
Abstract
Laser shock hole-clinching is a novel mechanical joining process in which the shock wave pressure induced by a high-energy pulsed laser is employed as a punch. This process is quite suitable for the joining of two dissimilar materials with significant differences in plasticity and strength. However, the effect of key process parameters on the forming quality of joints by laser shock hole-clinching is less concerned. In this study, the influence of laser power density, spacer height, number of laser pulse, and initial grain size of metal foils on the forming quality of Cu-Fe joints was experimentally investigated. The characteristics of interlock value and thinning rate distribution under various process parameters were systematically examined. It is revealed that laser shock hole-clinching process can be divided into the confined bulging and interlock formation stages. Based upon the examination of substandard joints, the defects in laser shock hole-clinching process are classified which contains no interlock, nonuniform interlock, bottom and neck fracture. It is found that the thinnest position of joints locates at the region in contact with the upper corner of the joining partner II in which extensive plastic deformation occurs related to the force acting during clinching process. The interlock value increases significantly as the enlargement of initial grain size, whereas the deviation also becomes larger due to the inhomogeneous plastic deformation for the metal foil with coarse grains. Moreover, the ratio of spacer height to the thickness of the joining partner II affects the thinning rate distribution and interlock value of joints. The spacer height equaling to the thickness of the joining partner II is recommended within the given parameters.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The joining of dissimilar materials provides a promising approach to integrating different materials with unique properties, and to forming hybrid structures with optimal, lightweight, and high product performance, which meets the trend of assembling an increased number of functions within one part in industries. The dissimilar materials concerned in the joining domain can be described as materials which are difficult to join together, either due to their individual chemical compositions or owing to large differences in physical properties [1]. According to the fundamental mechanism of joint formation, joining can be divided into three basic processes, that is, thermal, chemical, and mechanical joining processes. Among these joining processes, mechanical joining based on plastic deformation attracts much more attention because of its advantages in high material and energy utilization, especially in the good feasibility of joining dissimilar materials. During joining by forming processes, at least one component deforms plastically to obtain a form- and force-closed joint [2].
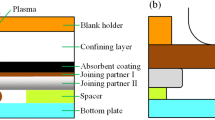
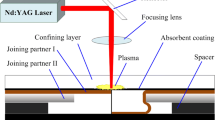
Laser shock hole-clinching is a novel mechanical joining process in which the shock wave pressure induced by a high-energy pulsed laser is employed as a punch. As shown in Fig. 1, the joining partner I deforms plastically under the shock wave pressure and flows into the pre-pierced hole in the joining partner II, and finally an interlock structure is formed [3]. This process is quite suitable for the joining of two dissimilar materials with significant differences in plasticity and strength. Like the conventional hole-clinching processes [4,5,6], the material with lower plasticity or higher strength is generally arranged for the joining partner II, and a piercing process is applied for the partner II prior to the clinching process.

Schematic diagram of laser shock hole-clinching process
Laser shock hole-clinching process originates from laser shock forming, and thus, the metal foils are joined together at the strain rate higher than 103/s [7]. Therefore, the formation of a shock wave pressure and basic compositions of the experimental apparatus in laser shock hole-clinching process are similar to those in laser shock forming. As illustrated in Fig. 1, a Nd:YAG laser is generally adopted to produce a beam with the laser power density up to 1012 W/m2 level. As the high-energy laser beam arrives in the target, a plasma with high pressure and temperature is immediately generated. After that, the rapid expansion of the plasma induces a shock wave, which propagates into the metal foil and further causes plastic deformation while the amplitude of the shock wave pressure reaches the yield strength of the material. In addition, an absorbent coating, such as black paint, ink, graphite, and aluminum foil, is usually adopted to interact with the pulsed laser instead of the metal foil, so the foils can be avoided by laser ablation. Another key component is the confining layer which locates above the absorbent coating. It can adjust the expansion direction of the plasma towards the metal foil in order to strengthen the shock wave pressure. Water and quartz glass are often chosen to act as the confining layer.
It is noted that the laser-induced shock wave pressure is employed to make metal foils join together in laser shock hole-clinching process, which shows significant differences in the physical principle compared with laser welding process. The joint is formed based on mechanical effect in laser shock hole-clinching process, while the couples are metallurgically joined in laser welding process [8]. Therefore, the challenge of low weldability for dissimilar thin metal sheets because of big gaps in material properties, such as melting point, thermal conductivity, and electrical resistivity, can be avoided [9, 10]. On the other side, the application of laser as a tool in laser shock hole-clinching process brings about the advantages of non-contact, flexibility, controllability, and high precision, and thus, the process is suitable for the common metallic materials. As a consequence, it is beneficial for the joining of dissimilar thin metal sheets widely required in mechanical, electronical, and energy-related components.
The feasibility of interlock formation by laser-induced shock wave pressure was firstly validated in an experimental research on laser shock deep drawing of aluminum foil with the thickness of 20 and 50 μm [11]. It is found that the interlock structure can be manufactured under the effect of laser-induced shock wave pressure, which promotes the further development of laser shock hole-clinching process. Nevertheless, fracture may occur at the bottom surface and the corner of the interlock due to the relatively complex material flowing and the unreasonable arrangement of process parameters, implying that the deformation evolution and process parameters effects may be different in comparison to laser shock forming [12]. Veenaas et al. [13] employed a TEA-CO2 laser to experimentally investigate the pressure distribution characteristics of the initiated shock wave. The measurements show that the ignition point of the TEA-CO2-laser-induced plasma is about 8 mm above the metal target surface, indicating that the choice of defocusing distance is important to obtain high-amplitude pressure during laser shock hole-clinching. A process window of spacer height and number of laser pulses was preliminarily established for the joining of aluminum and stainless steel [14]. It is concluded that the process window of key parameters is necessary to establish for different interconnected materials. Their further experiments explore that the first ten laser pulses can introduce relatively large plastic strains compared with those under subsequent pulses [15]. Wang et al. [16] verified the feasibility of a microclinching with cutting process for joining similar and dissimilar metal foils based on laser shock forming. By an ingenious design of die structure, the lower metal foil is cut off and then the upper foil flows into the die to form an interlock. The further experiments examined the effect of absorbent coating, soft punch, die depth, and pulsed laser energy on neck thickness and interlock value, suggesting that the reasonable arrangement of process parameters is critical to make the dissimilar materials joinable [17]. Ji et al. [18] carried out finite element analysis to understand the effect of laser energy and spacer height on the evolution of interlock between pure copper foil and pre-pierced stainless steel sheet. It is found that the feasibility of laser shock hole-clinching process is directly affected by laser energy and spacer height. In addition, the feasibility of joining two copper foils and one pre-pierced stainless steel sheet through laser shock hole-clinching process was investigated [19]. The experimental results confirm that three partners can be successfully joined together by sufficient laser pulses. Recently, a line interlock structure has been achieved through the incremental movement of laser pulses, which expands the application range of laser shock hole-clinching process [20]. Based upon the present researches, it is certain that laser shock hole-clinching process has characteristics of laser shock processing, clinching, and high velocity joining, and hence is suitable for the joining of dissimilar materials, especially in micro and meso ranges.
However, the recent work focuses on verifying the feasibility of different materials with various process parameters in laser shock hole-clinching, or attempting to search for the parameters by which the joint can be acquired without fracture. The influence of key process parameters on the forming quality of joints by laser shock hole-clinching is less concerned. It has been proved that some process parameters, such as laser power density, forming height, number of laser pulses, and initial grain size of metal foils, have a significant effect on the deformation characteristics in laser shock forming [21,22,23,24]. Therefore, both the interlock value and thickness distribution of joints under various process parameters are needed to be further studied since they affect the forming quality of joints and determine the connection strength [25]. In this sense, it is full of the importance to reveal the influence of process parameters on the forming quality of joints by laser shock hole-clinching through a detailed investigation.
In this study, the influence of laser power density, spacer height, number of laser pulse, and initial grain size of metal foils on the forming quality of Cu-Fe joints by laser shock hole-clinching was experimentally investigated. Pure copper foil of 30 μm in thickness and 304 stainless steel with the thickness of 100 μm were joined together under laser-induced shock wave pressure. The ultra-depth digital microscope and scanning electron microscope were adopted to analyze the surface morphology of joints. Process windows were established to determine a reasonable range of process parameters for obtaining qualified joints. The basic defect classification was identified based upon the examination of substandard joints. The influence of process parameters on the forming quality of joints in terms of interlock value and thinning rate distribution was systematically evaluated.
2 Experiments
2.1 Experimental setup
The experiments were conducted by a Nd:YAG laser system (Nimma-600, Beamtech Optronics Co., Ltd.) with the wavelength of 1064 nm and the pulse duration of 7.3 ns. The laser beam with Gaussian spatial distribution is transmitted to the metal surface by a series of reflectors and lenses. The spot diameter on the metal surface was 2 mm by adjusting the distance between the lens and the metal foil. The output energy was measured using a digital energy meter (FieldMaxII-TOP, Coherent). The pulse frequency was set to 1 Hz.
Optical quartz glass with the thickness of 3 mm was adopted to serve as the confining layer for its high light transmission and high mechanical strength. Ink was used as the absorbent coating, which contains carbon powders, organic promoters, and solvent. The choice of ink is because of its high efficiency of laser energy absorption and easy removal after clinching process. The ink was carefully pre-coated on the glass surface facing the metal foil, and the average thickness was about 80 μm. It is noted that part of the ink will be consumed due to its interaction with laser. Thus, after every five laser pulses were applied, the position of the quartz glass was adjusted a small displacement to insure the protection of ink.
The laser power density, spacer height, and number of laser pulses were especially concerned in the experiments. The range of each process parameter was firstly estimated based on a series of pre-experiments. According to the observations, the laser power density was selected of 4.34 × 1012, 5.09 × 1012, 5.81 × 1012, and 6.74 × 1012 W/m2 corresponding to the pulsed laser energy of 100, 115, 130, and 150 mJ. The spacer height was 50, 100, 150, 200, and 250 μm. The applied number of laser pulses was in the range of 1–70.
2.2 Specimen preparation
T2 pure copper foil with the thickness of 30 μm was chosen as the joining partner I. The as-received pure copper foil was annealed in a vacuum furnace at temperatures of 450, 600, and 750 °C for 1 h to obtain different initial grain sizes. Both the warming and cooling velocities were 5 °C/min. The average grain sizes in the thickness direction were measured using an optical microscope (GX51, Olympus) by the mean linear intercept method according to the ASTM E112 standard. Figure 2 presents microstructures of pure copper foil after different heat treatments. The initial grain size was 12, 18, and 27 μm on average, respectively.

Microstructures of pure copper foil after heat treatment: a 450 °C, 1 h; b 600 °C, 1 h; c 750 °C, 1 h
The 304 stainless steel with the thickness of 100 μm was used to act as the joining partner II. Before laser shock hole-clinching process, laser drilling with a fiber laser cutting machine (SF3015, Senfeng Laser Technology Co., Ltd.) was implemented to fabricate a hole with 2 mm in diameter in 304 sheet.
2.3 Inspection methods
After laser shock hole-clinching process, the joint was cut apart along the meridian plane, as illustrated in Fig. 3. In order to conveniently examine the interlock value and thickness distribution of joints, a cold mounting method was employed to prepare testing specimens. The dissected joint was vertically placed in a mounting cup, and then the mixture of epoxy resins and hardener was poured into the cup followed by curing. An ultra-depth digital microscope with a data processing software (DX-200, Shanghai Yongao Precision Instrument Co., Ltd.) was adopted to measure the interlock value of joints. Three specimens were detected for each process condition, and both the average value and deviation were calculated.

Preparation of specimens for inspection
In the pre-experiments, it is found that there was no obvious evidence of plastic deformation for the joining partner II among the applied process parameters, so only the deformation characteristics of the joining partner I were analyzed. Six points along the cross section were chosen to compare the changes of thickness before and after clinching process, as shown in Fig. 4. Point 1 represents the material outside the pre-pierced hole. Points 2 and 3 are located in the region in contact with the upper and lower corner of the joining partner II, respectively. Point 4 and 6 are situated in the corner and center of joint bottom, while point 5 lies in the middle position between point 4 and 6. All of thicknesses were measured by the DX-200 ultra-depth digital microscope.

Illustration of measured points for thickness
Since there are thickness deviations for different pure copper foils, it is reasonable to adopt the relative thickness to represent the changes instead of the absolute value. Moreover, it is noted that point 1 almost keeps its original thickness after clinching process due to the confinement of blank holder. Thus, the thinning rate η of points 2 to 6 can be expressed as
where H1 is the thickness of point 1 and is regarded as the original thickness of copper foil; Hi (i = 2–6) is the thickness of points 2 to 6 after clinching process.
In addition, it is worthwhile to examine the surface of joints to insure the non-thermal joining characteristic of laser shock hole-clinching process, especially the surface beneath the absorbent coating. Both the DX-200 ultra-depth digital microscope and scanning electron microscope (JSM-7800F, JEOL) were adopted to analyze the surface morphology of joints.
3 Results and discussion
3.1 Morphology analysis of clinched joint
After laser shock hole-clinching process, the residual ink splashed on the joint surface during laser-material interaction was removed using a heated ultrasonic cleaner, and then anhydrous alcohol was adopted to clean the joint surface. Figure 5 shows the morphology of the qualified clinched joint. The applied laser power density was 5.09 × 1012 W/m2 with 30 pulses. The initial grain size of pure copper foil was 18 μm, and the spacer height was 150 μm. As shown in Fig. 5a, a round joint has been successfully obtained under the given process conditions. In order to further examine the surface morphology of the joint, an amplified observation of the center of the surface facing laser beam was conducted. According to Fig. 5b, it is clear that the rolling marks still exist, and there is no any indication of laser ablation on the joint surface. Thus, it strongly suggests that the laser shock hole-clinching process is one of mechanical joining technologies and the laser-induced shock wave pressure is responsible for the formation of the joint. On the other side, it proves that the movement of quartz glass every five laser pulses is reasonable in order to maintain the protection from the absorbent coating. As a contrast, Fig. 6 presents the morphology of the clinched joint having been ablated. The corresponding process parameters are the same to those of Fig. 5, but the absorbent coating keeps its position among the exertion of 30 laser pulses. Figure 5 c shows the cross section morphology of the joint. It is manifest that an interlock structure with relatively uniform interlock values has been achieved.

Morphology of the clinched joint. a General view of the joint. b Amplification of the center of the joining partner I. c Cross section of the joint

Laser ablation of the joint. a General view of the joint. b Amplification of the center of the joining partner I
In order to understand the interlock development by multiple laser pulses, one of specimens was picked out after 1, 5, 15, 20, and 30 pulses, and its morphology of cross section was observed. Figure 7 presents the deformation evolution of the clinched joint with various laser pulses. The pure copper foil with the initial grain size of 12 μm was impacted by the laser power density of 5.09 × 1012 W/m2, and the adopted spacer height was 150 μm. As shown in Fig. 7(a), it can be seen that after one pulse, significant plastic deformation occurs and the pure copper foil is bulged along laser incident direction. It is noted that the deformed foil has touched the bottom plate, but it exhibits a rebound phenomenon due to the high-velocity collision with the bottom plate [26]. As laser pulses increase, the pure copper foil expands along the radial direction, resulting in the enlargement of the area of the pure copper foil contacting with the bottom plate, refer to Fig. 7b and c. Meanwhile, the angle between the wall and bottom of bulged specimens increases with the growing pulses, which also indicates the radial expansion of pure copper foil. While 20 pulses have been applied, it is noted that the angle approximates 90°, as seen in Fig. 7d. After that, the interlock begins to form through further plastic deformation as the laser pulse continuously increases until all of planned pulses have been exerted, as shown in Fig. 7e.

Formation of the clinched joint with various laser pulses: a 1; b 5; c 15; d 20; e 30
According to the deformation evolution of pure copper foil, it can be found that the laser shock hole-clinching process contains two basic stages, that is, confined bulging and interlock formation. In the confined bulging stage, the joining partner I deforms within a limited height and expands along the radial direction. While the interlock structure starts forming, it enters the second stage until all of arranged laser pulses have been imposed.
3.2 Establishment of process window
The process window is generally used to analyze the deformation behavior under different matching relationship of process parameters, and to seek suitable values for qualified parts. Figure 8 presents the process window of spacer height and laser power density. Pure copper foil with the initial grain size of 12 μm was adopted, and 30 laser pulses were exerted.

Process window of spacer height and laser power density
It can be seen that there are three categories of deformation behavior in Fig. 8, that is, no interlock, interlock, and fracture. Thus, the process window can be divided into three regions related to the corresponding behavior. While the laser power density is as low as 4.34 × 1012 W/m2, no interlock structure is successfully formed for all of spacer heights. In this case, only bulging forming happens, but it is not enough to achieve the necessary radial expansion. As the laser power density enhances, the spacer height which is able to form the interlock diminishes gradually. It is noted that although an interlock can be realized at 6.74 × 1012 W/m2 and 50 μm in spacer height, the interlock value is less than 2 μm. While both the too high laser power density and too large spacer height are applied, fracture occurs on pure copper foil due to excessive plastic deformation. Therefore, it is concluded that the laser power density lower than 6.74 × 1012 W/m2 with the spacer height of 100–200 μm is appropriate to obtain qualified joints for the given materials.
Figure 9 shows the process window of spacer height and number of laser pulse. The laser power density of 5.09 × 1012 W/m2 was applied on the pure copper foil of 12 μm in initial grain size. The window is also divided into three regions in relation to different deformation behavior.

Process window of spacer height and number of laser pulse
As shown in Fig. 9, while the spacer height is 50 μm, the effective interlock is unable to realize even though the number of laser pulse reaches 70. Note that the ratio of spacer height to thickness of the joining partner I is only 1.67 (50/30), which is too small to allow the pure copper foil to flow into the cavity. However, as the spacer height increases to 250 μm, it is found that the qualified joints are still not achieved, either because of incapable formation of interlock or due to premature fracture in the confined bulging stage. This result indicates that although the increase of spacer height can reduce the resistance for pure copper foil to flow into the cavity, the too long flowing distance along laser incident direction may be beyond its forming limit. Thus, in order to steadily accomplish the qualified joint, the ranges of 30–40 for number of laser pulse and 100–200 μm for spacer height are recommended.
Moreover, according to Figs. 8 and 9, it is noticeable that joining defects may appear while unreasonable process parameters are employed. Figure 10 presents the basic defect classification based upon the examination of substandard joints, which contains no interlock, nonuniform interlock, bottom and neck fracture. The defect of no interlock means that only bulging forming occurs after the process, as shown in Fig. 10a. It generally appears while too low laser power density, few laser pulses, or too large spacer height is applied. The nonuniform interlock refers to localized formation of interlock, which may be attributed to the uneven microstructure of foils. Figure 10 c gives the fracture morphology on the bottom surface of the joint, which often emerges after too many laser pulses have exerted. The amplification of typical regions in Fig. 10c shows that there are voids (Fig. 10d) and cracks (Fig. 10e) on the bottom surface, which are similar to those in laser shock forming [27]. The fracture on bottom corner usually takes place while a certain amount of interlock has been formed. In this case, the further radial expansion may lead to fracture in this location because of excessive thinning at the corner. The fracture on the neck of the joint is inclined to arise if too high laser power density or too large spacer height is applied.

Defect classification of the joint. a No interlock. b Nonuniform interlock. c Fracture on bottom surface. d Amplification of region 1 in c. e Amplification of region 2 in c. f Fracture on bottom corner. g fracture on neck
3.3 Effect of laser power density
Base upon the results of Fig. 8, laser power densities of 4.34 × 1012, 5.09 × 1012, and 5.81 × 1012 W/m2 were chosen to identify its effect on the forming quality of joints. Pure copper foil with initial grain size of 12 μm acts as the joining partner I. A total of 30 laser pulses were exerted and the spacer height was 150 μm. Note that there is no evident interlock at 4.34 × 1012 W/m2, but its thickness distribution can be used to understand the deformation characteristics of confined bulging forming stage.
Figure 11 presents the thinning rate distribution of the joint under various laser power densities. It is apparently seen that All of thicknesses at points 2–6 are reduced, indicating that plastic deformation occurs among the pure copper foil within the pre-pierced hole. Due to the fact that the material outside the pre-pierced hole is confined by the blank holder, it is concluded that the formation of the clinched joint is as a result of bulging forming. Moreover, as the laser power density is enhanced, the thinning rate becomes larger, especially at points 4–6. It suggests that more material in the bottom of pure copper foil participates in the formation of the joint.

Thinning rate distribution of the joint under various laser power densities
Figure 12 shows the interlock value under the given three laser power densities. Obviously, the higher laser power density makes for a larger interlock value, which is further beneficial for the joining strength. This trend is believed to be involved with the strengthened shock wave pressure induced by pulsed laser, resulting in the increase of the plastic deformation degree of pure copper foil. In the confined regime, the laser-induced shock wave pressure can be estimated by [28].
where Pmax is the peak value of shock wave pressure; a is the energy conversion coefficient usually regarded as 0.1; I0 is the applied laser power density; Z is the shock impedance related to the interaction between the metal foil Z1 and the confining overlay Z2, expressed as 2/Z = 1/Z1 + 1/Z2. In current research, the shock impedance of quartz glass and pure copper is 1.31 × 107 kg/m2 s and 4.18 × 107 kg/m2 s, respectively [29]. Thus, the calculated shock wave pressure is strengthened from 1.65 to 1.91 GPa while the laser power density is enhanced from 4.34 × 1012 to 5.81 × 1012 W/m2.

Interlock value under various laser power densities
Furthermore, it is noticeable that for the three laser power densities the location of the thinnest position is at point 2, that is, the region in contact with the upper corner of the joining partner II, as shown in Fig. 11. The extensive plastic deformation in this region is in connection with the force acting during clinching process. Figure 13 illustrates the force acting of the region in contact with the upper corner of the joining partner II. Due to the fact that the material outside the pre-pierced hole is confined under the clamping force from the blank holder and joining partner II, it is difficult for the material beneath the blank holder to flow into the pre-pierced hole. Thus, the material at point 2 undergoes bending and stretching forming by the pressures from both laser shock wave and small radius of the upper corner of the joining partner II. Large reduction tends to appear in this region, leading to the maximum thinning rate of the whole joint.

Force acting of the region in contact with the upper corner of the joining partner II
3.4 Effect of number of laser pulse
According to Fig. 9, the clinched joints after 30, 35, and 40 pulses were examined to explore the effect of number of laser pulse. The pure copper foil of 12 μm in initial grain size was deformed with the laser power density of 5.09 × 1012 W/m2 and the spacer height of 150 μm. Figures 14 and 15 present the thinning rate distribution and interlock value with different number of laser pulse.

Thinning rate distribution of the joint with different number of laser pulse

Interlock value with different number of laser pulse
As shown in Fig. 14, it can be seen that the thinnest region of three pulses also locates at point 2, but the difference is not evident. In addition, as the applied laser pulses increase, it is noted that the thinning rate at points 3–6 has an upgrade, especially after 40 pulses. Thus, it indicates that in the interlock formation stage, the development of interlock is mainly due to the thickness reduction of the material below the lower corner of the joining partner II.
The interlock value presents an approximate linear growth with the increase of laser pulse, as seen in Fig. 15. However, the thickness of the joint is reduced at the same time in reference to Fig. 14, which may bring about the decline of carrying capacity and raise the risk of fracture. Thus, the reasonable number of laser pulse should be determined by the corresponding process window and joint morphology for specific materials.
3.5 Effect of initial grain size
In order to identify the grain size effect on the forming quality of joints, pure copper foils with three initial grain sizes of 12, 18, and 27 μm were prepared in advance. The laser power density of 4.34 × 1012 W/m2 with a total number of 30 pulses was exerted and the spacer height was 150 μm.
Figure 16 presents the thinning rate distribution of the joint with various initial grain sizes. The thinnest position still locates at point 2, indicating that the material in this region is mainly affected by the two pressures from shock wave and the upper corner. However, it is noted that while the grain size enlarges to 27 μm, the thinning rate at point 4 increases to 24.50%, which is slightly less than the value at point 2 (29.12%). According to Fig. 7, the material at point 4 expands along the radial direction under multiple laser pulses. Though this part of material suffers from the friction effect of bottom plate, there is no other limitation along the radial direction. On the other side, the yield strength may become lower due to the well-known Hall-Petch relationship as the grain size gets larger. Thus, the material at point 4 with coarse grains is more liable to flow, resulting in larger plastic deformation.

Thinning rate distribution of the joint with various initial grain sizes
The effect of initial grain size on the interlock value of joints is shown in Fig. 17. It can be seen that the initial grain size of the joining partner I has a major impact on the formation of the clinched joint. The interlock value increases significantly as the enlargement of the grain size, but the deviation also becomes greater. As seen in Fig. 2c, there is only one or two grains located in the thickness of pure copper foil of 27 μm. In this case, the mechanical properties of the individual grains play the dominant role during the clinching process, so the plastic deformation is deeply influenced by the location, size and orientation of individual grains [30]. As a consequence, compared with the foil with fine grains, inhomogeneous plastic deformation tends to occur for the metal foil with coarse grains, leading to large deviation in interlock value.

Interlock value with various initial grain sizes
3.6 Effect of spacer height
According to the results in Figs. 8 and 9, the spacer height of 100, 150, and 200 μm was adopted to explore its effect on forming quality. The pure copper foil of 12 μm in initial grain size was impacted under the laser power density of 5.09 × 1012 W/m2 and 30 laser pulses. Figure 18 shows the thinning rate distribution of the joint with different spacer heights. It can be seen that for the spacer height of 100 and 150 μm, the thinnest position still locates at point 2, whereas the thinnest position lies in point 5 of 200 μm in spacer height. In addition, the thinning rate at points 5 and 6 increases significantly as the spacer height rises from 100 to 200 μm. This trend implies that the plastic deformation behavior of pure copper foil has changed due to the variance in spacer height. This change is also reflected through the interlock value with different spacer heights, as shown in Fig. 19. It is noted that the largest interlock value appears at 150 μm, and the value diminishes while the spacer height rises up to 200 μm.

Thinning rate distribution of the joint with different spacer heights

Interlock value with different spacer heights
It is noticeable that the pure copper foil needs to travel along the hole wall of stainless steel prior to forming an interlock, as shown in Fig. 7. Thus, the height of the clinched joint is determined by both the thickness of the joining partner II and spacer height. In order to identify the effect of space height on the deformation behavior of the joining partner I, the ratio of the spacer height to the thickness of the joining partner II is concerned, denoted as γ. For the given three spacer heights, there are two types of the ratio considering the 304 stainless steel of 100 μm in thickness, that is, γ = 1 and γ > 1, as illustrated in Fig. 20. It is apparently seen that while the spacer height is more than the thickness of the joining partner II, a larger displacement along laser incident direction is needed to contact with the bottom plate for the joining partner I. Thus, the deformation amount of the confined bulging forming becomes greater, resulting in the increased reduction of the thickness. While the joining partner I starts to form an interlock, it brings about a further thinning of the thickness, especially in the bottom. As a result, the thinning rate at points 5 and 6 increases significantly and even the thinnest point may appear in this region. Based upon Figs. 8, 9, 18, and 19, it can be concluded that both too small and too large spacer height have an adverse effect on the forming quality of the clinched joint. The spacer height equaling to the thickness of the joining partner II is recommended.

Illustration of the ratio of the spacer height to the thickness of the joining partner II. a γ = 1. b γ > 1
4 Conclusions
In this paper, the effect of laser power density, spacer height, number of laser pulse, and initial grain size of metal foils on the forming quality of Cu-Fe joints by laser shock hole-clinching was experimentally investigated. The characteristics of interlock value and thinning rate distribution under various process parameters were examined. The following conclusions are drawn from this research:
-
1.
Laser shock hole-clinching process is divided into the confined bulging and interlock formation stages. The joining partner I deforms within a limited height and then expands along the radial direction during the confined bulging stage. While the interlock structure starts forming, it enters the second stage until all of arranged laser pulses have been imposed.
-
2.
Process windows of spacer height and laser power density as well as spacer height and number of laser pulse are established. Based upon the examination of substandard joints, the defects in laser shock hole-clinching process are classified which contains no interlock, nonuniform interlock, bottom and neck fracture.
-
3.
As the laser power density and number of laser pulse are increased, both the thinning rate and interlock value become larger. For the concerned laser power densities, the thinnest position of joints locates at the region in contact with the upper corner of the joining partner II in which extensive plastic deformation occurs related to the force acting during clinching process.
-
4.
The initial grain size of the joining partner I has a major impact on the formation of the clinched joint. The interlock value increases significantly as the enlargement of the grain size, whereas the deviation also becomes greater due to the inhomogeneous plastic deformation for the metal foil with coarse grains.
-
5.
The ratio of the spacer height to the thickness of the joining partner II affects the thinning rate distribution and interlock value of joints. Both too small and too large spacer height have an adverse effect on the forming quality of the clinched joint. The spacer height equaling to the thickness of the joining partner II is recommended within the given parameters.
Additionally, the present research focuses on the influence of key process parameters on the forming quality of Cu-Fe joints by laser shock hole-clinching. Besides the characteristics of interlock value and thinning rate distribution of joints, the effect of process parameters on fracture behavior and joining strength also needs to be concerned, and will be studied in the further work. Moreover, the comprehensive adjustment of process parameters through the application of optimization techniques will be discussed to obtain clinched joints with excellent forming quality.
References
Martinsen K, Hu SJ, Carlson BE (2015) Joining of dissimilar materials. CIRP Ann-Manuf Technol 64:679–699
Groche P, Wohletz S, Brenneis M, Pabst C, Resch F (2014) Joining by forming – a review on joint mechanisms, applications and future trends. J Mater Process Technol 214:1972–1994
Ji Z, Liu R, Wang DG, Zhang MH, Su QC (2008) A micro clinching method and its device for joining ultrathin sheets with pulsed laser. Chinese Patent ZL200810014018.1
Wen T, Huang Q, Liu Q, Ou WX, Zhang S (2016) Joining different metallic sheets without protrusion by flat hole clinching process. Int J Adv Manuf Technol 85:217–225
Lee CJ, Lee JM, Ryu HY, Lee KH, Kim BM, Ko DC (2014) Design of hole-clinching process for joining of dissimilar materials – Al6061-T4 alloy with DP780 steel, hot-pressed 22MnB5 steel, and carbon fiber reinforced plastic. J Mater Process Technol 214:2169–2178
Hörhold R, Müller M, Merklein M, Meschut G (2016) Mechanical properties of an innovative shear-clinching technology for ultra-high-strength steel and aluminium in lightweight car body structures. Weld World 60:613–620
Gao H, Hu YW, Xuan Y, Li J, Yang YL, Martinez RV, Li CY, Luo J, Qi MH, Cheng GJ (2014) Large-scale nanoshaping of ultrasmooth 3D crystalline metallic structures. Science 346:1352–1356
Lerra F, Ascari A, Fortunato A (2019) The influence of laser pulse shape and separation distance on dissimilar welding of Al and Cu films. J Manuf Process 45:331–339
Shi WQ, Huang J, Xie YP, Li YQ, An FJ (2017) Laser micro-welding technology for Cu-Al dissimilar metals and mechanisms of weld defect formation. Int J Adv Manuf Technol 93:4197–4201
Chen YH, Mao YQ, Lu WW, He P (2017) Investigation of welding crack in micro laser welded NiTiNb shape memory alloy and Ti6A14V alloy dissimilar metals joints. Opt Laser Technol 91:197–202
Wielage H, Vollertsen F (2011) Undercuts by laser shock forming, 14th International ESAFORM Conference on Material Forming. Belfast, United Kingdom, pp 1309–1312
Wielage H, Vollertsen F (2011) Analysis of fracture behavior in plastic shaping by laser shock forming, 10th International Conference on Technology of Plasticity. Aachen, Germany: 1–4
Veenaas S, Wielage H, Vollertsen F (2014) Joining by laser shock forming: realization and acting pressures. Prod Eng Res Devel 8:283–290
Veenaas S, Vollertsen F (2014) High speed joining process by laser shock forming for the micro range. 6th International Conference on High Speed Forming, Daejeon, Korea: 97-105
Veenaas S, Vollertsen F (2015) Forming behavior during joining by laser induced shock waves. Key Eng Mater 651-653:1451–1456
Wang X, Li C, Ma YJ, Shen ZB, Sun XQ, Sha CF, Gao S, Li LY, Liu HX (2016) An experimental study on micro clinching of metal foils with cutting by laser shock forming. Materials 9:571
Wang X, Li XD, Li C, Shen ZB, Ma YJ, Liu HX (2018) Laser shock micro clinching of Al/cu. J Mater Process Technol 258:200–210
Wang XY, Ji Z, Wang JF, You SX, Zheng C, Liu R (2018) An experimental and numerical study on laser shock clinching for joining copper foil and perforated stainless steel sheet. J Mater Process Technol 258:155–164
Wang XY, Ji Z, Liu R, Zheng C (2018) Making interlock by laser shock forming. Opt Laser Technol 107:331–336
You SX, Wang XY, Ji Z, Zheng C, Zhang GF, Liu R (2019) Making line undercut structure by incremental laser shock forming. Int J Precis Eng Manuf 20:1289–1296
Li XD, Wang X, Shen ZB, Ma YJ, Liu HX (2019) An experimental study on micro-shear clinching of metal foils by laser shock. Materials 12:1422
Li J, Cheng GJ (2010) Multiple-pulse laser dynamic forming of metallic thin films for microscale three dimensional shapes. J Appl Phys 108:013107
Wang X, Ma YJ, Shen ZB, Gu YX, Zhang D, Qiu TB, Liu HX (2015) Size effects on formability in microscale laser dynamic forming of copper foil. J Mater Process Technol 220:173–183
Abe Y, Kato T, Mori K, Nishino S (2014) Mechanical clinching of ultra-high strength steel sheets and strength of joints. J Mater Process Technol 214:2112–2118
Eshtayeh M, Hrairi M (2016) Multi objective optimization of clinching joints quality using Grey-based Taguchi method. Int J Adv Manuf Technol 87:233–249
Shen ZB, Zhang DJ, Liu HX, Wang X, Ma YJ (2019) Reducing the rebound effect in micro-scale laser dynamic flexible forming through using plasticine as pressure-carrying medium. Int J Mach Tools Manuf 141:1–18
Ye YX, Xuan T, Lian ZC, Feng YY, Hua XJ (2015) Investigation of the crater-like microdefects induced by laser shock processing with aluminum foil as absorbent layer. Appl Surf Sci 339:75–84
Fabbro R, Fournier J, Ballard P, Devaux D, Virmont J (1990) Physical study of laser-produced plasma in confined geometry. J Appl Phys 68:775–784
Zheng C, Pan CD, Tian ZR, Zhao XH, Zhao GQ, Ji Z, Song LB (2020) Laser shock induced incremental forming of pure copper foil and its deformation behavior. Opt Laser Technol 121:105785
Zheng C, Zhang X, Liu Z, Ji Z, Yu X, Song LB (2018) Investigation on initial grain size and laser power density effects in laser shock bulging of copper foil. Int J Adv Manuf Technol 96:1483–1496
Acknowledgments
This work is supported by the National Natural Science Foundation of China (No. 51205232), Natural Science Foundation of Shandong Province (No. ZR2017BEE006), and the Fundamental Research Funds of Shandong University (2018JC042).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zheng, C., Zhang, Y., Zhao, G. et al. Influence of process parameters on forming quality of Cu-Fe joints by laser shock hole-clinching. Int J Adv Manuf Technol 110, 887–898 (2020). https://doi.org/10.1007/s00170-020-05915-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05915-5