
Abstract
Clinching technology can join thin sheets of various materials, including aluminum alloy, magnesium alloy, steel, titanium alloy, and polymers. Nowadays, with the popularization of the lightweight concept and the application of various sheet materials in manufacturing, clinching technology has highlighted the advantages of being able to adapt to the joining of different sheet materials. With its unique advantages, clinching technology gains wide development space in the field of metal sheet connection. The application of clinching technology in various sheet materials is summarized and analyzed. The clinching process of special materials is also discussed. In addition, some unaddressed issues in the clinching process of special materials are identified in this paper.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Various lightweight sheets, including aluminum alloy, magnesium alloy, titanium alloy, and polymer, are increasingly used on thin-walled structures. Joining these lightweight sheets has become an important research topic. There are many methods for joining sheets, such as spot welding, self-piercing riveting, adhesive bonds, and clinching. Those joining methods have their characteristics in the joining sheets. Spot welding uses a high pulse current to join the sheets, melting the materials at the contact points between the two sheets to join together [1,2,3,4]. However, spot welding process is energy intensive, which may generate large amounts of carbon dioxide gas. Furthermore, spot welding is the thermal joining method, which is not suitable for joining the different sheet materials and polymers. The joint created by self-piercing riveting technology has high strength but requires special rivets in the riveting process, which increases the cost of the connection [5,6,7,8,9]. Furthermore, it is not suitable for joining thin sheets with low ductility and high hardness since the self-piercing riveting technology needs to penetrate the connected plates. A special adhesive is used to join the sheet materials in the adhesive bonding technology [10,11,12,13,14]. The adhesive bonding technology can join various sheet materials. The joints are created by the adhesive bonding process and have good shock absorption. However, the performance of the joints is susceptible to temperature.
Clinching technology was proposed by a German Thies L in 1897 [15]. However, it was not widely used in manufacturing until the late nineteenth century [16]. It was first used to join the sheets of Audi car bodies in 1985 [17]. Clinching is a better solution for joining various sheet materials. In recent years, with the development of materials science, high-performance lightweight sheet materials are widely used. This has led to the rapid development of clinching technology that can be used to join a variety of lightweight materials. Compared with other joining processes, the clinching process is pollution-free, energy-saving, and low-cost. Furthermore, improved clinching technology combines the advantages of other joining technology, which makes it can join some special sheet materials.
This paper summarized and analyzed the application of clinching technology in various sheet materials. Furthermore, the characteristics of the clinched joints formed by the different sheet materials were proposed. In addition, the clinching process of special materials was also discussed in this paper.
2 Mechanical clinching
Clinching technology is used to join thin sheets of different materials. The process of clinching is easy and quick. The conventional clinching tools include a die, a punch, and a blank holder. The punch is driven by a hydraulic machine. The thin sheets are placed between the die and the punch. The blank holder presses the upper sheets to fix the thin sheets in the clinching process. Then, the punch compresses the sheets downward. The sheet materials are plastically deformed and gradually fitted into the bottom dies. After the interlock of the sheets is formed, the punch goes down to its original position. The clinched joint is formed. The two conventional mechanical clinching processes are shown in Figs. 1 and 2 for fixed dies and extensible dies, respectively.

The process of the mechanical clinching with fix dies [18]

The process of the mechanical clinching with extensible dies [19]
Compared to the other joining methods that connect the thin sheets, such as spot welding, self-piercing riveting, and adhesive bonding, the main characteristics of the clinching technology include the following:
-
(1)
Many sheet materials can be joined.
-
(2)
High fatigue properties.
-
(3)
The process is quick and easy.
-
(4)
Energy consumption and carbon dioxide emissions are lower.
-
(5)
Equipment is cheaper.
However, mechanical clinching technology has some disadvantages:
-
(1)
High force required
-
(2)
Not suitable for joining sheets with higher hardness and lower ductility
The tools of the clinching technology are shown in Fig. 3. Both fixed dies and extensible dies clinching tools have certain diameter punches. Fixed dies clinching tools have a fixed size groove in bottom dies. In contrast, the extensible dies have a sector slider in bottom dies that can slide outwards under the deformation extrusion of the sheet materials in clinching process. Research has been done to improve these tools. The fixed dies clinching tools were optimized by Lee et al. [20]. These researchers inputted different parameters of tools into the analysis model and compared the failure modes of the clinched joint to obtain the desired joint strength. The authors found that the strength of clinched joint with this method had a similar crash resistance with the self-piercing rivet (SPR). The numerical model of clinched joint can predict the joint strength with an error within 7.5%. Furthermore, Han et al. [21, 22] investigated the influence factors of the parameters of the clinching tools on strength of joint. The dip depth and the groove depth have a greater effect on the joint strength than groove fillet radius, groove width, and draft angle.

Tools of clinching technology: a fixed die, b extensible die [19]
The static strength of clinched joint is usually accessed by cross-tension test and tension-shearing test, which are widely used to evaluate the quality of clinched joint because of convenient operation. The dynamic performance evaluation of clinched joints mainly includes impact tests and fatigue tests. However, these quality test methods are destructive to the joint. As shown in Fig. 4, Jiang et al. [23] proposed a non-destructive test using the electrical resistance characteristics of clinched joints. The authors found that there is a good correlation between the strength and variation of electrical resistance of clinched joints.

The non-destructive test of clinched joint [23]
The joint formed by clinching process is dependent on the plastic deformation of the thin sheet itself. As shown in Fig. 5, the main parameters of the clinched joint are the bottom thickness, undercut (interlock), and neck thickness [24]; the mechanical properties of clinched joint mainly depend on these parameters.

The main properties of the clinched joint [24]
As shown in Fig. 6, there are two failure modes of clinched joints, namely, neck fracture and button separation [25]. The interlock and thickness are the main factors that determine the failure mode of the clinched joint. If the interlock can bear a larger load than neck thickness in cross-tension test, button separation failure mode of the clinched joint would occur. Otherwise, the neck failure mode would occur. Similarly, when the clinched joint is subjected to a longitudinal static load, and the capacity of the neck thickness is greater than that of interlock, the clinched joint fails at button separation mode. Conversely, the clinched joint fails at neck fracture mode.

The failure mode of clinched joint: a neck fracture mode, b button separation mode [25]
Many researchers want to improve the geometries and parameters to get the best combination of clinching process and clinching tools. Lee et al. [20] proposed a design method of clinching tools, which is based on the function of the magnitude of the undercut and the neck thickness. The strength of the clinched joint is iterated through different thicknesses and undercut to find the optimal parameters. Mucha et al. [26, 27] improved the parameters of clinching process to increase the joint strength and investigated the influence of different materials and forming conditions on the strength of clinched joint using the experimental test. However, the clinching tools design and the experimental test in practice are time-consuming and costly. With the development of industrial engineering software, the numerical simulation of the design method and verification of the results through practical experimental tests are suitable methods often used in many studies. The industrial engineering software, including DEFORE®, ANSYS®, ADINA®, ABAQUS®, MARC®, and LS-DYNA-3D®, is often used to build the numerical simulation models of clinching process. These numerical models are often based on static or dynamic explicit and implicit methods. The accuracy of the numerical models is verified by experimental data, and the numerical models are used to optimize the parameters of clinching process. Many researchers used numerical modes and experimental tests to optimize the variable parameters of clinching process. Varis et al. [28] simulated the clinching process using the MARC® software to build an axisymmetric joint using a non-cutting, single stroke method. The finite element model (FEM) of clinching process with clinching tools is shown in Fig. 7. Lambiase et al. [29] investigated the material flow of clinching process using the numerical model of extensible die clinching tools.

The finite element model of clinching process [28]
Compared with the experimental test, numerical simulation is more convenient to obtain the stress, strain, and material flow of the material, which is of great significance in guiding practice [30].
3 Clinching process for various sheet materials
More and more types of lightweight sheet materials are adopted in the automobile industry since the concept of body-in-white (BIW) development [31]. The sheet materials, such as aluminum alloy and magnesium alloy, can be joined by many clinching methods. Some improved clinching methods are more suitable for joining special sheet materials. For example, the thin sheet materials with low ductility and high hardness can be joined by dieless clinching method since the dieless clinching method can easily heat the sheets to increase the ductility of the materials [32, 33]. The polymer sheets are usually joined by the injection clinching method since the clinching method is conducive to extrusion, melting, and consolidation of the polymer [34, 35]. The various sheet materials clinching can be divided into three categories: clinching of the dissimilar metal sheets, clinching of the similar metal sheets, and clinching of metal to polymers or composites sheets. The three kinds of thin sheet materials have their suitable clinching methods.
3.1 Clinching of the dissimilar metal sheets
The clinching technology is widely used to join the dissimilar metal sheets due to its low cost, low pollution, low energy consumption, and high speed [36,37,38,39]. Clinching of dissimilar metals in industrial manufacturing generally refers to the joining between steel, aluminum alloy, magnesium alloy, composites, copper alloy, and titanium alloy sheets. Many researchers have studied clinching processes of joining these dissimilar sheet materials.
3.1.1 Clinching of steel and aluminum alloy
The application of steel is gradually increasing in the automotive manufacturing industries [40]. The high-strength steel is often used in the car body, power trains, bumpers, chassis, and engine parts since it has high stiffness, high corrosion resistant, good formability, and joining capability. The aluminum alloy is often used in body panels, engine blocks, and power trains since it is lightweight and energy efficient [41]. Many researchers have proposed improved clinching process for joining different types of steel and aluminum alloy sheet materials. Hole clinching process, conventional clinching, and laser shock clinching process are often employed to join steel and aluminum alloy sheets. The schematic of hole clinching process and laser shock clinching process is shown in Fig. 8.

The joinability for the clinching of aluminum alloy sheets and steel sheets was investigated by Abe et al. [44]. The study found that the upper sheet is prone to fracture when the lower sheet is hard. Thicker steel sheets are prone to fracture when they are used as the upper sheets. The mechanical performance of the upper aluminum sheet and the lower steel sheet is better than its reverse combination. The steel sheets as the lower sheet can be joined in the range of 1–2.5 mm when the diameter of the punch is 5 mm. Furthermore, Lee et al. [45] investigated the influence of process parameters on the quality of the advanced high-strength steel DP780 and Al5052 alloy clinched joint. As shown in Fig. 9, the results of their work showed that the quality of joints is mainly affected by die radius. The steel DP780 lower sheet is prone to cracks when the depth of the lower mold increases. The durability of joints under harsh environmental conditions has always been a research problem, especially joints formed of steel and aluminum sheet materials. Calabrese et al. [46] investigated the durability of conventional and bonded joints formed from steel and aluminum sheet materials in the salt spray environment. The authors found that the clinched joints with an adhesive layer have a better performance on the corrosion resistance.

The cross section of the clinched joint by the experiment under different conditions of die depth (H) and die radius (\({R}_{\mathrm{d}}\)). a \({R}_{\mathrm{d}}=8.0, H=1.6\), b \({R}_{\mathrm{d}}=9.0,H=1.4\), c \({R}_{\mathrm{d}}=10.0,H=1.4\) [45]
The clinched joints of steel and aluminum alloy, which are created by conventional clinching process, are studied by Jiang et al. [23]. The authors proposed a non-destructive test method to evaluate the quality of the joint formed by galvanized SAE1004 steel and AA6111-T4 aluminum sheets. The authors used the electrical resistance change of the clinched joints to evaluate the quality of the clinched joint. The electrical resistance change of the clinched joint has a good correlation with the quality of clinched joint. Furthermore, the influence of pre-strain of sheets on the mechanical properties of clinched joint was studied [47]. The result of the works showed that the pre-strain reduces the ductility of the sheets and decreases the strength of the joint.
Réjane et al. [48] investigated the mechanical properties of the aluminum alloy and ultra-high-strength steel 22MnB5 clinched joint. The clinched joint created by the hole clinching with the cylindrical and tapered pre-hole sheet is studied using the quasi-static and fatigue testing methods. Multi-stage clinching with pre-hole and single-stage shear-clinching are used to create different clinched joints; compare the mechanical properties of these joints to obtain the best joining method. The authors concluded that single-stage shear-clinching has better performance than the clinching with the pre-hole. Lee et al. [45] investigated the influence of the process parameters on the performance of the aluminum alloy and high-strength steel sheets clinched joint. The numerical model was created by DEFORM-2D®, and the experimental test was carried out to verify the result of the FE model. The authors found that the quality of the clinched joint was mainly affected by the die radius, die depth, and the die groove shape. The die radius of the clinching tools has the greatest effect of the clinched joint, and the interlock of joint is increased with the die radius. Furthermore, Lee et al. [42] proposed hole clinching process to join the high-strength and low-ductility materials. The hole clinched joints were created by the upper aluminum sheet and lower steel sheet material. The authors concluded that the hole clinching process can ensure the joint strength, but the center of the tool must be aligned with the center of the pre-drilled hole in lower sheet [49].
Abe et al. [36] optimized the material flows of the high-strength steel SPFC980 and aluminum alloy A5052-H34 sheets in the clinching process. The material flows of the clinched joints are investigated with different clinching dies. As shown in Fig. 10, the concentration of the deformation around the corner of the punch can be decreased by decreasing the depth of the die in the clinching of the upper high-strength steel sheets. The cracks of the sheets can be decreased by reducing the groove of the bottom dies in the clinching of lower high-strength steel sheets.

Relationship between interlock and tensile strength of a lower high-strength steel obtained from experiment and b upper high-strength steel obtained from experiment [36]
Zhang et al. [50] proposed a new method for joining aluminum alloy 5754 and DQSK steel, which is called clinching welding method. As shown in Fig. 11, the welding phase was conducted after the clinched joint formed. The authors found that the sheets were joined by a layer of Al–Fe intermetallic compounds which increased strength and toughness of the clinched joint.

The schematic illustration of clinching–welding process [50]
Wang et al. [43] proposed clinching the aluminum alloy 1060 foils and stainless steel 304 foils using the shock clinching method. This method allows for the joining of sheets with a thickness of 60 to 100 µm. The authors found that the quality of clinched joints formed with the upper layer of thicker aluminum foil was better. The main defect is the low ductility of steel, which is easy to cause the fracture of the steel sheets and the damage of the aluminum sheet materials. Hole clinching can solve the disadvantages of the low ductility of steel sheets, but it has higher requirements for the neutrality of the pre-hole sheet and dies. The laser shock clinching is only suitable for joining sheets with a small thickness. The clinching process of steel and aluminum sheet materials needs further research to solve the above problems.
3.1.2 Clinching of magnesium and aluminum alloy
Magnesium alloy has the characteristics of high strength, low density, and good heat dissipation. Magnesium and aluminum parts are growing rapidly in the automotive market [51]. In the past 5 years, the use of magnesium alloy has increased by 15% per year, and the use of aluminum alloy has increased by 13% per year [52, 53]. The plastic deformation of magnesium alloy sheet materials can occur at the temperature above about 220 °C since anisotropic deformation of hexagonal crystal structure is at a temperature lower than 220 °C. Heating the magnesium alloy sheet materials to a temperature above 220 °C can improve the deformability and form a high-quality clinched joint. For example, a better clinched joint of AZ31 magnesium alloy can be formed at temperatures between 250 and 350 °C [54].
Clinching technology for joining the magnesium and aluminum alloy sheets is also constantly developing. Neugebauer et al. [55] proposed a dieless clinching with heated anvil to join the magnesium and aluminum alloy. The heated anvil of dieless clinching tools can reach a temperature of 270 \(^\circ\) C in 1 s or less, which is the temperature required for plastic deformation of magnesium alloy. The authors also investigated the effect of parameters of the clinching process on the quality of the joint using the finite elements method. The results of his work showed that the following requirements must be met to get a good clinched joint: the length of the punch should be slightly less than the total thickness of the sheet, the edge of the punch should be sharp, and the forming force should be high. Wen et al. [56] joined the Al6063 and AZ31 sheets using the flat hole clinching. As shown in Fig. 12, the authors studied the effect of the tool and hole geometries on the quality of the clinched joint using the experiment and numerical simulation method. The strain on the neck of the clinched joint is relatively high according to the numerical simulation results. Furthermore, researchers have conducted a further study on the formation of interlocks. The results of their work showed that the interlock formed relies on the thickness ration of the upper/lower sheets. The lower sheets should be a material with high strength and lower ductility because the deformation of the lower sheets is small in flat hole clinching process.

Deformation of sheets during FHC process [56]
The main factor that affects the connection of magnesium and aluminum alloy is temperature. The dieless clinching process is more suitable for joining the magnesium and aluminum alloy since the heat transfer rate of flat anvil is faster. Other methods of heating magnesium alloy sheet materials, such as laser heating, should be further studied.
3.1.3 Clinching of titanium and aluminum alloy
Titanium alloy is also one of the widely used light metal materials [57,58,59]. Conventional welding is employed to join titanium alloy and aluminum sheet materials together, but this joining technology damages the micro-structure of the welded region, adversely affecting the properties of the clinched joint. Clinching technology has been accepted for joining the titanium and aluminum alloy sheet materials because of the low costs and absence of exhaust gases. Lambiase et al. [60] investigated the effect of forming force and tools configurations on the clinching process with the titanium and aluminum alloy. The quality of the clinched joint was evaluated by the single lap shear test. The stress distribution of the clinching simulation process was illustrated in Fig. 13. As can be seen, the lower sheet is damaged in the initial stage due to the poor ductility of the AA7075 alloy sheet. The lower sheet is completely fractured before the interlock is formed. As shown in Fig. 14, the material flow of the sheets after the crack development was studied. As can be seen, the upper sheet is compressed between the fracture lower sheet and the punch, which causes the sheet materials flow in the radial direction and enlarges the interlock. Furthermore, the mechanical performance of the clinched joint was also studied. The result of their work showed that the tension-shear strength of the clinched joint with Ti and AA7075 sheets can reach 3.6 kN, and the energy absorption of the joint can reach about 2.3 ± 3.0 J. He et al. [61,62,63] studied the joining ability, energy absorption, and load-bearing capacity of the joint created by the extensible dies. The results of their work found that the load-bearing capacity and the energy absorption of the joints are related to the position of titanium sheets (the clinched joint with titanium as the upper sheet has better mechanical performance than that of titanium as the lower sheet). Li et al. [64] used the scanning electron microscope (SEM) to investigate the microstructure of the tensile fracture of clinched joint. The authors found that the fracture characteristics of the Al5052-TA1 clinched joint is big and deep dimple morphologies.

Evolution of von Mises stress during clinching of Ti/AA7075 sheets (h = 0.8 mm) [60]

Material flow during clinching of Ti/AA7075 sheets (h = 0.8 mm) after development of crack in AA7075 sheet [60]
3.1.4 Clinching of aluminum alloy and other metal materials
The other metal materials, such as Cu, 304 stainless steel foils, and H62, are used in some special applications. The clinching of these sheet materials has rarely been studied.
Wang et al. [43] studied the clinched joint for joining Al1060, Cu, and 304 stainless steel foils by the laser shock clinching method. The laser shock wave was adopted to impact the sheets. When the lower sheet deformed to a certain extent, it would be cut by the bottom mold. The material of the upper layer flows into the bottom mold to produce an interlock, which joins the upper and lower sheets together. The laser energy affects the interlock and the neck thickness of the clinched joint. The joint can be formed when the laser energy is less than 1200 mJ. The increased laser energy facilitates the formation of interlock but reduces the bottom thickness of the joint. Furthermore, the authors found that the tensile shearing strength of Al1060 pure aluminum foils and 304 stainless steel foils combination was three times as large as that of Al1060 pure aluminum foils and annealed copper foils combination. The surface of the material is galvanized to improve its corrosion resistance. The effect of aging on the strength of galvanized SAE1004 steel and aluminum AA6111 clinched joints was studied by Gao et al. [65]. The aluminum sheet is first solution heat treated at 550 °C for 30 min and then subjected to natural aging treatment for different times. They found that the aged aluminum has an effect on the section parameters and strength of the clinched joint. Furthermore, the reinforced aluminum sheets cause greater residual compressive stress during the clinching process.
3.2 Clinching of the similar metal sheets
3.2.1 Aluminum alloy
Different series of aluminum alloy sheet materials are widely used in automobile lightweight [66, 67]. Many researchers have studied the clinching process of aluminum alloy and the mechanical properties of the joints.
Chen et al. [68] investigated the flat clinching process with the single Al1060 sheet materials. The authors researched the influence of punch diameter and punch forming on clinched joint strength using experimental and numerical analysis methods. Their studies demonstrated that the punch diameter increasing can enhance the neck thickness and interlock size, and the clinched joint strength can be improved by enhancing the punch force. The improved flat clinching process of Al1060 sheet materials was also investigated by Chen et al. [69]. In their study, a series of disc springs were adopted, which allowed for a linear increase in blank gripper force. They found that the clinched joint has good quality when the punch force is 90 kN. Furthermore, the reshaping processes of clinched joints were studies by Chen et al. [70,71,72,73,74,75]. The strength of the clinched joints was further increased by the reshaping method with a bump die or a pair of flat anvil. The restoration of the clinched joint was also investigated by Shi et al. [76] and Chen et al. [77,78,79]. The results of their studies showed that the restored joints have better performance than the clinched joint.
Aluminum alloy AA5052 has low ductility and high strength. It is hard to be weld since there is an oxide film on the surface of the materials. These sheet materials can be joined well by resistance spot clinching method. The resistance spot clinching process was proposed by Ye et al. [80]. As shown in Fig. 15, resistance spot clinching method uses the direct current to generate heat, which improves the ductility of the materials and facilitates the plastic deformation of the materials. Then, the punch compresses the sheet to create the clinched joint.

The process of resistance spot clinching method [80]
The authors contrast the profile of the cross section of resistance spot welding and resistance spot clinching. There is a high melt area in the resistance spot welding joint. The clinched joint created by resistance spot clinching is mainly the plastic deformation of the material. The fusion zone of the clinched joint is larger than the resistance spot welding joint. The scanning electron microscope (SEM) of the resistance spot welding and resistance spot clinching joint is shown in Fig. 16. The resistance spot welding joint has more shear deformation features, and the resistance spot clinched joint has more tensile/shear deformation in the fracture surface. In a word, resistance spot clinched joint has excellent tensile properties compared to resistance spot welding joint at the microstructural level due to the tensile/shear mixed deformation.

SEM fractographs of the a resistance spot welding and b resistance spot clinched joints: c and d magnified view of regions shown in a and b, respectively [80]
Furthermore, Zhang et al. [81] studied the influence of the oxide film of AA5052 sheets on the resistance clinching process. The existence of the oxide layer at low melting currents results in a larger fusion zone because the increase in contact resistance improves the primary formation of fusion area, but there was no marked discrepancy in fully developed fusion zones.
Different types of aluminum alloy sheet materials have different characteristics, and the main problems are low ductility and low joint strength. Researchers improved the quality of the clinched joint by reshaping and heating methods. However, these methods increase joint costs and energy consumption.
3.2.2 Magnesium alloy
Magnesium alloy is increasingly used in the automotive industry as a result of its high strength and good plasticity [82, 83]. The joining processes for magnesium thin sheets are also evolving [84]. However, with the low specific heat capacity and latent heat of fusion of magnesium, it is difficult to directly weld the magnesium alloy thin sheets. Furthermore, anisotropic deformation occurs at lower temperatures since magnesium alloy has a hexagonal crystal structure. Plastic deformation of magnesium and its alloy can only be achieved at temperatures around 220 °C. For getting a better joint of alloy, the temperature must be above 220 °C since heating the magnesium alloy sheets can increase its deformability and be conducive to form the clinched joint. Hahn et al. [85, 86] proposed a method of induction heating magnesium alloy sheets and join the magnesium alloy sheets by clinching.
AZ31 magnesium alloy has poor formability at room temperature because it is subject to sheets edge cracking, inhomogenous recrystallized grain size, and partial recrystallization during the rolling process [33, 87, 88]. Han et al. [89] studied the heat transfer process of conventional clinching of magnesium alloy sheets using DFORM-3D®. They improved the dieless clinching of magnesium alloy sheets with the theory of TRIZ theory to reduce the preheating time [90]. The researchers found that the preheating time of clinching process with the new counter die can be reduced to 1 s, and the clinching process is efficient and reliable for joining the magnesium alloy sheets. Neugebauer et al. [33] used the dieless clinching method to join the AZ31 magnesium alloy sheets because the flat die facilitates heating. The heating time can be decreased to 1 s or less by the dieless clinching. The authors also investigated the stress distribution of the joint using the DEFORM-2D software during the dieless clinching process and conventional clinching process. As shown in Fig. 17, greater compressive stresses exist in the dieless clinching process compared to that in the conventional clinching process. Tensile stress occurs in conventional clinching process, which increases the risk of cracks forming in the joint.

Maximum principal stress in the parts: a dieless clinching and b conventional clinching [33]
3.2.3 Titanium alloy
Titanium alloy has high strength and low density, which is employed to reduce fuel consumption and body weight. In particular, titanium alloy is widely used in aerospace and medical fields [91]. The joining processes of titanium alloy are complex. Welding is commonly adopted to join the titanium alloy. However, the welding clinching method needs a lot of equipment costs and discharges greenhouse gases. In recent years, non-polluting and low-cost clinching technology is used to join titanium alloy sheets. Many researchers have studied the clinching method of titanium alloy sheets.
He et al. [61, 92] studied the mechanical performance of joints created by titanium alloy sheets. The tensile shear tests and normal hypothesis tests were carried out to evaluate the quality of the clinched joint. The authors found that the failure mode is mainly neck fracture. Zhang et al. [24] investigated the effect of heat treatment of titanium alloy on the mechanical properties of the clinched joint. The tension-shearing test and fracture interface analysis were conducted to assess the quality of the clinched joint. The metallographic structure of the joints with different heat treatments is shown in Fig. 18. The authors proposed that the annealing treatment improved the plasticity of the titanium alloy sheets. The failure modes of the clinched joint are mainly the neck fractures in the tension-shearing test.

The metallographic structure of a untreated and b annealing treatment clinched joint [24]
3.2.4 Steel sheet
Steel sheet has high strength, low production cost, and mature production technology. Steel sheets are commonly used to produce simple components [93, 94]. Recently, the application of steel sheet in the accessory structures, such as truss and stud frames, has increased. The processes of joining the steel sheet are constantly evolving [95]. Clinching technology is a new joining process for joining steel sheets.
Flodr et al. [96], Berezhnoi et al. [97], and Jonas et al. [98] studied the mechanical properties of the clinched joint using the finite elements method. The authors found the functional relationship between forming force and geometry of clinched joint. The influence of the surface condition of the sheet on the quality of the clinched joint was investigated by Saberi et al. [99]. The authors found that the surface condition of the sheet has little effect on the geometric parameters of the clinched joint. Lennon et al. [100] investigated the tension-shear strengths of the clinched joint under the different sheet thicknesses and different loading orientations. The authors found that the rectangular clinched joint has the max strength when the shear direction is at 0\(^\circ\). The peak shear load is linearly related to the orientation angle, and the peak load of the joint increases with the the increase of sheet thickness. Remo et al. [101,102,103] investigated the relationship between joint strength and shear load orientation. Rectangular clinching method was conducted to create the clinched joints. The quality of the clinched joint was evaluated by tension-shearing test with different loading orientations. The authors found that the failure modes of clinched joints rely on the angle of the shear loading. The maximum strength value is obtained when the angle of the shear loading is at 0 \(^\circ\). The researchers proposed the theoretical equation to predict the joint strength for different failure modes of joint.
Furthermore, Pawel et al. [104] investigated the influence of the die opening plane orientation on the main parameters of the clinched joint with the steel DP600 and TRIP sheet materials. The authors found that the interlock is lowest at the Sect. 90° since the resistance in this direction is the greatest.
3.3 Clinching of metal to polymers or composites sheets
Polymers and composites are used in manufacturing due to the ease of the advancement of reinforcement technology [105]. The polymer and composites materials are always used as shells and are fixed on the metal sheets [106]. The clinching technology is a good method for joining the metal and the polymer/composites sheets, and there are many researchers who have proposed the improved clinching method for joining the metal-polymers/composites sheet materials. Lee et al. [107] optimized the hole clinching process to join the carbon fiber reinforced plastic (CFRP) and aluminum alloy sheet by the experiment and numerical simulation methods. The basic parameters of the numerical model are shown in Fig. 19.

FE model of hole clinching process [107]
The authors optimized the hole clinching tools based on the results of numerical simulations. The hole clinching tools were designed based on geometrical relationship between the hole clinching tools and the interlock size which was derived from the simulation and experimental result. The results of their study showed that the tension-shear strength of the joint can reach the required strength of 5 kN by the optimized hole clinching tools. Furthermore, the authors found that hole clinching process can be divided into three stages, and the growth trend of the forming force of the punch in each stage is different. The failure mode of the hole clinching joints is related to the thickness of the sheets.
Abibe et al. [35] proposed a new injection clinching method for joining polymer and metal sheets. The polymeric sheet with a cylindrical bulge, the upper metal sheet with a pre-hole, and the heating ceramic rings are required in the injection clinching process. The authors investigated the microstructural features, local mechanical properties, and loading capacity of the injection clinched joint. The temperature of the polymer sheets reached 275 \(^\circ\) C in 15 s under heating of the heated ceramic ring. The results showed that the injection clinching method can form clinched joint with good mechanical performance, but it takes a lot of time. Furthermore, Abibe et al. [108] investigated the mechanical properties and failure model of injection clinched joints. They found that the failure mode of the joints is strongly related to the moisture content of the polymer PA66-GF, and the mechanical properties and the failure modes of the joint are related to the capacity of the formed rivet against the internal walls of the hole in the metallic partner.
Gude et al. [109] created a new clinching process to join the fiber-reinforced thermoplastic and metallic sheets. As shown in Fig. 20, the fiber-reinforced thermoplastic needs to be heated to a certain temperature before the pin compresses the upper sheet. Different temperature is adopted in the clinching process to find the most appropriate temperature. The results of the study show that the joints created at a processing temperature of 200 °C have good surface and forming quality. The joints display low surface quality and high appearance of pores at a processing temperature of 180 °C.

Schematic illustration of the novel thermoclinching process: a positioning of the joining partners and heating up of the 0.55, 0, 0 pre-cut joining zone, b permeating of the fiber-reinforced structure with the tapered pin, c forming of the undercut with the die, and d demolding of the thermoclinched joint [109]
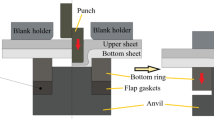
The mechanical behaviors of aluminum alloy and polymer clinched joint were studied by Lambiase et al. [110,111,112,113]. The joinability of the various polymers (polystyrene, polycarbonate, and methyl methacrylate) with aluminum alloy sheets by conventional clinching was investigated. The clinched joints are formed with different die geometry and preheating time. They found that the thermoplastic polymers and aluminum sheets can be joined by the conventional clinching method. Furthermore, sheet materials with low thermoformability can be joined by modifying the preheating time and die geometry. Deep die and short preheating time are beneficial to improve the mechanical behavior of joints that failed by button separation. Furthermore, Lambiase et al. [114] investigated the hole clinching process using the aluminum alloy sheet materials with a thickness of 2.0 mm and the CFRP with a thickness of 1.4 mm. The results of their work showed that the friction-assisted clinching can produce good hybrid aluminum/CFRP joints and can delay or even avoid the development of the cracks in the metal sheet. The authors also concluded the advantages of the friction heating for the friction-assisted clinching, e.g., the friction-assisted clinching can also ensure safety for joining the highly reflective materials, the heating area is only in the joint position, and the process parameters of the heating are easily controlled and monitored. Furthermore, the process parameters influencing the quality and strength of the joints are also investigated. The authors found that the punch-hole clearance, die anvil depth, residual aluminum thickness, and the temperature distribution have complex effects on the joint strength [115, 116]. In addition, the clinching of aluminum alloy AA5053 and transparent polystyrene (PS) under different heating conditions was investigated by Lambiase et al. [115]. As shown in Fig. 21, the distance between the heater gun nozzle and the sheets is 60 mm, and the sheets are heated first and then clinched. The optical and stereoscope microscope of the clinched joint was adopted to study the material flow. The results of their work concluded that crack is easily formed at metal-polymer joint due to the poor envelope of the polymer.

The layout of the experimental tools [115]
In addition, Stephan et al. [117] joined the wood materials and aluminum alloy sheet material to investigate the effect of the wood moisture content on clinched joints. As shown in Fig. 22, there is no interlock when the moisture content of wood is 0.2%. The interlock of the joints is the same when the wood moisture content is 8.7% or 14.7%. Nevertheless, the clinched joints have weak strength when the moisture content is 14.7% since the wood became porous. More types of wood should be employed to find the optimal parameters. The finite element models of polymers and metals in the clinching process need to be further studied to better understand the formation mechanism of sheet materials.

Interlocking depending on moisture content (hybrid flat-clinch connection of HB and Al 99.5) a moisture content w = 0.2%, b moisture content w = 8.7%, c moisture content w = 14.7% [117]
4 Problems and solutions
Titanium alloy, aluminum alloy, magnesium alloy, polymers, as well as high-strength steels such as AZ31/AlMg0, DC04, and glass fiber-reinforced polymer (GFRP), similar and dissimilar, can be joined by clinching technology. However, the application of clinching technology mainly depends on the material properties since it relies on the plastic deformation of the sheet materials itself. Therefore, conventional clinching technology cannot connect some special sheets, such as low ductility and high strength steel. The improved clinching and hybrid clinching are to make up for this defect. There are two types to improve conventional clinching process: optimizing the process parameters and combining other joining technologies [19]. Some clinching methods that improve the properties of the sheet make it more widely applicable. Flat clinching and dieless clinching process have better heat transfer, making it better connect sheets with lower ductility, such as magnesium alloy and titanium alloy. Resistance spot clinching, laser heating clinching, and friction clinching process improve the joining performance of the sheet materials by various heating methods.
However, the forming force of the conventional clinching technology is applied to the sheets by round or square punches, which is not suitable for the joining of micro-sheets. The laser shock clinching and hydro-clinching join the micro-sheets by the liquid shock and laser shock. Furthermore, the evaluation method of the clinched joint is destructive. The clinched joints are destroyed by the tension-shearing and cross-tension tests in the testing process. Few researches have been published on non-destructive testing of joint quality to date. The non-destructive test method using the electrical resistance characteristics of the clinched joint was proposed by Jiang et al. [23]. The future development of non-destructive testing is likely to rely on deep learning and image recognition technology, which makes the test result more convenient and accurate.
5 Summary
The clinching technology can join various sheet materials. This is not only because clinching technology has many advantages but because many researchers continue to innovate and improve clinching technology. The improved clinching process further expands the application of clinching technology. However, some shortcomings of clinching technology, such as the depending on plastic deformation of the material, low connection strength, and weak impact resistance, make the clinching technology must rely on other technologies, such as heating and drilling technology, when joining special materials.
The application of clinching technology on more materials is necessary because it not only deepens the understanding of the clinching mechanism but also provides a new idea for connecting the sheets. This paper concluded the application of clinching technology on various materials. The advantages and disadvantages of the improved clinching process with various sheets are discussed. Furthermore, the future development trends of clinching technology for different materials are also discussed.
Availability of data and materials
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
References
Kang JD, Chen YH, Sigler D, Carlson B, Wilkinson DS (2015) Fatigue behavior of dissimilar aluminum alloy spot welds. Procedia Eng 114:149–156. https://doi.org/10.1016/j.proeng.2015.08.053
Thornton P, Krause A, Davies R (1996) Aluminum spot weld. Weld J-Incl Weld Res Suppl 75(3):101s
Tong W, Tao H, Zhang N, Jiang X, Marya MP, Hector LG, Gayden XQ (2005) Deformation and fracture of miniature tensile bars with resistance-spot-weld microstructures. Metall and Mater Trans A 36(10):2651–2669. https://doi.org/10.1007/s11661-005-0263-4
Cui JJ, Wang SL, Yuan W, Li GY (2020) Effects of standoff distance on magnetic pulse welded joints between aluminum and steel elements in automobile body. Automotive Innovation 3: 231-241. https://doi.org/10.1007/s42154-020-00104-2
Ma YW, Niu SZ, Shan H, Li YB, Ma NS (2020) Impact of stack orientation on self-piercing riveted and friction self-piercing riveted aluminum alloy and magnesium alloy joints. Automotive Innovation 3: 242-249. https://doi.org/10.1007/s42154-020-00108-y
He XC, Gu FS, Ball A (2012) Recent development in finite element analysis of self-piercing riveted joints. Int J Adv Manuf Technol 58(5–8):643–649
Li YB, Wei ZY, Wang ZZ, Li YT (2013) Friction self-piercing riveting of aluminum alloy AA6061-T6 to magnesium alloy AZ31B. Journal of manufacturing science and engineering 135(6). https://doi.org/10.1115/1.4025421
Porcaro R, Hanssen A, Langseth M, Aalberg A (2006) Self-piercing riveting process: an experimental and numerical investigation. J Mater Process Technol 171(1):10–20. https://doi.org/10.1016/j.jmatprotec.2005.05.048
Atzeni E, Ippolito R, Settineri L (2009) Experimental and numerical appraisal of self-piercing riveting. CIRP Ann 58(1):17–20. https://doi.org/10.1016/j.cirp.2009.03.081
Chen C, Zhang H, Ren X, Wu J (2021) Investigation of flat-clinching process using various thicknesses aluminum alloy sheets. Int J Adv Manuf Technol 114(7):2075–2084
Higgins A (2000) Adhesive bonding of aircraft structures. Int J Adhes Adhes 20(5):367–376. https://doi.org/10.1016/S0143-7496(00)00006-3
Kweon JH, Jung JW, Kim TH, Choi JH, Kim DH (2006) Failure of carbon composite-to-aluminum joints with combined mechanical fastening and adhesive bonding. Compos Struct 75(1–4):192–198. https://doi.org/10.1016/j.compstruct.2006.04.013
Vinson JR (1989) Adhesive bonding of polymer composites. Polym Eng Sci 29(19):1325–1331. https://doi.org/10.1002/pen.760291904
Schonhorn H, Hansen RH (1967) Surface treatment of polymers for adhesive bonding. J Appl Polym Sci 11(8):1461–1474
Yi RX, Chen C, Shi C, Li YX, Li HJ, Ma YB (2021) Research advances in residual thermal stress of ceramic/metal brazes. Ceram Int 47:20807-20820. https://doi.org/10.1016/j.ceramint.2021.04.220
Lin Y, Min JY, Teng H, Lin JP, Hu JH, Xu NJ (2020) Flexural performance of steel–FRP composites for automotive applications. Automotive Innovation 3:280-295. https://doi.org/10.1007/s42154-020-00109-x
Abe Y, Kishimoto M, Kato T, Mori K (2009) Joining of hot-dip coated steel sheets by mechanical clinching. IntJ Mater Form 2(1):291–294
Lin PC, Lo S (2016) Development of friction stir clinching process for alclad 2024–T3 aluminum sheets. SAE Int J Mater Manuf 9(3):756–763
He XC (2017) Clinching for sheet materials. Sci Technol Adv Mater 18(1):381–405
Lee CJ, Kim JY, Lee SK, Ko DC, Kim BM (2010) Design of mechanical clinching tools for joining of aluminium alloy sheets. Mater Des 31(4):1854–1861
Han SL, Wu YW, Gao Y, Zeng QL (2012) Study on clinching of magnesium alloy sheets with different lower die parameters based on DEFORM 2D. In: 2nd International Conference on Electronic & Mechanical Engineering and Information Technology. https://doi.org/10.2991/emeit.2012.274
Han XL, Zhao SD, Liu C, Chen C, Xu F (2017) Optimization of geometrical design of clinching tools in clinching process with extensible dies. Proc Inst Mech Eng C J Mech Eng Sci 231(21):3889–3897
Jiang T, Liu ZX, Wang PC (2015) Quality inspection of clinched joints of steel and aluminum. Int J Adv Manuf Technol 76(5–8):1393–1402
Zhang Y, He XC, Zeng K, Lei L, Gu FS, Ball A (2017) Influence of heat treatment on mechanical properties of clinched joints in titanium alloy sheets. Int J Adv Manuf Technol 91(9–12):3349–3361
He XC, Zhao L, Yang HY, Xing BY, Wang YQ, Deng CJ, Gu FS, Ball A (2014) Investigations of strength and energy absorption of clinched joints. Comput Mater Sci 94:58–65
Mucha J, Witkowski W (2014) The clinching joints strength analysis in the aspects of changes in the forming technology and load conditions. Thin-Walled Struct 82:55–66. https://doi.org/10.1016/j.tws.2014.04.001
Mucha J, Kaščák Lu, Spišák E (2013) The experimental analysis of forming and strength of clinch riveting sheet metal joint made of different materials. Adv Mech Eng 5:848–973. https://doi.org/10.1155/2013/848973
Varis JP, Lepistö J (2003) A simple testing-based procedure and simulation of the clinching process using finite element analysis for establishing clinching parameters. Thin-Walled Struct 41(8):691–709
Lambiase F, Di Ilio A (2013) Finite element analysis of material flow in mechanical clinching with extensible dies. J Mater Eng Perform 22(6):1629–1636
Eshtayeh MM, Hrairi M (2016) Recent and future development of the application of finite element analysis in clinching process. Int J Adv Manuf Technol 84(9):2589–2608
Li YX, Chen C, Yi RY (2021) Recent development of ultrasonic brazing. Int J Adv Manuf Technol 114:27–62
Neugebauer R, Dietrich S, Kraus C (2007) Dieless clinching and dieless rivet-clinching of magnesium. Key Eng Mater 344:693–698
Neugebauer R, Kraus C, Dietrich S (2008) Advances in mechanical joining of magnesium. CIRP Ann 57(1):283–286
Abibe AB, Sônego M, Canto LB, dos Santos JF, Amancio-Filho ST (2020) Process-related changes in polyetherimide joined by friction-based injection clinching joining (F-ICJ). Materials 13(5):1027. https://doi.org/10.3390/ma13051027
Abibe A, Amancio-Filho S, Dos Santos J, Hage E Jr (2011) Development and analysis of a new joining method for polymer-metal hybrid structures. J Thermoplast Compos Mater 24(2):233–249
Abe Y, Mori K, Kato T (2012) Joining of high strength steel and aluminium alloy sheets by mechanical clinching with dies for control of metal flow. J Mater Process Technol 212(4):884–889
Eshtayeh M, Hrairi M, Mohiuddin A (2016) Clinching process for joining dissimilar materials: state of the art. Int J Adv Manuf Technol 82(1–4):179–195
Peng H, Chen C, Zhang HY, Ran XK (2020) Recent development of improved clinching process. Int J Adv Manuf Technol 110:3169–3199
Gerstmann T, Awiszus B (2014) Recent developments in flat-clinching. Comput Mater Sci 81:39–44
Roth R, Clark J, Kelkar A (2001) Automobile bodies: can aluminum be an economical alternative to steel. Jom 53(8):28–32. https://doi.org/10.1007/s11837-001-0131-7
Rosenthal S, Maaß F, Kamaliev M, Hahn M, Gies S, Tekkaya AE (2020) Lightweight in automotive components by forming technology. Automot Innov 3(3):195–209. https://doi.org/10.1007/s42154-020-00103-3
Lee CJ, Lee JM, Ryu HY, Lee KH, Kim BM, Ko DC (2014) Design of hole-clinching process for joining of dissimilar materials–Al6061-T4 alloy with DP780 steel, hot-pressed 22MnB5 steel, and carbon fiber reinforced plastic. J Mater Process Technol 214(10):2169–2178
Wang X, Li C, Ma Y, Shen Z, Sun X, Sha C, Gao S, Li L, Liu H (2016) An experimental study on micro clinching of metal foils with cutting by laser shock forming. Materials 9(7):571. https://doi.org/10.3390/ma12091422
Abe Y, Kato T, Mori K (2007) Joining of aluminium alloy and mild steel sheets using mechanical clinching. Mater Sci Forum 561:1043–1046. https://doi.org/10.4028/www.scientific.net/MSF.561-565.1043
Lee CJ, Kim JY, Lee SK, Ko DC, Kim BM (2010) Parametric study on mechanical clinching process for joining aluminum alloy and high-strength steel sheets. J Mech Sci Technol 24(1):123–126
Calabrese L, Galtieri G, Borsellino C, Di Bella G, Proverbio E (2016) Durability of hybrid clinch-bonded steel/aluminum joints in salt spray environment. Int J Adv Manuf Technol 87(9–12):3137–3147
Jiang T, Liu ZX, Wang PC (2015) Effect of aluminum pre-straining on strength of clinched galvanized SAE1004 steel-to-AA6111-T4 aluminum. J Mater Process Technol 215:193–204
Hörhold R, Müller M, Merklein M, Meschut G (2016) Mechanical properties of an innovative shear-clinching technology for ultra-high-strength steel and aluminium in lightweight car body structures. Weld World 60(3):613–620. https://doi.org/10.1007/s40194-016-0313-0
Babalo V, Fazli A, Soltanpour M (2018) Electro-hydraulic clinching: a novel high speed joining process. J Mater Process Technol 35:559–569
Zhang Y, Wang CM, Shan H, Li Y, Luo Z (2018) High-toughness joining of aluminum alloy 5754 and DQSK steel using hybrid clinching–welding process. J Mater Process Technol 259:33–44. https://doi.org/10.1016/j.jmatprotec.2018.04.021
Liu Z, Ji S, Meng X (2018) Joining of magnesium and aluminum alloys via ultrasonic assisted friction stir welding at low temperature. Int J Adv Manuf Technol 97(9):4127–4136
Musfirah A, Jaharah A (2012) Magnesium and aluminum alloys in automotive industry. J Appl Sci Res 8(9):4865–4875
Miller W, Zhuang L, Bottema J, Wittebrood AJ, De Smet P, Haszler A, Vieregge A (2000) Recent development in aluminium alloys for the automotive industry. Mater Sci Eng, A 280(1):37–49
Bj S, Li H, Peng S, Liao Sh (2013) Effect of heating temperature on clinching joint of AZ31 magnesium sheets. Mater Mech Eng 37(12):27–30
Neugebauer R, Dietrich S, Kraus C (2007) Joining by forming with a flat counter tool-a new way of joining magnesium components. Mater Sci Forum 539:3949–3954. https://doi.org/10.4028/www.scientific.net/MSF.539-543.3949
Wen T, Huang Q, Liu Q, Ou WX, Zhang S (2016) Joining different metallic sheets without protrusion by flat hole clinching process. Int J Adv Manuf Technol 85(1–4):217–225
Faller K, Froes FS (2001) The use of titanium in family automobiles: current trends. JOM 53(4):27–28
Selvakumar M, Ramkumar T, Chandrasekar P (2019) Thermal characterization of titanium–titanium boride composites. J Therm Anal Calorim 136(1):419–424
Sherman A, Sommer C, Froes F (1997) The use of titanium in production automobiles: potential and challenges. JOM 49(5):38–41
Lambiase F, Di Ilio A (2018) Joining aluminum with titanium alloy sheets by mechanical clinching. J Manuf Process 35:457–465
He XC, Zhang Y, Xing BY, Gu FS, Ball A (2015) Mechanical properties of extensible die clinched joints in titanium sheet materials. Mater Des 71:26–35
He XC, Yu TX, Gao AF, Zhang Y (2016) Investigations of join-ability and energy absorption of clinched joints in titanium and aluminum-lithium sheet materials. Mater Trans 57(10):1849–1852
He XC, Zhao DS (2017) Mechanical clinching of titanium and aluminum-lithium sheet materials. Key Eng Mater 744:228–232. https://doi.org/10.4028/www.scientific.net/KEM.744.228
Li JL, He XC, Zhang Y, Liu FL (2015) Xing BY (2015) Experimental investigation on clinching feasibility and mechanical properties of clinched joints for titanium and aluminum alloy sheets. Materials Review 14:22
Gao Y, Liu ZX, Wang PC (2014) Effect of aging on the strength of clinching galvanized SAE1004 steel-to-aluminum AA6111 joints. J Manuf Sci Eng 136(4):041016. https://doi.org/10.1115/1.4027596
Burger G, Gupta A, Jeffrey P, Lloyd D (1995) Microstructural control of aluminum sheet used in automotive applications. Mater Charact 35(1):23–39
Fridlyander I, Sister V, Grushko O, Berstenev V, Sheveleva L, Ivanova L (2002) Aluminum alloys: promising materials in the automotive industry. Met Sci Heat Treat 44(9–10):365–370
Chen C, Zhao SD, Han XL, Zhao XZ, Ishida T (2017) Experimental investigation on the joining of aluminum alloy sheets using improved clinching process. Materials 10(8):887. https://doi.org/10.3390/ma10080887
Chen C, Zhao SD, Han XL, Wang YF, Zhao XZ (2017) Investigation of flat clinching process combined with material forming technology for aluminum alloy. Materials 10(12):1433. https://doi.org/10.3390/ma10121433
Chen C, Fan SQ, Han XL, Zhao SD, Cui MC, Ishida T (2017) Experimental study on the height-reduced joints to increase the cross-tensile strength. Int J Adv Manuf Technol 91(5–8):2655–2662
Chen C, Zhao SD, Cui MC, Han XL, Zhao XZ, Ishida T (2017) Effects of geometrical parameters on the strength and energy absorption of the height-reduced joint. Int J Adv Manuf Technol 90(9–12):3533–3541
Chen C, Zhao SD, Han XL, Cui MC, Fan SQ (2016) Investigation of mechanical behavior of the reshaped joints realized with different reshaping forces. Thin-Walled Struct 107:266–273
Chen C, Zhao SD, Cui MC, Han XL, Fan SQ (2016) Mechanical properties of the two-steps clinched joint with a clinch-rivet. J Mater Process Technol 237:361–370
Chen C, Zhao SD, Han XL, Cui MC, Fan SQ (2017) Investigation of the height-reducing method for clinched joint with AL5052 and AL6061. Int J Adv Manuf Technol 89(5–8):2269–2276
Chen C, Zhao SD, Cui MC, Han XL, Fan SQ, Zhao XZ (2018) Comparative investigation of auxiliary processes for increasing the strength of clinched joints. Proc Inst Mech Eng E: J Process Mech Eng 232(2):165–172. https://doi.org/10.1177/0954408916686998
Shi C, Yi RY, Chen C, Peng H, Ran XK, Zhao SD (2020) Forming mechanism of the repairing process on clinched joint. J Manuf Process 50:329–335
Chen C, Zhang HY, Peng H, Ran XK, Pan Q (2020) Investigation of the restored joint for aluminum alloy. Metals 10(1):97. https://doi.org/10.3390/met10010097
Chen C, Li YX, Zhang HY, Li YB, Pan Q, Han XL (2020) Investigation of a renovating process for failure clinched joint to join thin-walled structures. Thin-Walled Struct 151:106686. https://doi.org/10.1016/j.tws.2020.106686
Chen C, Ran XK, Pan Q, Zhang HY, Yi RX, Han XL (2020) Research on the mechanical properties of repaired clinched joints with different forces. Thin-Walled Struct 152:106752. https://doi.org/10.1016/j.tws.2020.106752
Zhang Y, Shan H, Li Y, Guo J, Luo Z, Ma CY (2017) Joining aluminum alloy 5052 sheets via novel hybrid resistance spot clinching process. Mater Des 118:36–43
Zhang Y, Shan H, Li Y, Zhao CF, Luo Z, Guo J, Ma CY (2017) Effects of the oxide film on the spot joining of aluminum alloy sheets: a comparative study between resistance spot welding and resistance spot clinching. Int J Adv Manuf Technol 92(9–12):4231–4240
Mordike B, Ebert T (2001) Magnesium: properties—applications—potential. Mater Sci Eng, A 302(1):37–45
Jayasathyakawin S, Ravichandran M, Baskar N, Chairman CA, Balasundaram R (2020) Mechanical properties and applications of magnesium alloy–review. Mater Today: Proc 27:909–913. https://doi.org/10.1016/j.matpr.2020.01.255
Lambiase F, Genna S (2018) Experimental analysis of laser assisted joining of Al-Mg aluminium alloy with polyetheretherketone (PEEK). Int J Adhes Adhes 84:265–274. https://doi.org/10.1016/j.ijadhadh.2018.04.004
Hahn O, Horstmann M (2007) Mechanical joining of magnesium components by means of inductive heating-realization and capability. Mater Sci Forum 539:1638–1643. https://doi.org/10.4028/www.scientific.net/MSF.539-543.1638
Hahn O, Tan Y, Schroeder M, Horstmann M (2005) Thermally supported mechanical joining of magnesium components. Mater Sci Forum 539:365–370. https://doi.org/10.4028/www.scientific.net/MSF.488-489.365
Pekguleryuz MO (2012) Current developments in wrought magnesium alloys. Advances in wrought magnesium alloys 3–62. https://doi.org/10.1533/9780857093844.1.3
Luo A, Sachdev A (2012) Applications of magnesium alloys in automotive engineering. Advances in wrought magnesium alloys 12:393–426.https://doi.org/10.1533/9780857093844.3.393
Han SL, Wu YW, Zeng QL (2012) Numerical simulation for heat transfer process of clinching with magnesium alloys. Adv Mater Res 472:1995–1999. https://doi.org/10.4028/www.scientific.net/AMR.472-475.1995
Han SL, Lv QD, Yang L, Zeng QL (2011) Innovation for joining by forming of magnesium alloy based on TRIZ. Adv Mater Res 189:3284–3287. https://doi.org/10.4028/www.scientific.net/AMR.189-193.3284
Peters M, Kumpfert J, Ward CH, Leyens C (2003) Titanium alloys for aerospace applications. Adv Eng Mater 5(6):419–427
Zhang Y, He XC, Liu FL (2015) Study on the property of clinched joint in similar-dissimilar sheets about titanium alloy. Appl Mech Mater 723:888–891. https://doi.org/10.4028/www.scientific.net/AMM.723.888
Lambiase F, Genna S (2017) Laser-assisted direct joining of AISI304 stainless steel with polycarbonate sheets: thermal analysis, mechanical characterization, and bonds morphology. Opt Laser Technol 88:205–214. https://doi.org/10.1016/j.optlastec.2016.09.028
Takita M, Ohashi H (2001) Application of high-strength steel sheets for automobiles in Japan. Metall Res Technol 98(10):899–909. https://doi.org/10.1051/metal:2001137
Balawender T (2016) Low fatigue strength of clinch joints. J Mech Eng Autom 6:277–281
Flodr J, Lehner P, Krejsa M (2020) Experimental and numerical evaluation of clinch connections of thin-walled building structures. Sustainability 12(14):5691
He XC, Liu FL, Xing BY, Yang HY, Wang YQ, Gu FS, Andrew B (2014) Numerical and experimental investigations of extensible die clinching. Int J Adv Manuf Technol 74(9–12):1229–1236
Jónás S, Tisza M (2019) Determination of different parameters to high strength steel clinch joints by FEA. Int J Eng Manag Sci 4(1):341–347
Saberi S, Enzinger N, Vallant R, Cerjak H, Hinterdorfer J, Rauch R (2008) Influence of plastic anisotropy on the mechanical behavior of clinched joint of different coated thin steel sheets. IntJ Mater Form 1(1):273–276
Lennon R, Pedreschi R, Sinha B (1999) Comparative study of some mechanical connections in cold formed steel. Constr Build Mater 13(3):109–116
Davies R, Pedreschi R, Sinha B (1997) Moment-rotation behaviour of groups of press-joins in cold-formed steel structures. Thin-Walled Struct 27(3):203–222
Lei L, He XC, Yu TX, Xing BY (2019) Failure modes of mechanical clinching in metal sheet materials. Thin-Walled Struct 144:106281. https://doi.org/10.1016/j.tws.2019.106281
Pedreschi R, Sinha B (2006) Predicting the shear strength of mechanical clinching in cold-formed steel structures. J Mater Civ Eng 18(3):435–442
Kaczyński P, Bartczak B (2014) The influence of orientation of segmented die on clinch joints mechanical properties. J Mach Eng 14:126–136
Grujicic M, Sellappan V, Arakere G, Ochterbeck J, Seyr N, Obieglo A, Erdmann M, Holzleitner J (2010) Investigation of a polymer metal inter-locking technology for use in load-bearing automotive components. Multidiscip Model Mater Struct 6(1):23–44. https://doi.org/10.1108/15736101011055257
Li R, Ye L, Mai YW (1997) Application of plasma technologies in fibre-reinforced polymer composites: a review of recent developments. Compos A Appl Sci Manuf 28(1):73–86
Lee CJ, Lee SH, Lee JM, Kim BH, Kim BM, Ko DC (2014) Design of hole-clinching process for joining CFRP and aluminum alloy sheet. Int J Precis Eng Manuf 15(6):1151–1157
Abibe A, Amancio-Filho S, Dos Santos J, Hage E Jr (2013) Mechanical and failure behaviour of hybrid polymer–metal staked joints. Mater Des 46:338–347
Gude M, Hufenbach W, Kupfer R, Freund A, Vogel C (2015) Development of novel form-locked joints for textile reinforced thermoplastics and metallic components. J Mater Process Technol 216:140–145
Lambiase F, Ko DC (2016) Feasibility of mechanical clinching for joining aluminum AA6082-T6 and carbon fiber reinforced polymer sheets. Mater Des 107:341–352
Lambiase F (2015) Joinability of different thermoplastic polymers with aluminium AA6082 sheets by mechanical clinching. Int J Adv Manuf Technol 80(9–12):1995–2006
Lambiase F (2015) Mechanical behaviour of polymer–metal hybrid joints produced by clinching using different tools. Mater Des 87:606–618
Lambiase F, Durante M, Di Ilio A (2016) Fast joining of aluminum sheets with glass fiber reinforced polymer (GFRP) by mechanical clinching. J Mater Process Technol 236:241–251
Lambiase F, Ko DC (2017) Two-steps clinching of aluminum and carbon fiber reinforced polymer sheets. Compos Struct 164:180–188
Lambiase F, Di Ilio A (2015) Mechanical clinching of metal–polymer joints. J Mater Process Technol 215:12–19
Grujicic M, Sellappan V, Arakere G, Seyr N, Obieglo A, Erdmann M, Holzleitner J (2009) The potential of a clinch-lock polymer metal hybrid technology for use in load-bearing automotive components. J Mater Eng Perform 18(7):893–902
Lüder S, Härtel S, Binotsch C, Awiszus B (2014) Influence of the moisture content on flat-clinch connection of wood materials and aluminium. J Mater Process Technol 214(10):2069–2074
Funding
This research work is supported by the National Natural Science Foundation of China (Grant No. 51805416); Young Elite Scientists Sponsorship Program by CAST (Grant No. YESS20200279), Natural Science Foundation of Hunan Province (Grant No. 2020JJ5716); the Project of State Key Laboratory of High Performance Complex Manufacturing, Central South University (Grant No. ZZYJKT2019-01); Huxiang High-Level Talent Gathering Project of HUNAN Province (Grant No. 2019RS1002); Hunan Provincial Natural Science Foundation for Excellent Young Scholars (Grant No. 2021JJ20059); and the Fundamental Research Funds for the Central South Universities of the Central South University (Grant No. 2021zzts0651).
Author information
Authors and Affiliations
Contributions
Hao Peng and Xiaoqiang Ren analyzed the data; Chao Chen and Hao Peng contributed reagents/materials/analysis tools; Chao Chen, Jinliang Wu, and Hao Peng wrote the paper. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Peng, H., Chen, C., Ren, X. et al. Development of clinching process for various materials. Int J Adv Manuf Technol 119, 99–117 (2022). https://doi.org/10.1007/s00170-021-08284-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-08284-9