
Abstract
The enhancement of the surface quality measures is still attracting great research attentions in electrical discharge machining. In the present investigation, an analysis was made to improve the surface performance measures in EDM process with different tool electrodes such as titanium, copper, and graphite electrodes under dielectric medium mixed with micro size titanium particles. The surface roughness, hardness, white layer thickness, crack formation, and surface topography were considered as surface quality measures. From the experimental investigation, it has been observed that surface hardness could be improved significantly with titanium powder-mixed dielectric medium due to its ability of changing conductivity of machining zone with copper tool electrode. The electrical and thermal conductivity of tool electrode and powder materials can strongly affect the quality of the machined surface in EDM process.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Electrical discharge machining (EDM) utilizes the thermal energy by the electrical discharge sparks in EDM process which impacts continuously and periodically on the machined surface [1]. The materials from work piece and tool electrode are melted and evaporated continuously during machining process. The resolidified particles are ejected from the machining zone by allowing the pressurized dielectric medium across it for the proper deionization [2]. It can also affect the thermal and electrical conductivity of the plasma produced during the machining zone. The characteristics of the dielectric medium can affect the craters, micro-cracks, and white layer thickness [3]. The quality of the surface layer was assessed by the criteria including surface roughness (Ra), hardness (HV), average white layer thickness (WLT), heat-affected zone (HAZ), and micro-crack density (MCD) [4]. If the surface quality is not better means, it needs to be fine processed again [5,6,7]. This has led to a significant increase in machining costs and wear of the tool material. Hence, the improving surface layer quality in the EDM process is still a matter of concern [8].
The surface quality in EDM process can be influenced by many factors including electrical parameters, electrode materials, workpiece materials, and dielectric fluid [9, 10]. The various factors such as current (I), pulse-on time (Ton), and pulse-off time (Toff) considerably affect the surface quality in EDM process. The depth of the recast layer can also be affected by these parameters. It is very difficult to improve the surface quality by adjusting electrical parameters in EDM process. It is also highly tedious to remove the white layer on the machining surface after EDM process. However, the depth can be reduced to improve the surface quality. The different tool electrodes and polarity can also influence the surface performance measures in EDM process due to its electrical resistivity, thermal conductivity, and melting temperatures of the tool electrodes [11, 12]. The surface quality of the machined workpiece is also affected by tool wear rate (TWR) which is strongly influenced by the specific gravity, tensile strength, electrical conductivity, and melting temperature of electrode materials [13,14,15,16]. Copper tool electrode can provide the better surface topography of machined surface in EDM process compared with iron, brass, and copper-tungsten tool electrode due to its conductive characteristics [17]. The crater size over the machined surface using copper electrode was smaller 3 times and 2.6 times than as that of iron and brass tool electrodes, respectively. It was observed that the Cu electrode could produce better surface quality measures with lower WLT than zinc and brass electrode on machining Ti-5Al-2.5Sn alloy [18]. The coated electrodes could alter the surface morphology of machined specimens in EDM and wire EDM process [19, 20]. The electrode material characteristics including density, melting temperature, and thermal conductivity have a significant influence on EDM machining efficiency. The water-diluted dielectric fluid will produce higher productivity than the oil dielectric fluid in EDM process with lower surface quality [21, 22]. More oxygen and hydrogen atoms have been penetrated into the surface layer of machined AISI 304 steel using EDM with under diluted dielectric fluid. The crater size is mainly influenced by the factors including pulse-on time, pulse power, and radius of plasma channel [23, 24]. The factors such as resistivity, conductivity, energy distribution in plasma channel, and electrode surface have a significant influence on the formation process of crater on the machined surface [25]. The lower hardness of machined AISI H13 in EDM process with copper electrode was observed due to the higher white layer thickness [26]. The craters are spherical in shape and it could be determined by the half size and depth of the crater [27]. The heat energy will impact the machined surface more to increase the WLT [28]. The length and distribution of micro-cracks depend on the thermal conductivity of the workpiece [29]. The surface of machined titanium in EDM using brass electrode with deionized water dielectric fluid could produce TiO2, Ti2O3, Fe2Ti4O, TiC, and Cu3TiO4 components [30]. The TiC electrode could produce higher hardness on machining SC45 steel, since it could produce Tic layer [31]. The surface quality of the machined surface in EDM while machining SKD11 die steel with WC, WC/CoP/M, and WC/Co electrodes could also produce the similar results [32,33,34]. However, making the complex shape electrodes with such materials is very difficult. The micro-cracks and voids that appeared in white layer can be reduced with PMEDM process on machining H13 steel [35] due to the ability of producing carbide particles. The WLT of machined surface could be affected by electrode material and nature of the powder mixed in dielectric fluid in PMEDM process [36]. Tungsten carbide tool electrode could provide lower surface roughness with higher surface hardness in EDM process [37, 38]. The size of powder material can also modify the depth of WLT which can change the HV of machined surface in EDM process. The graphite powder produces larger crater radius owing to the higher thermal energy of each spark over the workpiece [39]. The surface hardness of various mold steels such as D3, H13, and D6 has been significantly improved by PMEDM using Mn, Al, and Al-Mn powders. The size of the powder materials can strongly affect HV of machined specimens [40]. A composite layer has been created over the machined surface due to the penetration of significant amount of powder materials and thus contributed to significantly improve its mechanical properties [41]. A layer of nitrite was found over the machined AISI 4140 steel surface with Cu and graphite electrode, under the mixture of urea and deionized water [42]. The HV of H13 steel surface after PMEDM using molybdenum powder has been increased by approximately 4 times, and many fine alloys have been formed on machined surfaces such as Fe-Mo, MoxC, and Mo crystalline phases detected [43]. Al2O3 powder mixed in dielectric solution has contributed to improve MRR, SR, and HV of the machining surface after EDM [44]. WLT is approximately equal to that of traditional EDM; particle adhesion and microscopic cracks are significantly reduced compared to that in EDM. The effectiveness of powders such as Al, SiC, and Al2O3-mixed dielectric fluid could modify the various quality measures of material removal rate (MRR), TWR, and over cutin an efficient manner [45,46,47,48]. It was found that the size of the powders mixed with dielectric medium can further alter the effectiveness of the PMEDM process.
From the detailed investigation, it was inferred that only very few research attention was provided to study the effects of tool electrodes, size, and materials of the powders on performance measures in PMEDM process. In the present study, a research endeavor has been made to analyze the effect of the influence micron size powders and the electrode materials on the machined surface quality measures topography, micro-cracks, particles, WLT, Ra, and HV such as using EDM and PMEDM process.
2 Materials and methods
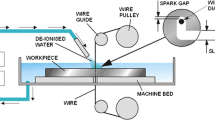
SKD61 die steel specimens with sample size of 45 × 27 × 10 mm were selected for the present study. This type of steel is normally utilized to make hot stamping dies with complex shapes for the manufacturing applications. The machining experiments have been performed using AG40L electrical discharge machine (Sodick, USA) as shown in Fig. 1. The EDM drilling experiments have been performed to make 50-mm blind holes over the specimens. The titanium powder particles have been chosen based on the electrical and thermal conductivity. The particles with average size of 45 μm were mixed with HD-11 oil dielectric fluid under the powder concentration of 4 g/l. The copper (Cu), graphite (Gr), and titanium (Ti) tool electrodes have been utilized with diameter of 22 mm based on the diverse nature of electrical and thermal conductivity as shown in Table 1. The experimental investigations have been conducted under constant input process parameter combinations of discharge current (I = 6A), peak voltage (U = 50 V), pulse-on time (Ton = 20 μs), pulse-off time (Toff = 57 μs), and flushing pressure (Pf = 10 l/min) with positive polarity tool electrode that is positive. The surface roughness (Ra), hardness (HV), and surface topography have been chosen as performance quality measures in both EDM and PMEDM process. The surface roughness of machined specimens was measured using a strain gauge transducer contact Mitutoyo SJ-310 surface roughness tester with cutoff length 0.8 mm. The HV was measured using Indenta Met 1106 model micro-hardness tester (Buehler, USA) with applied load of 0.5 kg. The average white layer thickness has been computed as reported by Muthuramalingam [49]. The surface topography of machined surface was evaluated using an Axiovert 40MAT model optical microscopy (OPM) apparatus (Carl Zeiss, Germany) and scanning electron microscope (SEM).

Experimental arrangement of PMEDM process
3 Results and discussion
3.1 Influence of micro Ti powder and electrode on craters of machined surface
When the workpiece material is melted and evaporated by sparks and cooled rapidly by the dielectric fluid during machining process, the craters are formed with the shape of spherical concave. The diameter and depth of the craters depend on the thermal energy of the sparks. As the heat energy of the spark increases, the diameter and depth of the craters are also increased. The number of craters depends on the number of sparks generated per supply cycle.
Figures 2 and 3 show the size and distribution of the craters over the machined surface in conventional EDM and PMEDM process using different tool electrodes. The machined surface has many craters under random distribution on the machined surface. The tiny craters were observed with copper electrode both in EDM and PMEDM than Gr and Ti electrode owing to its electrical conductivity. Nevertheless, the Ti electrode could produce larger crater size. However, the larger number of craters has been observed with Cu electrode than other electrodes owing to the electrical and thermal conductivity. The higher electrical and thermal conductivity of the electrode material could affect the dielectric breakdown of the insulating medium and plasma energy during EDM process [3, 29]. Since it could increase frequency of discharge pulses, it could further reduce the arc discharge and short circuit during the material removal in EDM and PMEDM.

Crater distribution on machined surface in EDM

Crater distribution on machined surface in PMEDM
The high thermal conductivity of the electrode causes the lower heat across the discharge gap between electrode and workpiece. Hence, it could reduce the thermal energy of electrical sparks. Hence, the applied electrical energy to convert into thermal energy could split into many sparks with lower thermal energy per spark [11]. Hence, the lower thermal energy has produced larger amount of tiny craters. The lower thermal conductivity of Ti electrode could puncture the solvent than the other electrode [15]. Hence, the larger size of the craters was observed with Ti electrode. The high thermal conductivity of the electrode material could increase the heat dissipation rate at the discharge gap [10]. When the lower thermal conductivity of electrode material can increase the local heat, the machined surface appeared with larger craters. Hence, the high electrical conductivity of the copper electrode makes crater formation as easier with the lower energy of sparks [11]. As the higher electrical conductivity could reduce radius of the plasma channel due to the lower spark energy, it could produce many tiny sparks [20].
The heat generated in the discharge gap can be effectively controlled by electrical conductivity of the dielectric fluid for improving the quality of the machined surface [13]. Hence, the nature of the powders mixed in dielectric medium could also affect the material removal mechanism in EDM process. As compared with EDM process, the number of craters produced has been increased significantly with the tiny craters as shown in Fig. 2. Hence, the lower diameter and depth of the craters on the machined surface were observed in PMEDM than conventional EDM process [50]. When Ti powder has been mixed into dielectric fluid in EDM, the discharge bridge has been increased. Hence, the number of sparks was significantly increased, since pulse energy of each electrical discharge is divided into many smaller energy pulses. Therefore, uniformly distributed tiny craters were observed over the machined surface. This uniform distribution of tool electrodes could produce tiny craters with concave shape. Hence, the lower surface roughness has been observed with copper electrode in PMEDM process. These craters with concave shape on the machined surface have been facilitated with the ability to contain lubricant at the surface of workpiece. The curved top and bottom of the craters could reduce the stress concentration during the machining process, and the work ability of parts has been improved.
3.2 Influence of micro Ti powder and electrode on particles’ shape and size
The shape, size, and number of particles adhering to the machined surface affect the surface finish in EDM process [51]. Hence, it is essential to study the formation of particles adhering to the machined surface that can contribute to improve the surface quality of the product. It could contribute to reduce the cost of the further finishing process for improving surface quality. The particles can be irregular in shape such as round, spherical, and sharp edges as shown in Figs. 4 and 5. The tool electrode, workpiece material, and titanium powder are melted and evaporated owing to the thermal energy of electrical sparks formed across the machining zone. The melted particles have been quickly cooled by a dielectric fluid. Some of these particles had been adhered on the machined surface as white layer (or) recast layer. This layer has been affected by the external surface tension of the dielectric fluid which could form the surface of the particles as a radius of circular, spherical, and irregular shape. The electrical and thermal conductivity of electrode material could affect the melted and evaporated particles due to the spark energy [38]. The higher the conductivity and thermal conductivity could reduce the spark energy and thus reduce the particle size. The lower particle size on the machined surface was observed with Cu electrode in EDM and PMEDM due to its higher thermal and electrical conductivity than other electrodes. Nevertheless, the Ti electrode could produce larger size of particles as shown in Fig. 5.

Particle adhesion with machined surface in EDM

Particle adhesion with machined surface in PMEDM
Since Ti powder-mixed dielectric fluid could increase the number of sparks with lower energy spark per pulse, the number of particles could also be reduced with rounded and spherical shapes. The powder-mixed dielectric fluid could increase the size of discharge gap. Thus, the chips in the discharge gap have been pushed out more easily. Therefore, the amount of the melted and evaporated material was reduced on the machined surface. However, the higher micro-particles were observed with PMEDM than EDM, since the part of Ti powder has been deposited and adhered to the machined surface. These micro-particles have produced the smaller adhesion forces as compared with adhesion of spherical particles to the machined surface. Hence, the micro-particles have been easily removed from the machined surface.
3.3 Influence of micro Ti powder and electrode on surface roughness
In EDM process, the surface roughness (Ra) is influenced by crater size and the particles adhering to the machined surface. The electrical and thermal conductivity of electrode material and dielectric medium has a significant effect on crater size and the particle adhesion. The tool electrode with higher conductivity could reduce the surface roughness, since it could produce uniformly distributed tiny craters and lower particle adhesion. The similar mechanism could happen with titanium-mixed dielectric medium in EDM process. Figure 6 shows the surface roughness comparison of the machined surface in EDM and PMEDM with different tool electrodes. It was observed that the copper tool electrode could produce lower surface roughness due to its higher conductivity nature than other two electrodes. Since the powders can improve the electrical conductivity in the machining zone, the Ti-mixed dielectric fluid could further reduce the surface roughness of the machined surface in EDM process. Hence, it was proven that the copper tool electrode with Ti powder-mixed dielectric medium could considerably increase the surface finish of the machined surface in EDM process.

Surface roughness comparison of machined surface in EDM and PMEDM
3.4 Influence of micro Ti powder and electrode on formation micro cracks
The micro-crack formation over the machined surface in conventional EDM and PMEDM process using different tool electrodes are shown Figs. 7 and 8. The rapid and constant occurrence of the heating due to the discharge sparks and quick cooling by the dielectric fluid and some residual stress is developed over the machined surface of the work piece material. This creates micro-cracks over the machined surface using EDM process. The size and number of micro-cracks depend on the heat energy distribution over the machined surface. This heat distribution could be determined by the electrical and thermal conductivity of the electrodes and the disrupt energy across the insulation of the dielectric fluid. Therefore, the number and the dimensions of the micro-cracks can be determined by the tool electrodes and the dielectric medium. The high thermal conductivity of the electrodes and powders causes the lower impact temperature on the workpiece surface for reducing the size of the cracks. The higher electrical conductivity of the electrode makes the optimal spark formation with higher occurrence of sparks and lower thermal energy. Hence, the copper tool electrode could produce higher number of micro-cracks with smaller size over the machined surface as observed in Fig. 7. However, the copper and Ti tool electrode could produce larger micro-cracks as compared with copper tool electrode owing to its lower electrical conductivity. This concentration of heat with Ti electrode could produce the local spark discharge at some points on the electrode locally and cause heat distortion locally over the machined surface.

Cracks of machined surface after EDM

Cracks of machined surface after PMEDM using titanium
The powder-mixed dielectric fluid can cause to modify the discharge bridge. Hence, the released pulse energy has been divided into many smaller parts of the pulse energy with uniform distribution on the machined surface. The higher number of smaller micro-cracks could appear over the machined surface in PMEDM process with uniform distribution as shown in Fig. 8. The lower disrupt energy of Ti-mixed dielectric fluid creates better formation of sparks with lower heat energy per spark. The larger micro-cracks could affect the fatigue condition of the machined surface in EDM process. However, the small cracks can increase lubrication storage capacity on the machined surface of products. Hence, it has contributed to improve the abrasion resistance of the working surface of products.
3.5 Influence of micro Ti powder and electrode on white layer thickness
The white layer thickness (WLT) over the machined surface in conventional EDM and PMEDM process using different tool electrodes are shown in Figs. 9 and 10. The white layer (or) recast layer is formed over the machined surface by resolidification of melted particles of workpiece, tool electrode, and the workpiece. This layer is also due to the adhesion of melted powder and dielectric fluid substances. The depth and nature of this layer can contribute to the surface quality of the machined specimens. The electrical and thermal conductivity of electrode materials and dielectric medium can affect the distribution and depth of the white layer on the machined surface. The good thermal conductivity has produced the lower heat in the machined area. Since it has reduced the amount of resolidified particles, it could reduce the depth of the WLT in EDM process. The higher electrical conductivity of the electrode can modify the spark formation during the machining process. It can also uniformly distribute the more sparks with lower energy density of sparks on the machined surface. The WLT of Cu electrode was uniform and smaller in size due to its higher electrical and thermal conductivity. Nevertheless, Ti and Gr tool electrode could produce larger depth of WLT under random size distribution. The smaller depth of white layer with uniform distribution has been observed with Cu tool electrode and Ti powder-mixed dielectric medium due to higher electrical and thermal conductivity of materials as shown in Fig. 10. The uniformity of the white layer can enhance the surface quality and reduce the subsequent finishing cost.

White layer thickness of machined surface after EDM

White layer thickness of machined surface after PMEDM using Ti powder
3.6 Influence of micro Ti powder and electrode on surface hardness
Since the surface hardness (HV) is the top layer of the machined surface, the white layer has the dominant role on determining surface hardness in EDM process. Figure 11 shows that the HV of the white layer in EDM with Cu and Gr electrode is smaller than base metal. This is due to the significant amount penetration of Cu, carbon of electrode, and dielectric fluid into the white layer. The EDS and XRD analysis of the machined surface in EDM and PMEDM process using different tool electrodes are shown in Figs. 12, 13, 14, 15, 16, and 17. The higher percentages of Cu and C in the white layer have been found as shown in Figs. 12 and 13. The percentage of carbon in the white layer with Gr electrode was higher since the carbon from electrode and dielectric fluid has been penetrated into the surface layer. The various components of electrodes, such as Fe, Fe3C, F7C3, Mo3C2, and V8C7, have also been observed. However, the lower hardness of the white layer was observed due to the structure and the composition of austenite steel in the formed white layer [23]. Nevertheless, the higher hardness of the white layer was observed with Ti electrode in PMEDM process. This is due to significant largest penetration of melted Ti electrode and powder into the machined surface. Ti from substrate could react with the carbon cracking from the dielectric fluid and created TiC as shown in the figures. This has significantly improved the mechanical properties of the machined surface.

Surface hardness comparison of machined surface in EDM and PMEDM

EDS and XRD analysis of WLT in EDM with Cu electrode

EDS and XRD analysis of WLT in EDM with Gr electrode

EDS and XRD analysis of WLT in EDM with Ti electrode

EDS and XRD analysis of WLT in PMEDM with Cu electrode

EDS and XRD analysis of WLT in PMEDM with Gr electrode

EDS and XRD analysis of WLT in PMEDM with Ti electrode
4 Conclusion
In the present study, an investigation was made to analyze the effects of tool electrodes and powder on the surface performance measures in EDM process under dielectric medium mixed with micro size titanium powders. From the experimental investigation, the following conclusions have been made.
-
The electrical and thermal conductivity of tool electrode and powder materials can strongly affect the quality of the machined surface in EDM process.
-
The copper tool electrode produces better surface finish with Ti powder-mixed EDM process due to uniformly distributed tiny craters by higher electrical and thermal conductivity.
-
Ti powder-mixed EDM process creates uniformly distributed white layer with copper tool electrode and micro-particles owing to the smaller adhesion forces.
-
The hardness of the machined surface can be significantly improved in PMEDM using Ti powder.
References
GianlucaD’Urso CR (2016) The effects of electrode size and discharged power on micro-electro-discharge machining drilling of stainless steel. Adv Mechl Eng 8(5):1–12. https://doi.org/10.1177/1687814016648646
SujoyChakraborty SK, Dey V, Ghosh SK (2018) The phenomenon of surface modification by electro-discharge coating process: a review, 1830003. Surf Rev Lett, 25:5, 1830003. https://doi.org/10.1142/S0218625X18300034
Shard A, Shikha D, Gupta V, Garg MP (2018) Effect of B4C abrasive mixed into dielectric fluid on electrical discharge machining. J Braz Soc Mech Sci Eng 40:554. https://doi.org/10.1007/s40430-018-1474-0
Prihandana GS, Mahardika M, Sriani T (2020) Review micromachining in powder-mixed micro electrical discharge machining. Appl Sci 10:3795. https://doi.org/10.3390/app10113795
Lopes JC, Garcia MV, SilveiraVolpato R, de Mello HJ, Ribeiro FSF, de Angelo Sanchez LE, de Oliveira Rocha K, Neto LD, Aguiar PR, Bianchi EC (2019) Application of MQL technique using TiO2 nanoparticles compared to MQL simultaneous to the grinding wheel cleaning jet. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-019-04760-5
de Martini Fernandes L, Lopes JC, Ribeiro FSF, Gallo R, Razuk HC, de Angelo Sanchez LE, de Aguiar PR, de Mello HJ, Bianch EC (2019) Thermal model for surface grinding application. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-019-04101-6
Rodriguez RL, Lopes JC, Mancini SD, de Ângelo Sanchez LE, de Almeida Varasquim FMF, SilveiraVolpato R, de Mello HJ, de Aguiar PR, Bianchi EC (2019) Contribution for minimization the usage of cutting fluids in CFRP grinding. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-019-03529-0
Yu Y-T, Hsieh S-F, Lin M-H, Huang J-W, Ou S-F (2020) Effects of gas-assisted perforated electrode with rotation on the machining efficiency of PMEDM of titanium. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-019-04882-w
HuzaifaRaza M, Wasim A, Ali MA, Hussain S, Jahanzaib M (2018) Investigating the effects of different electrodes on Al6061-SiC-7.5 wt% during electric discharge machining. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-018-2694-2
Abu Qudeiri JE, Saleh A, Ziout A, Mourad A-HI, Abidi MH, Elkaseer A (2019) Advanced electric discharge machining of stainless steels: assessment of the state of the art, gaps and future prospect. Materials 12:907. https://doi.org/10.3390/ma12060907
Dewangan S, Biswas CK, Gangopadhyay S (2014) Influence of different tool electrode materials on EDMed surface integrity of AISI P20 tool steel. Mater Manuf Process 29:1387–1394. https://doi.org/10.1080/10426914.2014.930892
D’Urso G, Maccarini G, Ravasio C (2016) Influence of electrode material in micro-EDM drilling of stainless steel and tungsten carbide. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-015-7010-9
Abdulkareem S, Khan AA (2009) Mohamed Konneh, Reducing electrode wear ratio using cryogenic cooling during electrical discharge machining. Int J AdvManufTechnol 45:1146–1151. https://doi.org/10.1007/s00170-009-2060-5
Marafona JD (2009) Black layer affects the thermal conductivity of the surface of copper–tungsten electrode. Int J AdvManufTechnol 42:482–488. https://doi.org/10.1007/s00170-008-1613-3
D’Urso G, Merla C (2014) Workpiece and electrode influence on micro-Edm drilling performance. Precis Eng. https://doi.org/10.1016/j.precisioneng.2014.05.007
Khan AA, Ndaliman MB, Soot HBM, Ishak NB (2012) Influence of thermal conductivity of electrodes on EDM process parameters. Aust J Basic Appl Sci 6(9):337–345
Liu Y, Wang W, Zhang W, Ma F, Wang Y, Rolfe B, Zhang S (2018) Study on breakdown probability of multimaterial electrodes in EDM. Adv Mater Sci Eng 2961879:1–8. https://doi.org/10.1155/2018/2961879
Bhaumik M, Maity K (2019) Effect of electrode materials on different EDM aspects of titanium alloy. Silicon. https://doi.org/10.1007/s12633-018-9844-x
Muthuramalingam T, Ramamurthy A, Sridharan K, Ashwin S (2018) Analysis of surface performance measures on WEDM processed titanium alloy with coated electrodes. Mater Res Express 5(12):126503
Geethapriyan T, Kalaichelvan K, Muthuramalingam T (2016) Influence of coated tool electrode on drilling Inconel alloy 718 in electrochemical micro machining. Procedia CIRP 46(1):127–130
Liu Q, Yang F, Sun S, Yang M, Shao J (2019) Surface integrity of micro EDM surface using electrodes of various diameters. Coatings 9:805. https://doi.org/10.3390/coatings9120805
Muthuramalingam T (2019) Effect of diluted dielectric medium on spark energy in green EDM process using TGRA approach. J Clean Prod 238:117894
Panda DK, Bhoi RK Analysis of spark eroded crater formed under growing plasma channel in electro-discharge machining. Mach Sci Technol An Int J. https://doi.org/10.1081/MST-200059063
Ahmed N, Anwar S, Ishfaq K, Rafaqat M, Saleh M, Ahmad S (2019) The potentiality of sinking eDM for micro-impressions on ti-6Al-4V: keeping the geometrical errors (axial and radial) and other machining measures (tool erosion and work roughness) at minimum. Sci Rep 9:17218. https://doi.org/10.1038/s41598-019-52855-6
Schulze H-P, Herms R, Juhr H, Schaetzing W, Wollenberg G (2004) Comparison of measured and simulated crater morphology for EDM. J Mater Process Technol 149:316–322
Shabgard M, Oliaei SNB, Seyedzavvar M, Najadebrahimi A (2011) Experimental investigation and 3D finite element prediction of the white layer thickness, heat affected zone, and surface roughness in EDM process. J Mech Sci Technol 25(12):3173–3183. https://doi.org/10.1007/s12206&011&0905&y
Vijaykumar S. Jatti, ShivrajBagane, Thermo-electric modelling, simulation and experimental validation of powder mixed electric discharge machining (PMEDM) of BeCu alloys, Alexandria Eng J (2018) 57, 643–653
Maher I, Sarhan AAD, Marashi H, Barzani MM, Hamdi M (2016) White layer thickness prediction in Wire-EDM using CuZn coated wire electrode - ANFIS modeling. Int J Surf Eng Coatings 94. https://doi.org/10.1080/00202967.2016.1180847
Kumar A, Kumar V, Kumar J Surface crack density and recast layer thickness analysis in WEDM process through response surface methodology. Mach Sci Technol 20(2):201–230. https://doi.org/10.1080/10910344.2016.1165835
Kumar A, Kumar V, Kumar J Microstructure analysis and material transformation of pure titanium and tool wear surface after wire electric discharge machining process. Mach Sci Technol 18:47–77. https://doi.org/10.1080/10910344.2014.863632
Toshio Moro, Akihiro Goto, Nagao Saito, Naotake Mohri, ojiAkamatsu, Hisashi Yamada, Toshio Sata, Machining phenomena in EDM for surface modification with TiC semi-sintered electrode
Das A, Mishra JP (2012) Experimental investigation on surface modification of aluminium by electric discharge coating process using TiC/Cu green compact tool electrode. J Mach Sci Technol 16-4:601–623
Hwang Y, Kuo C, Hwang S (2009) The coating of TiC layer on the surface of nickel by electric discharge coating (EDC) with a multi-layer electrode. J Mater Process Technol 210:642–652
Liew PJ, Yap CY, Wang J, Zhou T, Yan J (2020) Surface modification and functionalization by electrical discharge coating: a comprehensive review. Int J Extreme Manuf 2:1
Luzia CAO, Laurindo CAH, Soares PC Jr, Torres RD, Mendes LA, Amorim FL Recast layer mechanical properties of tool steel after electrical discharge machining with silicon powder in the dielectric. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-019-03549-w
Bui VD, Mwangi JW, Meinshausen A-K, Mueller AJ, Bertrand J, Schubert A (2020) Antibacterial coating of Ti-6Al-4V surfaces using silver nano-powder mixed electrical discharge machining. Surf Coat Technol 383:125254
Muthuramalingam T, Mohan B, Jothilingam A (2014) Effect of tool electrode re-solidification on surface hardness in electrical discharge machining. Mater Manuf Process 29(11–12):1374–1380
Muthuramalingam T, Mohan B (2013) Influence of tool electrode properties on machinability in electrical discharge machining. Mater Manuf Process 28(8):939–943
Bhattacharya A, Batish A, Singh K (2012) FE simulation and experimental validation of powder mixed edm process for estimating the temperature distribution and volume removed in single crater. Int J Model Sci Comput 03:1250006. https://doi.org/10.1142/S1793962312500067
Hameed AS, Hamdoon FO, Jafar MS (2019) Influence of powder mixed EDM on the surface hardness of die steel. Mater Sci Eng 518:032030. https://doi.org/10.1088/1757-899X/518/3/032030
Joshi AY, Joshi AY (2019) A systematic review on powder mixed electrical discharge machining. Heliyon 5:e02963
dos Santos RF, da Silva ER, Sales WF, Raslan AA (2017) Influence of the electrode material on the nitriding of medium carbon steel using sink electrical discharge machining. Int J AdvManufTechnol. https://doi.org/10.1007/s00170-016-9531-2
Amorim FL, Dalcin VA, Soares P, Mendes LA (2017) Surface modification of tool steel by electrical discharge machining with molybdenum powder mixed in dielectric fluid. Int J Adv Manuf Technol 91:341–350. https://doi.org/10.1007/s00170-016-9678-x
Kumar A, Mandal A, Dixit AR, Das AK, Kumar S, Ranjan R (2018) Comparison in the performance of EDM and NPMEDM using Al2O3 nanopowder as an impurity in DI water dielectric. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-018-3126-z
Tang L, Ji Y, Ren L, Zhai KG, Huang TQ, Fan QM, Zhang JJ, Liu J (2019) Thermo-electrical coupling simulation of powder mixed EDM SiC/Al functionally graded materials. Int J Adv Manuf Technol 105:2615–2628
Ramesh S, Jenarthanan MP, BhuvaneshKanna AS (2018) Experimental investigation of powder-mixed electric discharge machining of AISI P20 steel using different powders and tool materials. Multidiscip Model Mater Struct 14:549–566. https://doi.org/10.1108/MMMS-04-2017-0025
Hosni NAJ, Lajis MA (2019) Experimental investigation and economic analysis of surfactant (Span-20) in powder mixed electrical discharge machining (PMEDM) of AISI D2 hardened steel. Mach Sci Technol. https://doi.org/10.1080/10910344.2019.1698609
Kumar H (2014) Development of mirror like surface characteristics using nano powder mixed electric discharge machining (NPMEDM). Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-014-5965-6
Muthuramalingam T (2019) Measuring the influence of discharge energy on white layer thickness in electrical discharge machining process. Measurement 131:694–700
Kansal HK, Singhb S, Kumar P (2008) Numerical simulation of powder mixed electric discharge machining (PMEDM) using finite element method. Math Comput Model 47:1217–1237
Jadam T, Sahu SK, Datta S, Masanta M (2020) Powder-mixed electro-discharge machining performance of Inconel 718: effect of concentration of multi-walled carbon nanotube added to the dielectric media. Sådhanå 45:135. https://doi.org/10.1007/s12046-020-01378-2
Funding
This research is funded by the Vietnam National Foundation for Science and Technology Development (NAFOSTED) under grant number “107.01-2017.303”.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
HuuPhan, N., Muthuramalingam, T., Vu, N.N. et al. Influence of micro size titanium powder-mixed dielectric medium on surface quality measures in EDM process. Int J Adv Manuf Technol 109, 797–807 (2020). https://doi.org/10.1007/s00170-020-05698-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05698-9