
Abstract
The use of self-moulding resins in industry makes it necessary to specify minimum values for the surface roughness parameters in order to avoid fluid leaks between the sealing planes. To meet this requirement, new tool classes, machining parameters, and methodologies are being used. Thus, this work applies a new methodology for plane milling, with the objective of increasing the tightness of the union with adhesive. The investigation was based on experimental planning techniques for the behaviour of the surface roughness in machining of AlSi9Cu3 alloy by frontal milling with refrigeration, carried out in a transmission union support, in high-speed cutting (HSC) machining centres. The evaluated parameters were the cutting speed (Vc) between 1250 m/min and 2250 m/min, and the feed per tooth (fz) between 0.050 mm/tooth and 0.100 mm/tooth. Two cutters with ten polycrystalline diamond (PCD) inserts were used to mill the sealing surface, with one of the cutters having eight cutting inserts and two scratching inserts. The cutoff considered was 2.5 mm and the statistical technique of design of experiment (DOE) was used to evaluate the experimental results. The optimum roughness values, achieved with the cutter with scratching inserts, were a Vc of 1250 m/min and fz of 0.05 mm/tooth.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Aluminium alloys are used in a number of industries due to their mechanical resistance and low density and also to reduce the release of CO2 into the atmosphere by decreasing the weight of vehicles. The addition of silicon to aluminium decreases its melting point and improves the wear resistance of the component and the mechanical strength/density ratio. Al-Si alloys used in the manufacture of combustion engine components require fluidity, a low tendency to contraction and long life of the die-cast production moulds [1, 2]. In addition, the surface and machinability characteristics in cast Al7Si and Al7Si2.5Cu alloys depend on the shape, size, and distribution of α′-grains, the eutectic morphology, and CuAl2 particles in the interdendritic region [3].
Aluminium alloys are used in automotive components, some of which are manufactured by the die-casting process and are subsequently subjected to machining operations, such as drilling, widening, threading, boring, milling, and washing. When milling, the material is removed by rotating the cutters, and when the process is carried out on aluminium in high-speed cutting (HSC) machining centres, the surface finish is satisfactory and there is no need for grinding or polishing operations, which has a beneficial impact on the final cost of the components, such as blocks, supports, and gearboxes.
For greater efficiency and an adequate surface finish, choosing the correct type of tool for milling is essential. Three types of cutting tools are used in the machining of Al-Si alloy: PCD (polycrystalline diamond), PCBN (polycrystalline cubic boron nitride), and Si3N4 ceramic tools brazed and coated with CVD diamond [4, 5]. Polycrystalline diamond (PCD) tools have been widely used in the industry due to their ultra-hardness and high abrasion resistance. Compared to the PCBN tool, the PCD tool has a much longer life, especially at higher cutting speeds [6].
To overcome aluminium adhesions during milling, ensuring a good finish, approaches are used such as abundant cooling, due to the severe abrasion and high cutting temperature, which cause significant tool wear and reduce the machining efficiency, especially in HSC machining centres; lubricating fluids; polishing the cutting tool face; and using positive inclination angles and sharp cutting edges [7,8,9,10].
In the face of processes that are sensitive to variations, such as milling, “experiment planning” is being used for better productivity and a consequent cost reduction, through optimisation [11]. According to Montgomery [12] and Silva et al. [13], experiments are part of the scientific process, that is, one of the ways in which one can learn how systems or processes work, so experiment planning is a critically important tool in the scope of science and engineering, with regard to process optimisation.
Among the existing experimental planning tools, the design of experiment (DOE) stands out as being useful in determining the main factors that influence a process and its potential interactions, and is widely used in process validation studies [14].
Çolak and Sunar [15], in their studies related to milling, used a PCD tool and analysed the cutting forces on 3D surfaces, concluding that the surface roughness values Ra increased with the increase in the rate of advance and with decreasing cutting speed.
Othman et al. [16] studied the influence of various tribological machining parameters, such as the cutting speed (Vc), feed per tooth (fz), and machining depth (ap), on the variation of Ra in the high-speed cutting of hypereutectic alloys. The authors concluded, using statistical tools, that the machining depth has little influence on the Ra result, while the feed per tooth is the parameter with the greatest influence, followed by the cutting speed.
Soares et al. [17] carried out a comparison study between a cemented carbide insert and a PCD tool in the machinability of aluminium alloy with high silicon content AlSi9Cu3. The authors also concluded that the feed rate is the most influential parameter, with strong interactions with the other investigated parameters (cutting force and cutting pressure). The best results for roughness were given at the highest speeds (690 m/min) and the smallest feeds (0.05–0.14 mm/rev).
Zuperl and Cus [18], in their study, presented a roughness control of the milling surface, through an ANFIS simulation, where the force was constant and the other parameters were changed to achieve the desired roughness. According to the behaviour pattern, among the data of the study, it is possible to see that the roughness results indicate that the lowest cutting speed (spindle speed) of 1000 rot/min and the greatest feed rate of 850 mm/min yield the greatest roughness. In addition to these data, the authors conclude that the simulation proved to be appropriate, presenting values very close to the real ones.
In milling, the positive effect of the appropriate cutting-edge geometry on the cutting performance of coated tools has been recorded in several publications. The microgeometry design of the cutting tool influences the thermomechanical load profile on the wedge. In addition to the cutting-edge geometry, tool wedge rounding methods can significantly affect the wear behaviour of a coated tool [19].
The plans in sealing regions require accurate control of the surface roughness, as variations in these characteristics culminate in leaks, even with the use of industrial adhesive. For these plans, there are specifications for roughness and, contrary to what is expected for other components, there is a minimum limit. In these cases, it is difficult to maintain the surface roughness parameters Ra and Rz within the specifications provided for in the drawing since, with the progression of the parts produced, the roughness values fall below those specified, generating considerable costs due to the premature exchange of cutters and inserts and at the machine stop, thereby leading also to productivity losses.
The literature evaluates the influence of machining parameters, such as the feed and cutting speed, on the values of Ra and Rz; however, on some occasions, as in the industry, there is a limit to the variation of these parameters, since productivity, the available equipment, and wear tools are important factors, and this variation alone may not be enough to achieve the desired results.
Based on this information, this work proposes and applies a new methodology for plane milling, in high-speed cutting (HSC) machining centres, in which the behaviour of two cutters with ten inserts in PCD was evaluated, with one of the cutters having two scratching inserts, to obtain the surface roughness (Ra and Rz) of the Al-Si alloy. The end-product of this milling is the transmission union support, which has a minimum roughness specification, since industrial adhesive is used, and may leak in the case of low roughness. The DOE tool was used for the “experimental design” procedure, and the “complete factorial design” technique was applied. In view of the lack of material in the literature on scratching inserts, the content of this work is a new methodology for milling when minimum roughness is required, and it can assist in the dissemination of this application, which may enable new uses for the scratching insert in the industry, mainly in milled regions that will later be joined by semi-solids.
2 Methodology
In the current machining process of the joint support, the parameters used were cutting speed of 2262 m/min, feed per tooth of 0.04 mm/tooth, and fixed cutting depth of 1.5 mm. With these parameters, the production of the cutter currently used is around 1700 pieces, where the minimum Ra of 0.8 μm and a minimum Rz of 6 μm are reached—well below the predicted service life objective for the cutter, which is 9000 pieces.
Figure 1 shows the transmission gearbox union support, where the orange region is the milled plane, the target of this study, with its respective surface finish tolerances, with Ra ranging from 0.8 to 3.2 μm and Rz from 6.0 to 21.0 μm. The mean of the specified Ra and Rz values was considered the ideal parameter, being 2.0 μm and 13.5 μm, respectively.

Union support
The area circled in red was the point chosen for measurements of the surface roughness as it is the most critical area for oil leakage, because this is the position of the gearbox in the vehicle, so the gravitational force means that the oil is always in contact with the circled region.
2.1 Material
The material of the automotive gearbox union support, the milled component evaluated in this study, is the aluminium alloy AlSi9Cu3(Fe), whose chemical composition and hardness are shown in Table 1.
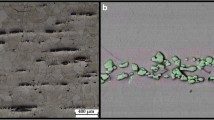
In the metallographic analyses carried out on the alloy samples, the presence of polyhedral crystals of primary silicon, modified eutectic α + Si, and secondary eutectic over a matrix of solid solution α was observed. Through three tensile tests, an average yield stress of 181.14 ± 10.6 MPa and an average resistance stress of 265.73 ± 24.88 MPa were found.
2.2 Tools
In the front milling, two cutter models were used (A and B), represented in Fig. 2, produced by the same manufacturer, with an external diameter of 80 mm and composed of ten interchangeable capsules where the PCD inserts are mounted.

Cutters a with geometry A and b with geometry B
The cutter of geometry A is represented in Fig. 2a, and in Fig. 2b, it is possible to view the cutter of geometry B, with 8 cutting inserts and 2 scratching inserts mounted 0.005 mm above the others. The inserts, depending on their geometry, can be scratchers or straighteners. The cutting inserts have a positive 6° radial angle and a 134.25° attack angle. The scratching inserts, also made of PCD, have a positive 6° radial angle and 125° attack angle.
Figure 3 details the preset of the cutters with geometries A and B. Figure 3a represents the image of the scratching PCD insert, which was mounted 0.005 mm above the other inserts. Figure 3b shows the PCD cutting insert.

Profile of the inserts. a Scratching PCD insert. b Cutting PCD insert
2.3 Equipment
A machining centre of the manufacturer HELLER MC 16K was used in the milling tests. This equipment has a GE FANUC SERIES 160 I—MB CNC, its maximum rotation is 10,000 rpm, with a maximum advance speed on the z-axis of 70 m/min and on the x- and y-axes of 60 m/min. The acceleration of the z-axis is 10 m/s2. The travel of the z-, x-, and y-axes is 630 mm each.
The tool preset used the ZOLLER equipment, model REDOMATIC 600, with a 4-axis CNC control unit and 35 times image magnification camera with a centralisation LED and automatic recognition of the cutting edges.
To measure the surface roughness indicated in the experiments matrix, a TAYLOR HOBSON FORM TALYSURF Series 2 rugosimeter was used. This is a bench equipment that has an inductive coil reading of the parameters established by the ABNT NBR ISO 4287: 2002 standard and has the following technical characteristics:
-
a)
maximum probed length 120 mm;
-
b)
induction coil 1040 μm;
-
c)
maximum resolution of 0.0001 μm;
-
d)
shape filters: LS arc, LS absolute arc, dado, hyperbola ellipse, LS line, MZ line;
-
e)
data filters: 2CR-PC, Gaussian and ISO 2CR;
-
f)
cutoff: 0.08–0.25–0.8–2.5–8.0–25 mm;
-
g)
cutoff Ls: 0.0025–0.008–0.025–0.08–0.25 mm;
-
h)
bandwidth: 10:1–30:1–100:1–300:1 (ISO)–1000:1
In this work, a 2.5-mm cutoff was used to allow a greater surface control area, in view of the lack of knowledge in the literature of the behaviour of a scratching insert.
2.4 Definition of cutting parameters
The variables were manipulated through the following guidelines:
-
a)
Geometric limits of the tool and machining centre operation;
-
b)
Indications by the manufacturer of the cutters contained in this experiment;
-
c)
Machined material;
-
d)
Technical conditions provided for in the design of the product in use;
-
e)
Operation regime: cycle time currently practised and information discussed in the introduction of this work.
Table 2 shows the minimum, average and maximum values for each parameter defined for milling.
2.5 Definition of the experimental matrix
Through the variation of the cutting speed (Vc) and the feed per tooth (fz), the behaviour of the cutters of geometries A and B was analysed, evaluating the influence of the variation of the parameters and of the scratching insert in the values of Ra and Rz. A DOE model of a complete factorial design was used, with 3 factors, 18 combinations, and 2 replicates, totalling 36 experiments.
3 Results and discussion
3.1 Experiment results: cutters A and B with varying parameters and surface finish
Table 3 shows the 36 tests performed, and Fig. 4 shows the evolution of Ra and Rz.

Roughness behaviour of a Ra and b Rz throughout the experiments
It is possible to observe a significant dispersion throughout the tests, demonstrating that there is a strong relationship between the combination of parameters and the results of Ra and Rz.
Through the DOE technique, analyses of the complete factorial design of this case study were carried out. The analysis of variance performed took into account the linear effects of each factor separately and the effects of the interactions that occurred with the combination of two and three factors.
Tables 4 and 5 give the linear model with the analysis of the effects of each factor separately: Vc, fz, and geometry; the interactions between two factors: Vc * fz, Vc * geometry, and fz * geometry; and between three factors, Vc * fz * geometry.
Based on the results, it is possible to conclude the following:
-
a)
The significant influence of linear effects on the response variable for Ra and Rz, being 84.5% and 88.42%, respectively;
-
b)
Ra is strongly influenced by the parameter fz = 63.76%, followed by the geometry, which has an influence of 18.72%. This goes against what was reported by Othman et al. (2018), who state that the advance per tooth is the parameter of greatest influence on the result of Ra;
-
c)
Rz is heavily influenced by the geometry = 60.66%. The fz has an influence of 26.24%;
-
d)
The interaction of three factors is low, being 1.38% for Ra and 1.04% for Rz;
-
e)
The random error was 4.27% and 4.90% for Ra and Rz, respectively.
Figure 5 represents the effects of the factors and their levels on the Ra and Rz roughness response. It can be concluded that:
-
a)
The lowest values of Ra and Rz were characterised by a cutting speed of 1250 m/min, feed per tooth fz of 0.05 mm/tooth, and cutter A, which does not have scratching inserts.
-
b)
The highest values of Ra and Rz were characterised by a cutting speed of 1750 m/min, feed per tooth fz of 0.100 mm/tooth, and cutter B, which has scratching inserts.
-
c)
Ra and Rz suffer the greatest dispersion with the factors fz and geometry.

Graph of the effects of factors and their levels on the response variable. a Ra. b Rz
Figures 6 and 7 represent the interaction between the input variables and the response variable. It is observed that the behaviour of Ra and Rz is very similar, corroborating the analysis performed in Fig. 6, where the interactions of two factors for Ra and Rz obtained percentages of 9.85% and 5.64%, respectively. Some of the findings for the two figures are as follows:
-
a)
In the first interaction, the increase in the cutting speed and the decrease of the feed per tooth result in the reduction of the Ra roughness, since the lowest Ra values occur in the combination Vc = 2250 m/min and fz = 0.050 mm/tooth, going against the study by Soares et al. (2017). The maximum values of Ra and Rz are found with fz = 0.100 mm/tooth and with Vc = 1750 m/min, which is not the highest in the experiment (Vc = 2250 m/min).
-
b)
In the second interaction, the geometry of cutter A proved to be the most suitable for minimum Ra and Rz values, without much interaction with the cutting speed. The geometry of cutter B delivers a better surface roughness, but also with a low influence of the cutting speed.
-
c)
In the third interaction, there is a different analysis for Ra and Rz. Analysing the Ra in Fig. 8, we have for fz = 0.050 mm/tooth a low interaction of the cutter geometries A and B. The geometry of cutter A does not show much interaction between fz = 0.075 mm/tooth and fz = 0.100 mm/tooth, unlike the geometry of cutter B, which increases Ra proportionally to the increase in feed. Analysing the Rz in Fig. 9, there is a tendency for the roughness to increase proportionally to the increase in fz in the geometry of cutter B. The geometry of cutter A, on the other hand, has the same behaviour as the geometry of cutter B, but with a more attenuated influence between fz = 0.075 and 0.100 mm/tooth.

Interaction between the input variables and the response variable for parameter Ra

Interaction between the input variables and the response variable for parameter Rz

Graph of the contour region with the cutter geometry A. a Ra and b Rz

Graph of the contour region with the cutter geometry B. a Ra. b Rz
Figures 8 and 9 represent the graphical analysis of the cutters with geometries A and B, using the contour region resulting from the experiments with two variables, in which case the parameters fz and Vc were selected, represented in the x- and y-axes. The values for the response variable, surface roughness Ra and Rz, are represented by outlines (shaded regions).
The results in Fig. 8 show that the cutter with geometry A, which does not have inserts of PCD scratchers, presents:
-
a)
Higher values of Ra and Rz with greater tooth advance, close to fz = 0.100 mm/tooth;
-
b)
The low influence of the cutting speed on Ra, mainly on the extremity values: Vc = 1250 m/min and Vc = 2250 m/min;
-
c)
The low influence of the cutting speed on Rz, with a slight tendency to increase this parameter in values above Vc = 1750 m/min.
Despite the graphic similarity between the cutters with geometries A and B, it can be seen in Fig. 9 that the cutter with geometry B, which has scratch-cut PCD inserts, presented greater variations during the evolution of the tests and in the roughness values.
Figures 10 and 11 show that the cutter with geometry B delivers higher values of surface roughness with the same cutting parameters. Table 6 shows the sequence of experiments.

Comparison of surface roughness (Ra) of cutters with geometries A and B

Comparison of surface roughness (Rz) of cutters with geometries A and B
In both Figs. 10 and 11, a dotted line with the average Ra and Rz was inserted, based on the average roughness value required in the technical drawing, that is, the ideal value, as stipulated during the methodology.
3.2 Prediction of optimal values through numerical evaluation
Based on the technical specification, optimal values for the cutting speed and feed were defined based on the average values of the specification of Ra and Rz, as shown in Figure 1, so the values considered ideal for the output variables were:
-
a)
Ra = 2.0 μm
-
b)
Rz = 13.5 μm
Figure 12 shows the optimal response values with the response parameters, where the ideal combination of the optimal cutting parameters is visualised:
-
a)
Vc = 1250 m/min;
-
b)
fz = 0.05 mm/tooth;
-
c)
Geometry: cutter B.

Optimal values for Vc and fz in the process
Equations (1) and (2) show the reduced factorial regressions obtained based on the overall result of the experiments. They are equivalent to the behaviour of the ideal roughness response, for which the combination of the established parameters is applied: Vc = 1250 m/min, fz = 0.05 mm/tooth, and B = 1.
3.2.1 Practical tests for checking the response
In order to prove the assertiveness of the parameters found, five sequential tests were performed with the optimal parameters, as shown in Table 7. The average roughness values were Ra = 1.97 μm and Rz = 14.56 μm.
In Figs. 13 and 14, it is possible to verify, by plotting the points in the graphs that the values of Ra and Rz were well within the prediction range (IP), that is, within the range 1.598 μm ≤ Ra ≤ 2.482 μm for the Ra and IP of 10.459 μm ≤ Rz ≤ 16.411 μm for Rz.

Graphic of optimal parameters for required Ra

Graphic of optimal parameters for required Rz
In Figs. 13 and 14, it can be seen too that the mean of Ra, whose value is 1.97 μm, was within the confidence interval (CI) of 1.785 μm ≤ Ra ≤ 2.295 μm. Also, the Rz average of 14.56 μm met the expectation of the experiment, since the predicted confidence interval (CI) was 11.717 μm ≤ Rz ≤ 15.153 μm.
4 Conclusions
The results obtained in this work clearly support the resolution of the current and real problem, which is the low roughness in the sealing plane between the union support and gearbox and consequently the low cutter life.
Milling cutter A, without the cutter inserts, showed excellent values of the Ra response in the midline, but low values of Rz. Cutter B, with the cutter inserts, showed response values of Ra and Rz close to the midline, that is, close to the ideal condition specified in the technical documentation.
The scratching inserts proved to be essential to obtain the desired results, since, with the same cutting parameters, cutter B met the specified values for Ra and Rz while cutter A did not. The cutter geometry soon proved to be a factor of great influence on the roughness.
The fz parameter proved to be the most influential in the response of the Ra and Rz roughness in all the tests performed. The number of cutter inserts directly influences the surface roughness finish. The cutting speed parameter Vc has a low influence on the response of Ra and Rz in the experiments.
The reduced factorial regressions obtained based on the overall result of the experiments considering the ideal values of Ra = 2.0 μm and Rz = 3.5 μm, proved to be efficient for the optimal values found, Vc = 1250 m/min, fz = 0.05 mm/tooth, and cutter geometry B, with scratch inserts, since the experimental results returned very close values, with an average within the confidence interval.
In view of the results, a new methodology is proposed that considerably solves the tightness problems in the union of faces milled by sealing resins. This is valid where the parameters remain within an acceptable range, since their variation, as suggested in the literature, is not sufficient to achieve the desired results.
Availability of data and material (data transparency)
Not applicable.
Code availability (software application or custom code)
Not applicable.
References
Choudhuri S, Shi J. (2017) Study of the industrial precision manufacturing and metallic alloys with respect to economic considerations. Munich Personal RePEc Archive, p. 1-30. https://mpra.ub.uni-muenchen.de/77481/1/MPRA_paper_77481.pdf
Verran GO, Mendes RPK, Rossi MA (2006) Influence of injection parameters on defects formation in die casting Al12Si1, 3Cu alloy: experimental results and numeric simulation. Journal of Materials Processing Technology 179:190–195. https://doi.org/10.1016/j.jmatprotec.2006.03.089
Basavakumar KG, Mukunda PG, Chakraborty M (2007) Influence of microstructure and turning inserts on machinability and surface characteristics of Al–7Si and Al–7Si–2.5Cu cast alloys. Materials Science and Engineering: A 465:85–94. https://doi.org/10.1016/j.msea.2007.03.078
Castro G, Almeida FA, Oliveira FJ, Fernandes AJS, Sacramento J, Silva RF. (2008) Dry machining of silicon-aluminium alloys with CVD diamond brazed and directly coated Si3N4 ceramic tools. Vacuum 82. https://doi.org/10.1016/j.vacuum.2008.03.042.
Bhowmick S, Banerji A, Alpas AT (2015) Tribological behavior of Al–6.5%, –12%, –18.5% Si alloys during machining using CVD diamond and DLC coated tools. Surface and Coatings Technology 284:353–364. https://doi.org/10.1016/j.surfcoat.2015.08.073
Su H, Liu P, Fu Y, Xu J (2012) Tool life and surface integrity in high-speed milling of titanium alloy TA15 with PCD/PCBN tools. Chinese Journal of Aeronautics 25:784–790. https://doi.org/10.1016/S1000-9361(11)60445-7
Brinksmeier E, Preuss W, Riemer O, Rentsch R (2017) Cutting forces, tool wear and surface finish in high speed diamond machining. Precision Engineering 49:293–304. https://doi.org/10.1016/j.precisioneng.2017.02.018
dos Santos GR, da Costa DD, Amorim FL, Torres RD (2007) Characterization of DLC thin film and evaluation of machining forces using coated inserts in turning of Al–Si alloys. Surface and Coatings Technology 202:1029–1033. https://doi.org/10.1016/j.surfcoat.2007.07.100
Silva WM, Jesus LM, Carneiro JR, Souza PS, Martins PS, Trava-Airoldi VJ (2015) Performance of carbide tools coated with DLC in the drilling of SAE 323 aluminum alloy. Surface and Coatings Technology 284:404–409. https://doi.org/10.1016/j.surfcoat.2015.09.061
Li G, Rahim MZ, Ding S, Sun S. (2016) Performance and wear analysis of polycrystalline diamond (PCD) tools manufactured with different methods in turning titanium alloy Ti-6Al-4V. International Journal of Advanced Manufacturing Technology 85. https://doi.org/10.1007/s00170-015-7949-6.
Tsai JT, Chang CC, Chen WP, Chou JH (2016) Optimal parameter design for IC wire bonding process by using fuzzy logic and Taguchi method. IEEE Access 4:3034–3045. https://doi.org/10.1109/ACCESS.2016.2581258
Montgomery DC (2017) Design and analysis of experiments. John Wiley & Sons, Arizona
Silva GC, Martins N, Santos IA, Vieira AL (2020) Analytical, numerical, and experimental investigation of the influence of lubrication on the drawing behavior of copper alloy. The International Journal of Advanced Manufacturing Technology 107:1773–1784. https://doi.org/10.1007/s00170-019-04895-5
Rodríguez-Loaiza P, Namur S, González-de la Parra M (2017) Application of design of experiments (DOE) to the development and validation of a swab sampling method for cleaning validation. Asian Journal of Chemistry and Phamaceutical. Sciences 2(1):16–21
Çolak O, Sunar T (2016) Cutting forces and 3D surface analysis of CFRP milling with PCD cutting tools. Procedia CIRP 45:75–78. https://doi.org/10.1016/j.procir.2016.03.091
Othman K, Ghani JA, Ruslan MS, Kassim MS (2018) Surface roughness of hypereutectic Al-Si A390 in high speed milling. Journal Tribology 16:42–50
Soares RB, de Jesus AMP, Neto RJL, Chirita B, Rosa PAR, Reis A. (2017) Comparison between cemented carbide and PCD tools on machinability of a high silicon aluminum alloy. Journal of Materials Engineering and Performance 26:4638–4657. https://doi.org/10.1007/s11665-017-2870-9.
Zuperl U, Cus F (2016) Surface roughness fuzzy inference system within the control simulation of end milling. Precision Engineering 43:530–543. https://doi.org/10.1016/j.precisioneng.2015.09.019
Bouzakis KD, Bouzakis E, Kombogiannis S, Makrimallakis S, Skordaris G, Michailidis N, et al. (2014) Effect of cutting edge preparation of coated tools on their performance in milling various materials. CIRP Journal of Manufacturing Science and Technology 7:264–273. https://doi.org/10.1016/j.cirpj.2014.05.003.
Acknowledgements
The authors are grateful to CNPQ, CAPES, FAPEMIG, Fiat Chrysler Automobiles (FCA), and Pontifical Catholic University of Minas Gerais (PUC-MG) for technical support.
Funding
This study was financed in part by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior—Brazil (CAPES)—Finance Code 001.
Author information
Authors and Affiliations
Contributions
Gilmar Cordeiro da Silva: conceptualization, project supervision, and writing; Querlem Martins Saraiva: conceptualization, experiments, writing; José Rubens Gonçalves Carneiro: conceptualization; Izabela Angela Santos: data analysis, writing; Anderson Silva José: experiments
Corresponding author
Ethics declarations
Ethics approval (include appropriate approvals or waivers)
Not applicable.
Consent to participate (include appropriate statements)
Not applicable.
Consent for publication (include appropriate statements)
Not applicable.
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
da Silva, G.C., Saraiva, Q.M., Carneiro, J.R.G. et al. New milling methodology for sealing planes in AlSi9Cu3(Fe) alloy machined with PCD tool. Int J Adv Manuf Technol 113, 3211–3223 (2021). https://doi.org/10.1007/s00170-021-06843-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-06843-8