
Abstract
A three dimensional simulation of molten steel flow, heat transfer and solidification in mold and “secondary cooling zone” of Continuous Casting machine was performed with consideration of standard k−ε model. For this purpose, computational fluid dynamics software, FLUENT was utilized. From the simulation standpoint, the main distinction between this work and preceding ones is that, the phase change process (solidification) and flow (turbulent in mold section and laminar in secondary cooling zone) have been coupled and solved jointly instead of dividing it into “transient heat conduction” and “steady fluid flow” that can lead to more realistic simulation. Determining the appropriate boundary conditions in secondary cooling zone is very complicated because of various forms of heat transfer involved, including natural and forced convection and simultaneous radiation heat transfer. The main objective of this work is to have better understanding of heat transfer and solidification in the continuous casting process. Also, effects of casting speed on heat flux and shell thickness and role of radiation in total heat transfer is discussed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Continuous Casting (quick quenching from liquid state) is the process whereby molten metal is solidified into a “semi-finished” billet, bloom, or slab for subsequent rolling in the finishing mills. The process is utilized very often to cast steel. While other metals such as copper and aluminum are also cast continuously. This production process has the following advantages [1–3]:
-
a.
The near-net shape formation of metallic materials, which will be accompanied by reduction of energy, time and labor.
-
b.
The development of new functional properties caused by structural modification, such as the formation of non-equilibrium phases.
-
c.
An improvement of mechanical properties caused by decreased segregation and the refinement of grain size.
Meanwhile, “Mathematical Modeling” is an incredible and reliable tool for obtaining required information and preventing costs of experimental investigations in order to increase the efficiency and improve the product quality.
However, a typical continuous casting process involves simultaneous and coupled phase change (solidification), fluid flow and heat transfer. As the process is going to be modeled three dimensionally, there will be large amount of computational cells; therefore it is very difficult to reach an adequate exact answer.
On the other hand, these coupled phenomena impose complexities, so it is very difficult to reach an adequate exact answer. Hence the majority of presented numerical solutions to this kind of phase change problem [4, 5] are defining the process as a transient heat conduction and steady fluid flow. In other words, in order to improve the convergence of numerical solutions, the phase change has to be separated.
In this work, flow and solidification are coupled and solved together steadily. It is obvious that the answer will be more reliable, because as we know, solidification of a thin shell changes the physical boundaries of the domain and molten steel flows over this wall. It is clear that the effect of this wall is not neglected in this simulation.
2 Main operations of continuous casting machines
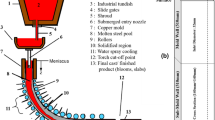
The main operations in the continuous casters, shown schematically in Fig. 1, are as below:

Different parts of a continuous caster
-
a.
The steel is heated above its liquidus temperature in the furnace to the desired specific degree which is called “superheating degree”.
-
b.
Then, it is carried by ladle and stored in tundish, not only in order to prepare certain amount of material on top of the machine at inlet of mold, but also to provide the capability of uniform distribution in the mold.
-
c.
Molten steel enters from the tundish through the ports of SEN (Submergence Entry Nozzle) into the top of mold. In fact the nozzle makes the flow circulate as it impinges the narrow wall of mold.
As shown in Fig. 2, the formation of two vortexes at the top and bottom of mold is necessary, because as we know the conductivity of steel is lower than other typical metals like copper. Hence, entering the liquid steel directly into the mold instead of forcing it to circulate can cause unbalances and also clogging as the steel cools and reaches the solidus temperature and even at the end, breakout of process.
Fig. 2 
Mold structure
The depth of mold can vary up to 2.5 m. Thermal and mechanical behavior of the mold depends on its construction and constraints, including geometrical properties, casting speed, boundary condition, etc.
The mold is basically an open-ended box structure which includes four separate walls, containing water-cooled inner lining fabricated from high purity copper and other metallic alloys. The main roll of the mold, which is the most important part of a continuous caster, is to construct a solid shell, sufficient in strength to sustain its liquid core upon entry into the “Secondary Cooling Zone”.
-
d.
In secondary cooling zone, different modes of heat transfer including natural and forced convection and also radiation extract the heat from the surface. As we know, the conductivity of steel is very low in comparison with other industrial metals like copper, hence the metallurgical length (the length from top of mold that the entire molten metal changes into solid) for steel continuous casters is very longer.
Vertical casters cause considerable increase in expenses of building the necessary basic structures, therefore the slab is curved section by section by means of conductor rolls through increasing the angle, during or after exiting the mold to be positioned in direction of horizon, as shown in Fig. 1.

3 Physics of the process
3.1 Heat transfer
As mentioned before, Continuous Casting is a phase change process. A procedure called “Enthalpy-Porosity” is devised for modeling the solidification/melting process. In this technique, a quantity named “Liquid Fraction”, which shows the fraction of the cell volume that is in liquid phase, is related with each cell in the domain. The liquid fraction is computed every iteration with consideration of enthalpy balance. The “mushy zone” is a region in which, the liquid fraction lies between 0 and 1 and throughout the phase change, the porosity decreases from 1 to 0 as metal solidifies. When the metal has totally solidified in a cell, the porosity becomes zero and as a result, the velocities drop to zero as well [6, 7].
The enthalpy of the material is computed as sum of the sensible enthalpy, h and the latent heat, ΔH and can be shown as:
where:
The liquid fraction β is defined as:
The latent heat content is now written in terms of material latent heat L as below:
And after all the energy equation is written as
Actually, the solution for temperature is fundamentally iteration between the energy equation and the liquid fraction equation.
3.2 Momentum
The continuity and Navier–Stokes equations for the steady fluid flow of incompressible Newtonian fluids are:
The enthalpy-porosity procedures treat the mushy region (partially solidified region) as a porous medium. The porosity in every cell is set equal to the liquid fraction in that cell. In fully solidified regions, the porosity is equal to zero, which extinguishes the velocities in these regions. The momentum sink due to the reduced porosity in the mushy zone takes the following form:
where \( \xi \) is a small number (0.001) to prevent division by zero, A mush is the mushy zone constant, and \( \overrightarrow {{\upsilon_{p} }} \) is the solid velocity due to the pulling of solidified material out of the domain (also referred to as the pull velocity). When the molten steel is completely solidified (β = 0) \( \frac{{(1 - 0)^{2} }}{0 + 0.001} \) is multiplied to mushy zone constant which results in a big sink term, therefore the velocity move toward pull velocity. When the metal is completely in liquid form (β = 1) the sink term becomes zero and is terminated from momentum equation. The mushy zone constant measures the amplitude of the damping; the higher this value, the steeper the transition of the velocity of the material to zero as it solidifies. The pull velocity is included to account for the movement of the solidified material as it is continuously withdrawn from the domain in continuous casting processes. The presence of this term in momentum sink equation allows newly solidified material to move at the pull velocity.
3.3 Turbulence
As a result of nozzle construction that makes the flow to accelerate and fluctuate and also the jet impingement to the narrow wall of mold that makes the flow circulate, the flow is vastly turbulent. A number of works in the past have been done in order to evaluate the accuracy of different turbulence models in the complicated task of predicting flow behavior close to a wall where there is a jet impingement [8]. They have shown that k−ε turbulent model would be suitable for this purpose. With the k−ε Model, the turbulent viscosity is given by:
The two supplementary partial differential equations including Transport of turbulent kinetic energy and dissipation rate of turbulent kinetic energy are given by:
But in order to achieve reasonable accuracy on a coarse grid, the k − ε model requires special “Wall Functions” as boundary conditions. For this reason, the non-dimensional cell size at the wall or y + is defined as:
In some usual codes that have been used in continuous casting simulation until now like CFX, y + is kept at about 30. It has been shown that, although the predicted flow patterns for the standard k−ε model match well with experimental measurements, the calculation of heat transfer has some difficulties [8]. The standard k−ε model greatly under–predicts heat flux so user defined wall functions with lower y + have to be employed to match experimental heat transfer results.
Fortunately in this simulation, the log-law is employed when y + < 11.225 and the results, both in flow pattern and temperature field have good agreement with investigational results.
Sink terms used for reduction of porosity in turbulent equations are similar to ones used in momentum equation with the nearly same function. This term is:
4 Boundary condition
As mentioned, there are three types of heat transfer in secondary cooling zone of steel continuous casters:
4.1 Forced convection
Although other types of heat transfer in this region are important, however, forced convection is the most significant one. Actually, by positioning water spray jets with specific water flow rate, temperature and distribution on the surface, the heat of surface is mostly extracted.
4.1.1 Forced convection coefficient
Forced convection coefficients are calculated using semi-empirical Nozaki et al. correlation [9–11]:
For the downward facing surfaces, (1 − 0.15cos(θ)) is the coefficient which has been modified to include the effect of orientation whereas, θ is the slab surface angle from horizontal direction. This modification for the downward facing surface is based on the measurements by Bolle and Moureau [12].
The α values (machine dependent calibration factor) have been determined by automated iterative calculations, so that adjusting h spray over the corresponding length of the machine until the steady-state caster model results agreed with the surface temperature measurements. These findings appear reasonable given that Nozaki et al. [13] used α value of and that Laitinen and Neittaanmäki [14] used α value of 5 and 6 in the same correlation.
4.1.2 Cooling water rate
Determination of cooling water rate in the secondary cooling zone is very important. Practically by different kinds of positioning of distributors and also controlling the temperature and flow rate of cooling water, various forms of forced convection situations can be created which depends on:
-
a.
Design, functional conditions, capabilities and constrains of continuous casting machines.
-
b.
Metallurgical considerations.
Figure 3 shows one of the standard positioning of distributors. Each of these distributors can effectively cover an area with diameter of about 230 mm Therefore; there must be 24 distributors in one square meter.

Standard positioning of distributors
4.2 Natural convection
Natural convection heat transfer coefficient correlation used previously in continuous caster modeling is given by [15]:
In comparison with other types of heat transfer, the natural convection is not very important and it is often added as a constant value (about 8 W/(m2.K)) to forced convection coefficient.
4.3 Radiation
The solidified shell that enters the secondary cooling zone has high temperature. It shows the necessity of thermal radiation to be computed over the entire casting surface. The surface emissivity for steel is taken to be a function of surface temperature determined from the data compiled by Touloulian et al. [16].
After determination of all kinds of heat transfer, the boundary condition on walls in secondary cooling zone is written as:
That
5 Continuous caster parameters and working condition of steel
The different parameters of the submergence entry nozzle and mold are given in Table 1. Table 2 shows different parameters of secondary cooling zone. Steel properties and its working condition are shown in Table 3.
6 Numerical model
The computational fluid dynamics software, FLUENT has been used. It is composed of the preprocessor, GAMBIT and the solver and postprocessor FLUENT. In one part, GAMBIT is used to set-up the geometry, the mesh and the boundary types of the three dimensional mold and secondary cooling zone shape, and in other part, FLUENT running allows one to obtain the numerical solution of the fluid flow equations by finite volume discretization. An implicit scheme and the k−ε model, which solves a modeled transport equation for the turbulent viscosity, are used.
Melting/solidification model, SIMPLEC arithmetic and under-relaxation iteration are used in the simulation of the continuous casting process. As mentioned, there are different complicated involving phenomena in this process, including turbulent flow and as shown in Fig. 2, there is no difference between four quarters of mold domain so, in order to reduce the computations as much as possible, the simulation can be performed for only one quarter of it.
In the secondary cooling zone it is completely different, because although left and right halves of this region are the same, upper and lower quarters of it are not in the same physical position. Therefore in the secondary cooling zone the simulation must be performed for half of domain. It must be mentioned that in this region, the flow is considered laminar.
The grid is unstructured vertically and horizontally in the mold region and it has been compressed wherever it is essential particularly where the flow impinges the narrow wall and returns. However, as grid independent process has been performed, solving these governing equations in the mold region takes lots of time (about 8 h) for grid of about 245,000 essential nodes by a usual pc. Solving the governing equations in the secondary cooling zone for uniform grid in whole domain with 400,000 essential nodes takes 5 h by a usual PC.
The solution convergence (with momentum residuals <10−4 and energy residual <10−7) happened in about 1,800 iterations in mold region, which was followed by 500 additional iterations and in about 800 iterations in secondary cooling zone, which was followed by 200 additional iterations.
7 Results and discussion
7.1 Validation
In order to show the accuracy of present work, a comparison performed in heat transfer, fluid flow and phase change. Simulation of Continuous Casting process by Thomas and O’Malley [4] was preferred for this purpose. Although there is a good match in heat transfer but as mentioned before, their work simulated the process of heat transfer, phase change and flow separately, so the differences in flow pattern are expected.
Figures 4, 5 and 6 show and compare the heat flux distribution on wide wall of the mold, velocity on jet centerline and solidified shell thickness respectively for both simulations.

Heat flux on wide walls of mold

Velocity on jet center line

Shell thickness on wide wall
7.2 Casting speed
7.2.1 Mold
The mold of a continuous caster is the most significant part of it. Choosing most appropriate casting speed completely depends on two factors including Continuous Caster capability to produce sufficient cooling fluxes on walls of mold for extracting heat from the system and forming solid shell and Metallurgical considerations.
7.2.1.1 Heat flux
In order to have more casting speed, the mass flow rate through the nozzle into the mold is increased. Accordingly, there is less time for the mold walls to form a shell from the liquid, which is sufficient in strength, because it is pulled out of the mold faster. Whereas, this is very important considering metallurgical concerns (that is not discussed in this paper), it causes a great enhance in values of heat flux on both narrow and wide walls of the mold that can be very significant, since each casting system has restricted cooling potential specially at the impingement point on the narrow wall where there is maximum heat flux. Figures 7 and 8 show the heat flux on narrow and wide walls of the mold for different casting speed.

Heat flux (MW/m2) on wide wall of mold

Heat flux (MW/m2) on narrow walls of mold
7.2.1.2 Shell thickness
Not only casting speed of the system increases the heat flux needed, but also it can affect shell thickness along the both narrow and wide walls of the mold, which are shown in Figs. 9 and 10. So it is very important to consider the metallurgical and economical views in choosing the best casting speed for a Continuous Casting machine.

Effect of casting speed on shell thickness for narrow wall

Effect of casting speed on shell thickness for wide wall
7.2.2 Secondary cooling zone
As stated earlier, there are three types of heat transfer involved in this region of a continuous caster, which are forced convection, natural convection and radiation. It is of great significance to consider that cooling the hot surface of slab after exiting the mold by radiation is absolutely free and imposes no cost to the system for producing cooling water for spray jets. On the other hand, due to the fourth-order dependence of the radiation heat flux on temperature, which stated in Eq. 17, higher surface temperature makes the radiation heat transfer more important. Therefore, following parameters are discussed:
7.2.2.1 Temperature
As shown in Fig. 11, it is expected and observed that, the temperature on the wall of the slab considerably increases by enhancement of casting speed. But the unexpected phenomenon is the rate of this augmentation in temperature, which is decreasing. Table 4 shows the mean temperature on the wall of the slab after exiting from the mold and percentage of increase in temperature for different casting speed. The cause can be discovered in role of radiation heat transfer in total heat transfer. In other words, by increasing the walls temperature as result of enhancement of casting speed, the share of radiation heat transfer from total heat transfer increases and extracts more heat from the surface with the same flow rate of cooling water.

The effect of casting speed on temperature distribution in secondary cooling zone
7.2.2.2 Metallurgical length
It is obvious that by increasing the casting speed and consequently temperature distribution on the walls, there will be a great enhancement in metallurgical length. So it will be a very crucial and fundamental factor in the way of designing the casters. Figure 12 shows the effect of casting speed on metallurgical length on centre plane of a caster. (A: casting speed = 0.025, B: casting speed = 0.020 and C: casting speed = 0.015) Metallurgical length and percent of its increase are shown in Table 4. Once more for the same reason, as specified for temperature distribution, the rate of increase in metallurgical length decreases for more casting speed.

The effect of casting speed on metallurgical length
8 Conclusion
A three dimensional turbulent flow and solidification in a thin slab continuous caster has been simulated both in mold and secondary cooling zone. The model coupled and solved the k−ε flow and heat transfer simultaneously and from this viewpoint has an advantage. The accuracy of modeling approach demonstrated in comparison to a simulation [5], although there are little differences because of some unidentified parameters.
Then, some significant parameters investigated and the different working condition was shown for them. Consequences of casting speed on necessary heat flux, shell thickness of mold have been analyzed. Finally, temperature distribution and metallurgical length in secondary cooling zone and also, share of radiation in total heat transfer was discussed.
Abbreviations
- C1, C2, C3:
-
Constant
- c p :
-
Specific heat at constant pressure [J/(kg.K)]
- g :
-
Magnitude of gravity [m/s2]
- h :
-
Sensible enthalpy
- h ref :
-
Reference enthalpy
- h ext :
-
Convection coefficient
- H :
-
Enthalpy
- K :
-
Conductivity [W/(K.m)]
- L :
-
Latent heat of the material [J/kg]
- ΔH :
-
Latent heat [J/kg]
- Q w :
-
Water flow rate in spray zone [L/(m2.K)]
- S :
-
Sink Term
- T :
-
Temperature [K]
- T solidus :
-
Temperature [K]
- T liquidus :
-
Temperature [K]
- T ref :
-
Reference temperature [K]
- T surface :
-
Surface temperature [K]
- T ambient :
-
Ambient temperature [K]
- T spray :
-
Temperature of the spray cooling [C]
- h nat :
-
Natural convection heat-transfer coefficient [W/(m2.K)]
- h spray :
-
Spray cooling heat-transfer coefficient [W/(m2.K)]
- T ext :
-
Cooling water temperature [K]
- u :
-
Velocity component [m/s]
- \( \overrightarrow {\upsilon } \) :
-
Fluid velocity [m/s]
- \( \overrightarrow {{\upsilon_{p} }} \) :
-
Pull velocity [m/s]
- P :
-
Pressure field [N/m2]
- y + :
-
Non-dimensional cell size at the wall
- y :
-
Distance from the wall
- α:
-
Machine dependent calibration factor
- β:
-
Liquid fraction
- ρ:
-
Density [kg/m3]
- μo :
-
Laminar viscosity [kg/(m.s)]
- μ t :
-
Turbulence viscosity [kg/(m.s)]
- k :
-
Transport of turbulent kinetic energy [m2/s2]
- ε:
-
Dissipation rate of kinetic energy [m2/s3]
- ε R :
-
Surface Emissivity
- σ:
-
Stefan-Boltzmann coefficient [W/(m2.K4)]
- ϕ:
-
Turbulent parameter that is solved
- i, j:
-
Coordinate direction indices, which when repeated in a term, imply the summation of all three possible terms
References
Hagiwara M, Inoue A (1993) Production techniques of alloy wires by rapid solidification techniques. In: Liebermann HH (ed) Rapidly solidified alloys conf. Marcel Dekker, New York, pp 139–156
Boettinger WJ, Perepezko JH (1993) Fundamentals of solidification at high rates. In: Liebermann HH (ed) Rapidly solidified alloys. Marcel Dekker, New York, pp 17–78
Herlach DM, Willnecker R (1993) Under cooling and solidification. In: Liebermann HH (ed) Rapidly solidified alloys. Marcel Dekker, New York, pp 79–102
Thomas BG, O’Malley R (2000) Validation of fluid flow and solidification simulation of a continuous thin-slab caster. MCWASP IX Conf., Shaker Verlag, GmbH, Aachen, pp 769–776
Meng Y, Thomas BG (2003) Heat transfer and solidification model of continuous slab casting: CON1D. Metall Mater Trans B 34B(5):685–705
Voller VR (1987) Modeling solidification processes. Technical report, mathematical modeling of metals processing operations conference, American Metallurgical Society, Palm Desert, CA
Voller VR, Brent AD, Reid KJ (1987) A computational modeling framework or the analysis of metallurgical solidification process and phenomena. Technical report, conference for solidification processing, Ranmoor House, Sheffield, Sep 1987
Creech DT, Thomas BG (1998) 3-D turbulent multiphase modeling of molten steel flow and heat transfer in a continuous slab caster. CFX User’s conference, Wilmington, DE, 1 Oct 1998
Hardin RA, Liu K, Kapoor A, Beckermann C (2003) A transient simulation and dynamic spray cooling control model for continuous steel casting. Metall Mater Trans B 34B:297
Brimacombe JK, Agarwal PK, Hibbins S, Prabhaker B, Baptista LA (1984) Spray cooling in the continuous casting of steel. Contin Cast 2:109–123
Nozaki T, Matsuno JI, Murata K, Ooi H, Kodama M (1978) Thermal soft reduction incontinuously cast slabs. Trans Iron Steel Inst Jpn 18(6):330–338
Bolle L, Moureau JC (1979) International conference on heat and mass transfer in metallurgical processes. Dubrounik, Yugoslavia, pp 527–534
Nozaki T (1978) A secondary cooling pattern for preventing surface cracks of continuous casting slab. Trans ISIJ 18:330–338
Laitinen E, Neittaanmäki P (1988) Numerical solution of the problem connected with the control of the secondary cooling in the continuous casting process. Control-Theory Adv Technol 4:285–305
De Bellis CL, Le Beau SE (1989) ASME Nat. Heat Transfer Conf. Proc. HTD 113:105–111
Touloulian YS, Powell RW, Ho CY, Clemens PB (1972) Thermo physical properties of matter, vol 8. IFI/Plenum, New York
Acknowledgments
The authors would like to express their gratitude to the supporters of this work especially H. Ajam and S. Seyyedy.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Sadat, M., Honarvar Gheysari, A. & Sadat, S. The effects of casting speed on steel continuous casting process. Heat Mass Transfer 47, 1601–1609 (2011). https://doi.org/10.1007/s00231-011-0822-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00231-011-0822-8