
Abstract
Severe local fiber deviation in timber boards can lead to reduced strength values. As grading machines do traditionally not detect these deviations, such boards are typically assigned to higher strength values than they actually possess. Based on statistics, these cases are taken into account in machine grading. Slope of grain can be measured on the surface by laser diffraction. The aim of this study is to estimate the reducing effect of local slope of grain on tensile strength, which is caused by top ruptures and the impact on the grading results of machine strength grading. This is investigated in full-scale tensile tests. In total, 192 test specimens of Norway spruce (Picea abies) with more or less pronounced local slope of grain were selected, measured and strength-tested to show the influence of local slope of grain on tensile strength. The utilized timber was sawn from relatively small diameter logs. The grain angle was determined on all four longitudinal sides of the boards with the help of a dense matrix. A model is presented for estimation of the grain deviation over the cross section of the sawn timber. These values are converted into a strength-reducing factor taking into account the ratio of tensile strength parallel and perpendicular to the grain. The introduced strength prediction algorithm is tested for the investigated sample. Improvement of the reliability and economy of timber grading using grain angle as an additional parameter will be possible. Furthermore, it is shown that different strength-reducing features such as top ruptures in sawn timber can be located on the specimens, and the strength-reducing effect can be estimated. Local slope of grain around knots is not part of this study.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The use of timber as a building material implies that the wood industry needs to produce products with guaranteed mechanical properties. Therefore, the timber is machine graded into different strength classes or alternatively, visually graded and assigned to different visual grades by an operator, which concurrently reduces the range of variation of sawn timber.
Some products require very restrictive grading or even very accurate prediction of the characteristic properties due to serious consequences in case of failure of just one single piece. Products like scaffold boards or formwork beams are such elements that do not benefit from a homogenization effect. The strength properties of these products are usually determined by machine grading combined with additional very demanding visual inspection. Assigning the boards to wrong strength classes can happen if strength-reducing features are not detected or poorly estimated. Wrongly upgraded boards are statistically taken into account by deriving settings for grading machines based on test samples.
Quality assessment of timber samples randomly selected at plant inspections has shown that altering slope of grain, due to growth defects or spiral grain, is often not detected or neglected by the grader during visual grading. Growth defects like top rupture are not always defined in detail as a visual grading feature. Top rupture is characterized by an abrupt and distinct slope of the pith from the longitudinal axis of the log, causing typical fiber deviation in this area, mainly resulting from the top young shoot dying back during early years and one of the side shoots forming the new top. Splay knots can often be identified in such areas due to the competitive situation for the side shoots. In these cases, the splay knot can be detected during machine grading, and the strength-reducing effect is taken into account for these boards.
In contradiction to the German standard DIN 4074-1:2012, where top rupture is only briefly mentioned, the Nordic INSTA 142:2009 standard addresses this feature in detail, as well as curly grain. Due to the anatomy of this feature and the slope of the pith from the longitudinal axis, more general requirements describing slope of grain have to be defined when a specific requirement for top rupture is absent. Spiral grain can also be a distinct slope of grain (Säll 2002), but this is not the focus of this study. This feature typically leads to twisting of the board during the drying process and is therefore easy to detect in visual grading.
Even within the same wood species, material properties can vary largely compared to other building materials. The production speed achieved by visual strength grading based on, for example, the German standard DIN 4074-1:2012 is not competitive compared to the speed of modern grading machines. Furthermore, visual grading of softwood into strength classes higher than C35 is limited, as described in DIN EN 1912:2013. Grading machines use parameters like dynamic modulus of elasticity, knot sizes, density and various combinations of these. All machine grading methods are based on a correlation between the parameters measured by the grading machine and the material properties determined on test samples. The grading model describes this correlation. The first grading machines were bending machines determining the static modulus of elasticity based on deflection measurement at a maximum production speed of 100 m/min. However, with this type of grading the front and end sections of the boards are not included. To overcome this disadvantage, mainly non-contact measuring methods, or methods that induce a slight impulse to the board for measuring the resonance frequency, are used for complete screening at much higher speed levels.
The dynamic modulus of elasticity is usually determined by measuring density and resonance frequency optically or acoustically, as the boards pass the device crosswise while initiating vibration. Using Fast Fourier Transformation analysis (FFT), the resonance frequencies of first and higher modes of vibration are determined. The density for the batch and the timber species can be given by an operator, or can be determined by balance or X-ray. When boards pass an X-ray lengthwise, knots can be detected at the same time, and different knot values based on size and position in the cross section can be provided as a grading parameter. Local grain deviation, for example, caused by top ruptures, and grain deviation close to knots cannot be detected reliably neither by resonance frequency nor by X-ray measurements. During machine grading, only the knot itself (causing grain deviation) and some distinct growth disruptions (causing compression wood) can be detected by X-ray due to increased local density.
The technology of laser scattering can be used industrially but is just recently being utilized as a grading parameter due to increasing knowledge of the correlation between the measurement of the fiber deviation and the reduction in tensile strength. Olsson et al. (2013) presented a theory for the calculation of the local stiffness in longitudinal direction of the board based on parameters like resonance frequency and the density in combination with three-dimensional fiber directions and simplifying assumptions. Briggert et al. (2015) developed a three-dimensional knot model based on the technology of surface laser scattering.
Denzler and Linsenmann (2014) show that for detecting local slope of grain by microwave measurements in laboratory, this additional parameter can improve the reliability of timber products. This method is based on the elasto-mechanical properties of timber, which depend on the load-to-grain angle. Using a Hankinson-type formula (Hankinson 1921), referred to in Green et al. (1999) and Kollmann (1951), strength properties can be calculated depending on the α in the range from parallel to perpendicular to the grain. Tensile strength can be calculated according to the Hankinson-type equation:
where ft,α is the tensile strength at an angle α between load and fiber direction, ft,0 is the tensile strength parallel to grain, ft,90 is the tensile strength perpendicular to grain, and n is an empirically determined constant.
The aim of this study is to estimate the reducing effect of local slope of grain on tensile strength, which is caused by top ruptures and the impact on the grading results of machine strength grading. This is investigated in full-scale tensile tests. Local slope of grain caused by the occurrence of knots is not part of this study, even though more than 90% of the failure is related to the occurrence of knots (Johansson 2003). However, they can be taken into account at machine grading by X-ray measurements. A method for estimation of the grain angle over the cross section of the boards is introduced to predict the strength-reducing effect by measuring the fiber angle on the surfaces by means of laser diffraction.
Materials and methods
Material
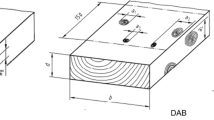
Norway spruce (Picea abies) boards with a cross section of 41 × 82 mm2 sawn from small diameter logs were specifically selected from a running production of I-beams in Austria. Boards of the selected quality are typically rejected during supplementary visual inspection and are not used in production. Usually, these strength-reducing features are cut out, and finger-jointed lamellas are produced. Hence, the selected boards provided for this investigation do not represent random timber quality as they show a visible or assumed local slope of grain or other growth defects.
To determine the dynamic modulus of elasticity, density and knot values, basic parameters of the boards were measured using the grading machine GoldenEye706.
Prior to testing the specimens in tension, the material was stored at a temperature of approximately 20 °C and relative humidity of 50% for several weeks due to limited capacity for storing in standard climate. The length of the specimen was reduced from the original length of the specimens of about 4.1 m to the testing range and the clamping range required for tensile strength tests. The test samples were clamped with a clamping length of at least 650 mm. Thus, specific features such as knottiness or growth defects are more clearly reflected in the dynamic modulus of elasticity than when using longer specimens. A total of 192 tension test specimens with more or less pronounced local slope of grain, often combined with knots or even splay knots besides typical characteristics of the boards, were prepared. Tensile strength (ft) and tensile modulus of elasticity (Et) were tested according to the standard EN 408:2012 with a span of 9 × width. The test pieces were loaded using gripping devices without inducing any bending. The load was applied at an adjusted constant displacement rate so that failure occurred within (300 ± 120) s. Deformations were measured with two displacement transducers within the measuring length of 5 × width. The modulus of elasticity was derived between 10 and 40% of the maximum strength in the linear-elastic range.
The properties of each piece were determined according to EN 384:2010. The tensile strength values were adjusted to a width of 150 mm (k h -factor) and the modulus of elasticity to a moisture content of 12%.
For characterization of the timber quality, mean values for the tensile strength (ft) and tensile modulus of elasticity (Et), as well as for the moisture content (MC) and the density at a moisture content of 12% (ρ12%), are given in Table 1. During the tests, the seemingly weakest area of the board was positioned as much as possible in the middle of the test length, which often was the maximum local slope of grain. The tensile modulus of elasticity was calculated from the linear part of the stress–strain curve of each test. The dynamic modulus of elasticity of each specimen was determined by measuring density and natural frequency by lengthwise vibration.
In Fig. 1, the correlation between tensile strength and static and dynamic modulus of elasticity of the tested pieces, indicated as ‘slope of grain,’ is shown and compared to a representative sample of structural sawn timber originating from the databank of Holzforschung München, indicated as ‘existing data.’ This comparative sample consists of 3789 specimens of Norway spruce at different cross sections and different European origins with focus on Central and Northern Europe. All boards were of random timber quality without any presorting. All of these specimens were tested in tension with a span of 9 × width.

Correlation between tensile strength and static MOE (left) and dynamic MOE (right) of 192 specimens with local slope of grain and of 3789 specimens of random timber quality
Figure 1 shows that, in contrast to the static tensile modulus of elasticity, the ability of the dynamic modulus of elasticity to reliably detect low strength pieces due to local slope of grain is limited. This is shown by the very low coefficient of determination of 0.19 for the test sample between tensile strength and dynamic modulus of elasticity compared to 0.60 for the comparative sample. Therefore, a method for measuring local slope of grain is needed to improve timber strength grading.
Slope of grain model development
Beside the parameters of the boards that were measured using the grading machine GoldenEye706 of MiCROTEC s.r.l. to determine dynamic modulus of elasticity, density and knot values, the two-dimensional slope of grain was measured by means of laser diffraction with an additional device provided by MiCROTEC s.r.l. This device that was included in the GoldenEye706 creates light dots on the timber surface in a frequency range that provides optical scattering in the near-surface range of the timber. Due to the anatomical structure of the wood, the light diffuses more parallel to the grain than perpendicular. This causes elliptical light dots with the main axis oriented parallel to the grain. The lateral distances between the center points of the light dots are 5 mm on the face sides and 2.5 mm toward the edges. Measurements were taken every 2 mm in longitudinal direction. The dots are detected by cameras, and the two-dimensional slope of grain is determined from these images. A detailed description of this method can be found in Zhou and Shen (2003).
Local slope of grain was measured in this way on all four longitudinal surfaces. For each surface, the measured values are grouped by calculating a mean value for intervals of 10 mm in the longitudinal direction of the specimens and one quarter of the lateral dimension, as illustrated in Fig. 2 (left). This way the influence of measuring inaccuracies on the results is significantly reduced compared to using single values. Measuring inaccuracies are especially caused by dots that show a more circular geometry than the typical elliptic geometry, which can be found in zones of knots where fibers are descending. Briggert et al. (2015) developed a three-dimensional knot model based on the geometry of the laser dots around knots.

Illustration of the test specimens partitioned for calculating grain angles on the surfaces (left) and subdivided into 16 cuboids (right) for calculating the spatial grain angles
For each interval of 10 mm in longitudinal direction of the test pieces, a mean two-dimensional grain angle for both the wide sides was determined as reference. For the edges, a two-dimensional grain angle was determined as well.
In addition to these reference values, four different mean spatial, three-dimensional grain angles for each interval of 10 mm in longitudinal direction of the test pieces were calculated, based on the different assumptions for combinations of interpolation and extrapolation of the angles over the cross section within the direction of the width and the thickness (Fig. 3). By visual inspection of the features, it was checked whether the pith was inside the board and which assumption is true to decide which of the four possible maximum spatial, three-dimensional grain angles is most appropriate. The position of the pith is estimated using the assumptions given below.

Modeling the grain angle by interpolation (left) or extrapolation (right) over the width (α) and the thickness (β) inside the cross section. For this sample, the grain angle measured on the lower surface (α l ) is higher than on the upper surface (α u )
The model that represents the worst case and gives the highest values by extrapolations in direction of the thickness and the width was applied. In Fig. 4, the development of the two reference grain angles estimated over the length of the board are shown as ‘thickness’ and ‘width,’ respectively, beside the mean spatial, three-dimensional grain angles.

Two-dimensional reference grain angles (width and thickness), appropriate mean spatial grain angles (most appropriate for the given feature) and the slightly overestimated mean spatial grain angle calculated by extrapolations in direction of the thickness and the width over the length of specimen no. 1088
For the calculation, the cross section is subdivided into 16 cuboids, as illustrated in Fig. 2 (right).
For each of these cuboids, average spatial fiber angles are calculated using the mean values determined for the areas on the surfaces. Different weighing of the fiber angles of the 16 cuboids seems to be useful in further steps, because cracks are often initiated in the outer zones. In this study, this effect was neglected.
Because it is hardly possible to reproduce the location of the pith in the cross section in detail, a simplified model was created. Involved knots were neglected in this model because when grading, different knot values are available that already consider these knots. For estimation of the grain angle inside the board, the position of the pith on the cross section has to be considered separately for each interval of 10 mm in longitudinal direction. Even if it is possible to localize pith position at the beginning and at the end of the board, tracking of the pith in longitudinal direction is not possible with devices suitable for industrial use. Yaitskova and van de Kuilen (2014) introduced a new method for the estimation of the position of the pith with spatial reference for each position on the length of the board. That model is based on time-of-flight measuring of transversal ultrasonic waves. This method provides beneficial information that can be included in future research.
It is important to know where the pith is positioned, because the grain deviation, caused by top rupture beginning with the first annual ring, usually becomes weaker with increasing distance from the pith. For random timber quality, Perstopper et al. (1995) have shown an increase in the grain angle closer to the pith at a low significance level due to the very high variation. Nevertheless, the results of the aforementioned study were presented for random timber quality and it has been pointed out that for some trees the effect of the distance from the pith to the grain angle was pronounced. This is in accordance with the findings of this study and can be noticed on the timber surfaces seen in Figs. 2 and 7. Shifts of the log from the longitudinal axis of the upright standing tree are balanced by forming of reaction wood, whereby for coniferous wood, compression wood is characteristic. Wagenführ (1999) noted that in compression wood wide annual-ring segments are typical. Segments of the annual rings with different widths in these zones lead to a homogenous form of the tree trunk over the years.
Side products sawn from large diameter logs rarely show these features, even though specimens produced from small diameter logs are particularly affected. If the pith is located inside a board that is affected by a top rupture, the highest fiber deviation cannot be measured on the surfaces. Instead, the maximum fiber deviation has to be estimated by extrapolation of the fiber angles measured on the surface. This is true for both lateral directions. It has to be pointed out that fiber deviation caused by spiral grain as referred to in Säll (2002) is not part of this study, and the following assumption cannot be made for spiral grain or any other defects. Here, other assumptions have to be made.
The modeling of grain angles at top ruptures is based on the following assumptions:
-
1.
If the pith is not positioned between the two planes of the opposite surfaces, the grain angles parallel to the planes must lie in between the values of the measured angles on these opposing sides. The projected grain angle can be calculated by interpolation.
-
2.
If the pith is positioned between the two planes of the opposite surfaces of the board, the maximum grain angle parallel to the planes must be higher than the measured angles on these opposite sides. The projected grain angle can be calculated by extrapolation.
-
3.
If the pith is positioned between the two planes of the opposite surfaces of the board, the maximum grain angle parallel to the planes is closer to that side where the higher values of the grain angle are measured.
-
4.
The difference between the measured values on the opposite sides of the board indicates the magnitude of the maximum grain angle inside the cross section if the pith is positioned between the two planes of the opposite surfaces of the board.
For the simple case, the first assumption is true; the grain angle inside the cross section is determined by interpolation as illustrated in Fig. 3 for angle α that is interpolated between α u (upper surface) and α l (lower surface). If the second assumption is true, angle α is modeled by extrapolation between α u and α l taking into account assumptions 3 and 4. The position of the pith is estimated due to the lack of methods for measuring the position in relation to the cross section at the time the test is conducted. For future research, the method introduced by Yaitskova and van de Kuilen (2014) can be used.
To estimate the position of the pith and therewith the maximum grain angle, the pith is positioned virtually in the center of one of the four cuboids (see Fig. 2) in the middle of the cross section which is closer to the side where the highest grain angle can be measured. The position of the pith can effectively be in the center of all 16 cuboids. Limiting the position of the pith to one of the four middle cuboids is an assumption to avoid underestimation of the calculated spatial fiber angle. Positions of the pith close to one of the surfaces will lead to much lower calculated fiber angles than positions closer to the center of the cross section.
The distance of the virtual position of the pith is closer to the surface, where the higher grain angle has been measured, as seen in Fig. 3.
As shown in Fig. 3, the fixed points for modeling using extrapolation are given by grain angles α u and α l , whereby α v = α l . The distance between α v and α l is double the distance (a) between the point where the maximum grain angle (αmax) is estimated and the surface that is closest. Because the maximum grain angle (αmax) is positioned virtually in the center of one of the four cuboids, the distance (a) can be calculated as 3/8 of the width or the thickness. This means that the maximum grain angle (αmax) can be calculated as 3/2 of the difference between grain angles α u and α l and can be added to the higher value of both α l . This has to be assumed for the directions width and thickness separately. Using this model for the center point of each cuboid, the grain angles in planes parallel to the surfaces and finally a spatial grain angle can be calculated. A single mean value of the spatial angles of the 16 cuboids is calculated for each interval of 10 mm in longitudinal direction of the board.
For the clearly visible top rupture on the specimen in Fig. 4, it was assumed that the grain angle can be interpolated in direction of the thickness and extrapolated in direction of the width between opposing surfaces. This assumption is only valid for this visible feature seen in Fig. 4. These assumptions have to be verified for each feature on this board. The two-dimensional reference grain angles on the width and the thickness, and mean spatial grain angles of the test piece no. 1088 are presented in Fig. 4. The appropriate mean spatial grain angle for the top rupture seen in Fig. 4 is calculated by interpolation in direction of the thickness because the pith lies directly on the surface, and by extrapolation in direction of the width because the pith is located between the surfaces of the board in this direction. Interpolating grain angles in both directions of the width and thickness would show slightly lower values for the mean spatial grain angle. Therefore, in Fig. 4, a mean spatial grain angle for extrapolation in direction of the width and the thickness as worst case is shown in an exemplary way. The high grain deviation at the width is well represented by the two-dimensional reference grain angle, whereas at the thickness no grain deviation is detected by the two-dimensional reference grain angle. It is shown in Fig. 4 that the appropriate mean spatial grain angle very well describes the local grain deviation and is more appropriate than the two-dimensional angles. The given mean spatial grain angle calculated by extrapolation in direction of the width and in direction of the thickness leads to a slight overestimation. The values calculated by interpolation only or interpolation in direction of the width and extrapolation in direction of the thickness do not represent the given feature significantly. For that reason, these options are not shown in Fig. 4.
In this early stage of investigation, it was not possible to identify the best model for each interval over the length of the boards because it changed from feature to feature. For this reason, the model which represents the worst case and gives the highest values by extrapolations in direction of the thickness and the width was applied in this study. The expected reduction in tensile strength was derived from the ratio of tensile strength perpendicular and parallel to the grain using Hankinson-type formula (Hankinson 1921). By re-arranging the Hankinson equation, a parameter (shaped value of fiber deviation) based on the mean grain angle determined by extrapolating grain angles for both lateral directions was calculated. The ratio of the tensile strength perpendicular and longitudinal to the grain was assumed to be 0.055, and the exponent n in the Hankinson equation was assumed to be 1.75.
Results and discussion
Figure 5a–c shows the relationship between the tensile strength of the specimens and the maximum calculated two-dimensional reference grain angles on the width and the thickness, and the mean spatial grain angle determined by extrapolation in direction of the width and thickness in longitudinal direction of the specimens.

a Relation between tensile strength and grain angle at wide surface (width). b Relation between tensile strength and grain angle at narrow surface (thickness). c Relation between tensile strength and the mean three-dimensional grain angle
It is shown that the three-dimensional grain angle calculated by interpolation of the opposing surface measurement correlates clearly better with tensile strength. The coefficient of determination of 0.40 has the same order of magnitude as the coefficient that relates knot size to tensile strength (Glos et al. 2002), illustrating the great influence of slope of grain on tensile strength when top rupture is considered.
Figure 5c shows that specimens with a low tensile strength increasingly occur above a three-dimensional grain angle of 15°, which indicates that a grain angle above 15° may cause a significant strength reduction. This hypothesis is further confirmed in Fig. 6, where the relative deviation between the tensile strength of a specimen and the indicating property (IP) of the strength grading machine GoldenEye706 is shown. For several specimens, this deviation obviously increases significantly when the grain angle is higher than 15°. The IP may be up to three times higher than the tensile strength of the piece.

Relative deviation between the indicating property (IP) of the strength grading machine GoldenEye706 and the tensile strength (ft) of a specimen as a function of the three-dimensional grain angle
Downgrading sawn timber with a local three-dimensional grain angle above 15° would be rather uneconomic. A better method would be to use a parameter characterizing the grain angle as an additional grading parameter to derive new settings for a grading machine based on a representative sample.
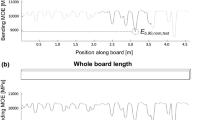
The shaped value of fiber deviation calculated for the specimen in Fig. 7 is shown in Fig. 8.

Testing range of board no. 1088 (backside) and testing range of board no. 2088 (backside) produced from one board

Values for one specimen over the whole length for grain deviation based on modeled spatial grain angles by interpolation converted using Hankinson formula. Distinction of the fiber deviation that occurs due to knots and local slope of grain caused by top rupture
It can be seen that local slope of grain and knots are detected.
Two different options for including the shaped value of fiber deviation into the grading model were analyzed.
In the first option, an existing grading model for the grading machine GoldenEye706 made by MiCROTEC GmbH/srl was used to calculate the value for the indicating property. Input parameters of the grading model used by this grading machine are the dynamic modulus of elasticity, a knot value and the density. The dynamic modulus of elasticity was determined by the resonance frequency, and the knot values and the density were generated by analyzing the X-ray images.
In the next step, these indicating property values were reduced by the fiber deviation values. The advantage of this method is that existing settings, which have already been derived, can still be used. Findings based on a reliable data set could be assigned to different grading models without the need of testing a wide range of new specimens in order to derive new settings for different sources. Existing data for test specimens do usually not contain information about laser scattering data. For economic reasons, this should not be the preferred approach.
Figure 9 shows the tensile strength plotted against the value of the indicating property (IP) of the tensile strength of the grading machine GoldenEye706. The values of the indicating property (IP) calculated for the 192 specimens showing slope of grain at different levels using an existing model are illustrated with circular symbols. In the second step, the indicating property of each specimen was reduced by the fiber deviation value. The reduced values are marked as crosses. Shifting the dots to the left leads to a better correlation between the tensile strength and the indicating property (IP) from R2 = 0.40 up to R2 = 0.53. Equations 2 and 4, respectively, have been used, whereas the factors for Eq. 4 have been optimized individually for the sample of the 192 specimens investigated. The additional horizontal line marks the tensile strength required for a chosen strength class L27. The characteristic value of the tensile strength for L27 is 16.0 N/mm2, modulus of elasticity of 11,500 N/mm2 and a density of 370 kg/m3. The measured values above this line meet the required values of the tensile strength. The specimens of the measured values on the right side of the additional vertical line are assigned to the strength class according to the grading model. The specimens within the bottom quadrant on the right are assigned to the strength class, but the tensile strength of these specimens did not meet the required value. The number of such specimens was limited to 5% of the grade assigned for a correct grading. It has to be noted that the sampled test specimens are not of random timber quality; they have been selected specially with focus on the investigated features. Nevertheless, Fig. 9 shows that if the fiber deviation is included in the calculation of the indicating property, considerably fewer specimens are assigned to this critical batch than when using the conventional model. For timber of random quality, the shown effect will probably not be distinctive on the same level as it has been shown for the investigated sample. An increase in rejected boards is mainly due to wrongly upgraded boards.

Tensile strength as a function of the grading parameter (IP) of the grading machine GoldenEye706 both with and without correction for slope of grain
The second option is based on a regression analysis using the available input parameters including the grain deviation value with a negative algebraic sign. Thereby new grading models were derived requiring new settings of the grading machines. For covering large growth areas and different cross sections, more samples need to be tested, and the amount of pieces with local slope of grain or top rupture should represent the natural occurrence. In case of the investigated sample, this method leads to a minor increase in coefficient of determination from R2 = 0.53 to R2 = 0.54.
The aim of developing a new grading model was to predict the characteristic properties more accurately. Furthermore, two approaches were utilized to derive new grading models based on the small dataset of the tested specimens. The second approach aimed at practical use, while the first approach should show the effectiveness and the possibilities of optimizing. The difference was basically the length of the specimens at the time of measuring the dynamic modulus of elasticity. The term ‘practical’ refers to the length of the specimens corresponding to the length typically used for machine grading. In the first approach, the length of the specimen needed to be reduced to the testing range and the clamping range possible for conducting tensile strength tests in the laboratory. By reducing the length of the specimen, it was expected that specific features such as knottiness or growth defects have a larger impact on the dynamic modulus of elasticity than if longer specimens were tested. In boards that contain single features like big knots, knot clusters or growth disruption, the dynamic modulus of elasticity rose with increasing length. A comparison of the dynamic modulus of elasticity measured on boards with the original length compared to boards with a reduced length showed that the correlation between the dynamic modulus of elasticity and the tensile strength is better for the reduced length. The coefficients of determination for the short specimens and the longer specimens were R2 = 0.58 and R2 = 0.54, respectively. This increase was considered to be of only theoretical importance and has no practical impact on machine grading, unless settings for grading machines are derived from boards of unrepresentatively short lengths, or if producers are focused on short lengths.
Extending the conventional grading model for calculating the indicating property (IP) of the tensile strength by the factor of fiber deviation (FD), as shown in Eq. 2, results in Eq. 3. This needs further verification, and factors e to i have to be determined on large samples according to the standard EN 14081-2:2013, because a new grading model will be used. Equation 4 can be applied in an easy way by using the fiber deviation (FD) as a penalty factor for indicating property values of existing grading models, and neglecting factors j and k. The settings that are derived for the strength classes can be accepted without any reservation. The factors j and k can be used in a second step as an offset counterbalancing numerical noise.
With Eq. 2 the indicating property of the tensile strength is calculated using a conventional model without respect to slope of grain. R2 is given for the sample of 192 specimens.
With Eq. 3 the indicating property of the tensile strength with respect to slope of grain is calculated.
With Eq. 4 the indicating property of the tensile strength using IP calculated by a conventional model penalized with respect to slope of grain is obtained. R2 is given for the sample of 192 specimens.
The large variety in tensile strength values (see Table 1) is mainly caused by the different growth disturbances allowing some conclusions on the different strength classes.
The test results (Fig. 1) have shown that the static modulus of elasticity is better suitable for the detection of slope of grain because of a better correlation between the tensile strength and the static modulus of elasticity (R2 = 0.60). Other methods using only the dynamic modulus of elasticity were less suitable due to R2 = 0.19.
By improving the correlation between the strength and the indicating property from R2 = 0.40 to R2 = 0.53, better prediction accuracy could be achieved when using the additional parameter for characterizing the slope of grain. As seen in Fig. 9, reducing the number of specimens within the 5% quantile, which are assigned to a strength class without fulfilling the required values at constant threshold values, is the basis for improved machine grading.
An increasing coefficient of determination (R2) allows lower threshold values (settings). Improved prediction of the indicating property can optimize the yield for higher strength classes. Until now, specimens with low strength values had to be taken into account by increased settings.
In summary, it can be stated that a value for slope of grain used as an additional grading parameter in the grading model is able to improve machine grading. This is of special interest in cases where single beams are being used for tension loading. Improved assessment of tensile strength enables a selective downgrade of boards, which is useful for specimens with minimal effect of slope of grain; hence, the board can still be used, taking into account a slight reduction in strength.
Conclusion
Extreme grain deviation (≥ 15°) is a severe strength-reducing characteristic of timber. A method has been developed to estimate the local grain deviation of sawn timber by measuring the grain angles on the surface using laser diffraction. It was shown that the mean three-dimensional grain angle of a cross section correlates best with the tensile strength compared to grain angles measured on the surfaces. Grain angles above 15° may significantly reduce the tensile strength of structural sawn timber. Therefore, grain angle measurement should be incorporated into machine strength grading to improve reliability and economy. Further, it was shown that different strength-reducing features on sawn timber can be located on the specimens, and the strength-reducing effect can be estimated. Timber grading can be improved by using the introduced model.
One of the next steps is to elaborate an optimized setting for the measurements of laser diffraction to exclude obviously wrong measurements, for example, on edges, and obtain a solid dataset. Furthermore, a reliable device for industrial use is necessary to detect the pith orientation inside the sawn timber to adjust the models. There still is the need for modeling the decline of grain deviation with increasing distance to the pith. Failure is often initiated at the edges or surface, so the influence of high grain deviation in these zones should be specially regarded. The investigation should be extended to other test samples and other species.
References
Briggert A, Olsson A, Oscarsson J (2015) Three dimensional knot models based on surface laser scanning. In: Proceedings of the 19th international nondestructive testing and evaluation of wood symposium, Rio de Janeiro, Brazil
Denzler JK, Linsenmann P (2014) Utilization of microwave measurement in timber strength grading. In: Proceedings of COST action FP1004 experimental research with timber, Prague, Czech Republic
DIN EN 14081-2:2013 Timber structures—Strength graded structural timber with rectangular cross section—part 2: machine grading; additional requirements for initial type testing; German version DIN EN 14081-2:2010 + A1:2012. DIN Deutsches Institut für Normungen, Beuth, Berlin
DIN EN 1912:2013 Structural timber—Strength classes—assignment of visual grades and species; German version EN 1912:2012 + AC:2013. DIN Deutsches Institut für Normungen, Beuth, Berlin
DIN 4074-1:2012 Strength grading of wood—part 1: coniferous sawn timber; German version DIN 4074-1:2012. DIN Deutsches Institut für Normungen, Beuth, Berlin
DIN EN 384:2010 Structural timber. Determination of characteristic values of mechanical properties and density; German version DIN EN 384:2010. DIN Deutsches Institut für Normungen, Beuth, Berlin
DIN EN 408:2012 Timber structures. Structural timber and glued laminated timber—determination of some physical and mechanical properties; German version DIN EN 408:2012. DIN Deutsches Institut für Normungen, Beuth, Berlin
Glos P, Schleifer A, Linsenmann P (2002) Development of simple grading rules for (visual) strength grading of boards. Report no. 01510, Holzforschung München, Technische Universität München. München
Green DW, Winandy JE, Kretschmann DE (1999) Mechanical properties of wood. Wood handbook: wood as an engineering material. USDA Forest Service, Forest Products Laboratory, Madison
Hankinson R (1921) Investigation of crushing strength of spruce at various angles to the grain. Air Service Information Circular, 3 (259), Materials Section Paper No. 130 (source unavailable)
INSTA 142:2009 Nordic visual strength grading rules for timber; Norwegian version NS-INSTA:2009. NSF Norges Standardiseringsforbund; Oslo
Johansson C-J (2003) Grading of timber with respect to mechanical properties. In: Thelandersson S, Larsen HJ (eds) Timber engineering. Wiley, New York, pp 23–43
Kollmann F (1951) Technology of wood and wood products, vol 1. Springer, Berlin
Olsson A, Oscarsson J, Serrano E, Källsner B, Johansson M, Enquist B (2013) Prediction of timber bending strength and in-member cross-sectional stiffness variation on the basis of local wood fibre orientation. Eur J Wood Prod 71:319–333
Perstopper M, Pellicane PJ, Kliger IR, Johansson G (1995) Quality of timber products from Norway spruce, part 1: quality optimization, key variables and experimental study. Wood Sci Technol 29:157–170
Säll H (2002) Spiral grain in Norway spruce. Ph.D. thesis, Acta Wexionesia 22, Växjö University
Wagenführ R (1999) Anatomie des Holzes (Anatomy of wood), 5th edn. DRW-Verlag Weinbrenner GmbH and Co, Leinfelden-Echterdingen (in German)
Yaitskova N, Van de Kuilen JW (2014) Time-of-flight modeling of transversal ultrasonic scan of wood. J Acoust Soc Am 135(6):3409–3415
Zhou J, Shen J (2003) Ellipse detection and phase demodulation for wood grain orientation measurement based on the tracheid effect. Opt Lasers Eng 39:73–89
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Hunger, F., van de Kuilen, JW.G. Slope of grain measurement: a tool to improve machine strength grading by detecting top ruptures. Wood Sci Technol 52, 821–838 (2018). https://doi.org/10.1007/s00226-018-1000-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-018-1000-7