
Abstract
Positive displacement motor is a widely used downhole power drilling tool. In order to solve the problems of short life of conventional positive displacement motors and difficulty in processing micro-sized positive displacement motors with equal wall thickness, this paper proposes to use the liquid filling and external extrusion composite forming process to process the tiny size spiral tube with equal wall thickness. Based on the tensile test of 304 stainless steel and the liquid-filled and external extrusion composite forming process, a finite element model of the 5LZ54 type equal-wall spiral tube by liquid-filled and external extrusion composite forming was established. We use the finite element method to study the composite forming of liquid-filled and externally extruded metal spiral pipes with equal wall thickness. The reasonable process parameters are that the outer diameter of the tube is 51 mm, the wall thickness of the tube is 5.5 mm, the friction coefficient is 0.125, the hydraulic pressure is 700 MPa, the extrusion speed of die is 0.167 m/s, and the hydraulic pressure loading path is path 5. The spiral tube completely fits the die. The variance of the wall thickness is 0.00846, and the wall thickness is more concentrated. The minimum wall thickness is 4.948 mm, the design wall thickness is 5 mm, the maximum wall thickness is 5.353 mm, and the average wall thickness is 5.15 mm. The maximum wall thickness error of the spiral section is 0.275 mm. The wall thickness at the convex arc is larger, and the wall thickness at the concave arc is smaller. Studies have shown that it is feasible to form a spiral tube with a small size and equal wall thickness by liquid filling and external extrusion forming process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
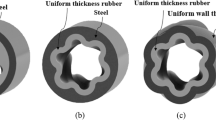
Positive displacement motor (PDM) is one of the most widely used downhole power drilling tools. It has the characteristics of good hard mechanical properties and strong overload capacity [1]. The core component of positive displacement motor is the motor assembly. The motor assembly is composed of a stator and a rotor, and a rubber bush is bonded on the surface of the inner hole of the stator. At present, the stator structures of positive displacement motors mainly include conventional stators (Fig. 1a) and stators with equal wall thickness (Fig. 1b). Due to the uneven thickness of the rubber bush of the conventional stator, the rubber bush is prone to thermal failure, causing the life of the conventional positive displacement motor to drop sharply. The inner hole of the stator of equal wall thickness is a spiral curved surface, and a layer of rubber bush of uniform thickness is bonded on the inner spiral surface of the stator. The heat dissipation performance of the bushing of uniform thickness is greatly improved, and the service life of the positive displacement motor with equal wall thickness is effectively increased [2,3,4,5]. However, it is difficult to process the inner spiral surface of a stator with equal wall thickness. So it is more difficult to process the inner spiral surface of a small size. In view of the short life of conventional positive displacement motors and the difficulty of machining the inner spiral surface of the stator of the small-sized positive displacement motor with equal wall thickness, this article chooses stator with double equal wall thickness as the research object (Fig. 1c). The stator with double equal wall thickness has better heat dissipation performance and light weight, and the outer spiral surface increases the flow surface of the annulus, which is conducive to removing rock debris.

Stator model of positive displacement motor. a Conventional stators. b Stators with equal wall thickness. c Stator with double equal wall thickness
At present, Zhang et al. [6] analyzed the hydraulic pressure forming of elliptical cross-section tube fittings and found that liquid filling in the tube can effectively improve the forming quality. Nikhare et al.’s [7] study states that the minimum hydraulic pressure required for hydraulic forging depends on the yield strength. Rudraksha et al. [8] studied the influence of friction on the process parameters of pipe hydroforming. Chen et al. [9] studied the hydraulic forging process of pipe fittings for trapezoidal section parts. They pointed out the design principles of asymmetric trapezoidal section die. Chu et al. [10] studied the hydraulic forging forming of pipe fittings through mathematical modeling and verified the correctness of the model. Chu et al. [11] studied the warpage failure caused by hydraulic forging and found that the main factor affecting the warpage failure is internal pressure. Liu et al. [12] studied the influence of hydraulic pressure on pipe hydraulic forging forming. Zhang et al. [13] found that the use of die-opening hydraulic pressing process can directly form a rectangular section tube with high dimensional accuracy from a round tube. Chu et al. [14] studied the springback of low-pressure hydroforming of pipes, and the research showed that the main factor affecting springback was internal pressure. Karami et al. [15] studied experimental and numerical assessment of mechanical properties of thin-walled aluminum parts produced by liquid impact forming. Imaninejad et al. [16] optimized the hydraulic pressure loading path, which improved the processing quality. Yang and Ngaile [17] established an analysis model of plane tube hydroforming based on deformation theory. Nikhare et al. [7] found that the hydraulic forging process significantly reduced the clamping force and hydraulic pressure.
Wang et al. [18] studied the extrusion forming of spiral tubes with equal wall thickness, but the forming accuracy is low. Wang et al. [19] proposed a method of incremental forging to form a spiral tube with equal wall thickness, but this method is only suitable for 2 lobes. Zhu et al. [20] applied the method of combining theoretical calculation and experiment to study the external high pressure forming of the stator spiral tube, but the die is difficult to take out. Zhu et al. [21, 22] studied multi-roller rotation feed forming and equal-wall stator spiral tube, but the machining accuracy is low.
At present, researchers have done some research on processing the stator spiral tube of equal wall thickness. However, it is more difficult to process tiny-sized stator spiral tubes of equal wall thickness, and there is almost no research on the processing methods of micro-sized stator spiral tubes of equal wall thickness, so systematic research is needed.
2 Tensile test of 304 stainless steel
According to the ATM standard, the MTS electronic tensile testing machine is used for tensile test of 304 stainless steels. The tensile test and the true stress-true strain curve of 304 stainless steel are shown in Fig. 2a. The speed of stretching is 2.0 mm/min. The size of the sample is shown in Fig. 2b. The density of the material is 7.85 g/cm3, the Young’s modulus is 207,000 MPa, and the Poisson’s ratio is 0.28. The hardening rule is the loading curve of the material.

a Tensile experiment of 304 stainless steel. b The size of the sample
3 Liquid filling and external extrusion composite forming
3.1 Forming process
The schematic diagram of the liquid-filled external extrusion compound forming a spiral tube with equal wall thickness is shown in Fig. 3. In order to avoid interference when taking the die, the die is cut uniformly along the axial direction into the same number as the stator lobes. The lobes of the stator are 6 in this paper, so the die is evenly cut into 6 along the axial direction. The middle of the die is a spiral section, the two ends of the die are straight sections, and there is a transition distance between the spiral section and the straight section. The thread can be machined in the straight section of the spiral tube. In Fig. 3, number 1 represents the plug, number 2 represents the sealing ring, number 3 represents the tube blank, number 4 represents the high-pressure liquid, and number 5 represents the die. The first step, the die moves radially to extrude the tube blank and fills the tube blank with high-pressure liquid through the plug until the die is closed. The second step, the high-pressure liquid makes the spiral tube fully bulge, the outer wall of the spiral tube fully fits the mold, and then, the pressure is maintained for a period of time, and finally, the pressure is released. The third step, the mold leaves the spiral tube and the processing is completed. Table 1 shows the dimensional parameters of the 5LZ54 stator spiral tube with equal wall thickness.

Liquid-filled and externally extruded composite forming equal wall spiral tube
3.2 Finite element model
Based on the forming process and the tensile test of 304 stainless steel, the dynaform finite element software was used to establish the finite element model of fluid-filled and external extruded composite forming of spiral tube with equal wall thickness (Fig. 4). The loading path of hydraulic pressure is shown in Fig. 5. The friction coefficient is 0.125. The die is equidistant and evenly distributed on the periphery, the die is set as a rigid body, the middle is a 304 stainless steel tube, and the die is not closed (Fig. 4a). Figure 4b shows finish processing. Figure 4c shows the outline of the die. The dimensional parameters after the mold closed are shown in Table 2.

Finite element model. a The die is not closed. b Finished. c Contour after mold closed

The displacement-time curve of the die and the internal high-pressure loading path
4 Analyze the sensitivity of process parameters
4.1 Outer diameter of tube
The outer diameter of the tube is 50 mm, 51 mm, 52 mm, and 53 mm respectively, the wall thickness of the tube is 5 mm, and the length of the tube is 1130 mm (Table 3). The influence of the outer diameter of the tube blank on the forming quality is studied. The loading path of hydraulic pressure and the mold displacement-time curve are shown in Fig. 5. The study found that when the outer diameter of the tube is 50 mm and 51 mm, the forming limit diagram of the spiral tube is in the safe zone. When the outer diameter of the tube is 52 mm, the spiral tube has insufficient stretch. When the outer diameter of the tube is 53 mm, the spiral tube is wrinkled, severely wrinkled, and insufficiently stretch (Fig. 6). This article takes the forming limit diagram of the middle layer of the spiral tubes. The internal high pressure is already high enough, indicating that wrinkles and insufficient stretch are caused by the excessive outer diameter of the tube. Spiral tube is processed from a tube with an outer diameter of 51 mm (Fig. 6a). The axial wall thickness distribution cloud diagram of the spiral tube processed from the tube blank of outer diameter 51 mm is shown in Fig. 7a. From left to right, the straight section, transition section, spiral section, transition section, and straight line are shown in Fig. 8a. The cloud map of the circumferential wall thickness distribution is shown in Fig. 7c. The position of circumferential wall thickness in this paper is consistent with that of Fig. 7c. The axial wall thickness distribution of the spiral tube (Fig. 7b), in the straight section, gradually decreases from the end to the inside. In the middle spiral section, the wall thickness has a regular periodic distribution. The wall thickness at the convex arc is larger, and the wall thickness at the concave arc is smaller. As the outer diameter of the tube gradually increases, the axial wall thickness of the spiral tube gradually increases (Fig. 7b), the circumferential wall thickness gradually increases (Fig. 7e), and the thinning rate gradually decreases (Fig. 7d). Considering the forming quality of the spiral tube, this article recommends that the outer diameter of the tube is 51 mm.

Forming limit diagram. a Spiral tube processed from tube with outer diameter ∅51 mm, b ∅50 mm, c ∅51 mm, d ∅52 mm, and e ∅53 mm

a Contour map of axial wall thickness distribution of spiral tube. Axial wall thickness distribution of spiral tube processed by ∅51 mm tube. b Axial wall thickness. c Cloud map of circumferential wall thickness distribution of spiral tube processed by ∅51 mm tube. d Thinning rate. e Circumferential wall thickness

a The influence of the wall thickness of the tube on the axial wall thickness. b The influence of the wall thickness of the tube on the circumferential wall thickness. c The influence of the wall thickness of the tube on the wall thickness error. d The influence of the wall thickness of the tube on the average value and maximum wall thickness
The outer diameter of the tube blank gradually increases, that is, the volume and circumference of the tube blank gradually increase. Therefore, as the outer diameter of the tube blank gradually increases, the wall thickness of the spiral tube gradually increases and the tendency of spiral tubes to wrinkle will gradually increase.
4.2 The thickness of tubes
Four types of tubes with an outer diameter of 51 mm and wall thicknesses of 4.5 mm, 5 mm, 5.5 mm, and 6 mm respectively (Table 4). The influence of wall thickness on the quality of the spiral tube is studied. The same hydraulic pressure loading path and the mold displacement-time relationship are shown in Fig. 5. The spiral tubes processed by the four types of spiral tubes are all in the safe zone. As the wall thickness of the tube gradually increases, the axial wall thickness of the spiral tube gradually increases (Fig. 9a). The wall thickness error is the difference between the wall thickness of the spiral tube and the design wall thickness of 5 mm. As the tube thickness gradually increases, the wall thickness error first decreases and then increases. When the thickness of the tube is 5.5 mm, the wall thickness error of the spiral tube is the smallest (Fig. 9c). As the wall thickness of the tube gradually increases, the circumferential wall thickness of the spiral tube gradually increases. When the thickness of the tube is 5.5 mm, the circumferential wall thickness of the spiral tube is the closest to the design wall thickness of 5 mm (Fig. 9b). With the increase of the tube wall thickness, the minimum wall thickness, the average wall thickness, and the maximum wall thickness of the spiral tube all increase gradually, and the average wall thickness of the spiral tube formed by tube with a wall thickness of 5.5 mm is the closest to the design wall thickness of 5 mm (Fig. 9d). Considering the forming quality and dimensional error of the spiral tube, the outer diameter of the tube is 51 mm, and the wall thickness of the tube is 5.5 mm.

Different hydraulic pressures
4.3 Hydraulic pressure
In order to study the influence of hydraulic pressure on the quality of spiral tube, this paper analyzes the influence of hydraulic pressure of 500 MPa, 550 MPa, 600 MPa, 650 MPa, 700 MPa, and 750 MPa on the quality of spiral tube. The outer diameter of the tube is 51 mm, the wall thickness of the tube is 5.5 mm, the relationship between hydraulic pressure loading path and mold displacement time is shown in Fig. 10. When the hydraulic pressure is 700 MPa, the perimeter of the middle layer of the spiral tube is very close to the design value, which indicates that the spiral tube has been completely attached to the die (Fig. 11). When the hydraulic pressure is 500 MPa and 550 MPa, the spiral tube is insufficiently stretched. When the hydraulic pressure is not less than 600 MPa, the spiral tube surface does not fail (Fig. 12).

The influence of hydraulic pressure on the circumference

Forming limit figure. a 500 MPa. b 550 MPa. c 600 MPa. d 700 MPa

The influence of hydraulic pressure on wall thickness. a The influence of hydraulic pressure on axial wall thickness. b The influence of hydraulic pressure on circumferential wall thickness. c The influence of hydraulic pressure on average wall thickness and maximum wall thickness
When the hydraulic pressure is not less than 600 MPa, the hydraulic pressure has little effect on the axial wall thickness of the spiral tube (Fig. 13a). The hydraulic pressure has little effect on the circumferential wall thickness of the spiral tube (Fig. 13b). As the hydraulic pressure gradually increases, the maximum wall thickness of the spiral tube gradually decreases. As the hydraulic pressure gradually increases, the minimum wall thickness of the spiral tube first gradually increases, and then, the minimum wall thickness stabilizes at 4.8 mm. The hydraulic pressure has little effect on average wall thickness of the spiral tube, and the average wall thickness is about 5.15 mm (Fig. 13c). Considering the quality of the spiral tube, this article recommends that the hydraulic pressure is 700 MPa.

Displacement-time curve of the die and hydraulic pressure loading curve
4.4 Extrusion speed
In order to study the influence of extrusion speed of die on the quality of spiral tube, this article sets 6 extrusion speeds, 0.5 m/s, 0.25 m/s, 0.167 m/s, 0.125 m/s, 0.1 m/s, and 0.083 m/s respectively. The relationship between hydraulic pressure loading path and mold displacement-time is shown in Fig. 14. The outer diameter of the tube is 51 mm, and the wall thickness of the tube is 5.5 mm. When the extrusion speed of the die is 0.083 m/s and 0.1 m/s, the maximum tensile stress exceeds the tensile strength of the material (Fig. 15). When the extrusion speed of the die is 0.25 m/s and 0.5 m/s, the spiral tube is insufficiently stretched. When the extrusion speed of the die is 0.125 m/s and 0.167 m/s, the forming limit diagram of spiral tube is in the safe zone (Fig. 16).

Influence of die closing speed on stress

The influence of die closing speed on the forming limit diagram. a 0.125 m/s. b 0.167 m/s. c 0.25 m/s. d 0.5 m/s

a The influence of die closing speed on the axial wall thickness. b The influence of die closing speed on the average, maximum wall thickness, and the shrinkage at both ends of the spiral tube. c The influence of die closing speed on the wall thickness error. d The influence of die closing speed on circumferential wall thickness
The influence of die extrusion speed on the wall thickness of the spiral tube is shown in Fig. 17b. When the extrusion speed of the die is between 0.083 and 0.167 m/s, as extrusion speed of the die gradually increases, the minimum wall thickness of spiral tube gradually slowly increase, and the increase value is about 0.05 mm. The extrusion speed of the die had little influence on average wall thickness, which is about 5.15 mm. The extrusion speed of the die had little influence on the maximum wall thickness, which is about 5.35 mm.

The influence of transition distance on forming limit diagram. a 10 mm. b 20 mm. c 30 mm. d 40 mm
When the extrusion speed of the die is between 0.167 and 0.5 m/s, as the extrusion speed of the die gradually increases, the minimum wall thickness of spiral tube first increases and then decreases. The average wall thickness increased slowly, and the added value was about 0.01 mm. The maximum wall thickness increased significantly, and the added value was about 0.2 mm. With the gradual increase of the extrusion speed of the die, the shrinkage at both ends of the spiral tube also gradually increases, the minimum shrinkage is about 3 mm, and the maximum shrinkage is about 7 mm (Fig. 17b).
The extrusion speed of the die has little effect on the circumferential wall thickness of the spiral section (Fig. 17d). When the extrusion speed of the die is 0.083–0.167 m/s, the axial wall thickness and the wall thickness error of the spiral tube maintain a stable value. When the die extrusion speed is 0.25–0.5 m/s, the error between the axial wall thickness and the wall thickness of the straight segment gradually increases (Fig. 17a and c). Considering the quality and processing efficiency of the spiral tube, this article suggests that the extrusion speed of the die is about 0.167 m/s.
4.5 Transition distance
The distance from the spiral section of the die to the straight section of the die is called the transition distance. To study the influence of the transition distance on the quality of the spiral tube, this paper sets the transition distance as 10 mm, 20 mm, 30 mm, and 40 mm respectively (Table 5). The outer diameter of the tube is 51 mm, and the wall thickness is 5.5 mm. The hydraulic pressure loading path and the mold displacement-time are consistent with the extrusion speed of 0.167 m/s in Fig. 14. The study found that when the transition distance is 30 mm and 40 mm, the stretch is insufficient at the transition of the spiral tube, and as the transition distance increases, the insufficient stretch area gradually increases. When the transition distance is 10 mm and 20 mm, the quality of the spiral tube is better (Fig. 18). The transition distance has little effect on the axial wall thickness (Fig. 19).

The effect of transition distance on axial wall thickness

The effect of transition distance on wall thickness
With the gradual increase of the transition distance, the minimum wall thickness of the spiral tube first increases significantly, and then slowly decreases. The minimum wall thickness of the spiral tube is the largest when the transition distance is 20 mm, which is 4.925 mm. As the transition distance gradually increases, the maximum wall thickness of the spiral tube slowly increases, and the increase value is about 0.05 mm. The transition distance has little effect on average wall thickness (Fig. 20). As the transition distance gradually increases, the amount of shortening at both ends of the spiral tube slowly decreases, it is 3.5–4 mm (Fig. 20). When the transition distance is 30 mm, the maximum stress exceeds the tensile strength (Fig. 21). Considering the quality and dimensional accuracy of the spiral tube, this article suggests that the transition distance between the spiral section and the straight section is 20 mm.

The effect of transition distance on stress

Die displacement-time curve and hydraulic pressure loading path
4.6 Hydraulic pressure loading path
In order to study the influence of the hydraulic pressure loading path on the quality of the spiral tube, in this paper, 8 kinds of hydraulic pressure loading paths are set, and the relationship between hydraulic pressure loading paths and die displacements and time is shown in Fig. 22. The same pressure holding time is 0.05 s, which is not shown in Fig. 22. The outer diameter of the tube is 51 mm, the wall thickness of the tube is 5.5 mm, the extrusion speed of die is 0.167 m/s, and the transition distance is 20 mm. The results of the study show that the maximum tensile stress of paths 6, 7, and 8 exceeds the tensile strength of the material (Fig. 23).

The influence of hydraulic pressure loading path on stress

a The influence of hydraulic pressure loading path on wall thickness. b The influence of hydraulic loading path on circumferential wall thickness. c The influence of hydraulic pressure loading path on axial wall thickness. d The influence of hydraulic loading path on wall thickness error
The hydraulic pressure loading path has a small effect on the average wall thickness and the maximum wall thickness. The maximum value of the minimum wall thickness in path 5 is 4.948 mm (Fig. 24a). For path 3 and path 5, the wall thickness is more concentrated, the variance of the wall thickness is smaller, and the maximum wall thickness of path 5 is smaller than that of path 3 (Fig. 24a, c, and d). The difference in the circumferential wall thickness of the spiral tube processed by path 3 and path 5 is very small (Fig. 24b). The hydraulic pressure loading path has a small influence on the axial wall thickness and the axial wall thickness error, and the minimum wall thickness is larger for path 3 and path 5 (Fig. 24c and d). The forming limit diagrams of path 3 and path 5 are both safe (Fig. 25). Spiral tube formed by path 5 is shown Fig. 25. Considering the quality of the spiral tube, it is recommended to adopt path 5.

Forming limit diagram. a Path 3. b Path 5

The spiral tube formed by path 5. a Contour map of wall thickness distribution of spiral tube formed by path 5. b Forming limit diagram of spiral tube formed by path 5
5 Conclusions
Based on tensile test of the 304 stainless steel and the liquid-filled and external extrusion composite forming process, a finite element model of the 5LZ54 type equal-wall spiral tube by liquid-filled and external extrusion composite forming was established. The influence of tube outer diameter, tube wall thickness, hydraulic pressure, extrusion speed of die, transition distance, and hydraulic pressure loading path on the quality of spiral tube is studied by numerical simulation method, and the following conclusions are drawn:
(1) The finite element simulation found that it is feasible to form a spiral tube with equal wall thickness by the liquid filling and external extrusion compound forming process. The quality of the spiral tube is better, and the lead error is approximately zero. The main failure modes of spiral tubes with equal wall thickness by liquid-filled and external extrusion composite forming are wrinkling and insufficient stretch.
(2) The main factors affecting the wall thickness of the spiral tube are the wall thickness of the tube, the transition distance, and the hydraulic pressure loading path. The thickness of the tube in this paper is 5.5 mm, the transition distance is 20 mm, and the hydraulic pressure loading path is 5. The minimum wall thickness of the spiral tube is 4.948 mm and the difference between the design wall thickness of 5 mm is only 0.052 mm. The maximum wall thickness of the spiral tube is 5.353 mm, the average wall thickness of the spiral tube is 5.15 mm, the maximum wall thickness error of the spiral section is about 0.275 mm, and the variance of wall thickness is 0.00846.
(3) The outer diameter of the tube is the main factor affecting the wrinkling of the spiral tube. If the outer diameter of the tube is too large, the spiral tube will wrinkle. The outer diameter of the tube in this paper is 51 mm. It is the hydraulic pressure that affects the spiral tube to completely fit the die. When the maximum hydraulic pressure in this paper is 700 MPa, the spiral tube completely fits the die. Die closing speed affects wall thickness uniformity of the spiral tube and stress. When the closing speed of the die is less than 0.1 m/s, the maximum stress exceeds the tensile strength. When the closing speed of the die is greater than 0.25 m/s, the wall thickness distribution is not concentrated. So the extrusion speed of the die is recommended to be 0.167 m/s. The friction coefficient is 0.125. The shortening value of both ends of the spiral tube is about 4 mm. The wall thickness at the concave arc is smaller, while that at the convex arc is larger.
Data availability
All data generated or analyzed during this study are included in this published article [and its supplementary information files].
References
Nguyen TC, Al-Safran E, Nguyen V (2018) Theoretical modeling of positive displacement motors performance. J Pet Sci Eng 166:188–197
Yuyang X (2018) Development and field application of positive displacement motor with equal wall thickness. Pet Chem Equip 21:No.178(04):15–16 + 19
Yang L, Lujun B, Xue J (2012) Development and field test of screw drilling tools with equal wall thickness. Pet Drill Technol 02:109–112
Zhu X, Hua T, Hongchao Z, Jiqing H, Linxian F (2007) Evaluation of mechanical characteristics of screw drilling tool drive shaft. Pet Drill Technol 35(001):56–58
Chuanjun H, Yaling Q, Qingyou L, Wang G (2008) Analysis of the performance of bushings with constant wall thickness of positive displacement motor. J Southwest Pet Univ (Nat Sci Ed) 30(004):163–165
Xinlong Z, He J, Cong H, Shijian Y (2017) Deformation and stress analysis of elliptical section pipe fittings under hydraulic pressure. Aust J Mech Eng 18:35–41
Nikhare C, Weiss M, Hodgson PD (2017) Buckling in low pressure tube hydroforming. J Manuf Process 28:1–10
Rudraksha SP, Gawande SH (2020) Study on influence of friction on process parameters in tube hydroforming. J Bio-Tribo-Corrosion 6(82):82
Chen G, Yao SJ, Chen BG, Chu GN (2020) Research on tube hydro-forging process of trapezoid-sectional parts. Int J Adv Manuf Technol 1–8
Chu GN, Chen G, Lin CY, Fan ZG, Li H (2020) Analytical model for tube hydro-forging: prediction of die closing force, wall thickness and contact stress. J Mater Process Technol 275:116310
Chu GN, Chen G, Wang GD, Fan ZG, Li H (2020) Analysis of warping failure in tube hydro-forging. Int J Mech Sci 165:105216
Liu J, Yao X, Li Y, Liang H, Yang L (2019) Investigation of the generation mechanism of the internal pressure of metal thin-walled tubes based on liquid impact forming. Int J Adv Manuf Technol 105(7-8):3427–3436
Zhang X, Chu GN, He J, Yuan S (2019) Research on a hydro-pressing process of tubular parts in an open die. Int J Adv Manuf Technol 104(5):2795–2803
Chu GN, Lin CY, Li W, Lin YL (2018) Effect of internal pressure on springback during low pressure tube hydroforming. Int J Mater Form 11(6):855–866
Karami JS, Nourbakhsh SD, Aghvami KT (2018) Experimental and numerical assessment of mechanical properties of thin-walled aluminum parts produced by liquid impact forming. Int J Adv Manuf Technol 96(9-12):4085–4094
Imaninejad M, Subhash G, Loukus A (2005) Loading path optimization of tube hydroforming process. Int J Mach Tools Manuf 45(12-13):1504–1514
Yang C, Ngaile G (2008) Analytical model for planar tube hydroforming: prediction of formed shape, corner fill, wall thinning, and forming pressure. Int J Mech Sci 50(8):1263–1279
Wang K, Guo M, Xingwei S (2013) Finite element analysis of extrusion forming of stator tube with positive displacement motor with constant wall thickness. Mech Eng Autom 3:008
Wang X, Zimei Q, Junsong J (2015) Design of incremental forming die for spiral tube with equal wall thickness [J]. Die Mould Indust 5:17–21
Zhu XH, Shi CS, Tong H (2015) Optimizing loading path and die linetype of large length-to-diameter ratio metal stator screw lining hydroforming. J Cent South Univ 22(1):224–231
Zhu X, Ji W (2017) Finite element analysis and experimental study on roll-forming method in iso-wall thickness stator bushing of screw drilling. Int J Adv Manuf Technol 93(5-8):1939–1952
Shi C, Li J, Deng J, Zhu X, Jia Y (2020) Study on multi-roller rotary feed forming mechanism of spiral tube with uniform wall thickness. Int J Adv Manuf Technol 106(9):4593–4610
Funding
This work was supported jointly by the Southwest Petroleum University Drilling Tools Youth Technology Innovation Team (2018CXTD03), International Science and Technology Cooperation of Chengdu City (2019-GH02-00034-HZ), and Basic Research Projects on the Application of Sichuan Science and Technology Plan (19YYJC1058).
Author information
Authors and Affiliations
Contributions
Changshuai Shi, Jinping Li, and Xiaohua Zhu contributed to the conception of the study; Changshuai Shi, Jinping Li, and Xiaohua Zhu contributed significantly to analysis and manuscript preparation; Changshuai Shi, Jinping Li, and Xiaohua Zhu performed the data analyses and wrote the manuscript; Changshuai Shi, Jinping Li, and Xiaohua Zhu helped perform the analysis with constructive discussions.
Corresponding author
Ethics declarations
Ethical approval
Because the research of this paper is hydraulic forming spiral pipe, the research content of this paper does not involve ethical issues.
Consent to participate
We made it clear that consent to participate.
Consent to publish
The work described has not been published before (except in the form of an abstract or as part of a published lecture, review, or thesis); it is not under consideration for publication elsewhere; its publication has been approved by all co-authors, if any; its publication has been approved (tacitly or explicitly) by the responsible authorities at the institution where the work is carried out.
The author agrees to publication in the Journal indicated below and also to publication of the article in English by Springer in Springer’s corresponding English-language journal.
The copyright to the English-language article is transferred to Springer effective if and when the article is accepted for publication. The author warrants that his/her contribution is original and that he/she has full power to make this grant. The author signs for and accepts responsibility for releasing this material on behalf of any and all co-authors. The copyright transfer covers the exclusive right to reproduce and distribute the article, including reprints, translations, photographic reproductions, microform, electronic form (offline, online), or any other reproductions of similar nature. After submission of the agreement signed by the corresponding author, changes of authorship or in the order of the authors listed will not be accepted by Springer.
Journal:
Title of article: Liquid filling and external extrusion composite forming tiny size spiral tube with equal wall thickness
Names of ALL contributing authors: Changshuai Shi, Jinping Li, Xiaohua Zhu
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Shi, C., Li, J. & Zhu, X. Liquid filling and external extrusion composite forming tiny size spiral tube with equal wall thickness. Int J Adv Manuf Technol 115, 3177–3195 (2021). https://doi.org/10.1007/s00170-020-06474-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06474-5