
Abstract
In the process of the five-axis milling process, due to the changing of the cutter-workpiece engagement area and instantaneous uncut chip thickness, five-axis milling forces prediction is difficult compared with three-axis forces prediction. This study proposed a new analytical method to predict milling force in five-axis milling. Compared with the mechanistic calibration method and experiment method, this method predicts the cutting force accurately, does not need experiments, and only needs to know the input parameters, such as tool parameters, workpiece parameters, and cutting conditions. The effect of lead angle and tilt angle is analyzed by theoretical simulation. The correctness of the prediction model is verified by experiments under different conditions.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Five-axis machining is widely used in machining complex surfaces, such as turbine blades, impellers molds, and dies. The prediction accuracy of cutting force affects the calculation of subsequent cutting temperature and the selection of optimization parameters. There mainly exist three methods to predict cutting force: mechanistic, numerical, and analytical methods. Arrazola et al. [1] summarized the three methods to predict the cutting force. The mechanistic method is widely used in the calculation of five-axis machining force by defining cutting force coefficient. These cutting force coefficients are obtained by experiments, with varying cutting conditions. The analytical method is more physical-based rather than other methods.
In the prediction of five-axis milling force, the mechanistic method is widely used, focusing on the instantaneous uncut chip thickness (IUCT) and cutter-workpiece engagement (CWE). There are three methods to calculate the CWE: solid method, discrete method, and analytical method [2]. Tunc and Budak [3] obtained the cutting parameters by the cutter location file and analytical method, such as depth of cutting, lead angle, and tilt angle. Zhu et al. [4] developed the calculation method of instantaneous uncut chip thickness and cutter-workpiece engagement. On the basis of this model, some researchers [5,6,7,8,9,10,11,12] develop the calculation method of IUCT, considering the run-out, tool deformation. Sun [5] calculate the undeformed chip thickness in five-axis milling process using approximate method. The cutter swept surface is discrete into series triangular plains to simplify the equation of intersection point. Li et al. [6] developed a new method to calculate CWE and IUCT by extracting the CWE boundaries. Zhu et al. [7] calculated uncut chip thickness using cutting-edge element moving method considering the cutter run-out. Duan et al. [8] developed new method to obtain undeformed chip thickness from feed vector and normal vector, not need using intersection point. Guo et al. [9] analyzed the relationship of feed direction, tool axis vector, and machined surface in oblique plane milling process, which can improve the accuracy the CWE in five-axis milling. Gdula et al. [10] give the detail of calculation method of chip thickness and cutting parameters in five axis machining, which is the basis of the cutting force model. Mohammad Ghorbani et al. [11] consider the curvatures of in-process workpiece surface in the calculation of CWE to develop accuracy. Recently, Zhou et al. [12] developed a semi-analytical cutting force model in five-axis milling, considering wear-varying cutting edge and cutter run-out.
The above studies are based on the mechanistic method [2,3,4,5,6,7,8,9,10,11,12], which is used widely in five-axis milling force prediction. The analytical method used to simulate cutting force, which only needs cutting parameters, workpiece material properties, and cutter location data. The few literatures introduced the analytical method of cutting force model in five-axis machining maybe the complex kinematic geometry. E. Budak [13] developed an analytical prediction model of ball-end milling forces based on the cutting principle. Similarly, Fontaine et al. [14] present a predictive force model with 3-axis ball-end milling process, which only needs the cutting parameters, material properties, and Johnson-Cook constitutive parameters. Fu et al. [15] developed an analytical force model based on cutting theory considering the run-out, modified constitutive model. Similarly, Zhou et al. [16] develop an analytical cutting force model for end milling of nickel-aluminum bronze using the oblique cutting model. Also, the shear angel and friction angle which affect the predictive model are discussed. Zhou et al. [17] calculate the CWE and IUCT in five-axis milling process with end milling. The research on end milling of non-developed free surface using torus-end mill is few, which is widely used in machining large sculpture surface products.
In this paper, an analytical cutting force model of five-axis milling is developed based on previous work [16, 17], which can predict cutting force when milling complex surface, considered the influences of complex tool path, workpiece geometry, and instantaneous uncut chip thickness. Comparing with the mechanistic method, the analytical method predicts the cutting force, not needing the experiments and saving experiment cost.
2 Milling force model
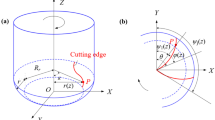
The cutting force model is shown in Fig. 1 and includes the geometry of the torus-end mill and the oblique model. The idea of cutting force solution is to separate the cutting edge; each cutting microelement can be regarded as oblique cutting; and the analytical model of oblique cutting is used to solve the cutting force, in which the cutting parameters are solved according to the geometric relationship of cutter-workpiece movement; and the total cutting force is obtained by integrating along the axial direction and the number of teeth. In Fig. 1a, D is diameter, r is the radius, r(z) is the cutting radius, nr is spindle speed, and N is tooth numbers. The effective cutting radius r(z), helix angle i(z), and axial immersion angle κ(z), are introduced in detail by Zhou et al. [17]. In Fig. 1b, the cutting forces {dFt, dFr, dFa} are tangential force, radial force, and axial force, which is an infinitesimal element force [17]. In Fig. 1c, the oblique cutting model is introduced by Zhou et al. [16], and the element force can be obtained, which can be used in this proposed analytical model.

Cutting force model of torus-end mill [17]
Five-axis milling process is more complicated when compared with three-axis milling, such as complex tool path; CWE and IUCT are difficult to obtain. Figure 2 is the tool path of the five-axis milling process. The main idea is the expression of tool path trajectory in different coordinate system. As shown in Fig. 2a, they mainly have three coordinate systems: workpiece coordinate system {OW − XWYWZW}, local machining coordinate system {OT − FCN}, and tool coordinate system {OT − XTYTZT}. The IUCT is solved in tool coordinate system [17]. As shown in Fig. 2b, federate, tool position, and vector can be obtained from the tool path file data using interpolation method. The feed vector at is as follows:
where WOT, t and WOT, t − Δt are the cutter location vectors at time t and t − Δt in workpiece coordinate system and tool rotation cycle is \( \varDelta t=\frac{60}{n_r}\cdot \frac{1}{N} \).

Tool path of 5-axis milling process [17]
The rotation matrix from tool coordinate system to workpiece coordinate system at time t is as follows:
Some parameters are obtained in tool coordinate system, such as IUCT. The cutting forces {dFt, dFr, dFa} are described in a tool coordinate system which can obtain from the oblique cutting model based on the analytical method; this method is introduced detail by Zhou et al. [16], which only give some important conclusions. The flow stress is using J-C constitutive model:
The shear force dFs and normal force dNs can be expressed as follows [16]:
The cutting force, dFt, j, dFr, j, dFa, j, applied to point P in Fig. 1 is as follows:
The cutting forces in a tool coordinate system are as follows:
The cutting forces in workpiece coordinate system are as follows:
The total cutting force is as follows:
The flowchart for prediction of cutting force with five-axis milling is shown in Fig. 3.

The flowchart for prediction of cutting force with five-axis milling
3 Theoretical simulations
The simulation program is completed in MATLAB 2012on a computer. The torus cutter type is EMR-C20-4R20-160-2T, with 20 mm diameter, 4 mm bottom radius, and 2 cutter numbers, and cutter install pitch angle is 12 deg. The workpiece is nickel-aluminum bronze; the flow behavior of material parameters is given as [16]:
A = 295MPa, B = 759.5MPa, C = 0.011, n = 0.405, m = 1.09, \( {\dot{\gamma}}_0=0.0011/s \), Tm = 1311K, and Tr = 293K
The other material parameters are given by:
where ρ is density, cis specific heat, and k is thermal conductivity.
In order to analysis the effect of tilt and lead angles, 10 group simulation parameters are shown in Table 1. The milling type is slot milling, spindle speed is 2000 r/min, feed speed is 200 mm/min, and cutting depth is 1 mm. The cutting force is described in workpiece coordinate system. Fx is in feed direction, Fy is perpendicular to the feed direction, and Fz is in normal direction of workpiece surface. The simulated results are shown in Fig. 4.

Cutting force simulation results (a) test 1, (b) test 2, (c) test 3, (d) test 4, (e) test 5, (f) test 6, (g) test 7, (h) test 8, (i) test 9, (j) test 10
Comparing Fig. 4 a and b, the cutter tip is not at the lowest point when presence lead angle, and a part of the cutting edge does not participate cutting in one cutting cycle. Comparing Fig. 4 a, b, c, and d, when the lead angle increases, the effective cutting time is shorter, the Fy value increases first and then decreases, and the Fx becomes smaller in the positive direction. Similarly, comparing Fig. 4 a, e, and f, the effective cutting time is shorter; the Fx direction changes from negative to positive when the tilt angle changes. As shown in Fig. 4 g, h, i, and j, it can be seen that the cutting forces varied with different lead and tilt angles, but the amplitude changes are not obvious. Considering the cutting force and the material removal rate, a reasonable lead and tilt angle are selected in cutting process which can increase the effective cutting area and improve the processing efficiency.
4 Experiment results and discussion
4.1 Ball-end mill with varied cutting depth
The workpiece is the same as Section 3. The dry milling cutting test is shown in Fig. 5. Cutting forces were measured using a Kistler dynamometer 9257B. The sampling frequency is 25 KHz. The cutting force Fx is along the tool feed direction, the cutting force Fy is perpendicular to the feed direction, and the cutting force Fz is along the tool axis direction.

Milling test set up
Ball-end mill is a special case of torus-end mill. The carbide cutter is Sandvik Coromant 1B230-1200-XA 1630, which has 2 flutes and 12 mm diameter, normal rake angle is 5°, helical angle is 30°, the cutting edge is sharp, and the cutter is new.
The pre-machined workpiece size is 100 × 100 × 10mm. The cutter tip travelled at the height of:
where x is in feed direction and z is in axis direction .
The cutting depth is from 0.5 to 2.5 mm and varied with the tool path. The test cutting parameters are shown in Table 2. The finished machined workpiece is shown in Fig. 6; the feed direction is along in X direction.

The workpiece after milling test
Figures 7 and 8 show the comparison results between simulated data and experimental data with tests 1 and 2. It can been seen that the prediction forces match well which are measured in both shape and magnitude for cutting tests. The largest prediction forces are larger than the measured ones with the same trend. Comparison between Figs. 7 and 8, the cutting forces increased with the feed increased. The relative error of maximum milling force amplitude is shown in Table 3. The error is smaller than 25%, within the allowable scope of the engineering.

Comparison between measured and simulated results with test 1

Comparison between measured and simulated results with test 2
4.2 Torus-end mill with varied lead/tilt angle
The tool and workpiece are same as Section 3. The milling test is shown in Fig. 5. As shown in Table 4, milling tests are used to validate the force model, and the lead/tilt angle effect is analyzed.
Figure 9 shows the experimental results of cutting force at different angles. The cutting force is described in workpiece coordinate system. Fx is in feed direction, Fy is perpendicular to the feed direction, and Fz is in normal direction of the workpiece surface. Compared with Fig. 9 a and b, when there is a lead angle, there is a period of time in each cycle that does not participate in cutting, the effective removal rate decreases, and the cutting force is zero in a period of time. Compared with Fig. 9 a, c, and d, when the tilt angle increases, the effective cutting radius decreases, the milling force decreases, and a part of time does not participate in the cutting. There are some errors between the experimental results and the simulation results, but the general trend of milling force is the same. The reason is that the analytical prediction model is adopted, which makes too many assumptions and simplifications, and there is a certain gap between these simplifications and the reality. The relative error of maximum milling force amplitude is shown in Table 5. The maximum error is smaller than 25%, with the allowable scope of the engineering, so the predicted model can be used to predict the milling force in five-axis milling process.

Comparison between experiment and predicted results
5 Conclusions
An analytical model is proposed for the prediction of cutting force in five-axis milling. The cutting force derived from oblique cutting model, considering workpiece surface, cutter location, and tool vector. The tool run-out and the plough force are not considered in this study. The following conclusions can be summarized:
-
(1)
A new analytical model of milling force of five-axis milling process is proposed, which not need experiments results compared with the mechanistic method.
-
(2)
Cutting force considering the effect of lead angle and tilt angle is discussed. Considering the cutting force and the material removal rate, a reasonable lead and tilt angles are selected in cutting process.
-
(3)
The experiment used to validate the predicted model with ball-end mill tests and torus-end mill test with varied conditions.
References
Arrazola PJ, Özel T, Umbrello D, Davies M, Jawahir IS (2013) Recent advances in modelling of metal machining processes. CIRP Ann Manuf Technol 62:695–718
Altintas Y, Kersting P, Biermann D, Budak E, Denkena B, Lazoglu I (2014) Virtual process systems for part machining operations. CIRP Ann Manuf Technol 63(2):585–605
Tunc LT, Budak E (2009) Extraction of 5-axis milling conditions from CAM data for process simulation. Int J Adv Manuf Technol 43:538–550
Zhu R, Kapoor SG, DeVor RE (2001) Mechanistic modeling of the ball end milling process for five-axis machining of free-form surfaces. J Manuf Sci Eng 123(3):369–379
Sun Y, Guo Q (2011) Numerical simulation and prediction of cutting forces in five-axis milling processes with cutter run-out. Int J Mach Tools Manuf 51:806–815
Li Z-L, Jin-Bo X-ZN, Wang L-MZ (2015) Mechanistic modeling of five-axis machining with a general end mill considering cutter runout. Int J Mach Tools Manuf 96:67–79
Zhu Z, Yan R, Peng F, Duan X, Zhou L, Song K, Guo C (2016) Parametric chip thickness model based cutting forces estimation considering cutter runout of five-axis general end milling. Int J Mach Tools Manuf 101:35–51
Duan X, Peng F, Yan R, Zhu Z, Huang K, Li B (2016) Estimation of cutter deflection based on study of cutting force and static flexibility. J Manuf Sci Eng 138(4):041001
Guo M, Wei Z, Wang M (2018) An identification model of cutting force coefficients for five-axis ball-end milling. Int J Adv Manuf Technol 99:937–949
Gdula M, Burek J, Zylka L, Plodzien M (2018) Five-axis milling of sculptured surfaces of the turbine blade. Aircr Eng Aerosp Technol 90(1):146–157
Ghorbani M, Movahhedy MR (2019) Extraction of surface curvatures from tool path data and prediction of cutting forces in the finish milling of sculptured surfaces. J Manuf Process 45:273–289
Lin Z, Deng B, Peng F et al (2020) Semi-analytic modelling of cutting forces in micro ball-end milling of NAK80 steel with wear-varying cutting edge and associated nonlinear process characteristics. Int J Mech Sci 169:105343. https://doi.org/10.1016/j.ijmecsci.2019.105343
Budak E, Altintas Y, Armarego EJA (1996) Prediction of milling force coefficients from orthogonal cutting data. J Manuf Sci Eng 118:216–224
Fontaine M, Devillez A, Moufki A, Dudzinski D (2006) Predictive force model for ball-end milling and experimental validation with a wavelike form machining test. Int J Mach Tools Manuf 46:367–380
Fu Z, Yang W, Wang X, Leopold J (2016) An analytical force model for ball-end milling based on a predictive machining theory considering cutter runout. Int J Adv Manuf Technol 84:2449–2460
Zhou R, Yang W, Yang K (2016) Force prediction models for helical end milling of nickel-aluminum bronze. Int J Adv Manuf Technol 86:1487–1498
Zhou R, Yang W (2019) Analytical modeling of machining-induced residual stresses in milling of complex surface. Int J Adv Manuf Technol 105:565–577
Funding
This study is supported by the Major State Basic Research Development Program of China (973 Program, Grant No.2014CB046704) and the Starting Research Fund from the Hubei University of Arts and Science.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhou, R. Analytical model of milling forces prediction in five-axis milling process. Int J Adv Manuf Technol 108, 3045–3054 (2020). https://doi.org/10.1007/s00170-020-05582-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05582-6