
Abstract
This paper deals with the thermal characteristics of traditional mineral oil and alternative dielectric fluids. Candidates of alternative dielectric fluids used in the transformer were silicon oil, HMWH, synthetic ester and natural ester. In this study, the transformer which uses synthetic ester and natural ester was focused. 3 ph, 66 kV, 16.5 MVA power transformer and 3 ph, 22 kV, 2.3 MVA distribution transformer were considered and compared the hot-spot temperatures and top oil temperatures by using the computational fluid dynamics (CFD). Kinematic viscosities of natural ester and synthetic ester were four times and three times higher than the mineral oil at the working temperature of \(60\,^{\circ }\hbox {C}\) respectively. The flow rate of natural ester and synthetic ester was 50–40 % decreased. Therefore, the hot-spot temperature of natural ester and synthetic ester was 24 and 14 % higher than the use of mineral oil respectively.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Recently, researches on environmental friendly-electrical machinery for energy transport industry are focused since conventional mineral oil filled transformers may cause severe environmental problems. This is because mineral oil has poor biodegradability characteristics and the lower fire point. Therefore, researches for applicability of alternative dielectric oils from the mineral oil have been widely performed to accomplish the stability in electrical machinery applications. Currently, the use of alternative oil has been increased in the distribution transformer applications. Also these days, transformers are installed in the urban areas, especially in the indoor circumstances. It is quite dangerous if the transformer which uses mineral oil as a working fluid was installed in the large building in urban areas because of low ignition point of the mineral oil. Specifically, when led to an explosion, it makes severe damages to human lives [1–3].
The alternative dielectric oils such as natural ester and synthetic ester have high fire point and also have high biodegradability. Therefore, these oils are widely used in electrical machinery industry because of its effective electrical insulation property and electrical stability [4]. However, in view of cooling efficiency for lowering ageing rate of insulation materials, the viscosity of these ester fluids is much higher than the viscosity of mineral oil, which causes reduction in cooling performance due to low mobility of fluid. For these reasons, the hot-spot, the region of localized high peak temperature due to an inadequate cooling, could be generated especially in the ON (Oil Natural) cooling condition than other cooling condition such as OD (Oil Direct) or OF (Oil Forced). Moreover, the hot-spot temperature could cause acceleration of rapid thermal ageing in the winding insulation [5, 6].
There are many factors determining the life of transformers. Among these factors, insulation is one of the critical factors to reduce life of the transformers. According to IEC 600076-7 Loading Guide, the hot-spot temperature to accept the relative ageing rate equal to 1 was \(98\,^{\circ }\hbox {C}\) at the non-thermally upgraded paper and \(110\,^{\circ }\hbox {C}\) at the thermally upgraded paper [7]. Also, it provides detailed information about the current and temperature limitations applicable to loading. Although it is hard to estimate the exact life of the transformers, we can conclude that localized hot-spot temperature can deteriorate life of insulations, which result in decrease in life of the transformers. For these reasons, alternative dielectric oils or environmental-friendly oils were used by installing additional radiators and otherwise requiring a pump which have high flow rate capability [8–10].
Therefore, understanding of alternative dielectric oil’s electrical and mechanical properties should be examined thoroughly and its application in transformers also should be evaluated for reliable operations. This paper compared between the fluid-thermal characteristics of the conventional mineral oils and the alternative dielectric fluids such as natural ester and synthetic ester for the application of power transformer class of 16.5 MVA and distribution transformer class of 2.3 MVA in oil natural cooling condition by using a CFD analysis and experimental results.
2 Alternative dielectric fluids
Alternative dielectric fluids for using in transformer by substituting traditional mineral oil have generally offered the greater environmental protection and high fire safety. Candidates of alternative dielectric oils used in the transformer were silicon oil, HMWH, synthetic ester and natural ester. In this study, the transformer which uses synthetic ester and natural ester was focused.
First of all, the synthetic ester has excellent oxidation stability and very low pour point, so it is suitable for breathing system and applicable to cold climate circumstances. Natural ester is readily biodegradable and non-toxic material because it was manufactured from renewable seed oil. Also, it has very high fire point, so it is allowable to install in the indoor substation such as buildings in urban areas. This ester is more suitable to temperature climates and indoor location because of its higher pour point than synthetic ester. However, natural ester is not suitable for breathing systems because of its poor oxidation stability.
Table 1 shows the comparison of the properties of dielectric fluids.
Figure 1 shows the kinematic viscosities of dielectric fluids of traditional oil and alternative oil as a function of temperature. The kinematic viscosity of dielectric fluid is the most important factor in view of cooling. This is because the flow rate within the transformer is critically determined by the kinematic viscosity of dielectric fluid which affects heat transfer efficiency rather than other factors such as specific heat, density or conductivity [4].

Kinematic viscosities of dielectric fluids as a function of temperature
In the cooling aspect of the transformer, the kinematic viscosity decreases according to increase the temperature.
The kinematic viscosity of synthetic ester and natural ester shows similar tendency in all ranges of temperature. However, as the temperature increases, the kinematic viscosity decreases sharply similar to the mineral oil value.
At the room temperature of \(20\,^{\circ }\hbox {C}\), the kinematic viscosities of synthetic ester and natural ester are two times and three times higher than the mineral oil, respectively. However, at the actual working temperature around \(60\,^{\circ }\hbox {C}\), the kinematic viscosities of synthetic ester and natural ester are three times and four times higher than the mineral oil, respectively. In the high temperature application over \(100\,^{\circ }\hbox {C}\), the kinematic viscosities of alternative dielectric fluids were dropped to a similar level as mineral oil, so the cooling efficiency could be enhanced.
3 Calculation model
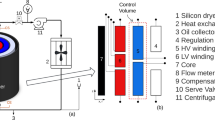
This study presents the cooling performance applications of a power transformer (3 ph, 66 kV, 16.5 MVA) and a distribution transformer (3 ph, 22 kV, 2.3 MVA) used in mineral oil, synthetic ester and natural ester, especially ON cooling method was considered.
The simulation winding model consists of low voltage (LV), high voltage (HV) and high voltage extension (HVE) on both the power transformer and the distribution transformer.
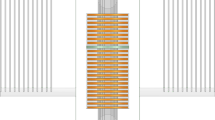
Figure 2 presents the schematic models of the windings. To demonstrate ON cooling circumstances in the simulation, each section of winding and pipe pressure of radiators were calculated. The boundary conditions of the working pressure were used and expressed in Eq. (1) [11].
Where \({P}_{T}\) is the working pressure to make the oil flow in the transformer (Pa), \(\rho \) is the is the oil density (\(\hbox {kg}/\hbox {m}^{3}\)), g is the gravity (\(\hbox {m}/\hbox {s}^{2}\)), \(\beta \) is the volume expansion coefficient \((K-1)\), \(\vartheta \) is the vertical temperature gradient (K) and H is the height difference between the vertical center of the radiators and that of the windings (m).

Schematic models of the windings
Two-dimensional numerical simulation using a commercial CFD tool (FLUENT v.14, ANSYS Inc.) was conducted in this study. In this simulation, correlated loss density was used to minimize the heat flux error caused by the area-ratio of the R-spacer within winding [12]. And to enhance the accuracy of simulation, eddy loss at each winding section was considered by applying the heat flux at each winding and the mechanical conductivity for each type of winding was also calculated and considered. Figure 3 shows the LV winding loss distribution of the power transformer and mechanical conductivity for winding is expressed in Eq. (2).
W indicates the width of winding and H indicates height of the winding. \({k}_\mathrm{{ena}}, {k}_\mathrm{{pa}}, {k}_\mathrm{{cop}}\) is the conductivity of enamel, paper and copper, respectively. \({k}_{\mathrm{ra}}\) and \({k}_{\mathrm{ax}}\) is the radial and axial conductivity. \({x}_{1}, {x}_{2}\) and \({x}_{3}\) are the total thickness of epoxy bonding, paper and copper in radial direction, respectively. Also, \({y}_{1}, {y}_{2}\) and \({y}_{3}\) are the total thickness of epoxy bonding, paper and copper in axial direction, respectively.

LV winding loss distribution in the power transformer
4 Results and discuss
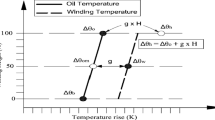
These two transformers have same temperature rise limitations. The top-oil temperature rise, average winding temperature rise and hot-spot temperature rise were set to be 60, 65 and 78 K, respectively. Ambient temperature was also set to be \(20\,^{\circ }\hbox {C}\).
In the temperature rise test, these two transformer which uses mineral oil and synthetic ester achieved the temperature rise limitations. However, temperature rise limitation did not achieved when they used natural ester.
In the temperature rise test, 80 % load was applied to the transformer used in natural ester that shows similar experimental results of hot-spot temperature with used in mineral oil. Also, these results are quite similar to the CFD simulation results.
Table 2 shows the flow rates and temperatures of each dielectric fluids in simulations. In CFD simulation, the boundary condition of inlet was applied the calculated working pressure which was calculated via each section of winding and pipe pressure of radiators. In the distribution transformer, the total flow rate was in range from 0.59 to 1.28 kg/s and the flow rate flowing to one radiator was in range from 11.33 to 22.32 l/min. In the power transformer, however, the total flow rate was in range from 0.69 to 1.13 kg/s and the flow rate flowing to one radiator was in range from 10.11 to 19.7 l/min. These values of flow rate were confirmed in the temperature rise experiment.
The flow rate of natural ester was 50 % lower than the use of mineral oil in ON cooling condition on both the distribution and power transformers. The flow rate of synthetic ester was also 40 % lower than the use of mineral oil.
Figures 4 and 5 presents the oil and winding temperature distribution in each transformers. In the distribution transformer, the hot-spot temperature and top-oil temperature of mineral oil were 59.94 and \(44.23\,^{\circ }\hbox {C}\). However, the hot-spot temperature of natural ester and synthetic ester was 67.19 and \(64.4\,^{\circ }\hbox {C}\). Also, the top-oil temperature of natural ester and synthetic ester was 48.02 and \(46.56\,^{\circ }\hbox {C}\), respectively. The hot-spot temperature and the top-oil temperature of natural ester increased 7.25 and \(3.78\,^{\circ }\hbox {C}\) over the use of mineral oil. However, when synthetic ester was applied, the hot-spot temperature and the top-oil temperature increased 4.46 and \(2.32\,^{\circ }\hbox {C}\) over the use of mineral oil. These results achieved the temperature rise limitations because allowable gap of temperature difference was generated by 10 % increases in the hot-spot temperature and 7 % increases in the top-oil temperature when the use of natural ester than the mineral oil.

Oil and winding temperatures in distribution transformer

Oil and winding temperatures in power transformer
In the power transformer, the hot-spot temperature and top-oil temperature of mineral oil were 79.04 and \(61.7\,^{\circ }\hbox {C}\). However, the hot-spot temperature of natural ester and synthetic ester was 103.77 and \(91.68\,^{\circ }\hbox {C}\). And, the top-oil temperature of natural ester and synthetic ester was 73.44 and \(67.71\,^{\circ }\hbox {C}\), respectively. The hot-spot temperature and the top-oil temperature of natural ester increased 24.73 and \(11.74\,^{\circ }\hbox {C}\) over the use of mineral oil. However, when synthetic ester was applied, the hot-spot temperature and the top-oil temperature increased 12.64 and \(6.01\,^{\circ }\hbox {C}\) over the use of mineral oil. The hot-spot temperature when the use of synthetic ester was acceptable to allow the temperature rise limitations although the hot-spot temperature was 13 % higher than the use of mineral oil. The hot-spot temperature when the use of natural ester was 23 % higher than the use of mineral oil which was over value of the temperature rise limitations.
In the CFD simulation results, 80 % load was applied to the transformer used in natural ester that shows similar hot-spot temperature with used in mineral oil. Also, these results are quite similar to the experimental results.
In general, natural ester has higher conductivity than mineral oil and has more duration time staying in a radiator which results in decreased bottom-oil temperature than mineral oil. In this study, however, external cooling effect such as radiator was not considered, so the bottom-oil temperature was same.
In the OD cooling method which generate same flow rate using a pump, the top-oil temperature of mineral oil would be slightly higher than the other oils such as synthetic and natural esters because of different thermal conductivities within fluids. This OD cooling method has also limitations because the pump requires higher capacity.
Figures 6 and 7 shows the contours of temperature at the top of winding in each transformers. The temperature distribution varies from formation of windings and zigzag washers, but the hot-spot was generated at the top of the windings in most cases. In case of distribution transformer, coolant could not equally distributed to each channel but could flow to a relatively large channel since it has no zigzag washers.

Contours of temperature at the top of winding in distribution transformer

Contours of temperature at the top of winding in power transformer
In the CFD simulation results, kinematic viscosities of natural ester and synthetic ester were four times and three times higher than the mineral oil at the working temperature of \(60\,^{\circ }\hbox {C}\), so the flow rate of natural ester and synthetic ester was 50–40 % decreased.
In Fig. 8, the hot-spot temperature of natural ester and synthetic ester was 24 and 14 % higher than the use of mineral oil. Thermally upgraded paper would be a solution to apply natural ester and synthetic ester on both the distribution transformer and the power transformer, which does not required to apply high capacity pumps or more radiators having large surfaces or lowering load. By adapting these thermally upgraded papers, the life of transformer which uses synthetic ester and natural ester could be more durable as much as the use of mineral oil.

Hot-spot and top-oil temperature in each dielectric fluid
5 Conclusion
In this study, 3 ph-66 kV-16.5 MVA power transformer and 3 ph-22 kV-2.3 MVA distribution transformer were considered for analysis the thermal characteristics of alternative dielectric fluids (natural ester and synthetic ester) and compared the hot-spot temperatures and top oil temperatures by using the computational fluid dynamics (CFD) and experimental results. These two transformers have same temperature rise limitations. In the temperature rise test, these two transformer used in mineral oil and synthetic ester achieved the temperature rise limitations. Also, distribution transformer used in natural ester achieved the temperature rise limitations. However, power transformer used in natural ester was not met the temperature rise limitation.
In the temperature rise test, 80 % load was applied to the transformer used in natural ester and it showed similar experimental results of hot-spot temperature as when mineral oil is used. Also, these results are quite similar to the CFD simulation results. In the distribution transformer, the hot-spot temperature and the top-oil temperature of natural ester increased 7.25 and \(3.78\,^{\circ }\hbox {C}\) from when mineral oil is used. Additionally, when synthetic ester was applied, the hot-spot temperature and the top-oil temperature increased 4.46 and \(2.32\,^{\circ }\hbox {C}\) from when mineral oil is used. The temperature differences of natural ester showed 10 % increase in the hot-spot and 7 % increase in the top-oil from the mineral oil. These results satisfy the temperature rise limitation because the temperature differences are in the range of allowable gap temperature. In the power transformer, the hot-spot temperature and the top-oil temperature of natural ester increased 24.73 and \(11.74\,^{\circ }\hbox {C}\) from when mineral oil is used. Additionally, when synthetic ester was applied, the hot-spot temperature and the top-oil temperature increased 12.64 and \(6.01\,^{\circ }\hbox {C}\) from when mineral oil is used. The hot-spot temperature when the use of synthetic ester was acceptable to allow the temperature rise limitations although the hot-spot temperature was higher 13 % than the use of mineral oil. However, the hot-spot temperature when the use of natural ester was 23 % higher than the use of mineral oil which was over value of the temperature rise limitations. In sum, the hot-spot temperature of natural ester and synthetic ester was 24 and 14% higher than the use of mineral oil. Thermally upgraded paper is a solution to be used in the natural ester and synthetic ester on both distribution transformer and power transformer because the upgraded paper does not require using high capacity pumps or radiators with large surfaces or lower load. By adapting these thermally upgraded papers, the life of transformer which uses synthetic ester and natural ester could be more durable as much as the use of mineral oil.
Abbreviations
- A:
-
Area
- \(g\) :
-
Gravity
- \(H\) :
-
Height
- \(\mathrm{HV}\) :
-
High voltage
- \(\mathrm{HVE}\) :
-
High voltage extension
- \(k\) :
-
Conductivity
- \(\mathrm{LV}\) :
-
Low voltage
- \(P\) :
-
Pressure
- \(W\) :
-
Width
- \(x\) :
-
x-direction
- \(y\) :
-
y-direction
- \(\beta \) :
-
Volume expansion coefficient
- \(\vartheta \) :
-
Vertical temperature gradient
- \(\rho \) :
-
Density
- ax:
-
Axial direction
- cop:
-
Copper
- ena:
-
Enamel
- epo:
-
Epoxy
- pa:
-
Paper
- Ra:
-
Radial direction
References
IEEE guide for acceptance and maintenance of natural ester fluids in transformers. IEEE Std. 2008, C57.147-11 July
Biçen Y, Çilliyüz Y, Aras F, Aydugan G (2012) Aging of paper insulation in natural ester and mineral oil. Electr Electron Eng 2(3):141–146
Perrier C, Ryadi M, Bertrand Y, Tran Duy C (2010) Comparison between mineral and ester oils. CIGRE Session Paris, D1–102
Perrier C, Beroual A, Bessede J-L (2006) Improvement of power transformers by using mixtures of mineral oil with synthetic esters. IEEE Trans Dielectr Electr Insul 13:556–564
Girgis R, Bernesjö M, Frimpong GK (2010) Detailed performance of a 50 MVA transformer filled with a natural ester fluid versus mineral oil. CIGRE Session Paris, A2–107
Mendes JC, Reis ASG, Nogawa EC, Ferra C (2008) Advanced Application of a Natural Ester Vegetable Oil in a HV Power Transformer. CIGRE Session Paris, A2–101
Loading guide for oil-immersed power transformers. IEC International standard Part 7 2005, IEC 60076–7
Kweon D, Koo K, Woo J, Kim Y (2010) Hot spot temperature for 154 kV transformer filled with mineral oil and natural ester fluid. IEEE Trans Dielectr Electr Insul 19(3):1020–1031
McShane CP, Stenborg PG, Luksich J (2006) Review of in-service transformers using natural (vegetable oil) ester dielectric fluid. 73rd Annual Int’l. Doble Client Conference 2006
Smith SD (2006) Design and test experience with natural ester fluid for power transformers. IEEE PES Transmission and Distribution Conference Exhibition, pp 35–36
Radakovic Z, Sorgic M (2010) Basics of detailed thermal-hydraulic model for thermal design of oil power transformers. IEEE Trans Power Deliv 25(2):790–802
Skillen A, Revell A, Lacovides H, Wu W (2012) Numerical prediction of local hot-spot phenomena in transformer windings. Appl Therm Eng 36:96–105
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Park, TW., Han, S.H. Numerical analysis of local hot-spot temperatures in transformer windings by using alternative dielectric fluids. Electr Eng 97, 261–268 (2015). https://doi.org/10.1007/s00202-015-0335-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00202-015-0335-4