
Abstract
The silicon slicing efficiency and quality of silicon wafer seriously affect the cost of solar power generation and the development of photovoltaic energy industry. This paper proposed an improved cooling and lubrication method using a water tank bath for diamond wire sawing. Compared with the traditional jet sawing with array nozzles, it can be found that the surface roughness is better, no matter the average roughness value, the skewness coefficient, or the kurtosis coefficient, especially in high production efficiency processing. Similar conclusions can also be obtained from the comparative analysis of surface profile distribution and SEM micrographs. This is because the bath sawing can make full use of the cooling and lubricating capability of the cutting fluid, so that the diamond wire can achieve better fluid-carrying effect with the same directionality as the sawing direction into the cutting zone. Furthermore, the service life of diamond wire in bath sawing is longer and wire consumption is lower.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Crystalline silicon slicing is an important part of photovoltaic conversion of solar panels, which needs to be processed in many processes to become a standard wafer. In the process of crystal silicon slicing, sawing efficiency and surface quality are the main concerns in the field of single/multi-wire diamond wire sawing (DWS) [1].
The cooling method has an important influence on the surface roughness. At present, the research of cooling injection in photovoltaic silicon slicing is less than that in metal cutting. Cooling and lubrication methods in metal research fields can be used as reference in photovoltaic cutting field. Xavior [2] compared the performance of different types of fluids, such as coconut oil, emulsion, and neat cutting oil, on the machining surface quality of AISI 304 with carbide tool. The results indicated that types of fluids have great effect on the tool wear and surface finish quality [3]. Sharma [4] evaluated machining under minimum quantity lubrication (MQL), flood cooling, and dry conditions in terms of surface roughness. The results indicated MQL was a better option as compared to other two cooling conditions. But in the DWS machining, the MQL method is almost impossible to achieve because of the very fine wire diameter and tiny slits, as well as the huge number of wire and silicon wafers. In Wang’s research [5], flood cooling and MQL are compared on the aspect of mist generated in the machining. The concentration of centrifugal aerosol of flood cooling is linearly and positively correlated with the relative centrifugal force generated by the spindle rotation. Ezugwu [6] presented a study on the Ti–6Al–4V alloy surfaces generated when machining with PCD tools using conventional and high-pressure coolant supplies. Better surface roughness and longer tool life are obtained when machining with high-pressure coolant supplies’ longer tool life than conventional coolant supplies. The researches done by the abovementioned scholars show that when the coolant form does not change, adequate cooling and lubrication can obtain better machined surface.
At this stage, the equipment of photovoltaic slicing mainly adopts two kinds of coolant injection methods: spray type and overflow type. The early slicing equipment, such as NTC [7], used direct injection, as shown in Fig. 1a. The advantage of this method is that the flow rate and pressure can be controlled and can provide more supply. The disadvantage is that the fluid pressure will have a more obvious impact on the diamond wire web, resulting in the fluctuation of wire web. Moreover, it is more difficult for the jet flow to enter into the cutting zone, which affects the processing quality. In order to solve the impact of fluid pouring on the diamond wire web, the following equipment factory such as Meyer Burger [8, 9] and Qingdao Gaoce [10] represented cooling and lubrication using overflow. The principle is shown in Fig. 1b. The cutting fluid is first injected into the water storage cavity through the pipeline, and then overflows from the cavity into the guide plate to reach the wire web. In this way, the impact of the cutting fluid with pressure on the diamond wire web is greatly reduced after buffering, so it is not easy to cause wire web fluctuation.

Principles of traditional cooling and lubrication methods. a Spraying and jetting method. b Overflow methods
The traditional cooling and lubrication method in DWS process is mainly fluid spraying from nozzles. In order to distinguish the traditional jetting method and the traditional overflow method from the cooling and lubrication method proposed in this paper, the sawing process using the two traditional injection methods are unified as jet sawing. The jet sawing can reduce the temperature in the cutting zone to a certain extent and wash away the sawing chips. However, due to the extremely fine wire diameter of diamond wire (in multi-wire cutting, the wire diameter can be as thin as 50 μm which was about 180 μm in past [11], and the single wire sawing can also be less than 120 μm), the sawing kerf width is very small, and the cutting fluid brought into the cutting zone by the thin wires is limited, which cannot guarantee sufficient cooling and lubricating effect, especially the lubricating capability of cutting fluid is not fully developed. This results in certain restrictions on sawing quality and processing efficiency. Therefore, it is of great significance to improve the lubrication capability of cutting fluid for the improvement of sawing efficiency and quality in the field of single/multi-wire DWS [12].
This paper presents a processing method of silicon slicing by bathing the silicon ingot into the water tank (bath sawing). By comparing with the sawing method of jet sawing with traditional nozzles under the same cutting parameters, the silicon surface quality obtained by the two cooling and lubrication methods is compared [13]. It is expected that the improved cooling and lubrication method for the diamond wire sawing can produce better surface quality than the traditional jet diamond wire sawing.
2 Principle of bath sawing
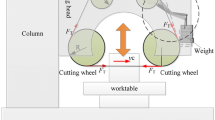
As seen in Fig. 2, the water tank is arranged in the middle of two parallel rollers in the horizontal direction, and between the upper wire web and lower wire web in the vertical direction. The water tank includes two side walls and grooves on the tank bottom, as shown in Fig. 3. The side walls and the groove bottom are surrounded by a space to hold cutting fluid, and the upper parts of the side walls corresponding to the diamond wires are provided with wire grooves for diamond wire penetration. The center of the groove bottom bulges toward the opening, which is conducive to the accumulation and discharge of chips toward the edge of the bulge. A plurality of discharge ports are arranged at the joint of the side walls and the bottom of water tank for the chips to flow out. A plurality of parallel nozzles are arranged on both sides of the silicon ingot along the length direction of the silicon ingot which is not different from the jet sawing.

Principle of bath cooling and lubrication of DWS silicon wafer

Structural style of water tank
When the water tank is filled with cutting fluid and the diamond wire web penetrates the wire grooves and is immersed in the cutting fluid, the silicon ingot above the wire web can be fed from top to bottom to saw. The diamond wires bring the cutting fluid from the water tank into the cutting zone, and bring the silicon chips out of the cutting zone, which are respectively led out by the fluid surface on the top of the water tank and left in the water tank by the discharge port on the bottom of the water tank, as shown in Fig. 4b. In order to facilitate the chips to gather at the bottom and flow out with the cutting fluid, the bottom surface of the water tank is not flat.

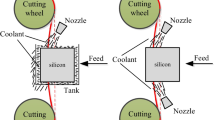
Principle comparison of jet sawing and bath sawing. a Traditional jet injection cooling and lubrication method. b Bath cooling and lubrication method
Figure 4 gives the structural comparison of the traditional jet sawing and the improved bath sawing. In the jet sawing, the cutting fluid sprays to the silicon ingot through the array nozzles on both sides of the silicon ingot, as shown in Fig. 4a. In the bath sawing, the silicon ingot is continuously sprayed by the cutting fluid from the array nozzles and cooled by the fluid from the wire web in the water tank which are cooled and fully lubricated before being brought into the cutting zone, as shown in Fig. 4b.
The cutting fluid in the jet sawing enters the cutting zone through two ways, i.e., the direct injection of cutting fluid and the wire web movement brings the cutting fluid into the cutting zone.
A large number of cutting fluid by the direct injection impacted on the silicon ingot to form reflection and cannot flow into the cutting zone. The fluid injected into the cutting zone will also form certain reflection due to the effect of injection pressure, resulting in a very limited amount of cutting fluid used for cooling and lubrication, as shown in Fig. 5a.

Theoretical comparison of jet sawing and bath sawing. a Side view of effective cutting fluid. b Front view of effective cutting fluid. c Side view of invalid cutting fluid. d Front view of invalid cutting fluid
In addition to the direct injection of cutting fluid, the vast majority of cutting fluid is splashed onto the dense wire web, and the cutting fluid is brought into the cutting zone by the help of surface tension of the liquid through the movement of the wire web, as shown in Fig. 5b. When the fluid pressure is high, the injected cutting fluid will impact the wire web, which will cause the wire web fluctuation and affect the stability of water droplets on the wire web, thus causing the instability of cutting fluid injection and affecting the machining quality.
However, for the bath sawing method proposed in this paper, both the direct injection of cutting fluid and the action effect of cutting fluid brought in by wire web movement are obviously better than that of jet sawing method. The schematic diagram of bath sawing is shown in Fig. 5c and d. The advantage of bath sawing is that it can effectively ensure the cutting fluid brought into the sawing kerfs, and give full play to the cooling and lubricating capability of the cutting fluid.
3 Experiment
3.1 Wire sawing test
The contrast wire sawing tests of both jet sawing and bath sawing was conducted on a DWS slicing machine tool to compare the surface quality of monocrystalline silicon wafer. Under the same condition with the same cutting parameters, such as wire speed, feed rate, and diamond wire specification, the cutting parameters of the two cutting methods for silicon sawing are shown in Table 1 and Table 2.
3.2 Surface quality test
A Hitachi TM3030Plus scanning electron microscope was used for surface quality evaluation. A Nikon SMZ745T stereomicroscope was used for kerf width measurement. A Mitutoyo SJ210 surface profiler was used for surface roughness measurement. The average roughness, skewness coefficient, and kurtosis coefficient of the wafer surface roughness are measured and analyzed statistically. The SEM micrograph of the machined surface under the same cutting parameters was obtained to compare the machining quality.
4 Results and discussion
4.1 Surface roughness
It can be seen from the average roughness distribution of the silicon surface obtained in the contrast tests I of jet sawing and bath sawing, the surface roughness quality obtained by bath sawing is better, especially at high feed speed and other high productivity conditions, as shown in Fig. 6.

Comparison of average roughness between two methods
The asymmetry of the surface roughness can be characterized by a dimensionless parameter [14], the skewness RSK. It is defined by
where y(x) is the function of continuity surface height, Yi is a sample reading of the surface height from the mean level, n is the total number of samples, and Rq is the RMS surface roughness.
A negative skewness is often the result of precision surface finishing such as fine grinding, lapping, and horning [15]. As the surface roughness is around 0.3–0.6 μm, it is sufficiently smooth surfaces or surfaces with sufficiently low plasticity index; the negative skewness of the surface roughness can greatly help safe guard the performance of machined surface.
A dimensionless parameter, the Kurtosis RKU, is the shape measurement of the surface profile height relative to the mean value. It is defined by
The physical meaning for the dimensionless friction behavior is that more asperities are in contact with high kurtosis than low kurtosis due to the peakiness of the surface profile [16]. It is also found that distributions with kurtosis higher than 3 predict higher contact and friction parameters with larger deviations compared to the Gaussian case, while distributions with kurtosis lower than 3 predict lower values than the Gaussian case.
For the texture evaluation of the sawed surface, the roughness of skewness coefficient (RSK) and the roughness of kurtosis coefficient (RKU) can be used [17]. For the skewness coefficient, the surface with positive skew has poor pressure retention. Therefore, a good silicon surface should have a negative skew [18, 19]. According to the skewness coefficient distribution of the surface obtained by the two cooling and lubrication methods in Fig. 7, it can be seen that the RSK of the bath sawing surface has more negative skew than that of the traditional jet sawing, which indicates that the machined surface is better. The negative skewness of bath sawing can greatly help to improve the contact and lubrication conditions to further run-in the surfaces toward a lower plasticity index.

Comparison of skewness coefficient between two methods
When the kurtosis coefficient RKU < 3, the height distribution of silicon surface is higher than the average height of surface (wave peak). When the kurtosis coefficient RKU = 3, the height distribution is normal. When the kurtosis coefficient RKU > 3, the height distribution is sharp. The higher the kurtosis, the greater the area, except for kurtosis less than 3 [20]. It can be seen from Fig. 8 that bath sawing RKU < 3 and closer to 3 than the jet sawing, which indicates that the surface quality is more uniform.

Comparison of kurtosis coefficient between two methods
From the contrast tests II:
-
(1)
The average roughness Ra obtained from variable cutting parameter tests, such as wire speeds, feed speeds, and preset tensions of diamond wire, it is known that the surface roughness Ra values of bath sawing is smaller than the jet sawing, and the consistency of surface roughness with the change of wire speed, feed speed, and tension is better.
-
(2)
From the skewness coefficient RSK, bath sawing shows more negative skew as a whole, and the numerical values are closer to 0 than jet sawing, indicating that the surface of bath sawing has better capability of pressure retention; in the variable wire speed tests and variable tension tests, the skewness coefficient of bath sawing shows better consistency.
-
(3)
From the kurtosis coefficient RKU, the values of bath sawing are closer to 3, indicating that the surface height distribution is closer to the normal distribution and the surface quality is more uniform. However, the height distribution of jet sawing with more kurtosis coefficient RKU > 3 is sharp (Table 3).
4.2 Surface profile
From the measurement results of surface roughness, it can be found that the new cooling and lubrication method is beneficial to improve the surface roughness. The main reason can be attributed to more sufficient cooling and lubrication, and reducing the impact of cutting fluid caused by injection pressure on the wire web. This not only reduces the fluctuation of the wire web, but also brings the cutting fluid into the cutting area stably and improves the processing conditions in the cutting zone.
This can also be verified by the surface profile. Randomly selecting three groups of surface profiles obtained from comparative cutting experiments, as shown in Fig. 9, it can be found that bath sawing leads to a better roughness. The profile distribution of bath sawing produced by wire marks is more consistent than jet sawing, and the profile height distribution is more uniform. As the surface profile is formed by diamond wire cutting, the spatial position of diamond wire in the silicon ingot will be reflected on the machined surface. The more uniform machined surface of bath sawing reflects the improvement of wire web fluctuation.

Comparison of surface profiles between jet sawing and bath sawing. a Wire speed 1.5 m/min; feed speed 3 mm/min; pressure 0.05 MPa); b Wire speed 2 m/min; feed speed 15 mm/min; pressure 0.05 MPa; c Wire speed 3 m/min; feed speed 3 mm/min; pressure 0.01 MPa
4.3 Surface micrograph
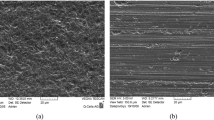
Table 4 shows a comparison of SEM micrographs of jet sawing silicon surface and bath sawing surface for different sawing parameters. Under low sawing efficiency with feed speed 3 mm/min, wire speed 3 m/s, pressure 0.04 MPa, the surface of the silicon surface of bath sawing has no obvious advantage over the jet sawing surface. With the increase of feed speed, such as feed speed 20 mm/min, wire speed 3 m/s, pressure 0.04 MPa, the sawing surface obtained by the bath sawing is obviously improved than the traditional jet sawing surface. The situation reflected from SEM micrographs is consistent with the conclusion of surface profile.
4.4 Kerf loss
Kerf loss width was measured by microscope [21]. Figure 10 shows the kerf width of jet sawing and bath sawing at different feed rates. It is found that the kerf width obtained by bath sawing is significantly smaller than that obtained by jet sawing. The cutting fluid transport capacity of bath sawing is stronger than that of jet sawing, which reduces the friction and wear of the kerf, thus reducing the kerf loss. In addition, the kerf width uniformity of bath method is better under multiple feed parameters, all of which are 114.75 μm, while jet method is the same only when the feed speed is 15 mm/min and 20 mm/min, which shows the kerf quality of bath sawing is better. The corresponding micrographs for kerf loss of jet sawing and bath sawing with good repeatability value of the kerf width are shown in Fig. 11.

Trend of kerf loss with feed speed

Comparison of kerf width between jet sawing and bath sawing. a Jet sawing; b Bath sawing
5 Conclusion
An improved cooling and lubrication method using a water tank bath sawing is proposed. Some conclusions can be drawn from this study:
-
(1)
Compared with the traditional jet sawing, it can be found that the average roughness value is smaller, the skewness coefficient values are closer to 0 and have better consistency, and the kurtosis coefficient shows the surface height distribution is closer to the normal distribution and the surface is more uniform, which means the surface obtained from bath sawing is better than the jet sawing. Furthermore, bath sawing is more suitable for high production efficiency processing.
-
(2)
The height of surface profile of bath sawing is less than the jet sawing, while the SEM micrograph of bath sawing surface is better than the jet sawing surface.
-
(3)
The cutting fluid added into the water tank can achieve better fluid-carrying capacity of diamond wire web through the wire grooves on the top of side walls of the water tank, and the cutting fluid has certain directionality and can be brought into the cutting zone along the wire moving direction. The above results can give full play to the cooling and lubricating effect of cutting fluid. Also, the chips gathered at the bottom of the water tank are easier to realize directional discharge.
-
(4)
Due to better lubrication and cooling effect, diamond wire has longer service life and lower wire consumption in bath sawing.
-
(5)
The kerf width of bath sawing is more superior, and the kerf quality is obviously better than jet sawing.
References
Schmid F, Khattak CP (1982) Silicon slicing by fixed abrasive slicing technique. Silicon Ingot Casting 43: 14–44
Xavior MA, Adithan M (2009) Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J Mater Process Technol 209:900–909
Mohsan AUH, Liu ZQ, Padhy GK (2017) A review on the progress towards improvement in surface integrity of Inconel 718 under high pressure and flood cooling conditions. Int J Adv Manuf Technol 91:107–125
Sharma VS, Sachdeva A (2012) Comparative analysis of turning under minimum quantity of lubrication, flood cooling and dry conditions. In: AES-ATEMA International Conference Series - Advances and Trends in Engineering Materials and their Applications 331–338
Wang Y, Murga A, Long Z (2021) Experimental study of oil mist characteristics generated from minimum quantity lubrication and flood cooling. Energy Built Environ 2(1): 45-55
Ezugwu EO, Bonney J, Silva RBD (2007) Surface integrity of finished turned Ti–6Al–4V alloy with PCD tools using conventional and high pressure coolant supplies. Int J Mach Tools Manuf 47(6):884–891
NTC Komatsu. (2012) PV500HD Instruction Manual - Polysilicon Wafer Manufacturing Device. Toyama: Japan, 11–60
Heiber J, Bloch R, Bucher R (2011) A review of diamond wire wafering technology at Meyer Burger Ltd. Manufacture of Solar Future - The 2011 Production Annual. Photovol Int 78–85
Meyer Burger. MB Wire Saw DW291 - Mastering Diamond Wire Technology. Gwalt (thun) CH: SWITZERLAND, 2018: 1–3
GAOCE (2020) Sample Book of GC700 Photovoltaic Slicer. http://www.gaoce.cc/en/productshow.php?cid=47&id=111. Accessed 2020-01-20
Lauvray H, Talpied A, Besselere JP (1981) New Wire Silicon Slicing Technology for Solar Cell. In: Palz W. (eds) Photovoltaic Solar Energy Conference. Springer, Dordrecht. https://doi.org/10.1007/978-94-009-8423-3_92
Ning PH, Zhou JW, Liu YL (2008) Study on the capability of adhesion of monocrystalline Si wafer cutting fluid. Semicond Technol 11:50–53
Kumar A, Melkote SN (2018) Diamond wire sawing of solar silicon wafers: a sustainable manufacturing alternative to loose abrasive slurry sawing. Procedia Manuf 21:549–566
Chang L, Jeng YR, Chang L (2013) Effects of negative skewness of surface roughness on the contact and lubrication of nominally flat metallic surfaces. P I Mech Eng J-J Eng 227(6):559–569
Whitehouse DJ (2002) Handbook of surface roughness and nanometrology. Institute of Physics Publishing, Bristol, UK
Tayebi N, Polycarpou AA (2004) Modeling the effect of skewness and kurtosis on the static friction coefficient of rough surfaces. Tribol Int 37(6):491–505
ISO 4287. Geometrical product specifications (GPS) – surface texture: profile method – terms, definitions and surface texture parameters (1st edition). Geneve: Switzerland, 1996-12–01
Mitutoyo. (2009) Mitutoyo SJ210 Surface Profiler. Kanagawa: Japan:18, 21–22
Keyence (2012) Parameters of line roughness. https://www.keyence.com.cn/ss/products/microscope/roughness/line/tab06_c.jsp. Accessed 2020-01-20
Bastos FS, Oliveira EA, Fonseca LG, Vargas SM, Las Casas EB (2016) A FEM-based study on the influence of skewness and kurtosis surface texture parameters in human dental occlusal contact. J Comput Appl Math:139–148
Wang J, Yao C, Peng W (2013) Experimental study of free abrasive wire sawing mechanism. China Mech Eng 24(9):1146–1149
Acknowledgments
The authors acknowledge the support provided by the Development and Construction Fund of National Independent Innovation Demonstration Zone of Shandong Peninsula, Shandong, China, by allowing the facilities to conduct this work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Qiu, J., Li, X. & Zhang, S. Research on an improved bath cooling and lubrication method for diamond wire sawing. Int J Adv Manuf Technol 112, 2123–2132 (2021). https://doi.org/10.1007/s00170-020-06430-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06430-3