
Abstract
Silicon carbide particulate reinforced aluminum (SiCp/Al) matrix composites play an important role in aviation, aerospace, electronics, automobile, and other fields due to their outstanding mechanical properties. However, the existence of reinforcing SiC particles leads to poor cutting performance, terrible surface quality, and severe tool wear of SiCp/Al composites. In this study, a series of experiments were carried out with an ultrasonic vibration–assisted milling (UVAM) experimental device to study the effect of amplitude on the machinability of 20% SiCp/Al composites from four aspects: cutting force, surface roughness, surface morphology, and chip morphology. The results showed that it had a great influence on cutting force, surface roughness, surface morphology, and chips when the amplitude increased to 3 μm. The surface of workpiece material deteriorated rapidly and presented the fragmentation. In addition, a large number of micro-cracks and particle bulges appeared on the machined surface. It was suggested that the amplitude below 5 μm had a negative impact on the milling surface quality of 20% SiCp/Al composites, and the amplitude of 3 μm was considered as a critical value.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Silicon carbide particulate reinforced aluminum (SiCp/Al) composites have excellent physical and mechanical properties, such as high temperature resistance, high specific strength, high modulus, and small thermal expansion coefficient [1, 2]. The material reliability is improved, the manufacturing cost is reduced, and the preparation process is more and more perfect, which can meet the technical requirements of precision and ultra-precision applications. Therefore, SiCp/Al composites have been widely used in automobile, electronic packaging, aerospace, and other fields [1,2,3]. However, due to their low plasticity, uneven microstructure, and abrasive nature of the reinforcing SiC particles, the SiCp/Al composites have poor machinability. The material is a kind of typical difficult-to-machine material, which is easy to induce numerous surface defects and cause rapid tool wear rate in processing [2, 4, 5]. These shortcomings will adversely affect the final performance of many key components made of SiCp/Al composites, even hinder a wide range of applications in practice of this material.
Milling is one of the most important processing methods of SiCp/Al composites. In this regard, many scholars have done a lot of research on the milling surface quality of SiCp/Al composites. The results of the research on the influence of cutting parameters on surface quality showed that milling speed had the greatest influence on surface roughness, followed by the interaction between feed speed and milling speed, and then feed speed. With regard to residual stress on the machined surface, axial cutting depth was the most effective parameter [4, 6]. The roughness of the milling surface was also related to the built-up edge formed at low speed [7], the content and morphology of SiC particles, and the cutting depth [8]. The milling experiments of the 65% volume fraction SiCp/Al composites carried by Yang et al. [4] and Wang et al. [9] indicated that the polycrystalline diamond (PCD) tools with 2~30 μm particle size could obtain the best surface quality (Ra < 0.4). The experimental results of face milling 20% SiCp/Al composites showed that better surface quality could be obtained with larger cutting speed and smaller feed rate [10].
In recent years, ultrasonic vibration–assisted machining has been recognized by the world because it can reduce the cutting load and improve the surface quality effectively [11]. A large number of studies have applied ultrasonic vibration–assisted machining method for the precision machining of hard brittle materials and plastic metal materials [12, 13]. Some researchers have also applied ultrasonic vibration–assisted machining to SiCp/Al composites for turning, drilling, grinding, and milling [14,15,16,17]. An experimental results showed that compared with traditional machining, the surface quality of SiCp/Al composites were greatly improved using ultrasonic vibration–assisted milling (UVAM), though there are still defects on the surface, with less cutting force and less wear to the tools [18, 19]. Therefore, UVAM is an effective way to improve the machinability of SiCp/Al composites.
At present, most researchers limit their studies to relating cutting force [19, 20], surface roughness [18], surface micro-morphology [20], and tool wear [17, 19] of SiCp/Al composites, while there are few studies on surface formation mechanism and surface defects. In view of this, a series of experiments were conducted in order to explore the issue of the influence of amplitude on the machinability of 20% SiCp/Al composites during UVAM in this paper. Through this study, the influence of amplitude on cutting force and surface roughness were comprehensively discussed. Simultaneously, the machined surface defects and chip formation mechanism were analyzed. And it also provided important references for selecting the proper amplitude in processing SiCp/Al composites.
2 Experimental design
2.1 Workpiece material
The materials used for the tests were SiCp/Al metal matrix composites. The reinforcing SiC particles were added in weight fraction of 20%, and the average particle size was about 15 μm. The test tools were solid carbide-coated tools with 30° helix angle and 15° cutting front angle, whose brands were JS452100E2R-100-Z2.0-HEMI, coating TiB2.
2.2 Experiment setup and conditions
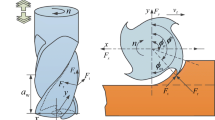
The experiments were carried out on the VMC850E three-axis vertical machining center with a self-made UVAM device. Ultrasonic vibration was acted on the tool, and its direction was longitudinal. The experimental system was shown in Fig. 1. The cutting parameters were cutting speed = 125 m/min; feed per tooth = 0.06 mm/z; axial cutting depth = 1 mm; radial cutting depth = 2.5 mm; vibration amplitude = 0, 2, 3, 4, and 5 μm; and vibration frequency = 35 KHz. The UVAM experiments of SiCp/Al composites were conducted under the conditions of dry milling, face milling, and down milling. During the experiments, the amplitude transformer would enlarge the amplitude to 0–5 μm, and only vibration amplitude was varied while others were held constant to observe the effects of variation of vibration amplitude on the processing results.

Photographic view of workpiece and tool of ultrasonic vibration–assisted milling experimental setup
The Kistler 9257B piezoelectric three-way dynamometer was used to record the cutting force from the milling tests. The morphology of the milling surface and the chip under different conditions were observed with a scanning electron microscope, whose type was JSM-6380LV. The surface roughness of machined SiCp/Al composites was measured with MarSurf PS 10 surface roughness meter.
3 Results and discussion
3.1 Cutting force
Figure 2 shows the effect of the amplitude on cutting force during face milling SiCp/Al composites. It can be drawn that the cutting force shows a slow increasing trend as the amplitude increases continually. This is due to the amplitude of 1–5 μm is too small, causing the impact of the tool is not enough to shear most SiC particles, instead increasing cutting force of the tool-workpiece. In addition, ultrasonic longitudinal milling can increase longitudinal amplitude on the cutting depth, which increases the chances of contact between the tool and SiC particles, generating a certain amount of extrusion and friction.

The variation of cutting force with amplitude
Figure 2 also illustrates that the cutting forces increase slowly at 0–3 μm and decrease slightly at 3 μm, which may be attributed to the fact that there are SiC particles distributing a little uniform at that time. The tool mostly contacts with aluminum matrix and avoids some particles at the amplitude of 3 μm. This does not affect the overall trend. However, the axial milling forces Fz and the feed forces Fx suddenly increase when the amplitudes are 4 and 5 μm. This is related to the drastic changes of the machined surface under this cutting condition. When the amplitude increases, the surface of the matrix material is destroyed and many defects are produced, which enhance the tool-workpiece and tool-chip interaction areas, resulting in a sudden increase in the cutting force.
3.2 Machined surface topography
The variation trend of surface roughness with amplitude is shown in Fig. 3. It is observed that there is an obvious increase in the surface roughness with increasing amplitude. Especially, the surface roughness increases significantly when the amplitude increases to 3 μm. This is due to the fact that when the amplitude reaches 3 μm, a large amount of aluminum matrix begin to be destroyed, together with the exposed SiC particles and cracks. Thus, 3 μm can be used as a critical value. The whole variant trend is mainly caused by the following reasons: when SiCp/Al composites are processed by traditional milling, the surface morphology is mainly the coating of the substrate material, but the density of this matrix covering layer is poor. UVAM is characterized by its intermittency, and the axial cutting depth will change periodically when the axial vibration is applied to the workpiece. Under the influence of UVAM feature, the covering material is easy to form micro-cracks, which will expand rapidly with the increase of amplitude. Thus, the deterioration of the workpiece surface is accelerated and the roughness of the milling surface is significantly increased [21].

Variation of surface roughness with amplitude
Figure 4 provides the SEM morphology of the processed surface. When the vibration amplitude is 0 μm, most areas of the machining surface are coated by the substrate during milling. The matrix covering layer is beneficial to improve the surface quality. At the same time, there are large and shallow pits on the milling surface, as well as particle breakage and holes.

Surface micro-morphology of the workpiece at A = 0 μm
With the continuous increase of amplitude, the changes of the micro-morphology of the workpiece milling surface are given in Fig. 5. As shown in Fig. 5a, in addition to large and shallow pits, both micro-cracks and the holes caused by the pull out of particles appear on the milling surface of workpiece when the vibration amplitude is 2 μm. The matrix covering layer is destroyed due to the poor compactness along with a large number of micro-cracks similar to scales, and the surface quality is further deteriorated when the amplitude reaches 3 μm, as shown in Fig. 5b. With the further increase of amplitude, the surface morphology of workpiece is dominated by the severe breakage of the matrix covering layer. At the same time, SiC particles are found on the surface of the workpiece. It can be observed that the surface morphology of 20% SiCp/Al composites tends to deteriorate gradually with the increase of amplitude. This is consistent with the conclusion that the surface roughness increases gradually with the increase of amplitude. Additionally, with the increase of amplitude, the effect of vibration milling is not obviously improved.

The changes of the surface micro-morphology of the workpiece with amplitude
In conclusion, the surface quality is better without ultrasonic vibration machining for the experiments. This is attributed to the cutting mechanism of traditional milling of tool-workpiece friction and extrusion, and the SiC particles volume fraction of 20% SiCp/Al composites is low, causing the surface morphology of traditional milling be mostly substrate coating. The cutting mechanism of UVAM is that the tool vibrates periodically to produce impact force in the workpiece. However, the amplitude below 5 μm is not enough to produce sufficient impact force to shear the SiC particles, which increases the cutting force and at the same time causes the particles to be mainly removed by pressing in and pulling out. This results in bumps and pits as well as damage of aluminum matrix, increasing the surface roughness.
3.3 Chip morphology
The macro-morphology of chips at different amplitudes is shown in Fig. 6. The chips with different amplitudes are short and small, which is related to the brittleness of the workpiece material containing SiC hard particles. Moreover, as the amplitude increases, the bending degree of chips tends to decrease. This shows that the severe plastic deformation between the workpiece and the tool during milling process decreases with the increase of amplitude due to the high frequency vibration of the tool. The micro-morphology of the free surfaces of chips confirms this phenomenon. It can be observed from Fig. 7 that the shear fracture on the free surfaces of chips with amplitude of 2 μm is much more serious than that of 3 μm.

The changes of the macro-morphology of chips with amplitude

Micro-morphology of the free surfaces of chips
The SEM images of the non-free surfaces of chips are shown in Fig. 8. As can be seen from the figure, the scratches generated by the non-free surfaces of chips flowing along the rake face can be seen clearly. When the amplitudes are 0 and 2 μm, severe plastic deformation occurs during the chip formation, and significant fracture zones are formed on the non-free chip surfaces (Fig. 8a) accompanied by the matrix material bonding produced by friction between the chip and the tool (Fig. 8b). Besides, the formation of crushing SiC particles and holes as well as other defects are visible.

Micro-morphology of the non-free surfaces of chips at different amplitudes
Although there are cracks and holes on the non-free surfaces of chips, the particle breakage and interfacial debonding decrease with the increase of amplitude, and the cracks become shorter at the same time. The defects on the non-free surfaces of chips are mainly micro-cracks and particle bulges, which indicates a reduction in the plastic deformation of the material. The reason is that the sharp friction between the chip and the cutting surface of the tool is weakened when the high frequency vibration amplitude of the tool is large.
4 Conclusions
In this work, the machinability of 20% SiCp/Al composites in UVAM on the condition that amplitudes are 0–5 μm was studied based on the analysis of experimental results. The following conclusions are drawn:
- 1.
Experimental results indicate that the increase of amplitude has little effect on cutting force and surface roughness. However, when the amplitude increases to 3 μm, the cutting force and surface roughness suddenly increases.
- 2.
The surface morphology of the workpiece is dominated by the coating of the matrix material, with holes, pits, and other defects when the amplitudes are 0 and 2 μm. With the increase of amplitude, a large number of micro-cracks and particle bulges appear on the machined surface, and the surface is fragmented.
- 3.
The amplitude has great influence on chip formation during machining of the composites. With the increase of amplitude, the chips gradually change from crimp to flake. The defects on the non-free surfaces of chips also change from fracture zones and material bonding to micro-cracks as well as particle bulges. The plastic deformation of the chip is reduced.
- 4.
UVAM of 20% SiCp/Al composites with the amplitude below 5 μm does not improve the machinability. Furthermore, it has a great influence on cutting force, surface roughness, surface morphology, and chips when the amplitude increases to 3 μm, which can be used as the critical cutting parameter to process 20% SiCp/Al composites for reference in subsequent studies. This study also is of great help to further study the processing quality of 20% SiCp/Al composites with higher amplitude. Then, it is able to explore the optimal amplitude of SiCp/Al composites with different volume fractions under ultrasonic–assisted processing.
References
Zhu CM, Gu P, Liu DH, Hu X, Wu YY (2019) Evaluation of surface topography of SiCp/Al composite in grinding. Int J Adv Manuf Technol 102:2807–2821
Du JG, Ming WY, Cao Y, Ma J, He WB, Li XK (2019) Particle removal mechanism of high volume fraction SiCp/Al composites by single diamond grit tool. J Wuhan Univers Technol -Mater. Sci Ed 34(2):324–331
Bains PS, Sidhu SS, Payal HS (2015) Fabrication and machining of metal matrix composites: a review. Mater Manuf Proce 31(5):553–573
Yang YF, Wu Q, Zhan ZB, Li L, He N, Shrestha R (2015) An experimental study on milling of high-volume fraction SiCp/Al composites with PCD tools of different grain size. Int J Adv Manuf Technol 79:1699–1705
Hu FQ, Cao FY, Song BY, Hou PJ, Zhang Y, Chen K, Wei JQ (2013) Surface properties of SiCp/Al composite by powder-mixed EDM. Procedia CIRP 6:101–106
Wang T, Xie LJ, Wang XB, Jiao L, Shen JW, Xu H, Nie FM (2013) Surface integrity of high speed milling of Al/SiC/65p aluminum matrix composites. Procedia CIRP 8:475–480
Arokiadass R, Palaniradja K, Alagumoorthi N (2012) A study on tool wear and surface roughness in end milling of particulate aluminum metal matrix composites: application of response surface methodology. J Comput Appl Res Mech Eng 2(1):1–13
Sokołowski JH, Szablewski D, Kasprzak W, Ng EG, Dumitrescu M (2006) Effect of tool cutter immersion on Al-Si bi-metallic materials in high-speed-milling. J Achievements Mater Manuf Eng 17(1–2):15–20
Wang T, Xie LJ, Wang XB, Ding ZW (2015) PCD tool performance in high-speed milling of high volume fraction SiCp/Al composites. Int J Adv Manuf Technol 78:1445–1453
Niu QL, Tang LY, Liu X, Li PN, Qiu XY (2017) Influence of cutting parameters on edge morphology of SiCp/Al matrix composites in milling. Aerosp Mater Technol 47(5):35–39 in Chinese
Feng PF, Liang GQ, Zhang JF (2014) Ultrasonic vibration-assisted scratch characteristics of silicon carbide-reinforced aluminum matrix composites. Ceram Int 40(7):10817–10823
Tong JL, Wei G, Zhao L, Wang XL, Ma JJ (2019) Surface microstructure of titanium alloy thin-walled parts at ultrasonic vibration-assisted milling. Int J Adv Manuf Technol 101:1007–1021
Shen XH, Zhang JH, Xing DX, Zhao YF (2012) A study of surface roughness variation in ultrasonic vibration-assisted milling. Int J Adv Manuf Technol 58:553–561
Dong GJ, Zhang HJ, Zhou M, Zhang YJ (2013) Experimental investigation on ultrasonic vibration-assisted turning of SiCp/Al composites. Adv Manuf Proce 28(9):999–1002
Kadivar MA, Akbari J, Yousefi R, Rahi A, Ghahramani Nick M (2014) Investigating the effects of vibration method on ultrasonic-assisted drilling of Al/SiCp metal matrix composites. Robo Com-Int Manuf 30:344–350
Dong Z, Zheng F, Zhu X, Kang R, Zhang B, Liu Z (2017) Characterization of material removal in ultrasonically assisted grinding of SiCp/Al with high volume fraction. Int J Adv Manuf Technol 93:2827–2839
Wang XW, Zhu XJ, Gao JH, Zheng ZZ, Wang HJ (2016) Milling research and tool selection design of SiC14Cu4Mg0.5Si based on Aluminium matrix 2A14. J Wuhan Univers Technol -Mater. Sci. Ed. 31(6):1377–1380
Gao GF, Xiang DH, Zhi XT, Yue GX, Zhao B (2011) Study on surface quality of Al/SiCp composites with ultrasonic vibration high speed milling. Appl Mech Mater 42:363–366
Xiang DH, Yue GX, Zhi XT, Gao GF, Zhao B (2011) Study on cutting force and tool wear of high volume SiC/Al MMCs with ultrasonic vibration high speed milling. Key Eng Mater 455:264–268
Gao GF, He QM, Dong XL, Xiang DH, Zhao b (2010) Experimental study on ultrasonic milling particle reinforced metal matrix SiCp/Al. Manuf Automat 32(3):41–44. in Chinese
Wang XW (2018) SiCp/Al milling mechanism and surface quality under ultrasonic excitation. North University of China, Dissertation in Chinese
Funding
The authors acknowledge the financial support of the National Natural Science Foundation of China (no. 51605161).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Niu, Q., Jing, L., Wang, C. et al. Study on effect of vibration amplitude on cutting performance of SiCp/Al composites during ultrasonic vibration–assisted milling. Int J Adv Manuf Technol 106, 2219–2225 (2020). https://doi.org/10.1007/s00170-019-04796-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04796-7