
Abstract
The application of plastified laser-printed poly(ethylene terephthalate)(PET)-toner microchips to capillary electrophoresis was investigated. Electroosmotic flow was observed in the direction of the cathode for the buffer system studied (phosphate, pH 3–10). Average electroosmotic mobilities of 1.71×10−4 to 4.35×10−4 cm2 V−1 s−1 were observed from pH 3 to 10. This variation suggests that silica fillers in the toner and on the surface of the polymer dominate the zeta potential of the material, which is also confirmed by XPS measurements. Dopamine and catechol were used as model analytes for microchip electrophoresis in combination with electrochemical detection. Results show that these two analytes can be efficiently separated and detected electrochemically with the plastified laser-printed PET-toner microchips.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Over the past decade, considerable interest has been directed towards the rapidly-growing field of micro total analysis systems (μTAS), also known as lab-on-a-chip systems [1–3], and particular attention has been paid to microchip capillary electrophoresis (CE) [4]. The miniaturization of mechanical components for liquid handling, such as pumps and valves, is technically difficult, which is another factor spurring the development of microfabricated CE systems that use electroosmotic pumping for liquid handling in the microchannel. Such μTAS devices are usually produced photolithographically on substrates such as glass, quartz, and silicon. These substrates have an abundance of charged silanol groups and are thus capable of generating electroosmotic flow (EOF). However, the fabrication costs of glass microchip devices have driven researchers and producers to seek alternative materials. The application of polymeric materials [5, 6] such as poly(dimethylsiloxane) (PDMS) and poly(methyl methacrylate) (PMMA) to microfluidic devices has been investigated extensively over the past few years because of its potential for easily fabricated, low-cost, and disposable microfluidic devices. However, polymeric microchannels often give lower EOF. On the other hand, laser-ablated and plasma-treated polymers can possess relatively high EOF due to the presence of surface ionizable groups [7], but special manufacturing equipment is required to fabricate such microfluidic chips, which greatly limits their widespread use in most laboratories.
UV laser photoablation has been used to fabricate PET microchips for CE [7–9]. Tan et al [10] proposed a master for molding PDMS devices. This master was formed by photocopying the desired image over a transparency film. The deposited toner layer was used to define the channel regions in the PDMS chips. Recently, Lago et al [11] used the toner deposited on PET transparency film in a different fashion and developed a new microfabrication process based on a direct-printing process. This process is an attractive alternative to other expensive, laborious, and time-consuming methods for microchannel fabrication. However, chips created using this method are less durable and stable during operation due to the possibility of toner falling off the transparency. Although chemical resistance was demonstrated for their printed microchips, and electrochemical characterization, the electrospray device, and the contactless conductivity detection of inorganic ions were all investigated and demonstrated, EOF data were not studied. Since the EOF plays an important role in a CE-based microchip, it is essential to investigate these electroosmotic properties for biomolecular analysis and other applications in direct-printing microchips.
In this paper, we describe an improved fabrication procedure for microchips that uses Lago’s method [11]. Fabricated microchips based on our method show improved mechanical stability and durability. After systematically investigating the characteristics of the EOF in such microchips, catechol, and dopamine were used as model analytes for microchip electrophoresis in combination with electrochemical detection. The convenient design and fabrication of microchips based on the present technique and their well-defined EOF characteristics make these plastified laser-printed PET-toner microchips driven by electroosmotic pumping suitable for various bioanalytical applications at very low cost.
Experimental
Materials and reagents
Transparency films (PET) (100 μm thick) were used as the base material (STD Printing Materials Limited Company, Suzhou, China). Poly(ethylene terephthalate), 80 μm-thick with a 5 μm-thick adhesive polyethylene adhesive on one side, was used for final plastification of the PET-toner chips. All solvents and reagents were of analytical grade. Dopamine (Sigma, St. Louis, MO, USA) and catechol (Shanghai Chemicals Company, Shanghai, China) solutions were prepared daily with deionized water (18.2 MΩ, Purelab Classic, Pall Corporation, Ann Arbor, MI, USA).
Chip design and fabrication
The layouts of the CE chips were designed using standard computer design software (Adobe Illustrator 8.0, Adobe) and are shown schematically in Fig. 1. The features in Fig. 1 were printed out on an EPL 5800 Laser Printer (Epson, Japan) with toner cartridge S050010 at 1200 dots per inch (dpi).

Schematic layout of microchip. A Sample reservoir, B buffer reservoir, W sample waste reservoir, C injection crossing, D detection point, E plastification film. Separation channel, total length BD=6 cm; effective length, CD=5 cm; injection channel, AW=2 cm (not to scale)
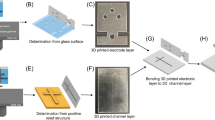
Our improved PET chip fabrication procedures can be described as follows: the layout of the chip was printed on a transparency film with blank regions as the microfluidic channels. Then the two printed films with mirrored images were carefully aligned with the help of microscopy and laminated together by a preheated laminator, producing the channels with access holes. Another two adhesive sheets of PET with access holes at the corresponding places were finally laminated over the PET-toner chip. Results showed that the final plastification process could greatly improve the durability of the prepared chips. Due to the hydrophobic nature of PET, the additional tips for the reservoirs, reported previously as being necessary [11], were not needed for this fabrication technique, which further simplified the fabrication process.
The best laminations were obtained by using a laminator (Zhejiang Huada Limited Company, Zhejiang, China) at 140 °C three times. This equipment was originally used for the plastification of documents.
Characterization
The PET-toner chip was characterized by a Hitachi X-650 (Hitachi, Tokyo, Japan) scanning electron microscope (SEM). An X-ray photoelectron spectrometer (XPS) (ESCALAB MK-II, VG, UK) equipped with a monochromatic Mg-Kα X-ray source was used. The contact angle of the film was determined on a contact angle meter (Rame-Hart 100, Rame-Hart, Inc. Mountain Lakes, NJ, USA). An X-ray fluorescence spectrometer (Thermo ARL, Ecublens, Switzerland) was used to evaluate the relative abundance of the silicon in the toner.
The channels of our microchips were designed to be 150 μm in width (for both separation and injection channels). In principle, the cross-sections of the channels should be rectangular. Indeed, SEM images of the microchannels (Fig. 2) showed that the separation channel was approximately 150 μm in width (150 μm was the value we had designed using the Adobe Illustrator 8.0 software) and approximately 10 μm in depth. Some elliptically-shaped cross-sections were also observed, which may have resulted from the laminating process of the toner.

SEM of PET-toner microchannel. A Single toner layer before lamination; B a transverse cut of a double toner layer after lamination. Separation and injection channels were 150 μm in width and 10 μm deep
Electrophoresis procedures
Our laboratory-made voltage power supplier had a voltage range between 0 and +5000 V. The applied voltage was automatically controlled by a personal computer via an AD/DA converter. The separation current was monitored in real time and the corresponding data were saved in text files. Prior to use, the running buffer and analytes were all passed through a 0.22 μm filter and degassed ultrasonically. For a new microchip, the channels were washed in sequence using deionized water, 50% ethanol aqueous solution (v:v), 1.0 M NaOH solution and deionized water each for 2 min. Then they were rinsed and reconditioned with buffer solution. In our experiments, when PET and printed PET sheets were immersed in 50% ethanol solution or 1.0 M NaOH for 24 h, no detectable distortion (or corrosion) of the PET film or leakage from the microchannels were found. No falloff of the toner structure from the printed PET was observed. Therefore, it was deemed safe to wash the the microchannels by rinsing them for 2 min with the solutions mentioned above. The running buffer was introduced directly into the reservoirs and flushed through the channels under vacuum for several minutes. Then voltages were applied to the separation and injection channels respectively for several minutes until the separation and injection currents leveled off. The buffer reservoirs (B and W) and the sample reservoir (A) were restocked with 30 μL of fresh buffer and fresh sample, respectively. The electrochemical detection reservoir was also restocked with 5 mL of fresh buffer. The injection was carried out by applying a high voltage (HV) to the sample reservoir for 10 s via Pt electrodes connected to a HV power supply, with the sample waste reservoir grounded and the other reservoirs floating. Once sample injection was complete, a separation voltage was applied to the buffer reservoir with the detection reservoir grounded and the other reservoirs floating.
EOF measurements
The running electrolyte used for the electrophoresis experiments was phosphate buffer (pH 3–10). Only the buffer reservoir (B) and the detection cell (D) were used for EOF measurements (see Fig. 1). A modified current monitoring method [12, 13] reported previously was used to determine the EOF. All reservoirs were filled with buffer, and the channels were subsequently conditioned at a potential of 1000 V for 15 min. The buffer reservoir was then filled with dilute buffer (buffer:water (v:v)=9:1), and the potential was reapplied. An increased dilution factor compared to that used in the standard protocol [14] was used to clarify end-point detection.
Electrochemical detection
A 350-μm pencil graphite electrode was made from pencil lead (Pentel, Tokyo, Japan). A 15 mm-long pencil lead was inserted into a 3 cm-long glass capillary (0.9 mm i.d.) until ~2–3 mm was left behind. Epoxy glue was used to seal in the pencil lead. The electrical contact between the copper wire and pencil lead was made from carbon powder. The electrode was then polished with emery paper, 0.05 μm alumina powder, rinsed with deionized water, and cleaned ultrasonically in water for 5 min. Prior to use, the working electrode was scanned between 0 and 1 V against the Ag/AgCl reference electrode (3.0 M KCl) on a CHI 630 electrochemical workstation (CH Instrument, USA) in a test medium until a stable cyclic voltammogram was obtained.
A home-made plexiglass holder integrated with a three-dimensional micromanipulator was fabricated for fixing the microchip and housing the detector and reservoirs [15]. Proper seal of the solution reservoir at the end of the microchannel was achieved by using silicone grease. This reservoir served as both the cathodic buffer reservoir for the CE system and the electrochemical detection reservoir. A three-dimensional micromanipulator (Shanghai Lianyi Instrument Factory of Optical Fiber and Laser, Shanghai, China) was fixed on the plexiglass holder for precise positioning of the working electrode. Alignment of the working electrode to the microchannel was performed under a microscope (Jiangnan Optical Instrument Factory, Nanjing, China). An Ag/AgCl reference electrode, a platinum wire counter electrode, and a ground Pt electrode for CE were also placed in the reservoir along with the working electrode. Amperometric detection was carried out in a three-electrode configuration.
Results and discussion
Ohm’s law plots
The capability of a PET-toner microchip to dissipate Joule heat was investigated by monitoring the electrical current as a function of the applied electric field strength (Ohm’s law plot). Figure 3 shows typical Ohm’s law plots in a 10 mM phosphate (pH 7.0) buffer for the PET-toner chip. The separation electric field reached 350 V cm−1 without the plot deviating from linearity. Measurements with other buffers—20 mM acetate (pH 5.0), 5 mM borate (pH 9.2) and 10 mM NaOH buffer (pH 12.0)—were also performed and corresponding separation electric fields of 400, 280, and 350 V cm−1 could be applied without deviating from linearity, respectively. These results indicate that the heat is dissipated effectively (within the corresponding ranges) considering the wide channels used (150 μm width). The use of the ultra-thin PET transparency (100 μm in thickness) and the plastification film (80 μm in thickness) may therefore lead to the good dissipation ability observed. This means that these chips can be used for microchip electrophoresis, even at high applied voltages.

Ohm’s law plots for PET-toner chip (150 μm in width and 10 μm in depth) in a 10 mM phosphate (pH 7.0) buffer
EOF characteristics of the PET-toner microchips
The solution pH directly alters the charge present on the surface and therefore changes the resulting EOF as described previously for a fused silica capillary [16]. Girault and co-workers [7] have reported cathodic EOF in a UV laser ablation PET chip. The native EOF properties of the present device fabricated according to our improved method were evaluated using the modified current monitoring technique of Huang et al [14]. The relationship between the pH and EOF is shown in Fig. 4. Obviously, the resulting EOF depended heavily on the solution pH. It changed from 1.71×10−4 to 4.35×10−4 cm2 V−1 s−1 over a pH range of 3.0 to 10.0 in 10 mM phosphate buffer solution. A dramatic increase in electroosmotic mobility (μeof) in the pH 4.0–7.0 region was also observed. The sigmoidal curve for the present chip is in good agreement with those of quartz or glass. Therefore, a net negative charge and a pKa of between 4.0 and 7.0 can be deduced for the chip surface. As the pH is increased, the functional groups on the surface will be deprotonated and the zeta potential therefore increases. The strong variations in μeof observed suggest that the zeta potential of the material could be due to the silica fillers in the toner and on the surface of the PET.

The relationship between the EOF and pH. Buffer: 10 mM phosphate buffer from pH 3–10. Applied voltage: 1000 V
The relative abundance of elemental silicon in the toner was determined as 0.59% (calculated as SiO2). However, the relative abundance of silicon on the transparency surface was quite low. It was not easy to obtain an accurate determination of the silicon content on the surface of the PET with the equipment in our lab.
A charged microchannel wall surface is a prerequisite for achieving reasonable EOF in buffers. The EOF in a fused silica capillary results from the deprotonation of silanol groups native in silica. The EOF in a native PDMS channel comes from the silica filler [17], while the EOF in an oxidized plasma could be due to the conversion of –OSi(CH3)2O– to –O n Si(OH)4n [18]. The EOF in a laser-photoablated PET microchannel is due to the hydroxyls formed during the fabrication process [14]. According to the manufacturers, silica fillers are present in the toner for lubrication and on the surface of the PET transparency film in order to improve the laser printing process. Similar to the native PDMS microchip, such silica fillers are expected to be the source of the EOF observed in Fig. 4. XPS measurements were performed on the PET sheets and the toner printed on them, as shown in Fig. 5a,b, respectively. The appearance of peaks in the Si-2p region confirmed the presence of silica fillers on both the surface of the PET sheet and in the toner. The 101.5 or 103.1 eV peaks may be due to the Si-2p in sodium zeolite and SiO2, respectively. A sigmoidal plot of pH-EOF for the microchannel was therefore obtained, and is shown in Fig. 4. The resulting EOF (μeof=4.2×10−4 cm2 V−1 s−1) in the PET-toner microchannels for pH 7.0 in Fig. 4 is comparable to that for other microchannel materials such as standard fused silica capillaries [16] (μeof=5.0×10−4 cm2 V−1 s−1), laser photoablation PET microchannels [7] (μeof=5.8×10−4 cm2 V−1 s−1), native PDMS microchannels [17] (3.8×10−4 cm2 V−1 s−1), and plasma oxidized PDMS microchannels [19] (8.2×10−4 cm2 V−1 s−1). Therefore, the EOF, used for CE separations or used as a pump for μTAS, will be similar to that for fused silica capillary. The obtained EOF certainly demonstrates that our printed PET-toner microchannels can provide a source of electroosmotic pumping for μTAS. However, the EOF is much higher than that determined using catechol as a neutral marker in a similar chip fabrication process (approximately 10−5 cm2 V−1 s−1) [20]. This difference may result from different toner and PET sheet compositions, and different reconditioning procedures.

XPS (Mg Kα of a PET sheet (A) and toner printed on a PET sheet (B))
Effect of ionic strength
It is well known that EOF is considerably influenced by the counter ions in the buffer electrolyte, since the ionic strength of the counter ions affects the zeta potential [16]. It has been reported that the higher the ionic strength of the buffer system, the more the double layer is compressed, so the lower the resulting EOF. This fundamental relationship may be expected to be equally applicable to PET-toner chip microchannels, as in the case of fused silica capillaries. In this experiment, the ionic concentration of a typical phosphate buffer system was varied according to the total salt concentration (5–30 mM, pH 7.0), and the μeof was obtained based on the modified current monitoring method. As expected, the μeof decreases with increasing ionic strength (Fig. 6).

Effect of buffer ionic strength on EOF. Running buffer: 5, 10, 20, and 30 mM phosphate buffer (pH 7.4). Applied voltage: 1000 V
In order to assess the durability of a PET-toner chip, its wettability was examined. Contact angle measurements showed that the average contact angles of water/PET and water/toner printed on PET films were 74.0° and 93.0° for measurements repeated five times, respectively. To demonstrate the electroosmotic constancy of our chips, the EOF was determined in a phosphate buffer solution (pH 7.0). The μeof over one day was 4.2±0.1×10−4 cm2 V−1 s−1 (RSD=2.4%, n=5) and the μeof over 15 days was 4.1±0.3×10−4 cm2 V−1 s−1 (RSD=5.8%, n=15). To investigate the chip-to-chip reproducibility, the EOF was determined in a phosphate buffer (pH 7.0); the μeof of five chips fabricated with the same batch of transparency film and the same cartridge toner was 4.2±0.3×10−4 cm2 V−1 s−1 (RSD=7.3%, n=5). In addition, the PET-toner microchannels can be filled with degassed aqueous solutions in the absence of any leakage between the top and bottom slabs by applying a vacuum at the entrance access holes of the channels.
CE performance
The analytical performance of the PET-toner microchip was demonstrated by separating organic molecules and coupling the technique to end-channel amperometric detection schemes. Catecholamine analytes are commonly used to assess the separation achievable in microfluidic devices in connection with amperometric detection [12, 21–24]. As shown in Fig. 7, the PET-toner microchip provides baseline-resolved and well-defined peaks for 200 μM dopamine and 200 μM catechol within <200 s. The number of theoretical plates for dopamine was 8626 plates/m; this compares favorably with that of the atmosphere-molded PMMA chip (4402 plates/m) [25] and the native PDMS chip (approximately 7000 plates/m) [12], although it is two times lower than the number estimated for a glass microchannel (19,752 plates/m) [25].

Electrophoregram of dopamine (1) and catechol (2). Separation voltage: 1200 V, injection voltage: 800 V for 10 s, buffer: 10 mM acetate (pH 5.0), detection potential: 0.8 V versus Ag/AgCl
The number of theoretical plates found for neutral catechol was 16,263 plates/m, which is higher than those observed on commercial glass (8885 plates/m) [25] and commercial PMMA chips (9996 plates/m) [25]. However, this value is lower than those given by atmosphere molded PMMA chips (26156 plates/m) [25] and native PDMS chips (approximately 30,000 plates/m) [12].
A theoretical efficiency (NT) of approximately 1.8×106 plates/m was calculated using the separation length (5 cm) and the injection channel width (150 μm) [20], while the experimental efficiencies (NExp) were 8626 plates/m and 16,260 plates/m for dopamine and catechol, respectively. Therefore, the ratios of the experimental (NExp) to the theoretical (NT) efficiency were 0.47% and 0.89% for dopamine and catechol, respectively. These low experimental efficiencies may be due to the inner channel roughness, the end-channel amperometric detection, the floating injection mode used, and the difference in EOF mobilities between the PET and the toner layer. Nevertheless, such values are similar to those observed for other systems [26]. The lower ratio of NExp to NT for dopamine compared with that of catechol may be due to the fact that that dopamine is positively charged and catechol is neutral in an acidic medium (acetate buffer of pH 5.0), leading to a stronger interaction with the partially negatively-charged microchannel.
Linear calibration plots were observed over 10–400 μM (r=0.9967) and 10–300 μM (r=0.9961) for dopamine and catechol, respectively. The limits of detection were estimated as 5 μM and 7 μM for dopamine and catechol, respectively (S/N=3).
Conclusions
This report investigated the EOF properties of PET-toner chips made using a fast-printing process. The results show that such PET-toner chips possess negatively-charged surfaces capable of generating EOF in the same direction and of the same order as observed with fused silica capillaries and other μTAS systems. Our results provide evidence that the silica fillers introduced by the polymer and toner provide the surface charge. Various diagnostic and general analysis systems could be realized with the present PET-toner chips, using EOF as an efficient pump for micro-scale fluid handling. Therefore, as an initial basis for the development of these systems, this report has provided quantitative information on how EOF parameters are influenced by buffer ionic strength and solution pH. The application of such cheap microchips to bioanalysis has also been demonstrated using dopamine and catechol as model analytes.
References
Vilkner T, Janasek D, Manz A (2004) Anal Chem 76:3373–3386
Reyes DR, Iossifidis D, Auroux PA, Manz A (2002) Anal Chem 74:2623–2636
Auroux PA, Reyes DR, Iossifidis D, Manz A (2002) Anal Chem 74:2637–2652
Manz A, Hraber N, Widmer HM (1990) Sensor Acutat B–Chem 1:244–248
Becker H, Locascio LE (2002) Talanta 56:267–287
Soper SA, Ford SM, Qi S, McCarley RL, Kelly K, Murphy MC (2000) Anal Chem 72:643A–651A
Roberts MA, Rossier JS, Bercier P, Girault H (1997) Anal Chem 69:2035–2042
Rossier JS, Ferrigno R, Girault HH (2000) J Electroanal Chem 492:15–22
Bai XX, Roussel C, Jensen H, Girault HH (2004) Electrophoresis 25:931–935
Tan AM, Rodgers K, Murrihy JP, O’Mathuna C, Glennon JD (2001) Lab Chip 1:7–9
Lago CL, Silva HDT, Neves CA, Brito-Neto JGA, Fracassi da Silva JA, (2003) Anal Chem 75:3853–3858
Liu Y, Fanguy JC, Bledsoe JM, Henry CS (2000) Anal Chem 72:5939–5944
Locascio LE, Perso CE, Lee CS(1999) J Chromatogr A 857:275–284
Huang XH, Gordon MJ, Zare RN (1988) Anal Chem 60:1837–1838
BaoN, Xu JJ, Dou YH, Cai Y (2004) J Chromatogr A 1041:245–248
Tavares MFM, McGuffin VL (1995) Anal Chem 67:3687–3696
Ocvirk G, Munroe M, Tang T, Oleschuk R, Westra K, Harrison DJ (2000) Electrophoresis 21:107–115
McDonald JC, Duffy DC, Anderson JR, Chiu DT (2000) Electrophoresis 21:27–40
McDonald JC, Duffy DC, Anderson JR, Chiu DT, Wu HK (1998) Anal Chem 70:4974–4984
Coltro WKT, Fracassi da Silva JA, Silva HDT, Richter EM (2004) Electrophoresis 26:3832–3829
Wang J, Tian BM, Sahlin E (1999) Anal Chem 71:5436–5440
Liu Y, Vickers JA, Henry CS (2004) Anal Chem 76:1513–1517
Vandaveer WR, Pasas SA, Martin RS, Lunte SM (2002) Electrophoresis 23:3667–3677
Wang J (2002) Talanta 56:223–231
Muck M, Wang J, Jacobs M, Chen G (2004) Anal Chem 76:2290–2297
Gawron AJ, Martin RS, Lunte SM (2001) Electrophoresis 22:242–248
Acknowledgements
This work was supported by grants from the National Natural Science Foundation of China (Grant Nos. 20299030 and 20125515), the Ministry of Education of China (No. 20020284021) and the Chinese 863 High-Tech Project. This work was also partially supported by Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq—Grant No. 477982/03-4).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
He, FY., Liu, AL., Yuan, JH. et al. Electrokinetic control of fluid in plastified laser-printed poly(ethylene terephthalate)-toner microchips. Anal Bioanal Chem 382, 192–197 (2005). https://doi.org/10.1007/s00216-005-3200-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00216-005-3200-x