
Abstract
Additive manufacturing (AM) is one of the pillars of Industry 4.0, where automation to create smart factories is the main target. The hybridization of processes is one of the leading strategies to implement a more flexible, efficient, and interconnected manufacturing environment. Nowadays, different researches are focused on the hybridization of metal AM and subtractive manufacturing (SM). Based on the working principles of AM and SM, it can be established that they are complementary processes. Hence, a synergy between them allows conceiving a unique process. As a result, the advantages are magnified, and the limitations of each one are minimized or eliminated. This review presents the latest developments, challenges, limitations, and future perspectives for the integration between directed energy deposition (DED) and SM. DED is a versatile AM process for metal parts fabrication, where the geometrical complexity is its main advantage. Nevertheless, the low surface quality and the difficult dimensional control of the parts create the need for post-processing. Traditional post-processing involves a higher production time, and the barriers cannot be completely overcome. Then, a hybrid process constitutes a powerful concept to combine both technologies efficiently, to produce complex parts with less waste of material and energy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) groups a set of processes in which materials are joined layer upon layer to form parts; its working principle is opposite to that used in subtractive manufacturing (SM) [1,2,3,4,5], which creates the possibility of making them complementary [6]. Additive manufacturing had progressively evolved since its origin, when the focus was on prototypes’ fabrication [7]. Nowadays, AM allows the fabrication of completely functional parts. All this evolution had taken place independently of subtractive processes [8]. These latter are mainly employed as post-processes, principally for metallic materials.
AM technology enables the fabrication of complex parts minimizing material waste. For metals, defects such as distortions, residual stresses, and rugosity are generated during the process [9]. Taking into account that metal parts are usually employed in engineering applications, which require high precision, post-processing is demanded in almost all the AM fabricated parts [10]. Processes such as heat treatments and milling are habitually performed to overcome the limitations of AM. The chordal error associated with STL (stereolithography) files and the stair-step effect, both characteristic of AM processes, generate poor surface quality [11, 12]. This latter is also influenced by the process parameters and the powder granulometry. Subtractive processes are well established to improve the finishing of parts. Then, high-speed machining is usually performed to confer high quality for AM parts.
The complementarity of additive and subtractive processes allows combining them. In this context, two alternatives arise: (i) AM and subtractive post-processing, and (ii) a hybrid process. The first panorama is widely used, in which one process is independent of the other. The second one is a matter of study and investigations. Significant advances have been realized in the last years. In the hybrid concept, at least two technologies are efficiently combined to maximize the advantages and minimize the limitations of each one. A synergistic combination is better conceived in a single workstation, which is well known as a hybrid machine. This contains the benefits and components of each independent process [13].
The development of workstations for hybrid processes includes challenges associated with hardware and software integration. These workstations should include a tool magazine with AM heads, milling and measuring tools, among others. The hardware needs to be integrated to incorporate all the requirements of each technology. For DED and subtractive processes, workstations based on machining centers have evolved to combine both technologies. In this case, three-axis and multi-axis workstations are commercially available. Besides, the integration includes computer-aided design (CAD), manufacture (CAM), inspection (CAI), and engineering (CAE). All these tools should be synergistically combined to obtain an efficient hybrid process, which mainly depends on efficient tool-path strategies.
In this review are presented the latest developments, challenges, limitations, and future perspectives for the integration between DED and subtractive processes. Initially, the DED working principle and its variations are shown in the context of the recent advances. Then, the limitations of DED are established, and the post-processing approach addressed, where processes such as hot isostatic pressing, heat treatments, and machining are associated with the target limitations to be overcome. Subsequently, the hybrid process advances are presented, where the advantages over traditional post-processing are defined. In the last section, future perspectives are described in the context of the Industry 4.0 guidelines.
2 Directed energy deposition
2.1 Working principle
Directed energy deposition (DED) is an AM process that uses a metal powder or a metal wire [14, 15]. The material is fed and melted by a narrow-focused thermal energy source such as laser, plasma arc, or electron beam [16,17,18]. As illustrated in Fig. 1, the substrate where the material is deposited is simultaneously heated with the raw material. Hence, a moving molten pool is formed, and the material is deposited layer upon layer [19, 20]. Then, three-dimensional parts of complex geometries can be fabricated [21, 22]. This process is applied for the fabrication of metallic prototypes, complex and customized engineering parts, repairs in existing components, re-manufacturing, and cladding in advanced coating applications [23,24,25,26,27,28,29]. Moreover, different materials can be fed, and in-situ alloying is formed in the melt pool. Thus, functionally graded multi-material parts can be produced. Besides, functionalized materials, with different microstructures in the same build, can be obtained by varying the process parameters [23, 24, 30,31,32,33,34].

Illustration of the directed energy deposition (DED) process; the deposition head defines the thermal energy source: laser beam, electron beam, or electric arc. The raw material can be a wire or a powder. A shielding gas atmosphere protects the melt pool. In electron beam-based DED, a high vacuum chamber is required. TIG, tungsten inert gas; GMAW, gas metal arc welding
There are different machines for DED. These have variations in the thermal energy source, their specifications, the powder delivery system, the inert gas delivery method, the number of axes, the motion control, among others. As a result of these variations, in the literature are reported processes such as laser powder forming, laser engineered net shaping (LENS), direct metal deposition, laser consolidation, and so on [35, 36]. Nevertheless, the working principle of all of them is the same: material deposition through a moving melting pool, which is categorized as DED inside the AM processes [1]. A more general classification of DED processes can be performed as a function of the thermal energy source. Below are detailed the fundamentals of this classification.
2.1.1 Laser-based DED
In these processes, a laser heat source is used to melt a metal powder or a wire. On the one hand, the use of powders creates the possibility of easily manufacture highly graded and functionalized components. On the other hand, the use of wires has benefits such as the ease of their produce and store, the possibility to work with high deposition rates, and the efficient use of them during the process [37,38,39].
The raw material is delivered and preplaced on a substrate and simultaneously exposed to focused laser radiation. Then, a molten pool is generated, which after deposition rapidly solidifies forming beads [35, 40, 41]. The layer height of a laser-based DED process is in the range of approximately 0.3 to 1 mm, while the powder bed fusion (PBF) process, which also uses a laser as a heat source, works with a layer height size in the order of tens of microns.
In a laser-based DED process, the heat transfer mechanism is dominated by conduction from the molten pool to the substrate and the deposited material, and convection from the shielding and delivery gases [42]. In PBF, the heat transfer mechanism is dominated by conduction through the unmelted metal powder. The layer thickness is also associated with the heat input, which is significantly higher in laser-based DED processes in comparison with PBF [43].
Laser-based DED has been widely used in the industry for different engineering applications. In this process, the thermal behavior significantly influences the material deposition and the part quality. The focused laser creates a high energy density with a small heat-affected zone. Then, a rapid solidification takes place, generating thus a finer grain size, which directly impacts the mechanical properties. The part geometry influences the thermal behavior significantly. Hence, repeatability is difficult, and the part quality of products affected. This later creates the need for post-processing and, in some cases, has reduced the quick spread of this manufacturing technique, which is still challenging, and the focus of recent research in the AM field [44].
Recent research [45] reports the obtention of dissimilar alloys with different crystallographic structures using laser-based DED. The powder raw materials were martensitic stainless steel, austenitic stainless steel, and zirconium, which have body-centered cubic (BCC), face-centered cubic (FCC), and hexagonal close-packed (HCP) structures, respectively. Three approaches were performed to join the dissimilar metals: direct deposition, a functionalized graded structure, and the deposition of metallic interlayers of nickel (Ni), titanium (Ti), vanadium (V), and copper (Cu). The Cu interlayer exhibits promising results, with minimum macro-cracking, which is of great interest to avoid the cracks formed during the deposition of these graded materials.
Furthermore, to reduce the layer height obtained with this DED process, a study reports the microlaser wire deposition. In this case, a layer height in the range of 700 to 800μm was obtained. This technique was focused on the obtention of thin-walled structures with a high aspect ratio, where the resolution of the part was significantly improved. As suggested, future studies could include the use of thinner wires and more accurate systems [38]. Other studies are focused on the development of semi-analytical thermal analysis of the deposition process [46], to monitor the melt pool [47], and to optimize the parameters of the process [48].
2.1.2 Arc-based DED
The arc-based DED processes utilize arc welding fundamentals. In the literature, the techniques that use a wire as raw material are well known as wire + arc additive manufacturing (WAAM) [49]. In this case, a welding torch is attached to a motion system. The wire is usually placed and fed on the leading side of the melt pool. This configuration allows obtaining a better bead deposition, which is related to a better surface finishing and dimensional control [50]. The main advantage of this process is the low-cost of equipment in comparison with laser and electron beam processes, which makes it interesting for industrial applications. Moreover, it is a high-rate deposition process that allows the fabrication of medium and large parts [51, 52].
Tungsten inert gas (TIG) and gas metal arc welding (GMAW) are widely used for AM [53]. The TIG welding uses a tungsten electrode that is not consumed but generates the electric arc that melts the wire material fed. In the GMAW process, the arc is formed with the filler material. TIG and GMAW use an inert gas to displace the oxygen in the melt pool. In the last years, research has focused on studying the influence of welding and AM parameters over the bead deposition quality [54]. The lack of fusion between beads creates internal porosity, difficulting the fabrication of fully dense and defect-free near-net-shape parts [43]. Other studies are concentrated on the research and development of tool-path strategies to improve the deposition and processing time [51, 55].
A study reports the use of a pulsed plasma arc method for the fabrication of Ti-6Al-4V thin-wall parts. This technique allows refining the microstructure of the fabricated part, which is associated with the pulsed current and the gradually decreased heat input used during the process. This better control of the microstructure results in strength and tough thin walls. The process was called wire-feed pulsed plasma arc additive manufacturing [56]. On the other hand, arc-based processes that use powder raw material are also employed in AM. Plasma transferred arc AM is reported for the obtention of nickel-metal matrix composites. In this process, the powder is carried by argon gas. Tungsten carbide particles were added, which results in low porosity, promising mechanical properties and hardness, where the reinforcement particles are also associated with increased wear resistance [57].
2.1.3 Electron beam-based DED
In the electron beam-based DED processes, the molten pool is generated by a focused electron beam in a high vacuum environment. Hence, high purity builds can be obtained because of the prevention of surface oxidation. In general, DED processes work with higher deposition rates in comparison with powder bed techniques. It is then essential to highlight that electron beam-based DED also works with higher deposition rates, compared with laser and arc-based DED, mainly when electrically conductive materials are used. Therefore, this technique is attractive for obtaining large components, regarding that, a faster beam control can be performed by electromagnetic beam management [58].
The process’s main weaknesses are the deflection of the negatively charged electron beam and the reduced cooling rate. The first one is associated with the sensitivity to residual magnetic fields, and the second one is correlated with the vacuum and the consequent elimination of heat transfer by convection. Recent research is focused on improving the cooling rate, taking into account that cooling plays a fundamental role in the microstructure and mechanical properties of the fabricated part [59]. Furthermore, this process includes additional costs generated by the high vacuum and the x-ray protection requirements [58].
2.2 Post-processing
Metal parts fabricated and repaired by DED present poor surface finishing and geometrical tolerance, which is mainly related to the AM working principle [60,61,62]. Aspects such as non-uniform cooling, porosity, inhomogeneities, anisotropy, the stair-step effect, the chordal error of STL files, among others, turn the DED process challenging. As a result, defects are embodied in the fabricated part. Post-processing is usually performed to improve the part quality and to overcome the limitations of DED.
In Fig. 2 are presented the post-processing techniques commonly used after DED. As observed, hot isostatic pressing is applied to reduce the porosity of the fabricated parts. The tool-path planning and the deposition strategy significantly influence the part porosity. Then, the lateral and vertical beads overlapping should be planned adequately to avoid internal pores’ formation. Carrol et al. [43] report that almost 100% of the parts can be fabricated without the necessity of heat or pressure post-processing; the lack of fusion and formation of pores can be avoided maintaining a proper overlap during deposition. Moreover, using a differential cooling at different heights generates parts with similar properties to the wrought material for Ti-6Al-4V alloys.

Post-processing techniques used to overcome the limitations of parts fabricated by directed energy deposition (DED)
The geometry of a fabricated part significantly influences the non-uniform cooling. Then, different microstructures are formed during material deposition [63]. Heat treatments are commonly used to homogenize the microstructure and to improve the machinability. Then, cutting forces can be significantly reduced in comparison with as-built parts. Machining and grinding are used to improve the surface finishing and dimensional control. Oyelola et al. [60] performed two heat treatment post-processes in Ti-6Al-4V samples: alpha and beta anneal. Ti-6Al-4V is a two-phase titanium alloy with a lamellar microstructure [64, 65]. The rapid cooling of the DED process generates a fine lamellar structure, which difficult the machinability. As reported, the beta anneal reduces 40% of the cutting forces at low cutting speeds. Woo et al. [66] recently reported the application of laser-assisted machining (LAM) on Ti-6Al-4V samples fabricated by DED. LAM constitutes an innovative option to reach surface quality and to enhance the machinability of hard-to-cut materials. The results report that the cutting force decreased by more than 40% due to laser preheating. Besides, the surface roughness decreases by approximately 30%.
Hot isostatic pressing and heat treatments could improve fatigue performance [67,68,69,70]. Nevertheless, Gordon et al. [71] reported that the Ti-6Al-4V alloy without post-processing, exhibit a fatigue life similar to the wrought material. Hence, post-processes’ application depends on several parameters associated with the DED process and the material properties. For nickel superalloys, heat treatments post-processing is commonly performed to tailor the microstructure. Kumara et al. [72] realized studies using the nickel-based superalloy 718. An approach that combines a multi-component and multi-phase-field modeling and a transformation kinetics modeling was established. This latter aims to predict the microstructural evolution when the material is deposited and after the subsequent heat treatment. This superalloy is characterized by a γ face-centered cubic (FCC) microstructure; phases such as laves and \(\gamma ^{\prime } / \gamma ^{\prime \prime }\) are formed during deposition, and δ phase is precipitated during the heat treatment.
In efforts to minimize defects and the necessity of post- processing, Khanzadeh et al. [73] proposed a methodology to predict the porosity of a part using the thermal distributions of melt pools. Traditional methods for measuring the porosity are performed after the DED process. Nonetheless, this recent study is promising, and nowadays, studies are focused on a real-time porosity evaluation. Then, the part properties could be better controlled during the process. Furthermore, Wolff et al. [74] report a piezo-driven powder deposition system to obtain images of individual powder particles. With high-speed in-situ X-ray imaging, it is possible to study the interaction between the powders and the laser, which directly influences the porosity and the powder flow. Similarly, Haley et al. [75] characterized particle-melt pool interactions through high-speed videos.
3 Hybrid process challenges and recent developments
The DED process has yet some challenges that significantly influence the quality of parts [48]. This and other metal AM processes usually require the benefits of subtractive manufacturing for machining and grinding parts. Then, the quality of near-net shaped components can be improved. The need to enhance accuracy and finishing is associated with the application requirements, where metals are commonly used in engineering applications. Nowadays, different hybrid workstations combining additive and subtractive manufacturing are commercially available for DED and PFB. Most of the hybrid technology use laser-based DED and machining, as the following companies do. DMG MORI [76] developed 5-axis milling/turning workstations, using powder raw materials, with melt pool and working distance monitoring systems. ROMI [77] develops 3-axis and 5-axis hybrid workstations using powder laser heads developed by Hybrid Manufacturing TechnologiesTM [78]. This latter develops laser-based heads with the flexibility to adapt to different machines. Yamazaki Mazak [79] fabricates hybrid workstations that use powders or wire materials, where SM operations include milling, turning, and multi-tasking. Optomec [80] develops multi-tasking hybrid workstations an also fabricate laser heads that are adaptable to other machines. Mitsui Seiki [81] and Okuma [82] develop 5-axis multi-tasking machines that also works with powder materials. A hybrid workstation should be capable of machining specific parts that require accuracy, during and after the AM process. Hence, an advantage arises: the cutting tools can work in regions of the part that cannot be reached in a traditional post-processing approach [83]. Not all the surfaces of the part require finishing; the subtractive process application is selective. Thus, tool wear, material waste, and an increase in production time are avoided [84].
As illustrated in Fig. 3, the hybridization is a concept that goes beyond post-processing. The hybrid concept involves a synergy between both techniques. Therefore, the advantages of each one are magnified, and the disadvantages are minimized or eliminated. In traditional post-processing, some difficulties remain, the production time is affected, and the subtractive process has restrictions mainly in complex geometries. As previously discussed in Section 2.2, post-processing is not only focused on subtractive techniques. Hot isostatic pressing and heat treatments could be necessary. This fact creates restrictions for the hybrid process, where intermediate processes could be required to reduce the residual stress and the cutting forces before the application of machining. Then, producing parts using additive and subtractive technologies in a single setup constitutes a challenge. A unique process means cost savings during manufacturing. Hence, to overcome the restriction of intermediate processes between additive and subtractive techniques, researches are focused on optimizing the DED parameters, aiming to define a stable and predictable process [85, 86]. As a result, the defects are minimized, and the subtractive process can be used where strictly necessary.

Advantages and disadvantages of directed energy deposition (DED) and subtractive manufacturing (SM); the traditional post-processing is a one-way approach, while hybrid manufacturing is a synergy, where the processes are applied alternately in a single setup
In general, the raw materials used in additive manufacturing are more expensive in comparison with the stock material used in subtractive processes. The production of wires and spherical particles used in DED involves additional costs for their obtention. Hence, to perform the hybrid process, the integration should be balanced to maximize the advantages of each technique. As logical, the costs involved and the production time should be minimized. In Fig. 4 is illustrated the flow diagram for a hybrid process. Fig. 4a shows the traditional route, which starts with the deposition of material in a substrate. Figure 4b presents the route when the process begins with the machining of stock material; Chen and Frank [88] propose this approach. This strategy is similar to perform a repairing procedure. In this case, the deposition is performed starting from the component to be repaired. Then, it is not necessary to make the entire near-net-shape by material deposition. Initially, the stock material is machined and subsequently used as a substrate for DED. Then, the complex geometries of the part can be deposited. In this stage, both technologies can be combined alternately. In a similar way, Soshi et al. [87] applied hybrid manufacturing to fabricate an innovative injection mold. This approach is illustrated in Fig. 4c; it involves geometry discretization to obtain prefabricated blocks. Then, the process starts performing an assembly of the blocks to obtain an approximated geometry of the final part. Subsequently, DED is employed to form continuous surfaces. Finally, machining is performed for finishing. As reported, the mold was successfully fabricated, and the efficiency of its cooling channels was improved in comparison with a mold fabricated by a traditional subtractive process. This study proposes expanding this method, focusing on the following topics: (i) standardization of block design for production, which includes software for grid discretization and block arrangement, (ii) automation for rapid assembly, (iii) AM optimization, and (iv) residual stress analysis and control.

Hybrid manufacturing flow diagram: a Traditional approach, b the process starts with a stock material or a part to be repaired, and c a discretized geometry is used as a substrate as proposed by Soshi et al. [87]
A restriction of AM is the necessity of support structures, mainly in high complex geometries [89]. Supports have the function of stabilizing the part and reducing deformities, which dissipate energy and diminishes residual stresses. One of the targets of hybrid workstations is fabricating complex parts minimizing or eliminating supports, which should be removed by the machining process; to overcome this limitation, multi-axis machining centers and arm robots of high degrees of freedom are used [90]. Hence, the deposition can be performed with different orientations, eliminating the requirement of supports and minimizing the staircase error. Hence, the part quality increases significantly, and the manufacturing time is reduced. Nevertheless, a multi-axis mechanism involves a high complexity for the tool-paths generation. Then, the integration has an additional challenge: create efficient tool-path strategies [91].
Yang et al. [92] applied a hybrid AM/SM process in a 5-axis workstation equipped with a laser-based DED. Stainless steel powder 316L was used in this research. The target was to study the densification level, microstructure, microhardness, and residual stress of different components. Then, samples were fabricated; as expected, the precision and surface quality were improved. The highest densification of samples was observed in their middle region. Moreover, residual stress was tensile in the top and bottom of samples, and compressive in the middle, which is associated with the cooling mechanism. The last varies for different zones and is correlated with the different hardness and microstructures throughout the sample. After the subtractive process, slight stress relaxation in lateral surfaces was reported.
During the DED process, heating and cooling take place in different zones of the part. As a result, non-uniform thermal expansion and contraction cause residual stresses, which can promote the formation of cracks, fractures by fatigue and distortions. Wang et al. [93] developed a stereo-vision-based path planning and a laser scanning system. The objective is to overcome these limitations and to reduce manual operation. This kind of system allows for obtaining feedback about the deposited material. Hence, more accurate processes can be performed.
Mozaffar et al. [94] propose a data-driven prediction of the high-dimensional thermal history in DED processes using recurrent neural networks. This study aims to overcome the limitations to provide accurate and computationally efficient predictions of the process outcomes, then, real-time monitoring of the process can be performed. As reported, the proposed model can accurately predict the thermal history of the fabricated component at any point. Future studies will be focused on training this model using experimental data to perform reinforcement learning.
Yamazaki [95] reports a hybrid multi-tasking machine, that combines the DED functionality with turning and milling capabilities. This process is suitable for small-lot production of hard-to-cut materials. Taking into account that the synergy generates high-value manufacturing, the applications are focused on automotive and aerospace industries, high-hardness materials used in the energy, die, and mold industries, medical and biomedical field, defense industry, and petrochemical industry. [96,97,98,99,100].
Wang and Shi [101] report a hybrid process that combines a laser-based DED and in-situ ultrasonic impact peening. In this case, the process is not subtractive; however, it provides some benefits that could be implemented in a robust AM/SM hybrid process. As reported, in-situ ultrasonic peening altered the residual tensile stress to a compressive state.
Furthermore, Kakinuma et al. [83] used an additive/subtractive workstation with a laser-based DED head. In this research, the influence of the powder characteristics on the product quality was analyzed. The Inconel 625 nickel-based superalloy was used. As reported, the hybrid process was successfully applied to deposit the material and remove by cutting a carbon layer, and the chrome oxide formed on the surface.
Among the challenges of hybrid manufacturing, the use of novel and innovative tools is included. Sophisticated designs and advanced applications require optimized tools. Traxel and Bandyopadhyay [33] reported for the first time the fabrication of machine tools using laser-based DED. A multi-layer Co-Cr-W superalloy called StelliteTM was deposited on a stainless steel substrate. Cutting tools with high-temperature strength and ductility were obtained. Hence, hybrid machines are also capable of fabricating their own components.
4 Future perspectives
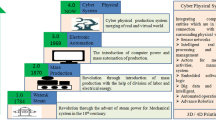
Additive manufacturing is one of the pillars of Industry 4.0. This latter aims to increase the flexibility in manufacturing, quality, and productivity, where large-scale customization is conceivable [102,103,104,105]. The hybrid manufacturing concept fits well with the Industry 4.0 guidelines, as illustrated in Fig. 5, the gains generated through the hybridization allow implementing more efficient processes. Nevertheless, hybrid manufacturing is an emerging technology in which different challenges are embedded and should be overcome to take full advantage of it. As also observed in Fig. 5, the hardware integration has some aspects that must be considered. During the subtractive process, cutting fluids are used; then, vestiges can stay in the construction platform. On the other hand, during the material deposition, raw material vestiges can stay in the construction platform, mainly when powders are used. Hence, to integrate both technologies, it is necessary to develop systems to remove vestiges in the construction platform efficiently. Bearing in mind that AM and SM can be applied alternately, powders can generate fire and explosion risks when in contact with cutting fluids. Moreover, the mixture between powders and cutting fluids is abrasive, influencing different components of the hybrid machine. Then, the accuracy is directly affected, mainly when the guides of the movement system wear [106]. Rousseau et al. [107] report that the powder usage efficiency for DED processes is in the range from 40 to 80%; for that reason, different researches are focused on analyzing the properties of reused powders [97, 108, 109]. Hence, a collecting remaining powders system is desirable to enable the hybrid process and for recycling purposes.

Hybrid manufacturing gains and challenges. IoT, Internet of Things; CPSs, cyber-physical systems
Another aspect of high importance is the intermediate post-processing requirement between DED and SM. Flynn et al. [13] propose the next research topics to analyze this issue: (i) evaluate the effects of eliminating heat treatments, (ii) perform heat treatments after finishing the hybrid process, and (iii) realize a partial heat treatment during the hybrid process. As reasonable, an equilibrated panorama will be constituted by an optimized and highly repeatable DED process and a workstation with the capability of performing intermediate post-processing. Then, the cutting tools will be better preserved due to the reduction in the machining forces, and the microstructure of the part will be more homogeneous. This challenge is directly associated with hardware developments and also influences the software for process planning, where intelligent manufacturing is desirable to make smart decisions mainly in the process transitions.
The kinematics of hybrid workstations is fundamental to define the potential of the process. They are fabricated based on machining centers or using robotic arms. However, machining centers are more used, regarding that robotic arms do not have enough rigidity to support machining operations [110]. As logical, the part quality increases as a function of the degrees of freedom of the system; nevertheless, the complexity of the tool-paths planning raises significantly. Li et al. [90] propose a 6-axis hybrid process using a robotic arm. This system was developed for fused deposition modeling (FDM) combined with a subtractive process; however, the concept can be extended for DED-based hybrid manufacturing. Ding et al. [89] propose an 8-axis robotized DED system. This latter is composed of a 6-axis robotic arm and a 2-axis rotatory positioning system, which confers more flexibility to the process. Similarly, machining center-based hybrid machines incorporate multi-axis capabilities. In this case, the degrees of freedom are associated with the primary motion system and multi-tasking capabilities, including rotary axes [111, 112]. Urbanic and Hedrick [113] performed a study of additive tool-paths applicable for DED and thermal spraying. As suggested, future perspectives should be focused on introducing specialty rotary tool-paths, where novel slicing solutions should be implemented. Furthermore, simulations are also involved in testing tool-paths and to avoid collisions. CAM-hybrid simulations could be feed with the data of real processes. In this context, future researches for the tool-paths generation will be oriented to develop new strategies for deposition, machining, hybrid processes, and to create smart tool-paths, where measuring tools play a fundamental role in performing the quality control.
In Fig. 5 are also shown the challenges related to software integration and intelligent manufacturing. The interaction between the hardware and the software is fundamental, in which the intelligent manufacturing concept plays an important role and is the focus of current and future researches. The integration of physical systems with cloud computing, the Internet of Things (IoT), and cyber-physical systems (CPSs) allows continuous monitoring of processes and interactions of machines, materials and product movements, operations, operators, and so on. Real-time communication helps make smart decisions, where technologies like artificial intelligence can independently solve problems [114]. Specifically, the CPS is a mechanism in which physical objects and the software interact in an intertwined form [105]. Then, a requirement arises: physical objects and the manufacturing hardware should work with smart sensors to create fluid communication. The latter is highly applicable for hybrid manufacturing, where sensors can be used for real-time control and monitoring of DED and SM.
5 Conclusions
Directed energy deposition (DED) is a versatile additive manufacturing (AM) process for metal parts fabrication. It is of high importance for the industry because it can work with high-performance materials. The geometrical complexity of the fabricated parts is the main advantage; nevertheless, the parameter setting is usually a complicated task, which makes the repeatability of the process difficult. Besides, the poor quality of parts is the main limitation. Therefore, current researches are focused on overcoming the barriers of DED. Several studies are being conducted to optimize parameters and to understand and characterize the deposition process. Then, it is essential to highlight that DED is yet an evolving technology; future efforts should be realized in parallel to the hybrid manufacturing concept, aiming to obtain efficient individual processes to compose a robust hybrid approach. This latter constitutes an alternative to overcome the limitations cited. The synergy between DED and machining allows obtaining a unique process, maximizing thus the advantages, and reducing the restrictions, where high-quality parts can be obtained. In order to reach this target, forthcoming studies in this field should be aligned with the Industry 4.0 guidelines, where intelligent manufacturing will play an essential role in parameter optimization, real-time monitoring, and process planning. As a result, hybrid technology could be widely applied at an industrial scale, where the flexibility of the production is directly associated with hybrid workstations. These last are easily integrable to advanced manufacturing environments, taking into account that they are advanced computer systems by nature.
References
ISO/ASTM 52900:2015(E) (2015) Standard terminology for additive manufacturing – general principles – terminology. Standard, International Organization for Standardization, Geneva, Switzerland
Monzón M, Ortega Z, Martínez A, Ortega F (2015) Standardization in additive manufacturing: activities carried out by international organizations and projects. Int J Adv Manuf Technol 76(5):1111. https://doi.org/10.1007/s00170-014-6334-1
Frazier WE (2014) Metal additive manufacturing: a review. J Mater Eng Perform 23(6):1917. https://doi.org/10.1007/s11665-014-0958-z
Sames WJ, List F, Pannala S, Dehoff RR, Babu SS (2016) The metallurgy and processing science of metal additive manufacturing. Int Mater Rev 61(5):315. https://doi.org/10.1080/09506608.2015.1116649
Everton SK, Hirsch M, Stravroulakis P, Leach RK, Clare AT (2016) Review of in–situ process monitoring and in-situ metrology for metal additive manufacturing. Mater Des 95:431. https://doi.org/10.1016/j.matdes.2016.01.099
Lu QY, Wong CH (2017) Applications of non–destructive testing techniques for post–process control of additively manufactured parts. Virtual Phys Prototyp 12(4):301. https://doi.org/10.1080/17452759.2017.1357319
Herzog D, Seyda V, Wycisk E, Emmelmann C (2016) Additive manufacturing of metals. Acta Mater 117:371. https://doi.org/10.1016/j.actamat.2016.07.019
Jones J (2014) The synergies of hybridizing CNC and additive manufacturing. Hybrid Manufacturing Technologies Ltd
Lu X, Lin X, Chiumenti M, Cervera M, Hu Y, Ji X, Ma L, Yang H, Huang W (2019) Residual stress and distortion of rectangular and S-shaped Ti–6Al–4V parts by directed energy deposition: modelling and experimental calibration. Addit Manuf 26:166. https://doi.org/10.1016/j.addma.2019.02.001
DebRoy T, Wei H, Zuback J, Mukherjee T, Elmer J, Milewski J, Beese AM, Wilson-Heid A, De A, Zhang W (2018) Additive manufacturing of metallic components–process, structure and properties. Prog Mater Sci 92:112. https://doi.org/10.1016/j.pmatsci.2017.10.001
Salonitis K, D’Alvise L, Schoinochoritis B, Chantzis D (2016) Additive manufacturing and post–processing simulation: laser cladding followed by high speed machining. Int J Adv Manuf Technol 85(9-12):2401. https://doi.org/10.1007/s00170-015-7989-y
Du W, Bai Q, Zhang B (2016) A novel method for additive/subtractive hybrid manufacturing of metallic parts. Procedia Manuf 5:1018. https://doi.org/10.1016/j.promfg.2016.08.067
Flynn JM, Shokrani A, Newman ST, Dhokia V (2016) Hybrid additive and subtractive machine tools–research and industrial developments. Int J Mach Tools Manuf 101:79. https://doi.org/10.1016/j.ijmachtools.2015.11.007
Heigel J, Michaleris P, Reutzel EW (2015) Thermo–mechanical model development and validation of directed energy deposition additive manufacturing of Ti–6Al–4V. Addit Manuf 5:9. https://doi.org/10.1016/j.addma.2014.10.003
Zhang Y, Wu L, Guo X, Kane S, Deng Y, Jung YG, Lee JH, Zhang J (2018) Additive manufacturing of metallic materials: a review. J Mater Eng Perform 27(1):1. https://doi.org/10.1007/s11665-017-2747-y
Szost BA, Terzi S, Martina F, Boisselier D, Prytuliak A, Pirling T, Hofmann M, Jarvis DJ (2016) A comparative study of additive manufacturing techniques: residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater Des 89:559. https://doi.org/10.1016/j.matdes.2015.09.115
Wolff SJ, Lin S, Faierson EJ, Liu WK, Wagner GJ (2017) A framework to link localized cooling and properties of directed energy deposition (DED)–processed Ti–6Al–4V. J Cao, Acta Mater 132:106. https://doi.org/10.1016/j.actamat.2017.04.027
Dass A, Moridi A (2019) State of the art in directed energy deposition: from additive manufacturing to materials design. Coatings 9(7):418. https://doi.org/10.3390/coatings9070418
Wolff S, Lee T, Faierson E, Ehmann K, Cao J (2016) Anisotropic properties of directed energy deposition (DED)–processed Ti–6Al–4V. J Manuf Processes 24:397. https://doi.org/10.1016/j.jmapro.2016.06.020
Kistler NA, Corbin DJ, Nassar AR, Reutzel EW, Beese AM (2019) Effect of processing conditions on the microstructure, porosity, and mechanical properties of Ti–6Al–4V repair fabricated by directed energy deposition. J Mater Process Technol 264:172. https://doi.org/10.1016/j.jmatprotec.2018.08.041
Keist JS, Palmer TA (2016) Role of geometry on properties of additively manufactured Ti–6Al–4V structures fabricated using laser based directed energy deposition. Mater Des 106:482. https://doi.org/10.1016/j.matdes.2016.05.045
Park JS, Park JH, Lee MG, Sung JH, Cha KJ, Kim DH (2016) Effect of energy input on the characteristic of AISI H13 and D2 tool steels deposited by a directed energy deposition process. Metall Mater Trans A 47(5):2529. https://doi.org/10.1007/s11661-016-3427-5
Jinoop A, Paul C, Bindra K (2019) Laser–assisted directed energy deposition of nickel super alloys: a review. Proc Inst Mech Eng Pt L J Mater Des Appl 233(11):2376. https://doi.org/10.1177/1464420719852658
Saboori A, Gallo D, Biamino S, Fino P, Lombardi M (2017) An overview of additive manufacturing of titanium components by directed energy deposition: microstructure and mechanical properties. Appl Sci 7(9):883. https://doi.org/10.3390/app7090883
Saboori A, Aversa A, Marchese G, Biamino S, Lombardi M, Fino P (2019) Application of directed energy deposition–based additive manufacturing in repair. Appl Sci 9(16):3316. https://doi.org/10.3390/app9163316
Park JS, Lee MG, Cho YJ, Sung JH, Jeong MS, Lee SK, Choi YJ, Kim DH (2016) Effect of heat treatment on the characteristics of tool steel deposited by the directed energy deposition process. Met Mater Int 22(1):143. https://doi.org/10.1007/s12540-016-5372-7
Shim DS, Baek GY, Seo JS, Shin GY, Kim KP, Lee KY (2016) Effect of layer thickness setting on deposition characteristics in direct energy deposition (DED) process. Opt Laser Technol 86:69. https://doi.org/10.1016/j.optlastec.2016.07.001
Jones J, McNutt P, Tosi R, Perry C, Wimpennym DI (2012) Remanufacture of turbine blades by laser cladding, machining and in–process scanning in a single machine. In: 23rd Annual International Solid Freeform Fabrication Symposium. University of Texas, pp 821–827
Strong D, Kay M, Wakefield T, Sirichakwal I, Conner B, Manogharan G (2019) Rethinking reverse logistics: role of additive manufacturing technology in metal remanufacturing. J Manuf Technol Manag 31(1):124. https://doi.org/10.1108/JMTM-04-2018-0119
Liang X, Cheng L, Chen Q, Yang Q, To AC (2018) A modified method for estimating inherent strains from detailed process simulation for fast residual distortion prediction of single–walled structures fabricated by directed energy deposition. Addit Manuf 23:471. https://doi.org/10.1016/j.addma.2018.08.029
Carroll BE, Otis RA, Borgonia JP, Suh JO, Dillon RP, Shapiro AA, Hofmann DC, Liu ZK, Beese AM (2016) Functionally graded material of 304L stainless steel and inconel 625 fabricated by directed energy deposition: characterization and thermodynamic modeling. Acta Mater 108:46. https://doi.org/10.1016/j.actamat.2016.02.019
Hwang T, Woo YY, Han SW, Moon YH (2018) Functionally graded properties in directed–energy–deposition titanium parts. Opt Laser Technol 105:80. https://doi.org/10.1016/j.optlastec.2018.02.057
Traxel KD, Bandyopadhyay A (2019) First demonstration of additive manufacturing of cutting tools using directed energy deposition system: StelliteTM–based cutting tools. Addit Manuf 25:460. https://doi.org/10.1016/j.addma.2018.11.019
Piscopo G, Atzeni E, Salmi A (2019) A hybrid modeling of the physics–driven evolution of material addition and track generation in laser powder directed energy deposition. Materials 12(17):2819. https://doi.org/10.3390/ma12172819
Sahasrabudhe H, Bose S, Bandyopadhyay A (2018) Laser–based additive manufacturing processes. In: Advances in laser materials processing. https://doi.org/10.1016/B978-0-08-101252-9.00017-0. Elsevier, pp 507–539
Attar H, Ehtemam-Haghighi S, Kent D, Wu X, Dargusch MS (2017) Comparative study of commercially pure titanium produced by laser engineered net shaping, selective laser melting and casting processes. Mater Sci Eng., A 705:385. https://doi.org/10.1016/j.msea.2017.08.103
Abe T, Sasahara H (2016) Dissimilar metal deposition with a stainless steel and nickel–based alloy using wire and arc–based additive manufacturing. Precis Eng 45:387. https://doi.org/10.1016/j.precisioneng.2016.03.016
Demir AG (2018) Micro laser metal wire deposition for additive manufacturing of thin–walled structures. Opt Lasers Eng 100:9. https://doi.org/10.1016/j.optlaseng.2017.07.003
Brandl E, Palm F, Michailov V, Viehweger B, Leyens C (2011) Mechanical properties of additive manufactured titanium (Ti–6Al–4V) blocks deposited by a solid–state laser and wire. Mater Des 32 (10):4665. https://doi.org/10.1016/j.matdes.2011.06.062
Beese AM, Carroll BE (2016) Review of mechanical properties of Ti–6Al–4V made by laser–based additive manufacturing using powder feedstock. JOM 68(3):724. https://doi.org/10.1007/s11837-015-1759-z
Haley JC, Zheng B, Bertoli US, Dupuy AD, Schoenung JM, Lavernia EJ (2019) Working distance passive stability in laser directed energy deposition additive manufacturing. Mater Des 161:86. https://doi.org/10.1016/j.matdes.2018.11.021
Lia F, Park J, Tressler J, Martukanitz R (2017) Partitioning of laser energy during directed energy deposition. Addit Manuf 18:31. https://doi.org/10.1016/j.addma.2017.08.012
Carroll BE, Palmer TA, Beese AM (2015) Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater 87:309. https://doi.org/10.1016/j.actamat.2014.12.054
Yan Z, Liu W, Tang Z, Liu X, Zhang N, Li M, Zhang H (2018) Review on thermal analysis in laser–based additive manufacturing. Opt Laser Technol 106:427. https://doi.org/10.1016/j.optlastec.2018.04.034
Khodabakhshi F, Farshidianfar M, Bakhshivash S, Gerlich A, Khajepour A (2019) Dissimilar metals deposition by directed energy based on powder–fed laser additive manufacturing. J Manuf Processes 43:83. https://doi.org/10.1016/j.jmapro.2019.05.018
Weisz-Patrault D (2020) Fast simulation of temperature and phase transitions in directed energy deposition additive manufacturing. Addit Manuf 31:100990. https://doi.org/10.1016/j.addma.2019.100990
Gibson B, Bandari YK, Richardson B, Henry WC, Vetland EJ, Sundermann T, Love L (2020) Melt pool size control through multiple closed–loop modalities in laser–wire directed energy deposition of Ti–6Al–4V. Addit Manuf 100993:32. https://doi.org/10.1016/j.addma.2019.100993
Bax B, Rajput R, Kellet R, Reisacher M (2018) Systematic evaluation of process parameter maps for laser cladding and directed energy deposition. Addit Manuf 21:487. https://doi.org/10.1016/j.addma.2018.04.002
Williams SW, Martina F, Addison AC, Ding J, Pardal G, Colegrove P (2016) Wire + arc additive manufacturing. Mater Sci Technol 32(7):641. https://doi.org/10.1179/1743284715Y.0000000073
Brandl E, Baufeld B, Leyens C, Gault R (2010) Additive manufactured Ti–6Al–4V using welding wire: comparison of laser and arc beam deposition and evaluation with respect to aerospace material specifications. Phys Procedia 5(Pt 2):595. https://doi.org/10.1016/j.phpro.2010.08.087
Michel F, Lockett H, Ding J, Martina F, Marinelli G, Williams S (2019) A modular path planning solution for wire + arc additive manufacturing. Rob Comput Integr Manuf 60:1. https://doi.org/10.1016/j.rcim.2019.05.009
Buhl J, Israr R, Bambach M (2019) Modeling and convergence analysis of directed energy deposition simulations with hybrid implicit/explicit and implicit solutions. J Mach Eng 19:94. https://doi.org/10.5604/01.3001.0013.4086
Ding D, Pan Z, Cuiuri D, Li H (2015) Wire–feed additive manufacturing of metal components: technologies, developments and future interests. Int J Adv Manuf Technol 81(1-4):465. https://doi.org/10.1007/s00170-015-7077-3
Xiong J, Zhang G, Gao H, Wu L (2013) Modeling of bead section profile and overlapping beads with experimental validation for robotic GMAW–based rapid manufacturing. Rob Comput Integr Manuf 29(2):417. https://doi.org/10.1016/j.rcim.2012.09.011
Nilsiam Y, Sanders P, Pearce JM (2017) Slicer and process improvements for open–source GMAW–based metal 3–D printing. Addit Manuf 18:110. https://doi.org/10.1016/j.addma.2017.10.007
Lin J, Lv Y, Liu Y, Xu B, Sun Z, Li Z, Wu Y (2016) Microstructural evolution and mechanical properties of Ti–6Al–4V wall deposited by pulsed plasma arc additive manufacturing. Mater Des 102:30. https://doi.org/10.1016/j.matdes.2016.04.018
Rojas JM, Wolfe T, Fleck B, Qureshi AJ (2018) Plasma transferred arc additive manufacturing of Nickel metal matrix composites. Manuf Lett 18:31. https://doi.org/10.1016/j.mfglet.2018.10.001
Baufeld B, Widdison R, Dutilleul T (2017) Wire based electron beam additive manufacturing. In: 70th IIW Assembly and International Conference, Shanghai, China, pp 35–39
Dinda G, Dasgupta A, Mazumder J (2012) Evolution of microstructure in laser deposited Al–11.28% Si alloy. Surf Coat Technol 206(8-9):2152. https://doi.org/10.1016/j.surfcoat.2011.09.051
Oyelola O, Crawforth P, M’Saoubi R, Clare AT (2018) On the machinability of directed energy deposited Ti6Al4V. Addit Manuf 19:39. https://doi.org/10.1016/j.addma.2017.11.005
Oyelola O, Crawforth P, M’Saoubi R, Clare AT (2016) Machining of additively manufactured parts: implications for surface integrity. In: Procedia CIRP, vol 45. Elsevier, pp 119–122, DOI https://doi.org/10.1016/j.procir.2016.02.066
Manogharan G, Wysk R, Harrysson O, Aman R (2015) AIMS–A metal additive–hybrid manufacturing system: system architecture and attributes. Procedia Manuf 1:273. https://doi.org/10.1016/j.promfg.2015.09.021
Xue A, Wang L, Lin X, Wang J, Chen J, Huang W (2020) Effect of boron on the microstructure and mechanical properties of Ti–6Al–4V produced by laser directed energy deposition after heat treatment. J Laser Appl 32(1):012007. https://doi.org/10.2351/1.5098074
Hayes BJ, Martin BW, Welk B, Kuhr SJ, Ales TK, Brice DA, Ghamarian I, Baker AH, Haden CV, Harlow DG et al (2017) Predicting tensile properties of Ti–6Al–4V produced via directed energy deposition. Acta Mater 133:120. https://doi.org/10.1016/j.actamat.2017.05.025
Waryoba DR, Keist JS, Ranger C, Palmer T (2018) Microtexture in additively manufactured Ti–6Al–4V fabricated using directed energy deposition. Mater Sci Eng A 734:149. https://doi.org/10.1016/j.msea.2018.07.098
Woo WS, Kim EJ, Jeong HI, Lee CM (2020) Laser–Assisted machining of Ti–6Al–4V fabricated by DED additive manufacturing. Int J Pr Eng Man-GT 1–14
Lewandowski JJ, Seifi M (2016) Metal additive manufacturing: a review of mechanical properties. Annu Rev Mater Res 46:151. https://doi.org/10.1146/annurev-matsci-070115-032024
Keist J, Nayir S, Palmer T (2020) Impact of hot isostatic pressing on the mechanical and microstructural properties of additively manufactured Ti–6Al–4V fabricated using directed energy deposition. Mater Sci Eng A:139454. https://doi.org/10.1016/j.msea.2020.139454
Gangireddy S, Faierson E, Mishra R (2018) Influences of post–processing, location, orientation, and induced porosity on the dynamic compression behavior of Ti–6Al–4V alloy built through additive manufacturing. J Dyn Behav Mater 4(4):441. https://doi.org/10.1007/s40870-018-0157-3
Li P, Warner D, Pegues J, Roach M, Shamsaei N, Phan N (2019) Investigation of the mechanisms by which hot isostatic pressing improves the fatigue performance of powder bed fused Ti–6Al–4V. Int J Fatigue 120:342. https://doi.org/10.1016/j.ijfatigue.2018.10.015
Gordon J, Hochhalter J, Haden C, Harlow DG (2019) Enhancement in fatigue performance of metastable austenitic stainless steel through directed energy deposition additive manufacturing. Mater Des 107630:168. https://doi.org/10.1016/j.matdes.2019.107630
Kumara C, Segerstark A, Hanning F, Dixit N, Joshi S, Moverare J, Nylén P (2019) Microstructure modelling of laser metal powder directed energy deposition of alloy 718. Addit Manuf 25:357. https://doi.org/10.1016/j.addma.2018.11.024
Khanzadeh M, Chowdhury S, Tschopp MA, Doude HR, Marufuzzaman M, Bian L (2019) In-situ monitoring of melt pool images for porosity prediction in directed energy deposition processes. IISE Trans 51(5):437. https://doi.org/10.1080/24725854.2017.1417656
Wolff SJ, Wu H, Parab N, Zhao C, Ehmann KF, Sun T, Cao J (2019) In-situ high–speed X–ray imaging of piezo–driven directed energy deposition additive manufacturing. Sci Rep 9(1):1. https://doi.org/10.1038/s41598-018-36678-5
Haley JC, Schoenung JM, Lavernia EJ (2018) Observations of particle–melt pool impact events in directed energy deposition. Addit Manuf 22:368. https://doi.org/10.1016/j.addma.2018.04.028
DMG MORI products. https://en.dmgmori.com/products/. Accessed 26 May 2020
ROMI products. https://www.romi.com/produtos/. Accessed 26 May 2020
Hybrid manufacturing technologiesTM products. http://www.hybridmanutech.com/products.html. Accessed 26 May 2020
The integration of additive manufacturing technology and multi-tasking machining. https://www.mazakeu.co.uk/AM/. Accessed 27 May 2020
LENS systems – 3D printed metals. https://optomec.com/3d-printed-metals/lens-printers/. Accessed 27 May 2020
Mitsui seiki products. http://www.mitsuiseiki.com/products/. Accessed 27 May 2020
MU-8000V LASER EX. https://www.okuma.com/products/mu-8000v-laser-ex. Accessed 27 May 2020
Kakinuma Y, Mori M, Oda Y, Mori T, Kashihara M, Hansel A, Fujishima M (2016) Influence of metal powder characteristics on product quality with directed energy deposition of Inconel 625. CIRP Ann 65(1):209. https://doi.org/10.1016/j.cirp.2016.04.058
Chen N, Barnawal P, Frank MC (2018) Automated post machining process planning for a new hybrid manufacturing method of additive manufacturing and rapid machining. Rapid Prototyp. J. https://doi.org/10.1108/RPJ-04-2017-0057
Hansel A, Mori M, Fujishima M, Oda Y, Hyatt G, Lavernia E, Delplanque JP (2016) Study on consistently optimum deposition conditions of typical metal material using additive/subtractive hybrid machine tool. Procedia CIRP 46:579. https://doi.org/10.1016/j.procir.2016.04.113
Saboori A, Bosio F, Librera E, de Chirico M, Biamino S, Lombardi M, Fino P (2018) Accelerated process parameter optimization for directed energy deposition of 316L stainless steel. In: Proceedings of the Euro PM2018 Congress Exhibition, Bilbao, Spain, pp 14–18
Soshi M, Ring J, Young C, Oda Y, Mori M (2017) Innovative grid molding and cooling using an additive and subtractive hybrid CNC machine tool. CIRP Ann 66 (1):401. https://doi.org/10.1016/j.cirp.2017.04.093
Chen N, Frank M (2019) Process planning for hybrid additive and subtractive manufacturing to integrate machining and directed energy deposition. Procedia Manuf 34:205. https://doi.org/10.1016/j.promfg.2019.06.140
Ding Y, Dwivedi R, Kovacevic R (2017) Process planning for 8–axis robotized laser–based direct metal deposition system: a case on building revolved part. Rob Comput Integr Manuf 44:67. https://doi.org/10.1016/j.rcim.2016.08.008
Li L, Haghighi A, Yang Y (2018) A novel 6–axis hybrid additive-subtractive manufacturing process: Design and case studies. J Manuf Processes 33:150. https://doi.org/10.1016/j.jmapro.2018.05.008
Kyubok L, Haeseong J, Mech J (2015) Slicing algorithms for multi–axis 3–D metal printing of overhangs. Sci Technol 29:5139. https://doi.org/10.1007/s12206-015-1113-y
Yang Y, Gong Y, Qu S, Xin B, Xu Y, Qi Y (2019) Additive/subtractive hybrid manufacturing of 316L stainless steel powder: densification, microhardness and residual stress. J Mech Sci Technol 33 (12):5797. https://doi.org/10.1007/s12206-019-1126-z
Wang Z, Liu R, Sparks T, Liu H, Liou F (2015) Stereo vision based hybrid manufacturing process for precision metal parts. Precis Eng 42:1. https://doi.org/10.1016/j.precisioneng.2014.11.012
Mozaffar M, Paul A, Al-Bahrani R, Wolff S, Choudhary A, Agrawal A, Ehmann K, Cao J (2018) Data–driven prediction of the high–dimensional thermal history in directed energy deposition processes via recurrent neural networks. Manuf Lett 18:35. https://doi.org/10.1016/j.mfglet.2018.10.002
Yamazaki T (2016) Development of a hybrid multi–tasking machine tool: integration of additive manufacturing technology with CNC machining. Procedia Cirp 42:81. https://doi.org/10.1016/j.procir.2016.02.193
Grzesik W (2018) Hybrid additive and subtractive manufacturing processes and systems: a review. J Mach Eng 18:5. https://doi.org/10.5604/01.3001.0012.7629
Terrassa KL, Haley JC, MacDonald BE, Schoenung JM (2018) Reuse of powder feedstock for directed energy deposition. Powder Technol 338:819. https://doi.org/10.1016/j.powtec.2018.07.065
Caiazzo F, Alfieri V (2018) Laser–aided directed energy deposition of steel powder over flat surfaces and edges. Materials 11(3):435. https://doi.org/10.3390/ma11030435
Liu R, Wang Z, Sparks T, Liou F, Newkirk J (2017) Aerospace applications of laser additive manufacturing. In: Laser additive manufacturing. https://doi.org/10.1016/B978-0-08-100433-3.00013-0. Elsevier, pp 351–371
Yang Q, Zhang P, Cheng L, Min Z, Chyu M, To AC (2016) Finite element modeling and validation of thermomechanical behavior of Ti–6Al–4V in directed energy deposition additive manufacturing. Addit Manuf 12:169. https://doi.org/10.1016/j.addma.2016.06.012
Wang Y, Shi J (2019) Microstructure and properties of Inconel 718 fabricated by directed energy deposition with in-situ ultrasonic impact peening. Metall Mater Trans B 50(6):2815. https://doi.org/10.1007/s11663-019-01672-3
Zhong RY, Xu X, Klotz E, Newman ST (2017) Intelligent manufacturing in the context of Industry 4.0: a review. Engineering 3(5):616. https://doi.org/10.1016/J.ENG.2017.05.015
Dilberoglu UM, Gharehpapagh B, Yaman U, Dolen M (2017) The role of additive manufacturing in the era of Industry 4.0. Procedia Manuf 11:545. https://doi.org/10.1016/j.promfg.2017.07.148
Olsen TL, Tomlin B (2020) Industry 4.0: Opportunities and challenges for operations management. Manuf Serv Oper Manag 22(1):113. https://doi.org/10.1287/msom.2019.0796
Oztemel E, Gursev S (2020) Literature review of Industry 4.0 and related technologies. J Intell Manuf 31(1):127. https://doi.org/10.1007/s10845-018-1433-8
Cortina M, Arrizubieta JI, Ruiz JE, Ukar E, Lamikiz A (2018) Latest developments in industrial hybrid machine tools that combine additive and subtractive operations. Materials 11(12):2583. https://doi.org/10.3390/ma11122583
Rousseau JN, Bois-Brochu A, Blais C (2018) Effect of oxygen content in new and reused powder on microstructural and mechanical properties of Ti6Al4V parts produced by directed energy deposition. Addit Manuf 23:197. https://doi.org/10.1016/j.addma.2018.08.011
Carrion PE, Soltani-Tehrani A, Phan N, Shamsaei N (2019) Powder recycling effects on the tensile and fatigue behavior of additively manufactured Ti–6Al–4V parts. , JOM 71(3):963. https://doi.org/10.1007/s11837-018-3248-7
Gorji NE, O’Connor R, Mussatto A, Snelgrove M, González PM, Brabazon D (2019) Recyclability of stainless steel (316 L) powder within the additive manufacturing process. Materialia 100489:8. https://doi.org/10.1016/j.mtla.2019.100489
Jones J (2016) Repurposing mainstream CNC machine tools for laser–based additive manufacturing. In: Laser 3D manufacturing III. https://doi.org/10.1117/12.2217901, vol 9738. International Society for Optics and Photonics, p 973811
Lorenz K, Jones J, Wimpenny D, Jackson M (2015) A review of hybrid manufacturing. In: Solid Freeform Fabrication Conference Proceedings, vol 53, pp 96–108
Boisselier D, Sankaré S, Engel T (2014) Improvement of the laser direct metal deposition process in 5–axis configuration. Phys Procedia 56:239. https://doi.org/10.1016/j.phpro.2014.08.168
Urbanic RJ, Hedrick B (2018) Additive manufacturing bead deposition based rotary tool path applications. In: ASME 2018 International Mechanical Engineering Congress and Exposition. American Society of Mechanical Engineers Digital Collection, pp 1–11, DOI https://doi.org/10.1115/IMECE2018-86461, (to appear in print)
Jena MC, Mishra SK, Moharana HS (2020) Application of Industry 4.0 to enhance sustainable manufacturing. Environ Prog Sustain Energy 39(1):13360. https://doi.org/10.1002/ep.13360
Acknowledgments
J.L. Dávila is grateful to Secretaría de Educación Superior, Ciencia, Tecnología e Innovación (SENESCYT/Ecuador), for admitting his stay as a postdoctoral researcher at the Center for Information Technology “Renato Archer” (CTI).
Funding
This work was supported by the São Paulo Research Foundation (FAPESP/Brazil), grant #2016/11309–0. J.L. Dávila expresses thanks for the postdoctoral fellowship from FAPESP (grant #2019/02772–7).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Dávila, J.L., Neto, P.I., Noritomi, P.Y. et al. Hybrid manufacturing: a review of the synergy between directed energy deposition and subtractive processes. Int J Adv Manuf Technol 110, 3377–3390 (2020). https://doi.org/10.1007/s00170-020-06062-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06062-7