
Abstract
The electrochemical machining (ECM) technology is applied to the rifling processing field to solve the problem that new structure rifling with gradually changing grooves cannot be processed. By establishing the mathematical and geometric models of flow field in ECM gap, the distribution state of the deep spiral hole with gradually changing groove flow field in ECM gap was studied. By analyzing the simulation results of the flow field, it can be seen that the electrolyte is not evenly distributed in ECM gap and the electrolyte flow rate is insufficient at the tail of cathode process zone. Therefore, the cathode structure was secondarily improved to improve the electrolyte flow field distribution, so as to establish an optimized cathode model. Carry out ECM experiments of the deep spiral hole with gradually changing grooves and test experiment results under different parameters. The relationship between process parameters and deep spiral hole with gradually changing groove size can be obtained by analyzing the test results. The test results show that when the voltage varies from 12 to 18 V, the section shape of gradually changing groove rifling is respectively changed to 0.54 mm in diameter and 0.31 mm in groove width; for every 2-V increase in voltage, the average increase in diameter is 0.18 mm and in groove width is 0.10 mm. The simulation in ECM gap by using COMSOL is effectively shortening the cathode development cycle. The realization of ECM deep spiral hole with gradually changing grooves lays a technical foundation for the leap from design theory to engineering practice.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Since the twenty-first century, the land-based suppression weapon system is developing towards long range, high power, high maneuverability, accurate strike, automation, information and intelligence [1]. Artillery occupies a dominant position in the suppression firepower system of the armies of various countries [2]. From the analysis of the artillery suppression, weapons and equipment have developed and improved in the world at present; it can be seen that increasing the range of artillery life will become the primary goal of enhancing artillery firepower in all countries [3]. As the core component of the cannon, the barrel is the most important part of the research, especially the performance of the barrel rifling determines the overall performance of the firepower system [4]. At present, the ballistic structures in barrels in the world are divided according to different ways mainly as follows: the barrel rifling can be divided into three types according to the variation law of the angle of entanglement along the bore axis—equilibrated rifling, gradually rifling, and mixed rifling. According to the different rations of rifling depth to bore diameter, the rifling can be divided into shallow rifling and deep rifling. According to the different sectional shapes of rifling, they can be divided into rectangular rifling, trapezoidal rifling, arc rifling, polygonal rifling, and so on [5]. The function of gun barrel rifling is to provide the deflecting force for the projectile when it is fired, driving the projectile to rotate, so that the projectile has stable flight attitude and controllable and accurate trajectory during the flight. Meantime, the rifling also ensures reliable sealing of gunpowder and reduces the nutation of the projectile in the bore [6,7,8,9]. The interior trajectory mentioned in this paper is different from the existing rifle structure. The rifle structure has no change in the same section position. The shape and size of each rifle groove are the same in the same section. However, in different section positions, the shape and size of the rifle groove gradually change. Along the twining angle, the size of each rifle groove gradually deepens from the barrel muzzle to the coyote hole, gradually widening the degree. The rifling of this structure can seal gunpowder gas more effectively, increase the initial velocity of projectile, reduce rifling stress concentration, and improve the service life of barrel.
The rifling of this structure has brought some difficulties to the processing, the existing processing equipment, and tools cannot process deep spiral hole with gradually changing groove section. In order to solve this problem, the electrochemical machining (ECM) technology is proposed to realize forming deep spiral hole with gradually changing grooves. Electrochemical machining (ECM), also known as electrochemical processing, after a long period of development since its advent in the 1950s, has become an important part of manufacturing discipline [10]. ECM is based on the principle of electrochemical anodic dissolution of metal in electrolyte, the work piece is used as anode and tool is cathode, large-current, low-voltage, and high-speed flowing electrolyte is fed between the two stages, and in electrochemical reaction, the work piece materials are continuously dissolved, the desired part size is obtained according to the shape of tool cathode and processing parameters [11]. ECM has unique advantages in modern manufacturing technology; its unique advantages are high surface quality, no cutting stress, efficient, tool free and one-time shaping of complex parts [12]. With the continuous development of new technologies and materials, ECM technology is widely used in aerospace industry, weapons, automobiles, molds, and etc., and becoming increasingly significant in modern industry [13].
With its own characteristics, ECM is the most reasonable and feasible way to process deep spiral hole with gradually changing groove section. By controlling the process parameters such as voltage, current, and cathode feed speed, the shape and size of the rifle groove change gradually with the tangled angle. The flow field mathematical and geometric model in ECM gap is built; the cathode structure is optimized through analyzing the simulation results, by determining the process parameters; the experiments are carried out to obtain the ECM forming law of deep spiral hole with gradually changing groove section. The research of ECM deep spiral hole with gradually changing groove section has laid a technical foundation for the development of new interior trajectory structures.
2 The simulation analysis of ECM flow field
In this paper, the deep spiral hole with gradually changing groove section is taken as the research object, and ECM gap is simulated by COMSOL multi-physical field coupling software. According to the flow equation of incompressible fluid, the flow field calculation model is built. The constraint conditions are set based on calculation model. The simulation results are compared with the results of process experiments. By analyzing the flow field simulation result in ECM gap, the cathode structure is improved.
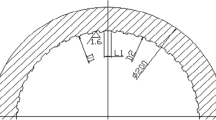
The section shape of deep spiral hole with gradually changing grooves is shown in Fig. 1. D1, the diameter of bore (top of lands), remains unchanged along the twining angle; D2, the diameter of rifling (bottom of grooves), changes along the twining angle to D2′, range from 157.7 to 158.3 mm. L1 is the width of groove changes along the twining angle to L1′, range from 6.2 to 6.5 mm.

The section shape of deep spiral hole with gradually changing grooves
The equation of deep spiral hole with gradually changing grooves.
where h is the distance between sections, mm.
The deep spiral hole with gradually changing groove rifling has no change in the same section position. The shape and size of each groove are the same on the same section. However, in different section positions, the shape and size of the groove gradually change. Along the twining angle, the size of each rifle groove gradually deepens from the barrel muzzle to the coyote hole, gradually widening the degree.
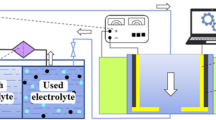
According to the principle of ECM, the cathode design is carried out based on the minimum section shape of deep spiral hole with gradually changing grooves. By establishing the mathematical and geometric models of flow field in ECM gap, the distribution state of the deep spiral hole with gradually changing groove flow field in ECM gap was studied. By analyzing the simulation results of the flow field, the electrolytic forming dimension is qualitatively analyzed. The simulation results are verified by the process experiments. The flow chart is shown in Fig. 2.

Flow chart of ECM processing the deep spiral hole with gradually changing grooves
2.1 The geometric model
The cathode is the tool in ECM, the development of cathode is the key to ECM, and its design is a complex work. The dimensional accuracy of work piece is directly determined by the design of the cathode [14]. For different products, the structure of cathode is totally different [15]. The process of cathode design contains structure design and forming area (process zone) design [16]. The function of structural design includes the combination of all cathode components, conductivity and insulation, clamping and sealing, and so on. Reasonable structure is the important guarantee for stable and effective ECM processing [17]. The shape and size of the cathode forming area (process zone) should be designed according to the forming law of diversion and flow field [18]. The cathode process zone is the basis of ECM processing qualified the products [19].
According to the minimum cross-section (the muzzle section) shape of deep spiral hole with gradually changing grooves, we did an initial design of tool cathode and built the 3D model of cathode. The 3D model of deep spiral hole with gradually changing groove cathode is shown in Fig. 3.

3D model of deep spiral hole with gradually changing groove cathode
The cathode of deep spiral hole with gradually changing grooves is composed of five segments: connection thread, cathode forward guide, cathode process zone, cathode behind guide, and rear cover. Different parts have different functions. The connection thread is connected with the machine. The cathode forward guide and behind guide lead the cathode to move through the work piece internal hole. The rear cover is used for tightening the cathode other parts. The cathode process zone is the area where electrochemical reaction occurs. Each cathode process zone corresponds to each groove with gradual change section, the width and height of each cathode process zone gradually increase from the front section to the final forming section, the cathode process zone final forming section shape and size are consistent with the cross-section of deep spiral hole with gradually changing grooves.
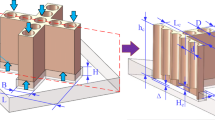
The flow field in ECM gap is simulated by using COMSOL. Taking fluid in the cathode process zone as the research object, and the geometric model of the gap in ECM is established. The region where the electrolyte flows through the gap is taken as the entity, and it is used as the load-bearing medium to study the forming law of ECM [20]. Considering that the shape and size of each groove in ECM forming the deep spiral hole with gradually changing groove section are the same, and each groove is relatively independent, and there is no interaction in the electrolytic forming process, the forming law of the whole section can be obtained by studying the electrolytic forming process of one groove, taking the flow field in the gap of one of the cathode process zone section as the research object, the 3D geometric model of each line groove is established, as shown in Fig. 4.

The machining gap flow field 3D model of single cathode process zone
The electrolyte enters the machining gap through the cathode main liquid hole at the front of the cathode process zone, and flows through the surface of cathode process zone, flows out from the end of the cathode process zone. The electrolyte filled the entire process zone gap to form the flow field model.
In order to exactly analyze the electrolyte flow field situation in ECM gap, we introduced the machining gap flow field sectional view. It can be seen that the electrolyte distributes along the surface of cathode process zone. When the simulation analysis is carried out, the flow field profile of the machining gap at the top of the cathode process zone can represent the overall flow field state. Therefore, the geometric model of the gap flow field is simplified to facilitate analysis, as shown in Fig. 5.

The machining gap flow field sectional view of single cathode process zone
2.2 The mathematical model
In order to establish the electrolyte flow field calculate model in ECM gap, the following assumptions are proposed: (1) the electrolyte is incompressible and stable Newtonian fluid, i.e., the dynamic viscosity remains unchanged when the velocity gradient changes; (2) the electrolyte in the gap is turbulent, and the energy loss caused by the changes in concentration and temperature is neglected [21,22,23]. The electrolyte flow field follows the law of mass momentum conservation [24].
Navier Stokes equation is usually used to describe incompressible fluid, so electrolyte flow field is also applicable:
where ρ is the electrolyte density, 1.1 × 103 kg/m3; η is the dynamic viscosity, \( \eta =\frac{P_v}{v} \) (Pa ⋅ s), v is the kinematic viscosity coefficient, 0.73 × 10−10 m3 /s; F is the volume force (N/m3), the volume force of electrolyte is tiny and can often be ignore in ECM gap.
u is the velocity of electrolyte (m/s), at the entrance of ECM gap is:
where L is the flow field length, in the single cathode process zone is 50 mm; ΔTe is the temperature change, 5 °C; i is the electric current density, 100A/cm2; κ is the electrolyte conductivity, 17 (1/Ω·m); C is the electrolyte specific heat capacity, 4.03 × 103 J/kg.
The viscous friction pressure of electrolyte in ECM gap is:
where Dh is the gap width in the single cathode process zone, 1.5mm; \( \lambda =\frac{0.3164}{R_e^{0.25}} \), Re is the Reynolds coefficient used to ensure the smooth progress of ECM, the electrolyte flow must be in a turbulent state, Re is usually greater than 2300.
The flow field model constraints condition: the gap entrance of single cathode process zone pressure P0 = Pu + Pγ + Pe; the dynamic pressure \( {P}_u=\frac{\rho {u}_0^2}{2} \); the viscous friction pressure \( {\mathrm{P}}_{\gamma }=\lambda \frac{L}{D_h}{P}_u \); the gap outlet pressure Pe .
The mathematical model of electrolyte flow field in single cathode process zone gap is:
2.3 The simulation result
With the region of electrolyte flowing through the machining gap as the carrier, the pressure of the inlet and outlet is set according to the constraint conditions, the flow direction of electrolyte is perpendicular, and the constraint condition has no sliding side wall. The meshing model in ECM gap of single cathode process zone is shown in Fig. 6.

ECM gap flow field meshing of single cathode process zone
Electrolyte flow field simulation results of single cathode process zone ECM gap are shown in Fig. 7. From the simulation results, we can see that color representative electrolyte pressure: red means the pressure is high and blue means low. So we can know that at the gap entrance of single cathode process zone, the electrolyte pressure is high, which means it is full of electrolyte. But at the gap outlet position, the electrolyte pressure is low; it means short of electrolyte. Under the circumstances, the actual ECM process, due to the insufficient electrolyte, it is easy to cause unstable processing accuracy, even short circuit breakdown, which makes the surface of cathode and work piece burn, leading to the processing cannot be carried out.

Electrolyte flow field simulation results of single cathode process zone ECM gap. a The inside simulation result of flow field. b The outside simulation result of flow field
The electrolyte flow field sectional view of single cathode process zone simulation result is shown in Fig. 8 a. From the simulation result, the same situation can be seen that along the direction of cathode process zone, the electrolyte is gradually reduced in ECM gap. Insufficient of electrolyte at the gap outlet position can easily cause short circuit burns between cathode and work piece. This situation will cause processing stability and product quality decline. To improve the distribution of electrolyte flow field, we made a secondary improvement to the cathode process zone, set up two add liquid hole on the middle and tail of cathode process zone, so as to ensure the sufficient electrolyte flow at the tail of ECM gap. The improvement simulation result is shown in Fig. 8 b, the electrolyte pressure distribution has been obviously improved, the electrolyte at the tail of ECM gap has been supplemented, which reduces the occurrence of short circuit burns and ensures the stability of electrolytic processing.

Electrolyte flow field sectional view of single cathode process zone. a Electrolyte flow field sectional view simulation result before optimize. b Electrolyte flow field sectional view simulation result after optimize
The cathode process zone structure was redesigned according to the simulation result; we set up add liquid holes on every single cathode process zone to increase the electrolyte flow at the tail of gap and improve the electrolyte insufficient situation. The optimized cathode model of deep spiral hole with gradually changing grooves is shown in Fig. 9.

Optimized cathode model of deep spiral hole with gradually changing grooves
3 Experiments
According to the simulation results, the initial ECM parameters are calculated and set, and 2-V variation is taken as the benchmark to carry out the process test, to explore the forming role of ECM deep spiral hole with gradually changing grooves under different voltage parameters. The electrochemical machining of deep spiral hole with gradually changing groove experiment machine is shown in Fig. 10. The work piece is 4000 mm length tube and the diameter of bore is φ155 mm. The cathode is installed in the inlet of the tube, and connected the machine spindle box with a 10-m length rod. The work piece and cathode are respectively connected to the positive and negative poles of the power supply. The electrolyte flows through the spindle box to the cathode processing zone. The electrolyte circulates between cathode and work piece. The deep spiral hole with gradually changing groove ECM machine is shown in Fig. 10. During the processing of ECM, the movement of cathode is controlled by NC program, driven on a fixed speed, electrolyte composition is 15% NaCl, and the pressure is 2.0 MPa. The concrete ECM parameters are shown in Table 1.

The deep spiral hole with gradually changing groove ECM machine
According to the different process parameters, the work piece barrel of experiment results are dissected, the diameter (bottom of grooves) and the width of grooves of the inner hole section under different voltage parameters are measured, and the measurement data are analyzed, and the mapping relationship of the shape and size of deep spiral hole with gradually changing grooves under different process parameters is obtained. The experimental result is shown in Fig. 11.

The ECM experiment result of deep spiral hole with gradually changing grooves. a The start position. b The terminating position
The diameter (bottom of grooves) and the width of grooves of the inner hole section under different voltage parameters are measured by coordinate measuring machine, as shown in Fig. 12.

The detection process of experiment results
The work piece barrel is dissected, the diameter (bottom of grooves) D and the width of grooves L of the inner hole section under different voltage parameters are measured, the detective data curves are shown in Figs. 13 and 14.

The diameter of groove curves under different parameters

The width of groove curves under different parameters
The experimental results show that when 15% NaCl is used as electrolyte, the temperature of electrolyte is 35~37 °C, the pressure of electrolyte is 1.8~2.0 MPa, and the movement speed of cathode is 40 mm/min; the cross-sectional shape and size of deep spiral holes with gradually changing grooves can be changed by controlling the voltage parameter to 12–18 V and the current to 5750–6950 A, the diameter of rifling (bottom of grooves) change is 0.54 mm, the width of grooves change is 0.31 mm. The average increase of voltage is 2 V, and the average increase of diameter is 0.18 mm and width is 0.10 mm. With the increase of voltage, the size change tends to increase gradually.
4 Conclusion
The ECM machining flow field model of deep spiral hole with gradually changing grooves was established to study the electrolyte distribution in the gap. The simulation results show that the electrolyte was not evenly distributed in the cathode process zone gap. By optimizing the design of cathode process zone, increases the added liquid holes on every single cathode process zone, which eliminates the defect of electrolyte distributed unevenly in the gap and avoids the problem of short circuit burns in the process of ECM. Ultimately, the efficiency of cathode development was effectively improved.
Through the analysis of experiment results and measurement data, it can be found that when other process parameters do not change, the different sizes of groove section can be achieved by changing the voltage parameters. On this basis, the voltage parameters can be changed continuously with the lead, and the size of the corresponding special-shaped section can be changed continuously. When the voltage varies from 12 to 18 V, the diameter of rifling (bottom of grooves) and the width of grooves were changed by 0.54 mm and 0.31 mm, respectively, average increase of voltage is 2 V, average increase of diameter is 0.18 mm, and width is 0.10 mm. The mapping relationship between the size of deep spiral hole with gradually changing grooves and ECM process parameters was obtained by experiments, and the forming role of ECM deep spiral hole with gradually changing grooves was obtained by data analysis. The realization of ECM deep spiral hole with gradually changing grooves is of great significance in engineering, which lays a technical foundation for the leap from design theory to engineering practice.
References
Huo JP, Pan YT (2010) Summary of fourth generation 155 mm self-propelled artillery technology. Tech Found Natl Def 10(10):42–46
Zi W (2017) The U.S. Army is studying doubling the range of 155 mm artillery. Ordnance Mater Sci Eng (04):56–58
Yu W, Tian QT, Yu XD et al (2010) A review of erosion and wear of gun bore. J Sichuan Ordnance 310(2):97–99
Ouyang Q, Yu CG, Zhang YC (2012) Research progress on ablation and wear of artillery barrel at home and abroad. Ordnance Ind Autom 31(6):44–46
Pan YT (2007) Gun barrel design. Weapons Industry Press
Du ZH (2018) Study on optimization of certain gun rifling. Mech Eng 3:25–27
Liu ZW, Wang QL, Yu MM (2013) Failure mechanism of gun bore. J Sichuan Ordnance 34(3):47–49
Gong CH, Yang YF, Huang LH (2014) Modern artillery bore erosion wear mechanism and control measure. J Sichuan Ordnance 35(11):127–129
Wang BY, Xu YF, Zhou FM et al (2017) Study on barrel types and its dynamical effect. J N Univ China (Nature Science Edition) 38(1):42–47
Fan ZJ, Li XZ, Wang TC (2008) Electrochemical machining and composite electrochemical machining. National Defense Industry Press
Zhang ZW, Pan ZH (2008) Research for the spiral slot with big caliber tube during electrochemical machining. Electromachining Mould 3:67–69
Yang L (2014) Research on electrolytic machining method and equipment of gun barrel gradual rifle. Master’s Degree Thesis of Xihua University
Zhang YX, Li Q (2014) Brief talk the processing technology of artillery barrel. Equip Manuf Technol 2:241–242
Li B, Wang CL, Fan ZJ et al (2017) The design of equipments for horizontal electrochemical machine tool. Mach Des Manuf (4):118–121
Yu H, Fan ZJ, Fan QM et al (2016) Simulation of flow field in gap of electrochemical machining by rifle cathode of pull type with the stream. J Xi’an Technol Univ 36(2):101–107
Luo G, Fu HQ, Chen SQ et al (2016) Research on NC electrochemical machining method of gun barrel gradual rifle. Machine Tool Hydraul 44(20):14–16
Fan ZJ, Mu Q, Li QL et al (2014) Simulation of flow field in electrochemical machining of helix cavity with variable cross-section. J Xi'an Technol Univ 34(2):103–112
Li ZY, Ji H, Wang CF (2008) Cathode design of aero-engine blades in electrochemical machining based on characteristics of electric and electrolyte flow field. Proc IEEE Int Conf Autom Logist 9:1469–1473
Fan ZJ, Yang F, Zhao GG (2009) The optimization of the ECM parameters of experiment and cathode on machining mixture rifle. J Xi'an Technol Univ 29(5):428–431
Yang F, Ren TY, Wang HB et al (2017) Analysis of flow field for electrochemical machining metal screw pump stator. Int J Adv Manuf Technol 89(5/8):1317–1326
Wang MH, Zhang QF, Peng W (2014) Multiphysics coupling of electrochemical machining for spiral hole. J Nanjing Univ Aeronaut Astronaut 46(5):774–779
Yang F, Fan ZJ, Zhao GG (2010) The research of the ECM machining gap on tube rifling using COMSOL. Mach Des Manuf 4(4):125–127
Wang MH, Liu WS, Peng W (2013) Research on flow-field characteristics of gap multiphase flow and experiment of electrochemical machining of spiral deep small hole. Acta Armamentarii 36(6):748–753
Li QL, Fan ZJ, Mu Q (2014) Emulation for flow field in electrochemical machining of closed integral structure based on COMSOL. Electromachining Mould 1:28–31
Acknowledgments
The authors would like to thank professor Fan of Xi’an Technological University for her helpful suggestion, and Mr. Zhao and Mr. Guo for their kind support of this research.
Funding
The research was supported by the National Equipment Pre-Research Fund (grant no. 61406190105) and the Open Research Fund Program of Shaanxi Key Laboratory of Non-Traditional Machining (grant no. ZSKJ201411).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yang, F., Zhang, J., Zhao, S. et al. Analysis of flow field for electrochemical machining deep spiral hole with gradually changing groove section. Int J Adv Manuf Technol 107, 3267–3275 (2020). https://doi.org/10.1007/s00170-020-05265-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05265-2