
Abstract
Ti-6Al-4V alloy is the most preferred alloy used in laser powder bed fusion (LPBF) and physical vapour deposition (PVD) coating may often be needed. However, whether the wear performance of the coating on the high hardness LPBF Ti-6Al-4V substrate may perform differently to that on the conventionally processed (CP) and significantly lower hardness alloy substrate has not been clear. In this study, dry sliding wear tests have been conducted on PVD TiN-coated Ti-6Al-4V samples processed either by LPBF or by CP, using WC-Co as counter material. It has been found that local fracturing of coating after being thinned to 0.4–0.5μm in both coated LPBF and CP samples is similar. The major wear mechanism leading to a gradually rapid increase in wear rate of the coated samples will be demonstrated and explained through a wear process described as thickness reduction and local fracturing of the coating before the widening of the wear track. It will be shown that the local fracturing of coating was accompanied by the local deformation in CP substrate due to its low hardness. For the LBPF substrate, the deformation was not readily observed. That the higher amount of deformation underneath the coating for the case of CP substrate has affected little the overall wear rate will be illustrated.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the last few years, laser powder bed fusion (LPBF) metal additive manufacturing (MAM) also known as metal 3D printing is increasingly being applied in many industries. This is because of the ability of LPBF for manufacturing parts with highly complex shapes [1]. Ti-6Al-4V is a high strength alloy and is relatively low in density. Thus, the alloy is used widely in various industries. Conventional processing of the high melting point Ti alloys into complex shapes is however challenging. Furthermore, the alloy is biocompatible with human body and is thus commonly used for making biomedical implants [2]. More importantly, similar to the alloy being highly weldable, the narrow freezing range of the alloy means the alloy to be highly printable. Thus, AM technologies are particularly suited for Ti-6Al-4V parts manufacturing for a wide range of applications [3].
For the use of Ti alloys in the wide range of industrial applications or for the use as medical implants, tribological properties of the alloys are an important factor to be considered. Budinski [4] and Dong [5], in their reviews, explained that wear resistance of titanium and Ti alloys is poor and is primarily due to the low hardness values (200–350 Hv) of the alloys. Hardness of LPBF Ti-6Al-4V being mainly in martensitic form is above 400 Hv. For this reason, there have been a number of studies on wear resistance of MAM Ti-6Al-4V alloy [6,7,8,9,10,11,12,13,14]. However, reviewing these studies, Li et al. [15] explained that whether hardness higher than 350 HV may result in an increase in wear resistance is unclear.
Considering the rapidly increasing use of LPBF, applying surface coating to LPBF Ti-6Al-4V for improving wear resistance may need to be practiced in industry. Physical vapour deposition (PVD) is widely used in industry for improving tribological performance [16]. Tribological performance of PVD TiN coating on Ti-6Al-4V samples has been evaluated using dry reciprocal sliding test with diamond as counter material [17]. It is shown in this study that, with the applied load above a critical threshold, there is a sharp increase in coefficient of friction (COF) after a certain number of passes. Authors suggest this as the result of coating failure. However, as authors have explained, the nature of coating failure is not clear. Costa et al. [18] conducted dry rotary sliding tests to evaluate PVD coatings on Ti-6Al-4V discs against the aluminium-bronze pin. Clearly, all PVD coatings including TiN coating perform well and no noticeable wear volume was detected for the same condition, while a considerable wear loss was detected for the disc sample without coating. The softer pin material has been shown to adhere to the PVD coatings.
Two stages of wear have also been identified by Cassar et al. [19] in their experiments of dry reciprocal sliding tests with WC-Co ball as counter material. PVD TiN coating provides a high resistance to wear for a distance (200m) and beyond this distance wear volume rapidly increases. How does the coating fail leading to the rapid increase in wear loss has however not been revealed. Martini and Ceschini [20] examined the worn surfaces of PVD-coated Ti-6Al-4V samples after testing using dry flat-on-cylinder with bearing steel as the cylinder material. They observed the coating having been completely worn out at the end of the test if the load is above a transition load. Recently, Lepicka et al. [21] have analysed the completely worn surface more closely after dry ball-on-disc testing with PVD TiN coated on the Ti-6Al-4V disc and WC-Co as ball material. The analysis by observing the surface after it has been completely worn, clearly, cannot reveal the details of how the coating has failed.
With the rapid development of MAM in recent years, study on applying coating to improve tribological performance of MAM Ti-6Al-4V alloy has also been started recently although published works are still rare in the open literature. Kao et al. [22] applied CN (carbon nitride) and DLC (diamond-like-carbon) thin films on LPBF Ti-6Al-4V which was first nitrided at 900°C before depositing the thin films. Wear tests using a linear reciprocating tribometer against 316L stainless steel ball, Ti-6Al-4V ball and Si3N4 ball were conducted. Clearly applying the thin films has reduced the COF and wear depth. Surfaces of worn samples have been examined and surface appearances have been described but the wear mode(s) leading to failure of the coating and how the wear rate may change during the wear test period have not been clearly explained.
In their comprehensive review and discussion on the tribology of various coatings on metallic alloys, Matthews et al. [23] and Holmberg and Matthews [24] have detailed the wear mechanisms of a hard coating on a soft (lower hardness value) substrate. A major feature of these mechanisms relates to the thickness of the coating, up to 10μm broadly speaking. A thick coating supports the load acted on from the sliding hard counter object while for a thin coating the coating and substrate together deform and the coating may fracture under the same sliding and loading condition. Wear conditions for the same coating thickness and for the same alloy in different forms of structures and thus with significantly different hardness values of the substrate have not been specifically considered and explained in the referred reviews [23, 24]. The wear rate dependence on substrate structure and hardness may be highly relevant for many metallic alloys and particularly for Ti-6Al-4V, for which hardness can vary considerably depending on the thermomechanical history of the alloy.
Considering the rapid development of LPBF MAM and that PBF may not affect significantly the wear resistance of Ti-6Al-4V alloy, a better understanding of how LPVD coating on PBF martensitic thus high hardness Ti-6Al-4V behaves during wear testing is needed. In this study, experiments have been conducted using PVD TiN-coated Ti-6Al-4V samples with the alloy in two different forms of structures. The first is martensitic form of the alloy samples with high hardness values and the samples were made using LPBF. The second is the common form of α+β phases in the alloy which is significantly lower in hardness and is conventionally processed (CP). How the PVD TiN coating wears during dry reciprocal sliding wear testing is closely monitored. The chemistry of the worn coating surface and the gradual reduction of thickness or fracturing as wear testing proceeds are examined. Through these monitoring and examination, the wear mechanism of the coating can be better revealed and the knowledge on how and when the coating fails to protect the PBF Ti-6Al-4V substrate can be better understood.
2 Experimental procedures
A Renishaw LPBF machine (AM400) was used to produce the LPBF Ti-6Al-4V alloy samples, each with a size of 40×40×5mm so as to fit into the wear test sample holder. The powder with size range of 15–45μm was supplied by Renishaw and the composition of the powder as also specified by the supplier is given in Table 1. LPBF condition is the one that is commonly utilised for producing parts with nearly full density. The condition was as follows: laser power 400W, scan speed 800mm/s, layer thickness 60μm and hatch spacing 120μm. A CP Ti-6Al-4V plate, which was in annealed state, was sourced from Baoji Really Metals and Alloys Co., China, and the material is certified following ASTM B265. The plate was sectioned into samples with a size of 40×40×5mm. Before testing, all samples were ground (to grit-2400) and polished, so that the surface roughness (Ra) measured using a Taylor Hobson Talysurf profilometre was ~0.05μm. Polished samples were hardness tested using a Leco LM-800AT. LPBF samples were determined to be 428±17Hv and CP samples 324±8Hv [15]. Samples were then coated using physical vapour deposition (PVD) process (Surface Technology Coatings, Melbourne, Australia) with a TiN coating using an Oerlikon Balzers INNOVA PVD coating unit. As shown in Fig. 1, the thickness of the coating (hCoating) is ~2.4μm and the coating has densely and evenly covered the LPBF sample with martensitic structure or CP sample with α+β phase structure, respectively.

Cross-sections of PVD TiN coated on (a) LPBF martensitic and (b) CP α+β Ti-6Al-4V samples
Dry wear tests at room temperature were conducted using a ball-on-plate linear reciprocating tribometer (Ducom TR-282, USA). The tribometer condition was 2N in loading and 5Hz in sliding frequency for a 10-mm stroke. The commonly used WC-Co (WC 92%, Co 8%, 90–92 HRC) was used as the ball material and the size of the ball diameter was 10 mm. Coefficient of friction (COF) versus time was recorded by the tribometer for each test. Duplicate tests of 500-m sliding distance were first conducted. Using this condition, uncoated LPBF and CP samples have worn significantly, as illustrated previously [15]. A 500-m test with 5Hz and 10-mm stroke took (500m/(2×0.01m×5s−1)=) 5000s. Duplicate tests were further conducted for 3800s (380m) and coating was found damaged for both. Then, experiments were conducted to estimate the time (t) in seconds (distance in m being t×2×0.01m×5s−1=0.1t in metres) within which the coating is effective in preventing wear loss of Ti-6Al-4V. Wear volume (WV) of each sample was estimated based on determining the cross-sectional profile of the track. For each track, 5 profiles along the track were determined using the stylus profilometre. Using ImageJ software, each profile was converted to the area and the average area multiplied by the track length is taken as WV.
Furthermore, how the coating itself wears and deteriorates was monitored so that the failure mechanisms can be understood. This monitoring was conducted by examining the wear tracks of samples tested for various times, using a Hitachi SU-70 field emission scanning electron microscope (FE-SEM). For examining how the PVD coating has been thinned during wear testing, cross-sectional samples of wear tracks were prepared by cutting normal to the wear track sliding direction. Samples were prepared following the normal metallography procedure and etched using the solution with 2%HF, 5%HNO3 and 93%H2O (Kroll solution). Coated samples before test and tested samples were examined using the FE-SEM coupled with energy dispersive spectroscopy (EDS).
3 Results and discussion
3.1 Wear volume, track width and depth
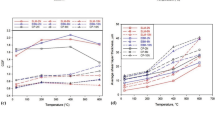
The overall data of measured wear volume (WV), maximum track depth (hMax) and track width (WTrack) plotted as a function of time (t) are presented in Fig. 2. The coating on LPBF or CP samples appears to have behaved similarly, following the same trends. Figure 2a shows that, after a period of increase in WV at a low rate, with WV being ~0.5×107μm3 for up to 3000s, the increase in WV has become rapid to ≥2.5×107μm3 at 3800s. For the total sliding distance of 500m (5000s), the range of wear rate is (2.7–5.2)×107μm3/500m=(5.5–10.4)×104μm3/m. As a comparison, for the same wear condition (2N, 5Hz and sliding distance 500m), wear rates of both LPBF and CP samples that were not coated are ~1.8×106μm3/m [15], 17–33 times higher than the wear rate of the coated samples. Thus, the coating can be viewed effective in reducing wear rate, although data in Fig. 2a suggests that the protective function has started diminishing severely after ~3000s sliding.

Measured data of (a) WV, (b) hMax and (c) WTrack plotted as a function of time for the two types of coated samples. In b, a horizontal line representing hCoating, outline of group 1 data with hMax<hCoating, outline of group 2 data with hMax>hCoating and a regression line labelled as hC based on data below hCoating line are drawn
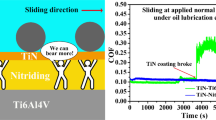
In order for the coating to be analysed when it started to fail, the COF trace which was instantly displayed during each wear experiment was closely watched during the tests. The traces of COF for the six tests, three from tests of LPBF samples and three from CP samples, are shown in Fig. 3. It can be seen for the tests of 3800s (Fig. 3c and f), at the time of ~2000s or slightly less, that COF values have a sudden change (drop for both) and the COF traces have become “noisy” afterward. This is suggested to be the result of coating damage, at least locally, and this suggestion will be discussed when the wear tracks are examined. COF traces for tests for 5000s are similar to those of tests of 3800s in that after the sudden change of COF, the traces are quite unstable.

Coefficients of friction during testing of LPBF samples for (a) 900s, (b) 2219s, (c) 3800s and of CP samples for (d) 1958s, (e) 2401s and (f) 3800s
For the many tests conducted over the times from 360 to 2800s, a test was stopped if COF values suddenly changed significantly. In the test of a LPBF sample up to 900s (Fig. 3a), COF is ~0.65, after the initial rapid rise. The trace lacking a significant and sudden change of COF suggests the test with no fracturing of coating within the test period. In the 2219s test of a LPBF sample (Fig. 3b), the test was stopped (at 2219s) when a sudden and large change (a drop in this case) of COF was noticed during the test. This sudden change of COF is suggested to be due to the fracturing of the coating in the central region of the track. For 3800s testing (Fig. 3c) of a LPBF sample, as has been pointed out, a major change of COF took place at ~1734s, and for the remaining time of the test, COF is more unstable compared to the initial period before the sudden change at ~1734s.
COF traces for CP samples are similar to those of LPBF samples, as shown in Fig. 3d to f. Figure 3d shows the sudden change of COF at 1958s. Figure 3f also shows the sudden large change at ~2000s, and for the rest of time after the sudden change, COF is quite unstable. For both LPBF and CP samples, although the sudden and large change of COF has normally occurred within the period from less than 2000s to after 2000s, there are however traces showing the change occurring well after 2000s. The COF trace of a CP sample in Fig. 3e illustrates no sudden large change of COF well beyond 2000s. This suggests little damage of the coating and again will be discussed when the track surface and the coating is examined (next section).
From the WTrack-t graph in Fig. 2c, WTrack increases slowly with t and the increase has become rapid after ~3000s. The hMax-t relationship in Fig. 2b is however more complicated. It appears that after ~1700s, hMax has become unpredictable. Within the period of 1700–2800s, hMax can remain low at 2μm or below (group 1 data in Fig. 2b) or can be high at 3μm or above (group 2 data). This period, as has already been explained, is the one during which COF can change suddenly. During the test of a group 2 sample, the test was stopped when there was a clear noise (sudden change) observed in COF trace that was simultaneously being displayed during the test, similar to Fig. 3b and d. As hCoating before testing was 2.4μm, which is also indicated in Fig. 2b, a value of hMax≥3μm means that the coating has at least locally worn off. Figure 2b also shows that at and after 3800s, coating has severely worn off with hMax being many times greater than hCoating.
One of the group 2 hMax values in Fig. 2b is further explained, as an example, using the corresponding measured trace of cross-sectional profile shown in Fig. 4. The trace is not smooth. This may be the result of wear debris present in the wear track, as will be shown. If the coating had not failed, the trace should have followed curve B, as is suggested in Fig. 4, with track width (WTrack) being 315μm and hMax=2.1μm. The true trace is however different. In the central location of 94μm in width, which is assumed to be the width of the coating having been worn (WWorn), hMax=5.3μm. This value, being considerably greater than the thickness of coating (hCoating), demonstrates the coating having been worn off in the central location of the track.

A trace from the profilometry measurement for a CP sample wear track with sliding wear stopped at 2747s. Line A is the suggested base line and curve B is the suggested trace for the condition that the coating had not fractured in the central location
In general, as hCoating=2.4μm, the remaining thickness of a coating in the central location of a track (hCoat.Tr) of a group 1 sample in Fig. 2b is equal to or greater than 0.5μm (=hCoating-hMax=2.4μm-1.9μm) with 1.9μm being the maximum hMax value of group 1 samples. Thus, no severe damage of the coating are expected for group 1 tested samples. On the other hand, hCoat.Tr=hCoating-hMax=2.4μm-3.0μm<0 in group 2 samples, with 3.0μm being the minimum value of group 2 samples. Thus, coating has been severely damaged and that fracturing of the coating has taken place in central location of the track is expected in each of the group 2 samples. The two data points for tests just under 2800s (2747s and 2791s) are in group 2 and thus it is highly unlikely the coating can remain undamaged in a test beyond 2800s.
A further discussion of reduction of thickness through wear and the subsequent loss of the protective function of the coating can be aided by the illustration in Fig. 5 for the coating which has not completely worn, meaning hMax<hCoating. Assuming that the WC ball does not wear and only TiN coating wears during sliding, the relationship between hC and WTrack and the relationship among WV, hC and WTrack are:

Schematic illustration of a cross-section of a wear track showing hC (=hMax when hC<hCoating). WTrack and hMax are not drawn in proportion
and
respectively, with r being the radius of the counter ball and L is the length of the wear track.
Measured values plotted in Fig. 2 are replotted to examine the relationships between hmax and WTrack in Fig. 6a and WV and WTrack in Fig. 6b, respectively, together with the calculated curves based on Eqs. (1) and (2). It is clear from Fig. 6 that the experimental values of hmax and WV increase with WTrack, as Eqs. (1) and (2) have predicted, until hMax reaches 2μm. Then, hmax itself has become unpredictable due to the possible break of coating locally as illustrated in Fig. 4 and the physical features of wear leading to this will be described (next section). When hMax has become unpredictable due to reduction of thickness and local fracture of the coating, corresponding to WTrack=(200–300) μm, WV is not significantly affected. Thus, the measured WV values have not departed significantly from the calculated values in Fig. 6b. As wear progresses beyond hmax>hCoating=2.4μm, both hMax has continued to be and WV has become significantly higher than the respective value predicted by Eqs. (1) and (2). The physical features leading to this departure are examined next.

Measured and calculated (a) depth and (b) wear volume plotted against track width for both LPBF and CP samples
3.2 Wear track, wear protection and coating deterioration
Figure 7 shows the track surfaces of LPBF samples tested for up to 5000s. For 900s (Fig. 7a), WTrack is ~200μm and the track is quite smooth with fine and faint longitudinal (along the sliding direction) markings and with debris clearly decorating along the track edges and occasionally inside the track. The high magnification image (Fig. 7a, lower right) displays not only clearly the fine debris particles, but also small bands (≈10μm) roughened in the mid location of the track, suggesting that locally chipping in coating surface may have started. Since the coating as a whole has not been damaged and has not become discontinuous for Ti-6Al-4V to be exposed, the debris must be the result from the coating wear. In general, little damage of the coating corresponds to the smooth COF trace in Fig. 3a.

SEM images of track surfaces of LPBF samples tested for (a) 900s and (b) 2219s, (c) 2268s and (d) 5000s
For the test at 2219s (image in Fig. 7b and COF trace in Fig. 3b), WTrack has increased and there is a band of heavy marking/scribing with a width marked as WWorn, suggesting that a section of coating has worn off exposing Ti-6Al-4V. As can be estimated from the image (Fig. 7b), WWorn/WTrack≈ 64μm/265μm=24%. The other test sample (Fig. 7c) for a similar test time shows almost the same WTrack value, but a significant increase in WWorn with WWorn/WTrack≈ 138μm/266μm=52%. In comparison, the WWorn/WTrack value detected in Fig. 4 is (94μm/315μm=) 30%. On the other hand, as shown in Fig. 2b, there are a number of tests (group 1) for 1700–2600s where hMax<2μm, suggesting that WWorn is zero and thus WWorn/WTrack is zero. This means that while WTrack increases linearly with time in that 1700–2800-s period, as shown in Fig. 2c, the time for the coating to break and for hMax value to increase significantly is unpredictable. Beyond 2800s, relatively, WWorn has increased considerably more than WTrack has, with WWorn/WTrack≈440μm/512μm=86% for test at 5000s (Fig. 7d).
The progression of thickness reduction and fracturing of coating can be better illustrated with cross-sectional images shown in Fig. 8. As can be observed in Fig. 8a, at 900s, the coating in track central (hTCoat.Tr) is thinner than the coating on both sides of the track where the coating thickness remains as hCoating. From Fig. 8d, hCoat.Tr≈1.6μm, and from Fig. 1, hCoating≈2.4μm. A slightly chipping off in the coating is observable in Fig. 8d, consistent with what can be observed locally in the high magnification image in Fig. 7a, as explained before. In a sample tested for 2105s (Fig. 8b and e), which is one of the samples where coating has not broken, hCoat.Tr≈0.5μm. In a sample tested for 2219s (Fig. 8c and f), which is a sample where coating has broken, hCoat.Tr=(0.3–0.4) μm in the section having already broken.

SEM micrographs of track cross-sections of LPBF samples tested for (a) 900s, (b) 2105s and (c) 2219s. d, e and f are high magnification micrographs in local area marked with a small square in a, b and c, respectively
For CP samples tested for 900s (Fig. 9a), similar to LPBF samples (Fig. 7a), coating has also remained intact (WWorn=0) with debris present on both sides of the track and also distributed within the track. For both cases, WTrack is similar (190μm for LPBF sample and 200μm for CP sample). Energy dispersive spectroscopy (EDS) has revealed that wear debris particles of TiN coating contain a high amount of oxygen. This is shown by an example of EDS spectra in Fig. 9a showing that coating itself is Ti and N-rich with little oxygen and in debris spot oxygen has been enriched. It is then reasonable to suggest that debris forms during the wear of coating have been converted to oxide under the condition of temperature increase and abundant of oxygen in air. Thermodynamically, oxide is more stable than nitride at high temperature [25].

SEM images of track surfaces of CP samples tested for (a) 900s and (b) 1958s, (c) 2401s and (d) 5000s. In a, two EDS spectra from the spots indicated as 1 and 2 are shown
As has already been explained for LPBF samples, in the period of 1700–2800s, the coating has been thinned to (0.5–0.6) μm and below, but when the coating breaks in the central location is unpredictable within this period. This is the same for CP samples and a pair of samples are shown in Fig. 9b and c. For the sample tested for 1958s, for which the COF trace is shown in Fig. 3d suggesting the sudden damage of the coating just before the stop of the test, damage of coating has well taken place and thus WWorn/WTrack≈125μm/275μm=46% is high, as shown in Fig. 9b. On the other hand, for the sample tested for 2401s (Fig. 9c) with the COF trace (Fig. 3e) suggesting no coating damage, WWorn/WTrack≈22μm/285μm=8% is low and is not detected in the COF trace. The narrowly worn groove (~22μm in width) along the sliding direction is filled by debris in some sections. For long testing time at 5000s, WWorn/WTrack≈ 425μm/477μm=89%, similar to that of LPBF. Cross-section images in Fig. 10a show the reduction of coating thickness at 900s with chipping of coating apparent. Figure 10b illustrates that the local groove narrowly worn in Fig. 9c is the result of local material including both the thinned coating and the substrate Ti-6Al-4V below having been pressed downward.

SEM micrographs of track cross-sections of CP samples tested for (a) 900s and (b) 2401s
The role of debris on local wear is now discussed further. TiN has very high hardness and is thus used as the coating to protect Ti-6Al-4V from wear. Debris due to the wear of TiN coating, as illustrated in Fig. 9a, is oxygen-rich. Titanium oxides may be very high in hardness and the very hard debris, if not removed to sides, can act as the hard third body taking part in the abrasive wear process. The filling of debris observed in Fig. 9c and locally both the thinned coating and the Ti-6Al-4V substrate having been indented, as shown in Fig. 10b, suggest that debris can locally press the material (both thinned coating and Ti-6Al-4V) or aids the wearing of the material. The local and narrow area being pressed for both coating and Ti-6Al-4V in the CP sample corresponds to the considerably lower hardness values in CP samples. The low hardness CP samples are more readily deform locally causing the thinner coating to be damaged locally. Thus, hMax is significantly higher than hCoating although it is only locally in the central region the coating has started to break.
Two data sets of LPBF group 1 in Fig. 2b may further imply the role of debris in the wear process. In the test for 2105s in group 1, hMax=1.9μm (see also Fig. 8b and e for cross-sectional images). This means that hCoat.Tr=hCoating-hMax=2.4μm-1.9μm=0.5μm without coating break. In the other test in group 1 when t=2567s, hMax=1.6μm, meaning hCoat.Tr=hCoating-hMax=2.4μm-1.6μm=0.8μm also without coating break. On the other hand, in group 2 data, hCoat.Tr>0 but coating has broken and debris may have aided the wear of substrate Ti-6Al-4V locally, so that hMax>3μm. As shown in Figs. 8f and 10b, after the coating has broken locally, discontinued coating with (0.3–0.4) μm in thickness can still be seen. It can thus be suggested that when hCoat.Tr=0.5μm, debris may have an important role causing local break of the coating.
The overall process of how TiN PVD-coated Ti-6Al-4V substrate wears in the present experiments can be summarised, as illustrated in Fig. 11. For test time less than 1700s, generally, hMax=hC<2μm as predicted by the hC line in Fig. 2b. The coating which is being thinned during testing within this period would not be damaged (Fig. 11, top), thus, providing a complete protection of Ti-6AL-4V. In the period 1700–3000s, as predicted by the hC line in Fig. 2b, hCoat.Tr increases with t. However, coating can be damaged well before 3000s (but after 1700s) (Fig. 11 mid). The hard coating debris may cause the damage of the coating when it has become thin. The damaged location can result in high hMax, as debris acts as the third body to wear the Ti-6Al-4V below, thus hMax>hC and hC<hCoating. At 3000s, hMax>hC and hC=hCoating. At this point of time, coating outside WWorn and within WTrack still provides a strong protection. Beyond 3000s, ΔWWorn/Δt is becoming increasingly higher and higher and WWorn/WTrack is moving towards 1 as coated area for wear protection is becoming increasingly less and less. Well beyond 3000s (Fig. 11 bottom), WV due to hmax is considerably higher than the predicted WV due to hC, as is also shown in Fig. 6b.

Schematic illustration of wear track before (top schematic) and after the coating having locally broken in mid track (mid schematic), respectively, and continuation of wear with the portion of coating resisting wear becoming less and less (bottom schematic)
The significance of the mechanism identified above based on the results and analysis in the present work can be suggested in regard to the performance of a hard coating on Ti-6Al-4V alloy in two ways. Firstly, the wear protection of the coating relates directly to the thickness and the wear rate of the coating. A thicker coating or a higher wear resistance of the coating provides a higher degree of the wear protection of the coating on the substrate. Secondly, the reduction of coating thickness leading to eventually damage of the coating locally does not mean a loss of wear protection by the coating, although locally the substrate has started to wear. This is because there is still a significant period for the coating damage to widen to an extent that the wear rate of the substrate becomes increasingly high.
4 Conclusions
Three sequential stages of wear deterioration during dry linear reciprocating wear tests using WC-Co as counter material have been identified, for both coated Ti-6Al-4V samples processed either by laser powder bed fusion (LPBF) or by a conventional process (CP). They are as follows: stage I, pure thickness reduction of coating through wear; stage II, locally fracturing of the thinned coating in central location of track; and stage III, widening of width of the section that the coating has been worn. Stage I is a slow process with Ti-6Al-4V completely protected, and thus, thickness of TiN coating (hCoating) is primarily the determining factor for how well the coating can protect Ti-6Al-4V against wear. For hCoating≈2.4μm, it has been found that stage II started at a point when the wear depth (hMax) reached 1.9μm or slightly lower. Within this point or a little after, the coating in the central location breaks. Debris may assist significantly the fracturing process. When fracturing occurs, hMax becomes higher than 3μm as locally wear rate of Ti-6Al-4V has become high. However, in stage II, the locally high wear rate has not affected significantly the wear volume of the sample. Leading to stage II, the central location of the CP-substrate deformed under the load of the sliding counter ball due to low hardness of the substrate. On the other hand, higher hardness LPBF samples experienced little deformation. The wear rate, however, has been affected little by the difference in hardness. Into stage III, the width of the coating totally worn (WWorn) increases more rapidly than the increase in the width of wear track (WTrack) with time. Thus, the protection function rapidly diminishes in stage III.
References
Sing SL, Yeong WY (2020) Laser powder bed fusion for metal additive manufacturing: perspectives on recent developments. Virtual Phys Prototyp 15:359–370
Zhang LC, Chen LY (2019) A review on biomedical titanium alloys: recent progress and prospect. Adv Eng Mater 21:1801215
Liu S, Shin YC (2019) Additive manufacturing of Ti6Al4V alloy: a review. Mater Des 164:107552
Budinski KG (1991) Tribological properties of titanium alloys. Wear 151:203–217
Dong H (2010) Tribological properties of titanium-based alloys, in. In: Dong H (ed) Surface Engineering of Light Alloys. Woodhead Publishing Limited, Oxford, pp 58–80
Gu D, Hagedorn YC, Meiners W, Meng G, Batista RJS, Wissenbach K, Poprawe R (2012) Densification behaviour, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater 60:3849–3860
Zhu Y, Chen X, Zou J, Yang H (2016) Sliding wear of selective laser melting processed Ti6Al4V under boundary lubrication conditions. Wear. 368-369:485–495
Bartolomeu F, Buciumeanu M, Pinto M, Alves N, Silva FS, Carvalho O, Miranda G (2017) Wear behaviour of Ti6Al4V biomedical alloys processed by selective laser melting, hot pressing and conventional casting. Trans Nonferrous Metals Soc China 27:829–838
Palanisamy C, Bhero S, Obadele BA, Olubambi PA (2018) Effect of build direction on the microhardness and dry sliding wear behaviour of laser additive manufactured Ti-6Al-4V. Mater Today Proc 5:397–402
Chandramohan P, Bhero S, Obadele BA, Olubambi PA (2017) Laser additive manufactured Ti-6Al-4V alloy: tribology and corrosion studies. Int J Adv Manuf Technol 92:3051–3061
Toh WQ, Wang P, Tan X, Nai MLS, Liu E, Tor SB (2016) Microstructure and wear properties of electron beam melted Ti-6Al-4V parts: a comparison study against as-cast form. Metals. 6:284
Khun NW, Toh WQ, Tan XP, Liu E, Tor SB (2018) Tribological properties of three dimensionally printed Ti-6Al-4V material via electron beam melting process tested against 100Cr6 steel without and with Hank’s solution. J Tribol 140:061606
Ryu JJ, Shrestha S, Manogharam G, Jung JK (2018) Sliding contact wear damage of EBPBF built Ti6Al4V: influence of process induced anisotropic microstructure. Metals. 8:131
Zhang W, Qin P, Wang Z, Yang C, Kollo L, Grzesiak D, Prashanth KG (2019) Superior wear resistance in EBM-processed TC4 alloy compared with SLM and forged samples. Materials. 12:782
Li H, Ramezani M, Chen ZW (2019) Dry sliding wear performance and behaviour of powder bed fusion processed Ti-6Al-4V alloy. Wear. 440-441:20303
Baptista A, Silva F, Porteiro J, Miguez J, Pinto G (2018) Sputtering physical vapour deposition (PVD) coatings: a critical review on process improvement and market trend demands. Coatings. 9:402
Liu C, Bi Q, Mathews A (2003) Tribological and electrochemical performance of PVD TiN coating on the femoral head of Ti-6Al-4V artificial hip joints. Surf Coat Technol 163-164:507–604
Costa MYP, Cioffi MOH, Voorwald HJC, Guimaraes VA (2010) An investigation on sliding wear behaviour of PVD coating. Tribol Int 43:2196–2202
Cassar G, Banfield S, Avelar-Batista Wilson JC, Housden J, Matthews A, Leyland A (2011) Triological properties of duplex plasma oxidied, nitrided and PVD coated Ti-6Al-4V. Surf Coat Technol 206:395–404
Martini C, Ceschini L (2011) A comparative study of the tribological behaviour of PVD coatings. Tribol Int 44:297–308
Lepicka M, Gradzka-Dahlke M, Pieniak D, Pasierbiewicz K, Krynska K, Niewczas A (2019) Tribological performance of titanium nitride coatings: a comparative study on TiN-coated stainless steel and titanium alloy. Wear. 422-423:68–80
Kao WH, Su YL, Horng JH, Chang CY (2018) Tribological, electrichamical and biocompatibility properties of Ti6Al4V alloy produced by selective laser melting method and the processed using gas nitriding, CN or Ti-C:H coating treatments. Surf Coat Technol 350:172–187
Matthews A, Franklin S, Holmberg K (2007) Tribological coatings: contact mechanisms and selection. J Phys D Appl Phys 40:5463–5475
Holmberg K, Matthews A (2009) Tribology of coatings. Chapter 3 in coatings tribology: properties, mechanisms, techniques and applications in surface engineering. Tribology and interface engineering series, no. 56. Elsevier, pp 41–184
Chim YC, Ding XZ, Zeng XT, Zhang S (2009) Oxidation resistance of TiN, CrN, TiAlN and CrAlN coatings deposited by lateral rotating cathode arc. Thin Solid Films 517:4845–4849
Author information
Authors and Affiliations
Contributions
Hua Li: investigation; methodology; formal analysis; writing – original draft. Zhan Wen Chen: conceptualisation; methodology; formal analysis; supervision, writing – original draft; writing – review and editing. Maziar Ramezani: conceptualisation; resources; supervision; writing – review and editing.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Li, H., Chen, Z.W. & Ramezani, M. Wear behaviours of PVD-TiN coating onTi-6Al-4V alloy processed by laser powder bed fusion or conventionally processed. Int J Adv Manuf Technol 113, 1389–1399 (2021). https://doi.org/10.1007/s00170-021-06714-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-06714-2