
Abstract
A novel and effective method to fabricate the bimetallic composite tube was proposed using a KOBO extrusion technique with an oscillating die. Compared with the traditional extrusion, KOBO extrusion enabled to induce high-frequency deformation path changes under the combined action of extrusion force and torsion torque. The numerical simulations of KOBO extrusion were conducted at extrusion velocities of 1, 2, 3, and 4 mm·s−1 and rotation frequencies of 2.5, 5, 8, and 10 Hz. The thickness uniformity coefficient and ratio of runoff were newly proposed as two indexes to evaluate the dimensional uniformity and stability of extruded bimetallic composite tubes. The results showed that KOBO extrusion had obvious advantages in reducing the extrusion load, narrowing the deformation zone, and simultaneously increasing the forming temperature. Both layers of extruded tube by the KOBO extrusion had more even thickness with lower thickness uniformity coefficients. The ratio of runoff for extruded tube was very close to its initial value of billet, which indicated that the KOBO extrusion enabled to form bimetallic composite tube with presumptive stable mechanical property. By comprehensive analysis of the impact of rotation frequency and extrusion velocity on reducing the total power consumption and increasing the power conversion parameter, it was recommended that KOBO extrusion selected a lower rotation frequency and a higher extrusion velocity under the premise of guaranteeing forming quality of the bimetal composite tube.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The increasing demands for lightweight aerospace and transportation promote the application of lightweight tube structures. In particular, bimetal composite tubes have attracted attention because of the dual performance advantages of tube body and bonding layer [1, 2]. In general, the body material of bimetal composite tube has a higher mechanical property, and the contact layer in contact with corrosive media has excellent corrosion resistance. As common lightweight materials, aluminum alloys are widely used as the anti-corrosion layers of bimetallic composite tubes because of their excellent corrosion resistance. How to ensure the interface compatibility and metallurgical bonding between two layers are two key difficulties for manufacturing the bimetallic composite tubes. Therefore, it is of great importance to explore new technology to achieve better forming quality of bimetallic composite tube.
There are various forming processes to fabricate bimetallic composite tubes and these existing methods can be summarized as solid–solid phase composite, solid–liquid composite, and liquid–liquid composite according to the bonding state of the bimetallic interface [3, 4]. The plastic forming method realizes the metallurgical bonding of the interface by applying pressure on the contact surface to cause plastic deformation together with the element diffusion. Jiang et al. [5] and Jin et al. [6], respectively, used rolling and spinning methods to prepare Al-Cu bimetallic composite pipes and studied the effect of process conditions on the interface properties. They found that the good interface compatibility highly depended on the geometrical size of billet, velocity field, and yield conditions of two materials. It was indeed a tricky problem to ensure the material flow continuity of the inner and outer layers. The above methods have certain advantages in obtaining large local deformation, but they are difficult to ensure the continuity of deformation and the control of the cross-sectional shape. It is more likely to cause defects such as thickness reduction and fracture. Besides, the methods of electromagnetic forming and explosive forming developed on basis of energy control can form the metallurgical bonding interface [7, 8], but they require precise energy control and exhibit poorly to obtain uniform interface performance. Compared with other methods, the compressive stress of the extrusion method can promote the metallurgical bonding of dissimilar materials and realize better control of material deformation. It helps to form a stable diffusion composite layer and therefore avoid the damage of bonding surface due to stress release under cases with large external forces or high temperatures [9, 10].
Severe plastic deformation (SPD) methods with high-pressure torsion effects have been used to form bimetallic composite parts [11, 12]. As we all know, the high-pressure torsion of SPD method is proven to be more effective in achieving grain refinement and promoting uniform material flow [13,14,15]. As one of the SPD methods, the KOBO method can induce point defects at atomic level through application of high-frequency deformation path changes. These point defects lead to the new mechanism of plastic formation called analogous viscos-plastic flow, which not only promote the large deformation via grain refinement but also accelerates the diffusion of atoms [16,17,18]. The above features of KOBO method make it possible to fabricate the bimetallic composite tubes with high-performance composite interfaces in a short time [19, 20]. KOBO method has been combined with extrusion, forging, rolling, and drawing processes to fabricate parts such as bars, plates, wires, tubes and gears [21, 22]. Aiming at forming bimetallic composite parts, Mohotti et al. [23] used the KOBO method to extrude bimetallic composite rods and studied the influences of material properties, initial thickness ratio, and contact friction conditions on the material forming processes. They pointed out that once the material properties and sizes were fixed, the uniform interface deformations were only possible under the viscous flow interface. The current research preliminarily proves the feasibility of KOBO method to realize bimetallic composite deformation. To our best knowledge, the KOBO extrusion method has not been used to fabricate bimetallic composite tube. The kinetics conditions in terms of extrusion and torsion have a crucial influence on the interface compatibility of dissimilar materials. Therefore, the deformation process of Al/Al bimetallic composite tube by KOBO extrusion was studied and the features of interface compatibility deformation were focused on to verify the feasibility of forming method. The kinetics process was also analyzed to guide the determination of process parameters.
The outline of the paper is as follows. Section 2 detailed the process principle of KOBO extrusion to fabricate bimetallic composite tube and the parallel finite element model. In Sect. 3, the process feasibility of KOBO extrusion method was verified and its advantages were analyzed by comparing the interface deformation, extrusion load, and temperature fields with those of traditional extrusion method. The interface compatibility characterized by flow line changes as well as thickness dimensions of extruded tube was studied in Sect. 4. In Sect. 5, the influence of process parameters on energy consumption was summarized. The article concluded with a reiteration of the most salient points of the study.
2 KOBO extrusion method and numerical simulation model
2.1 Process principle
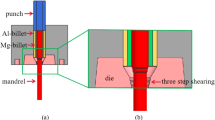
Figure 1 is the schematic diagram of forming bimetallic tube by KOBO extrusion method. Compared with the conventional extrusion method, the KOBO extrusion considers the cyclic torsion of the die. The die is oscillated with a rotation angle of ± θ under a fixed rotation frequency f. Meanwhile, the mandrel presses the inner and outer billet downward simultaneously at a certain extrusion velocity v. The combined action of extrusion force Fv and rotary torque Tm forces the underlying material to undergo severe plastic deformation and allows it to flow plastically through an extrusion orifice. It is hypothesized that the high-shear induced by the oscillating torsion of KOBO method will enable the favorable conditions for simultaneous plastic flow as well as intensify the diffusion processes to obtain better metallurgical solid-state bonding interface.

Schematic diagram of forming bimetallic tube by KOBO extrusion method
2.2 Finite element simulation
The Al-Al bimetallic composite tube used in the heat exchanger was studied in this work. The tube requires high strength and internal corrosion resistance during its service. Therefore, the aluminum alloy AA4045 with high strength and good weldability was chosen as the outer layer’s material, while the aluminum alloy AA3003 with low strength and good corrosion resistance was chosen as the inner layer’s material to improve its corrosion resistance. The dimensions of the bimetallic composite tube are shown Fig. 2a. The tube had an outer diameter of 20 mm and a 6 mm thickness. The corresponding dimensions were 40 mm and 10 mm for the outer billet, and 20 mm and 5 mm for the inner billet. The extrusion ratio was calculated as 4.57. The die was in a cone shape with an angle of 60°.

Structures of KOBO extrusion method: (a) dimensions of key components, (b) finite element model
The bimetallic composite tube KOBO extrusion was modelled on the platform of Deform 3D. As shown in Fig. 2b, a quarter model was established using the advantage of its symmetry. During the extrusion, the container was fixed and the punch moved downwards. The rotation die rotated back and forth with a certain amplitude at a specific frequency. The S-T model from reference [24] was used to characterize the constitutive relationship of the AA4045 and AA3003:
Both the extrusion tooling and billet in the FE model were meshed with tetrahedral elements. The relative mesh density was used as the general meshing method, where the element numbers of outer billet and inner billet were both set as 32,000 and the size ratio was 2.0. In the interactions between the billet and above three tooling parts, the heat transfer coefficient was set to 11 N·s−1·mm−1·°C−1, as marked by orange arrows. The default heat transfer coefficient of 11 N·s−1·mm−1·°C−1 was set between tooling parts and environment. The shear friction model with a friction coefficient of 0.3 was used for all contact pairs of components, while the friction coefficient was set to 1.0 between the inner and outer billet to ensure no relative sliding between them. The initial temperature of the billet was set to 390 °C which lied within the forming process temperature range of both two aluminum alloys. The rotation frequency of the KOBO method has a major influence compared with the rotation angle. In order to study the main influence aspects, the rotation angle was fixed to ± 12° in this paper by the results of references [19] and [20]. Four extrusion velocities of 1, 2, 3, and 4 mm·s−1 and three rotation frequencies of 2.5, 5, 8, and 10 Hz were set, respectively, to study the effects of extrusion velocity and die rotation frequency on forming performance.
3 Forming process of bimetallic composite tube
In this section, the difference of forming ability between the KOBO extrusion and the traditional extrusion was analyzed by the simulation of extrusion with a speed of 2 mm·s−1 and die rotation frequency of 5 Hz.
3.1 Material flow and load analysis
Figure 3 shows the comparisons between the bimetallic composite tube forming profiles of the KOBO extrusion and traditional extrusion (without die rotation) under different punch displacements. The KOBO extrusion’s result was displaced in the left side while the traditional one was in the right. During the traditional extrusion process, the material in outer layer underwent the greater friction than the material of inner layer. Therefore, the flow rate was lower in outer layer and it was hard to move into the squeezing part of the die for the outer layer’s material. The bonding interface of the inner and outer billet tilted towards the outer part at initial stage of the extrusion, which makes it more difficult to coordinate the deformation of the inner and outer layer materials in the subsequent process. As a result, the tube from the traditional extrusion owned a longer unsteady head part. In contrast, the rotary effect of the rotating die during KOBO extrusion can effectively decrease the friction between the die and the outer layer’s materials. The decreasing effect of friction accelerated the outer layer’s materials flowing into the forming area of the die. In this way, fewer dead zones were generated and the inhomogeneity was reduced during the process. It can be seen from Fig. 3a, b that the materials had entered a stable flow state at the initial stage of the KOBO extrusion. While the materials were still in a coordinated deformation process in the traditional extrusion at the same time. The materials in the inner layer flowed much faster than the materials in the outer layer, which caused the bonding interface tilting towards the outer direction. In addition, it can be seen from Fig. 3c that the outer materials partially invaded the inner ones during the traditional extrusion process, leading to a wave-shaped bonding interface. Figure 3d shows two methods’ forming effects of bimetallic composite tube with 55 mm punch. It could be concluded that the KOBO extrusion was feasible to form the bimetallic composite tube and the KOBO method was more deformation homogeneous during bilayer forming compared to the traditional extrusion.

Comparisons of extruded bimetallic tube profiles of KOBO extrusion (left) and traditional extrusion (right) at different punch displacements: (a) 25 mm; (b) 30 mm; (c) 35 mm; (d) 55 mm
Figure 4 shows the extrusion forming load curves of bimetallic composite tube under the KOBO extrusion and traditional extrusion. The two load curves shared a similar trend and both included three deformation stages which divided by two turning moments (marked by red and magenta short lines). At first stage I, the load raised steadily. Then, the curve rose abruptly in second stage II before it entered a stable stage III. However, the two curves varied at the initial deformation stage in terms of the occurrence of the locations of the turning points. The significant distinctions were due to the different sensitivity of two materials to the loading modes as well as the different synchronism in terms of plastic deformation. Compared with the traditional extrusion method, the KOBO extrusion significantly reduces the overall extrusion load level. The maximum load was also reduced by about 30%. The rotating die’s rotary effect of the KOBO extrusion effectively improved the flow ability of the outer materials and deformation coordination homogeneity of the bilayer materials.

Extrusion force and displacement curves of traditional extrusion and KOBO extrusion
3.2 Effective stress and temperature fields
Figure 5 plots the effective stress distributions within the main deformation zone of bimetallic composite tube extruded by KOBO extrusion and traditional extrusion. It can be seen that the medium and high stress areas of two methods are concentrated in the contact area between die and billet. On the whole, the stress level of the KOBO method was significantly lower than that of the traditional extrusion. The maximum effective stress values of the two methods were about 50 MPa and 60 MPa, respectively. From the stress gradient in Fig. 5, it could be found that the stress-affected zone of KOBO extrusion was narrower and more concentrated. In contrast, the traditional extrusion exhibited a relatively lower stress gradient of about 30 MPa in the main deformation zone, which indicated more materials were forced to participate in the deformation. The effective stress distinctions between the two methods brought about the differences in extrusion force in Fig. 4.

Effective stress fields of two extrusion methods: (a) KOBO extrusion, (b) traditional extrusion
The temperature distributions within the main deformation zone of bimetallic composite tube are shown in Fig. 6. Similar to the stress distribution, the high temperature of extruded tube was concentrated around the die orifice. Compared to the initial billet temperature of 390 °C, the temperature rise of KOBO extrusion was significantly larger than that of traditional extrusion. The maximum temperature rise of two methods was about 40 MPa and 25 MPa, respectively. The rise temperature in the extrusion process was inevitable due to the friction effect. The torsion effect of KOBO method led to the above distinction. Because the changeable deformation paths of KOBO method introduced severe localized plastic deformation and more deformation energy accumulated inside the material. As a consequence, the materials underwent higher deformation temperature. This was the reason why the extrusion load was reduced for KOBO extrusion. This advantage of KOBO extrusion made it more suitable to fabricate materials which are difficult to deform. What is more, the abundant energy accumulation of KOBO extrusion can reduce deformation temperature, which is very useful for saving energy.

Temperature fields of two extrusion methods: (a) KOBO extrusion, (b) traditional extrusion
4 Deformation compatibility analysis of bimetallic composite tube
4.1 Flow pattern
Flow lines at the die orifice were analyzed to understand the material flow behaviors of extruded tube. As shown in Fig. 3, the outer layer underwent more severe deformation than the inner layer and therefore was typically selected to highlight the superiority of KOBO method. The billet was equally divided into twenty parts along the length direction, and the initial metal flow lines horizontally distributed, as plotted in Fig. 7a–c, compared the flow lines of KOBO extrusion and traditional extrusion in the circumferential direction at the same ram stroke. The corresponding flow lines in the axial direction are compared in Fig. 7d, e. The smoother circumferential flow lines were observed with fewer sawtooth fluctuations and smaller fluctuation amplitudes for KOBO extrusion. This means the materials located on the same circumference had the similar flow pattern along the extrusion direction. In contrast, the flow lines of the traditional extrusion were particularly sharp and jagged in the circumferential direction. This issue became even more serious in the exit of die orifice. The torsion effect of KOBO extrusion not only alleviated the friction effect between outer layer and die but also changed the way of material flow, which were both conducive to promoting the homogeneous deformation of material. Besides, the higher temperature rise of KOBO extrusion was also helpful for uniform flow. The initial horizontally distributed lines of traditional extrusion gradually evolved into downwardly inclined ones from the entrance to exit of die orifice, as shown in Fig. 7e. The inclination of flow lines seemed to be quite “sharp,” which indicated the great differences of flow velocities between the inner and outer materials during the forming process. The flow velocity on the outer surface was significantly lower than the inner surface, and this trend tended to be more obvious towards the exit of die orifice where the dead zone easily formed. In general, the material flow pattern of traditional extrusion followed the combined “axial-radial” flow characteristics. Compared to traditional extrusion, the flow lines of KOBO extrusion distributed much closer to the initial horizontal state, except for the zones near the outer surface, as plotted in Fig. 7d. The materials near the die radius were inclined to radial flow and the corresponding flow lines changed more gently, which indicated that the materials of KOBO extrusion displayed the obvious “radial” flow pattern. The updated flow pattern promoted more outer metal to participate in deformation, thereby reducing dead zone defects. Above all, the materials of KOBO extrusion underwent more homogenous deformation to form bimetallic tube.

Flow line comparisons of outer layer extruded by KOBO extrusion and traditional extrusion: (a) initial lines; (b) transverse lines of KOBO extrusion; (c) transverse lines of traditional extrusion; (d) longitudinal lines of KOBO extrusion; (e) longitudinal lines of traditional extrusion
4.2 Wall thickness uniformity
In this research, the wall thickness uniformity of each layer and the deformation compatibility of two layers were evaluated to assess the quality of extruded bimetallic tube.
The wall thickness uniformity was characterized by the wall thickness uniformity coefficient Tc. Taking n points uniformly from the tube surface along the extrusion direction, Tc was defined as the ratio of the standard deviation of the thickness of n points to their average value.
where ti was the wall thickness of point i, and _ twas the average value of the wall thickness of n points. The larger value of wall thickness uniformity coefficient Tc represented the more uneven thickness.
The radial run-off ratio m was proposed to describe the coordinated deformation of the inner layer and outer wall thickness. Furthermore, it represented the ability to keep the ratio of the thickness of the inner and outer layers unchanged from its previous value during the whole forming process. One stable value of radial runoff ratio is expected to maintain the good match of strength and toughness for extruded tube during the whole forming process, which is also friendly for product design. It was defined as the ratio of the volume passing through the cross section of the inner and outer layer in a unit time.
where D1 and D2 were the outside diameter and inside diameter of outer layer, respectively. D3 was the inside diameter of inner layer. As mentioned in Sect. 2.2, the values of D1, D2, and D3 were 40, 20, and 10 mm. The initial m value of billet was calculated as 0.25.
Two hundred points were picked evenly from the inner wall of stable extrude tube with a section length of 150 mm, as marked in Fig. 8. Two hundred points were individually selected at equal intervals from the inner walls of both inner layer and outer layer. The wall thickness values were measured by the built-in size measurement method of Deform 3D platform. The results are plotted in Fig. 8. As a comparison, the results of traditional extrusion were also drawn.

Wall thicknesses of inner layer and outer layer extruded by KOBO extrusion and traditional extrusion
The wall thicknesses of inner layer and outer layer both fluctuated within a limited range for two methods. The average values of 200 points were taken as the final wall thickness for each layer, as marked by red solid line (for KOBO extrusion) and red dashes lines (for traditional extrusion) in Fig. 8. The inner layer thicknesses tin and outer layer thicknesses tout of the KOBO extrusion were 1.676 mm and 4.385 mm, respectively. The tin and tout of the traditional extrusion were respectively calculated as 1.428 mm and 4.613 mm. Table 1 summarizes the wall thickness index of two methods. The thickness uniformity coefficients Tc of outer layers for two methods were both smaller than those of inner layers, which indicated the outer layers owned the better thickness uniformity. Similarly, the thickness uniformity of Kobo extrusion was better than that of the traditional extrusion, especially for the inner layer. The final runoff ratios of extruded bimetallic tube by KOBO extrusion and traditional extrusion were calculated as 0.24 and 0.19 according to Eq. (4). Compared to the initial value 0.25 of billet, the value of 0.19 manifested that the section area of outer layer contributed a larger proportion for the extruded tube. This feature was also reflected by the configurations in Fig. 3. The tube fabricated by the traditional extrusion method did not keep good strength-toughness balance with the initial billet. In contrast, the value of KOBO extrusion was closer to the initial value 0.25 of billet, which indicated that the materials of inner layer and outer layer underwent pretty good coordinating deformation during the KOBO extrusion process. That is to say, the KOBO extrusion could better ensure the extruded tube to possess the stable properties close to the design object.
5 Power consumption of KOBO extrusion
There are two internal loading modes to force the materials to be formed during the KOBO extrusion process. The one is the vertical extrusion and the other is the circumferential torsion. The deformation quality of extruded bimetallic tube highly depends on the combined action of two loading modes. Besides, the combined action also influences the total power consumption and its conversion efficiency. In this research, the extrusion velocity and rotation frequency were served as two parameters to characterize the effects of two loading modes, respectively.
The total work of the external force and its conversion efficiency are important factors to affect the manufacturing costs and production efficiency. The partial power consumption applied for extrusion was deemed as extrusion power consumption Lw in this research. Similarly, the torsion power consumption Lm represented the partial power consumption used for die rotation.
where Fw was the extrusion force and v was the extrusion velocity.
where Tm was the torsion torque, φ was the torsion angle and f was the torsion frequency.
The total power consumption L was the sum of the extrusion power consumption Lw and the torsion power consumption Lm.
In order to describe the contribution of torsion loading mode, the ratio of torsion power consumption α was defined as
The power consumption conversion parameter λ was proposed to represent the conversion of the total power consumption. It was expressed as the power required for metal to flow through a certain cross-sectional area per unit time.
where A0 was the original cross-sectional area of billet. Here, its value is 1178.1 mm2. By analogy with the meaning of power consumption conversion efficiency, the higher value of proposed power consumption conversion parameter λ signifies the lower power consumption conversion.
Figure 9a displays the extrusion power consumption Lw, torsion power consumption Lm, total power consumption L, and extrusion-torsion power consumption ratio α at different rotation frequencies. The corresponding extrusion velocity was fixed as 2 mm/s. Increasing the rotation frequency f caused a rapid increase in torsional power consumption Lm. Correspondingly, the extrusion power consumption decreases with increasing rotation frequency, but the decreasing trend was not obvious. A comprehensive analysis of the power consumption changing trends of the two loading modes showed that the greater the rotation frequency, the more total input power consumption was required. Besides, the ratio of torsion power consumption α also increased from 0.45 to 0.81. The increasing value of α the more significant contribution of torsion load mode to the total input power consumption. Although increasing the rotation frequency enlarged the torsional shearing effect on improving plasticity and promoting homogenous deformation, it also resulted in the greater total power consumption. In Fig. 9b, the power consumption conversion parameter became larger, which corresponded to the decreasing power consumption efficiency. Hence, it was recommended that KOBO extrusion selected a lower torsion frequency under the premise of guaranteeing forming quality of the bimetal composite tube.

(a) The relationships of frequency and torsion power consumption Lm, extrusion power consumption Lw, total power consumption L, ratio of torsion power consumption α and (b) power consumption conversion parameter λ
As shown in Fig. 10a, increasing the extrusion velocity led to the strain rate increasement, thereby increasing the flow stress of deformed materials. Accordingly, the extrusion force and required extrusion power consumption Lw both became larger.

(a) The relationships of extrusion velocity and torsion power consumption Lm, extrusion power consumption Lw, total power consumption L, ratio of torsion power consumption α and (b) power consumption conversion parameter λ
Once the rotation frequency was fixed, the influence of the rotation effect on the flow behavior of material remained basically unchanged. As a consequence, the torsion force was not sensitive to the extrusion velocity changes; that was why the rotation power consumption Lm varied slightly in Fig. 10a. The remarkable increase in total power consumption L was mainly due to the continuous growth of extrusion power consumption. The decreasing ratio of torsion power consumption from 0.63 to 0.29 clearly declared the gradually weakening effect of torsion loading mode on the total power consumption with the increasing extrusion velocity. The relationship of power consumption conversion parameter λ and extrusion velocity is plotted in Fig. 10b. As the extrusion velocity increased, the power conversion parameters decreased. In other words, increasing the extrusion velocity was conducive to higher conversion efficiency.
6 Conclusions
The KOBO extrusion technique was innovatively applied to form the bimetallic composite tube in this research. The key conclusions were drawn as follows:
-
(1)
The rotary effect of die oscillation during KOBO extrusion can effectively accelerate the outer layer’s materials to flow into the forming area of the die. In this way, the extruded tube earlier entered into stable deformation with better interface compatibility. Meanwhile, the extrusion load was dramatically reduced more than 30% due to the higher and more even forming temperature during the narrowed deformation affected zone.
-
(2)
Compared to the traditional extrusion, the changes of flow lines of KOBO extrusion seemed much gentler with slight sawtooth fluctuations. The corresponding material flow pattern gradually evolved from “axial-radial” flow to “radial” flow, which was helpful to improve the preferable homogenous deformation with better thickness uniforms for KOBO extrusion. Besides, the KOBO extrusion could better ensure the extruded tube to have relatively stable expected mechanical property by keeping smaller changes of ratio of runoff.
-
(3)
Increasing the rotation frequency could effectively reduce the extrusion load and improved the contribution of torsion effect, but it also caused the dispreferred sharp rise of total power consumption and lower power conversion efficiency. The torsion effect was not sensitive to extrusion velocity variations. When the rotation frequency was fixed, the power conversion parameters efficiency decreased as the extrusion velocity became larger. If the forming quality of the bimetal composite tube was satisfied, a lower rotation frequency and a higher extrusion velocity were suggested for the KOBO extrusion process of bimetallic composite tube.
Data availability
The data sets supporting the results of this article are included within the article and its additional files.
References
Zhan LQ, Wang G, Yang JL, Kong DH,Zhang WC, Wang GF (2020) Study on gas bulging forming and contradictive cooling bonding of AZ31/Al7475 bimetal composite tube. J Mater Eng Perform 29:4652–4658. https://doi.org/10.1007/s11665-020-04945-0
Tavassolimanesh A, Nia AA (2018) Investigating the properties of bimetallic aluminum-clad copper tubes produced by friction stir welding. J Alloys Compd 751:299–306. https://doi.org/10.1016/j.jallcom.2018.04.117
Sun CY, Cong YP, Zhang QD, Fu MW, Li L (2018) Element diffusion model with variable coefficient in bimetallic bonding process. J Mater Process Technol 253:99–108. https://doi.org/10.1016/j.jmatprotec.2017.10.045
Zhang SJ, Wang W, Ma SB, Li Q (2021) Fe/Ni diffusion behavior in the shear-extrusion solid state bonding process. J Manuf Process 67:35–45. https://doi.org/10.1016/J.JMAPRO.2021.04.046
Jiang SY, Zhang YQ, Zhao YN, Zhu XM, Sun D, Wang M (2017) Investigation of interface compatibility during ball spinning of composite tube of copper and aluminum. Int J Adv Manuf Technol 88:683–690. https://doi.org/10.1007/s00170-016-8803-1
Jin K, Yuan Q W, Tao J, Domblesky J, Guo X Z (2019) Analysis of the forming characteristics for Cu/Al bimetal tubes produced by the spinning process. Int J Adv Manuf Technol 101:147–155. https://doi.org/10.1007/s00170-018-2836-6
Fan ZS, Yu HP, Meng FC, Li CF (2016) Experimental investigation on fabrication of Al/Fe bi-metal tubes by the magnetic pulse cladding process. Int J Adv Manuf Technol 83:1409–1418. https://doi.org/10.1007/s00170-015-7671-4
Sun XJ, Tao J, Guo XZ (2011) Bonding properties of interface in Fe/Al clad tube prepared by explosive welding. Trans Nonferrous Met Soc China 21:2175–2180. https://doi.org/10.1016/S1003-6326(11)60991-6
Mahmoodkhani Y, Wells MA (2016) Co-extrusion process to produce Al-Mg eutectic clad magnesium products at elevated temperatures. J Mater Process Technol 232:175–183. https://doi.org/10.1016/j.jmatprotec.2016.01.034
Priel E, Ungarish Z, Navi NU (2016) Co-extrusion of a Mg/Al composite billet: a computational study validated by experiments. J Mater Process Technol 236:103–113. https://doi.org/10.1016/j.jmatprotec.2016.05.007
Lapovok R, Ng HP, Tomus D, Estrin Y (2012) Bimetallic copper-aluminium tube by severe plastic deformation. Scr Mater 66:1081–1084. https://doi.org/10.1016/j.scriptamat.2012.03.004
Lapovok R, Dubrovsky M, Kosinova A, Raab G (2019) Effect of severe plastic deformation on the conductivity and strength of copper-clad aluminium conductors. Metals (Basel) 9:960. https://doi.org/10.3390/met9090960
Overman NR, Whalen SA, Bowden ME, Olszta MJ, Kruska K, Clark T, Stevens EL, Darsell JT, Joshi VV, Jiang X, Mattlin KF, Mathaudhu SN (2017) Homogenization and texture development in rapidly solidified AZ91E consolidated by Shear Assisted Processing and Extrusion (ShAPE). Mater Sci Eng A 701:56–68. https://doi.org/10.1016/j.msea.2017.06.062
Shunmugasamy VC, Khalid E, Mansoor B (2021) Friction stir extrusion of ultra-thin wall biodegradable magnesium alloy tubes - microstructure and corrosion response. Mater Today Commun 26:102129. https://doi.org/10.1016/J.MTCOMM.2021.102129
Cai Y, Sun CY, Wang WR, Li YL, Wan L, Qian LY (2018) An isothermal forming process with multi-stage variable speed for magnesium component assisted by sensitivity analysis. Mater Sci Eng A 729:9–20. https://doi.org/10.1016/j.msea.2018.05.029
Korbel A, Bochniak W (2004) Refinement and control of the metal structure elements by plastic deformation. Scr Mater 51:755–759. https://doi.org/10.1016/j.scriptamat.2004.06.020
Korbel A, Bochniak W, Ostachowski P, Błaż L (2011) Visco-plastic flow of metal in dynamic conditions of complex strain scheme. Metall Mater Trans A Phys Metall Mater Sci 42:2881–2897. https://doi.org/10.1007/s11661-011-0688-x
Koprowski P, Bieda M, Boczkal S, Jarzębska A, Ostachowski P, Kawałko J, Czeppe T, Maziarz W, Łagoda M, Sztwiertnia K (2018) AA6013 aluminium alloy deformed by forward-backward rotating die (KoBo): microstructure and mechanical properties control by changing the die oscillation frequency. J Mater Process Technol 253:34–42. https://doi.org/10.1016/j.jmatprotec.2017.10.043
Korbel A, Bochniak W (2017) Stratified plastic flow in metals. Int J Mech Sci 128–129:269–276. https://doi.org/10.1016/j.ijmecsci.2017.04.006
Bochniak W, Korbel A, Ostachowski P, Łagoda M (2018) Plastic flow of metals under cyclic change of deformation path conditions. Arch Civ Mech Eng 18:679–686. https://doi.org/10.1016/j.acme.2017.11.004
Bochniak W, Marszowski K, Korbel A (2005) Theoretical and practical aspects of the production of thin-walled tubes by the KOBO method. J Mater Process Technol 169:44–53. https://doi.org/10.1016/j.jmatprotec.2005.02.258
Dutkiewicz J, Kalita D, Maziarz W, Tański T, Borek W, Ostachowski P, Faryna M (2020) Effect of KOBO extrusion and following cyclic forging on grain refinement of Mg–9Li–2Al–0.5Sc alloy. Met Mater Int 26:1004–1014. https://doi.org/10.1007/s12540-019-00350-y
Mohotti D, Ngo T, Raman SN, Ali M, Mendis P (2014) Plastic deformation of polyurea coated composite aluminium plates subjected to low velocity impact. Mater Des 56:696–713. https://doi.org/10.1016/j.matdes.2013.11.063
Wu HJ (2013) Extrusion process of 4045/3003 aluminum alloy bimetal tubes. Dissertation, Hunan University
Funding
The authors greatly acknowledge the financial support by the National Natural Science Foundation of China (No. 51805023, No. 52175285), Beijing Natural Science Foundation (No. 3184056), and Fundamental Research Funds for the Central Universities (FRF-IDRY-20–024, FRF-TP-20-009A2).
Author information
Authors and Affiliations
Contributions
L.Y Qian: conceptualization, methodology, investigation, writing — original draft, writing — reviewing and editing; Z.G Cui: software, data curation, investigation, writing — original draft; C.Y Sun: supervision, writing — review and editing; S. Geng: software; Z.H Sun: supervision.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
All the people and organizations involved agreed to participate.
Consent for publication
All the people and organizations involved agreed to publish this article.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Qian, L., Cui, Z., Sun, C. et al. Investigation of deformation compatibility and power consumption during KOBO extrusion of bimetallic composite tube. Int J Adv Manuf Technol 118, 3477–3486 (2022). https://doi.org/10.1007/s00170-021-08608-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-08608-9