. Therefore the potential plasticity of metal materials can be fully explored. The third advantage is that there exists no contact thermal resistance between grooves and the wall for the micro grooves are formed directly from plastic deformation by the metal in inner wall. The fourth advantage is that, under the cool spinning with high speed and full oil supply, drawing force and surface roughness on processed surface are remarkably decreased. Its machining principle is shown in Fig. 7.

Diagram for the machining principle of trapezium micro-grooves. 1 Spinning cavity; 2 sizing die; 3 copper pipe; 4 fluid-filled cavity; 5 located die; 6 multi-tooth tool; 7 spinning ball; A sealing face; F drawing direction; n direction of rotation
Trapezium grooves of the following structural parameters can be manufactured by the method shown in Fig. 7 in the inner wall of a circular copper pipe: outer diameter being 6.0 mm, inner diameter 5.1 mm, groove number 60, groove depth 0.20 mm, groove bottom-width 0.15 mm, groove top-width 0.20 mm, the grooves being uniformly distributed along circumference. This copper pipe is sheard off into 10 trapezium-grooved containers of 400 mm in length, among which, five containers are for the micro heat pipes with trapezium-grooved wick and the rest are sintered to manufacture the micro heat pipes with a compound structure of sintered wick on trapezium-grooved substrate.
5.2 Sintering molding principle of wicks
Sintering copper powders in the inner wall of a copper tube is a kind of single-component system sintering. The protective gas 99.999 % hydrogen works under the relatively low pressure of 0.03–0.05 MPa in molding to improve the sintered wick’s porosity. In the experiments, and the copper powders of particle size 140–170 μm were sintered in the inner wall under the protection of to mold the sintered wick and the wick with the compound structure of a sintered wick on trapezium-grooved Substrate, with the rest technological parameters as follows: the outer diameter 6.0 mm, the inner diameter 5.1 mm, and the effective sintered length 235 mm. The molding principle is illustrated in Fig. 8 [12]: first the copper tube was sealed by a big choke plug at one end, then a stainless mandrel was placed into this tube, and after that copper powders were primed into it from the other end, which was then sealed by a small choke plug, and finally the whole apparatus thus formed was placed on the steadier and sintered for some sintering time at certain sintering temperatures in RXL-12-11 resistance furnace. After sintering, the mandrel and the two choke plugs were taken out by special tools, thus a sintered wick with certain porosity was molded. In the experiments, the diameter of a stainless mandrel is 3.5 mm. The five containers of sintered wick and the 5 containers of a sintered wick on trapezium-grooved substrate are used to manufacture the micro heat pipes.

Molding principle for sintered wicks of MHP. 1 Small choke plug; 2 copper container; 3 copper powders; 4 stainless mandrel; 5 big choke plug
5.3 Heat transfer performance testing
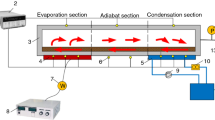
The containers with trapezium grooves, sintered wick and the compound structure are through the processing of vacuum pumping, working fluid perfusing and packaging to be manufactured into five micro heat pipes with trapezium-grooved, five micro heat pipes with sintered wick and five micro heat pipes with the compound structure of a sintered wick on trapezium-grooved substrate. The experimental device in Fig. 9 was employed to test heat transfer performance of the micro heat pipes of each type respectively. Each micro heat pipe, 235 mm in length, is horizontally placed, and its evaporator section is 50 mm in length. To guarantee thermal uniformity of the heat input into a micro heat pipe, an electrical bar heats copper sheathing, which is to heat the heat pipe. Copper sheathing consists of upper and lower parts, which clamp the micro heat pipe while testing. The contact surface between copper sheathing and the micro heat pipe is coated with heat-conducting silicone grease, and outside the copper sheathing is wrapped with asbestos to reduce heat loss by radiation. Two heating rods are inserted into upper and lower parts of copper sheathing respectively, and the temperature of which is controlled to be the average of T1 and T2. Besides, its adiabatic section’s length is 85 mm, and condenser’s length is 100 mm, the temperature being the average of T3 and T4. Furthermore, the condenser is cooled by water. Heat transfer power of a micro heat pipe is the heating rod’s total power minus the heat loss by radiation. The heating rod’s power can be derived by W = U · I, and its measurement error is within 5 %. K-electric thermo-couple is employed, and its measurement error is less than 0.5 °C. To guarantee the tests’ reliability and reduce the errors from fabrication technology and measurement, five samples are tested for each type of micro heat pipes, and its measured value is the average of the 5. During the testing process, the input power is increased gradually till the evaporator’s temperature, i.e. the average of T1 and T2, is 60 °C and the temperature fluctuations at different data acquisition points in 20 s range within 0.2 °C, the micro heat pipe is in the state of heat balance, so the data at this moment should be collected.

Heat transfer performance testing of micro heat pipe
The theoretical values and experimental results of the heat transfer performances for the micro heat pipes with the three types of wicks mentioned above are shown in Fig. 10, where on the horizontal axis of a two-dimensional Cartesian coordinate system, 1 represents the micro heat pipes with trapezium-grooved wick, 2 represents those with a sintered wick and 3 represents those with a compound structure of sintered wick on trapezium-grooved substrate; besides, Curve 1 illustrates the theoretical heat transfer capacity of the micro heat pipes of each type, and Curve 2 illustrates the experimental results of heat transfer performances for the micro heat pipes of each type. It can be concluded from Figs. 6 and 10 that the heat transfer performance for the micro heat pipes with a compound structure of sintered wick on trapezium-grooved substrate is superior to those with a simplex sintered wick or trapezium-grooved wick. However, for the current manufacturing technology, it is rather difficult to machine the trapezium grooves of the optimized structural parameters, and therefore the heat performance for a micro heat pipe with sintered wick is better than that with grooved-wick. Further, it can also be concluded from Fig. 10 that the actual heat transfer quantity for a micro heat pipe is slightly lower than its corresponding theoretical one. And the main reason for that is as follows: for a micro heat pipe with grooved wick, owing to the existence of machining error and surface roughness, the grooves’ actual equivalent structural parameters are smaller than those in theoretical analysis when the micro heat pipe is in real operation; for a micro heat pipe with sintered wick, due to the dispersity of copper powders’ particle size, their arrangement rule differs a little from that in modeling, so heat transfer error is relatively larger; for a micro heat pipe with a compound structure of sintered wick on trapezium-grooved substrate, its heat transfer error is the largest of the three types because there exists not only the heat transfer error from the trapezium grooves and sintered wick, but from the sintering process, during which some copper powders may drop into the grooves while being filled into the container, and definitely decrease the working fluid’s backflow space and therefore increase the resistance to working fluid’s backflow. However, this heat transfer error can be tackled by decreasing the grooves’ structural parameters and increasing copper powders’ particle size within certain range, beyond which the total heat transfer capacity is bound to be affected.

Comparison of heat transfer performance of micro heat pipe
6 Conclusion
For a micro heat pipe with a simplex sintered wick, choosing appropriate particle size of copper powders and sintered thickness can help obtain capillary limit superior to that of micro heat pipe with a simplex trapezium-grooved wick having optimal groove structures, and there exists an optimal sintered thickness that makes capillary limit obtain optimum value.
For a micro heat pipe with a compound wick having the structure of a sintered wick on trapezium-grooved-wick substrate, its capillary limit is evidently superior to that of a micro heat pipe with a simplex grooved wick or a simplex sintered wick. Capillary limit for a micro heat pipe with a simplex sintered wick increases with particle size of copper powders, whereas for a heat pipe with the compound structure of a sintered wick on trapezium-grooved-wick substrate, its capillary limit decreases with particle size of copper powders. Therefore, how to reduce backflow resistance of working fluid is crucial to increasing capillary limits. Furthermore, in order to avoid the grooves being filled, copper powders of the particle size larger than groove’s top-width should be selected.
References
Chen D (2005) New technologies of electronics cooling[J]. Chin J Low Temp Phys 27(8):255–262 (in Chinese)
Gu Z (1994) Reliability theory and practice of computer[M]. University of Electronic Science and Technology Press, Chengdu (in Chinese)
Vasiliev LL (2006) Micro and miniature heat pipes—electronic component coolers. Appl Therm Eng 33(8):105–113
Zhuang J, Zhang H (2000) Technology and application of heat pipe[M]. Chemical Industry Press, Beijing, pp 25–78 (in Chinese)
Kim SJ, Seo JK, Do KH (2003) Analytical and experimental investigation on the operational characteristics and the thermal optimization of a miniature heat pipe with a grooved wick structure. Int J Heat Mass Transf 46(11):2051–2063
Launay S, Sartre V, Mantelli MBJ et al (2004) Investigation of a wire plate micro heat pipe array. Int J Thermal Sci 43(5):499–507
Launay S, Sartre V, Lallemand M (2004) Experimental study on silicon micro-heat pipe arrays. Appl Therm Eng 24(2–3):2331243
Kang SW, Tsai SH, Chen HC (2002) Fabrication and test of radial grooved micro heat pipes. Appl Therm Eng 22(14):1559–1568
Rojas ME, Andres MC (2006) Theoretical and experimental study of two-phase flow in micro-channels grooved into horizontal pipes. Int J Multiph Flow 32(4):5171526
Nilson RH, Tchikanda SW, Griffiths SK et al (2006) Steady evaporating flow in rectangular microchannels. Int J Heat Mass Transf 49(9–10):1603–1618
Li Y (2008) Study on forming mechanism of axial micro grooves inside copper heat pipe via high-speed ball-spinning. Ph.D thesis. South China University of Technology Guangzhou, China
Li X (2009) Study on manufacturing method and heat transfer capability of micro heat pipe with sintered wick. Ph.D thesis. South China University of Technology Guangzhou, China
Lu L (2009) Formation mechanism study of grooved wicks with porous layer applied in tubular vapor chamber. Ph.D thesis. South China University of Technology Guangzhou, China
Chi Y. (2007) Design, fabrication, testing and analysis of high performance miniaturized capillary pumped loops. Ph.D thesis. South China University of Technology Guangzhou, China
Acknowledgments
This project supported by National Natural Science Foundation of China (51075218), Natural Science Foundation of Heilongjiang Province of China (E200909) and Hei Long Jiang Postdoctoral Foundation (LBH-Z10006).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Li, X., Wang, J., Hu, Q. et al. Experimental and theoretical research on capillary limit of micro heat pipe with compound structure of sintered wick on trapezium-grooved substrate. Heat Mass Transfer 49, 381–389 (2013). https://doi.org/10.1007/s00231-012-1090-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00231-012-1090-y