
Abstract
Diamond burnishing (DB) is a static mechanical surface treatment based on severe surface plastic deformation aimed at significant improvement in the surface integrity and operating properties of the treated component. Very often, DB is unjustifiably perceived of as typical smoothing burnishing. In the present article, it is shown that DB can be conducted as smoothing, deep, or mixed burnishing depending on the particular combination of process governing factors employed. Optimizations of the DB process for 41Cr4 steel under different criteria are conducted in order to obtain the optimal parameters of different DB processes. The choices of governing factors and objective functions (roughness and fatigue limits), which are obtained on the basis of planned experiments and regression analyses, are fully justified. By means of one-objective optimizations, the uncompromising optimum values of the objective functions and the corresponding optimum values of the governing factors of smoothing and deep DB processes are obtained. A new optimization procedure for solving a multi-objective optimization task is developed in order to obtain compromise optimal values simultaneously with the objective functions and governing factors of the mixed DB process. In order to highlight the advantages of the proposed optimization procedure, the multi-objective task solution is compared with the results obtained via some known methods, i.e., the compromise weight vector and function of the losses methods.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Diamond burnishing (DB) is a static mechanical surface treatment process based on severe surface plastic deformation due to the tangential sliding friction contact between the deforming diamond and the surface being treated. The surface integrity (SI) of the burnished component is improved significantly which reflects positively on the operating properties of the corresponding component – fatigue strength, wear resistance, and corrosion resistance are increased dramatically. DB kinematics is similar to those for turning (Fig. 1). The method is implemented on conventional and CNC machine tools via simple devices, which is one of the advantages of this method.

DB kinematics
According to Korzynski [1], burnishing can be classified as smoothing, dimensional, hardening, or mixed. Concerning the static burnishing methods with rolling contact, Ecoroll [2] defines two processes: roller burnishing [3] and deep rolling [4, 5]. Obviously, the first of these processes corresponds to smoothing burnishing according to Korzinsky’ classification while deep rolling corresponds to mixed burnishing. Apparently, both classifications are made under desired SI (respectively, desired operating properties of the burnished components) criterion. Very often DB is perceived of as typical smoothing burnishing [1]. However, some combinations of the governing parameters for the DB process increase the fatigue strength dramatically [6,7,8]. Hence, DB can be implemented as a smoothing, deep, or mixed process (Fig. 2). The aim of the smoothing DB is primarily to achieve a high-quality, smooth surface which is close to a mirror surface. The deep DB maximizes the fatigue strength of the corresponding component due to the beneficial combination of macro and micro effects. The macro effect results from the significant residual compressive stresses introduced and the increased micro-hardness of the surface layer. The beneficial micro effect is expressed in the modifications in the surface and subsurface layers’ microstructures, i.e., grains refining, homogenizing, and reducing the pores in the material. Thus, the fatigue strength as an exploitation characteristic expresses in an integral manner the above characteristics of SI. Obviously, there are combinations of DB governing parameters that provide both a low roughness and high fatigue limit without reaching their corresponding extreme values. Such a compromise can be achieved through mixed DB. In other words, the DB method can fulfill different processes depending on the combination of the process parameters used. In order to obtain a particular DB process, DB optimization is required. Concerning the burnishing processes, one-objective optimization is most often done using Taguchi’s method or analysis of variance, as the objective function most often describes roughness, micro-hardness, or wear resistance. Buldum and Sagan [9] optimized the slide burnishing (SB) (it is not clear what deforming element was used – diamond or others) of AZ91D alloy under roughness and micro-hardness criteria, using Taguchi’s orthogonal array technique. The governing factors were burnishing force, feed rate, burnishing velocity, and number of passes. Optimization of the cryogenic diamond burnishing of 17–4 PH steel was carried out by Sachin et al. [10] with objective functions for roughness and hardness obtained. Shiou and Banh optimized the SB process for small-sized surfaces using tungsten carbide and silicon nitride as the spherical-ended deforming elements [11]. The objective function was the roughness obtained. Teimouri et al. [12] performed an optimization of ultrasonic-assisted SB with a spherical-ended tool. The objective functions were roughness and hardness. Using Taguchi’s method, Revankar et al. [13] optimized the ball burnishing (with undefined ball motion) process of Ti-6Al-4 V alloy with an objective function describing wear resistance. The ball burnishing of brass was optimized by El-Tawell and El-Axir [14] using Taguchi’s tools. Basak and Goktas [15] optimized surface roughness and micro-hardness by using fuzzy logic in the ball burnishing process. These authors conducted ball burnishing with undefined ball motion (see the classification made in [16]). Stalin and Vinayagam [17] optimized the ball burnishing process of Al63400 alloy using the Sugeno fuzzy neural system. The micro-hardness in the single-roller burnishing of 6061 Al alloy was maximized by Deshmuhk and Patil [18] using Taguchi’s technique. Hassan et al. [19] used analysis of variance to minimize the roughness obtained in the ball burnishing (with undefined ball motion) of brass. DB of XC48 steel was optimized by Laouar et al. [20] The authors developed a program to find the minimum roughness and maximum micro-hardness. One-objective optimization of the roughness obtained in the ball burnishing process of a 7178 Al alloy was carried out by Sagbas [21] using a response surface methodology and desirability function. Saldana-Robles et al. [22] optimized the roughness obtained via the SB of AISI 1045 steel using analysis of variance. The optimization of single-roller burnishing of 6061 Al alloy under a minimum roughness criterion was conducted by Shinde and Kurkuter [23] using an artificial neutral network. Using Taguchi’s method, Solanki et al. [24] minimized the roughness obtained in the roller burnishing of 6061 Al alloy, while Babu et al. [25] employed Taguchi’s method to identify the optimal burnishing parameters when using a roller burnishing tool.

Classification of the DB
However, Taguchi’s method and analysis of variance cannot solve multi-objective optimization tasks. One of the approaches to solving such a problem is the Grey-based Taguchi method [26, 27]. The Taguchi method coupled with Grey relational analysis was used by Esme [28] to optimize the SB (it is not clear what the deforming element is) of 7075 Al alloy. The objective functions were roughness and micro-hardness. Multi-objective optimization of spherical motion burnishing was conducted by Maximov and Duncheva [29] using a genetic algorithm. Stalin John and Vinayagam [30] conducted a two-objective optimization (roughness and hardness) for the ball burnishing process of tool steel using MiniTab software. The same approach was applied by Stalin John et al. [31] for optimizing the roller burnishing of EN-9 grade alloy steel. A two-objective optimization of the low-plasticity burnishing of Ti-6Al-4 V alloy was conducted by Mohammadi et al. [32] in order to obtain a deep residual stress profile with a small plastic deformation. The two-objective optimization (roughness and micro-hardness) of the single-roller burnishing of 63,400 Al alloy was performed by Kurkute and Chavan [33] using the desirability function as a scalarizing function. Nguyen and Le [34] conducted the multi-objective optimization of the roller burnishing of holes. The objective functions described roughness, micro-hardness, and hardness depth. Selecting roughness as a limiting function, the authors found the optimal process parameter via the obtained Pareto front. Moussa et al. [35] conducted a two-objective optimization of the deep rolling process for AISI 304 stainless steel using a desirability function approach. The objective functions described roughness and surface hardness obtained.
On the basis of the above survey of the literature, the following conclusion can be drawn:
Most optimizations of the burnishing processes have been accomplished under criteria, which are characteristics of SI. The most commonly used criteria are roughness and micro-hardness, and the residual stress profile is less commonly used. In order to provide deep burnishing, an optimization under fatigue strength criterion is necessary. The fatigue strength is exploitation characteristic of the corresponding component. There is practically no research devoted to the optimization of the burnishing process for which the fatigue limit is an objective function.
In order to fulfill mixed burnishing, multi-objective optimization has to be conducted. Since the fatigue strength as an exploitation characteristic expresses in an integral manner the SI characteristics, two-objective optimization task should be set and solved, as the objective function are roughness and fatigue limit.
The purpose of this study is to optimize the DB process for medium-carbon, low-alloy steels and, in the process, obtain optimal process parameters for smoothing, deep, and mixed DB.
2 Conditions of the experiment
2.1 Specimen material
The experiments were conducted on specimens made of 41Cr4 steel. This steel is a typical representative of the medium- carbon, low-alloy steels and used widely in engineering practice. The steel was received as φ22mm bar stocks with lengths of 3000mm. The batch chemical composition, which we established, is listed in Table 1. Tensile tests were carried out on cylindrical specimens with a gauge diameter of 6mm. The average mechanical characteristics are shown in Table 2. The fatigue limit of this batch was σ−1 = 440MPa, and it was established via Wöhler’s curve using the rotating bending fatigue test in our “Testing of Metals” laboratory.
2.2 Specimen preparation
2.2.1 Machine tool and burnishing device
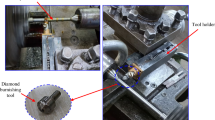
The roughness and fatigue specimens were manufactured on a CNC T200 lathe using a special burnishing device (Fig. 3a) mounted on the tool post of the lathe. A polycrystalline diamond insert with spherical tip was supported elastically within the device. The required burnishing force was set by deforming an axial spring with linear characteristic situated in the device (Fig. 3b). The necessary magnitude of the burnishing force was defined in advance by means of axial displacement of the nut in accordance with the spring characteristic. The deforming diamond insert was then brought into contact with the specimen at its centerline and normal to the surface being treated. The device was fed into the specimen an additional 0.05mm to allow the diamond insert to become disengaged from the stop in the device. Thus, an elastic contact between the diamond insert and surface being burnished was provided. The device was then fed along the surface of the rotating specimen to produce a burnished surface using the lubricant Hacut 795-H.

DB device:(a) general view; (b) explode view
2.2.2 Roughness specimens
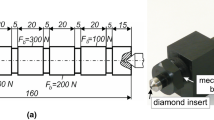
The experimental design had 16 experimental points (see Section 2.4). Four roughness specimens were used. Each specimen was designed for machining four cylindrical surfaces, corresponding to four experimental points in terms of different burnishing forces, but with a constant radius of diamond insert (Fig. 4a). The roughness specimens had a length of 160 mm and diameter of 22 mm. Each specimen was clamped to one side with the chuck and supported on the other side. Turning and DB were conducted on a CNC T200 lathe in one clamping process to minimize the concentric run-out in burnishing. The turning was conducted from end to end for each specimen using a DNMG 50608 – RF carbide cutting insert, as the average roughness obtained for all samples was in the interval \( {R}_a^{init}=\left(0.912-1.077\right)\mu m \). The length treated with DB for one experimental point was 20 mm. Thus, for every four experimental points, practically the same initial roughness was ensured. DB of one cylindrical surface (one experimental point) of a given specimen corresponds to one cycle of the CNC program. At the end of each cycle, a pause was provided to manually set the required magnitude of the burnishing force. All cylindrical surfaces (experimental points) were diamond burnished at a constant feed rate of f = 0.05mm/rev and burnishing velocity v = 100m/min but with different combinations of diamond radii and burnishing forces.

Specimens: (a) roughness; (b) fatigue
2.2.3 Fatigue specimens
A total of 48 hourglass-shaped fatigue specimens were used. Each of them had a minimum diameter of 7.5mm (Fig. 4b). Each specimen was clamped to one side with the chuck and supported on the other side. Turning and DB were conducted in one clamping process on a CNC T200 lathe. The hourglass-shaped portion of each specimen was diamond burnished at a constant feed rate of f = 0.05mm/revand maximum burnishing velocity of v = 100m/min but with different combinations of diamond radii and burnishing forces.
2.3 Roughness measurements and fatigue tests
The surface roughness Ra criterion in the axial direction was measured using Mitutoyo Surftest – 4. Each experimental value of Ra was obtained in the following way: the measurement was taken on three generatrixes at 1200, as, for each generatrix, the mean value of the roughness was given; and then the final value of the roughness was defined as the arithmetic mean of the obtained for the three generatrixes.
Rotary bending fatigue tests were conducted on a MUI-6000 electromechanical testing machine under load control and rotating-bending loading with a cycle asymmetry factor R = −1. The loading frequency was 100 Hz in air. The fatigue limit was obtained using Locatti’s method, which is one of the accelerated methods and based on the Palmgren–Miner linear damage hypothesis [36]. Detailed information about the method used is given in [8]. For each experimental point, three samples were used. Thus, the fatigue limit σ−1 for each experimental point was defined as the arithmetic mean of the results for the three samples.
2.4 Experimental design
2.4.1 Governing factors and objective functions
The basic DB parameters are the sphere radius r of the deforming element, burnishing force Fb, feed rate f, and burnishing velocity v. The number of passes, working scheme, and use of lubricant are additional parameters. In our previous studies on DB, it was established that the radius and burnishing force have the strongest effect on the SI and fatigue performance of the processed component. Therefore, the governing factors in the present study are the radius and burnishing force. The feed rate and the burnishing velocity were chosen as f = 0.05mm/rev and v ≤ 100m/min. Higher velocities cause more heat to be generated and higher temperatures in the contact between the deforming element and the surface being treated leading to the so-called softening effect, which reduces the beneficial effects of the residual stresses on the surface and subsurface layers (see, for instance, [37]). As noted in the first section, the fatigue strength as an exploitation characteristic integrally expresses several characteristics of SI: micro-hardness, residual stresses, and microstructure. Thus, in the present study, the objective functions were roughness obtained Y1 and the fatigue limit Y2.
2.4.2 Planned experiments
A planned experiment was conducted. The governing factors and their levels are listed in Table 3. The experimental points are shown in Fig. 5.

Experimental points
3 Experimental results
3.1 Regression analyses
Tables 4 and 5 show the results obtained for the roughness and fatigue limit. Regression analyses of the experimental outcomes were conducted using QStatLab software [38]. Since the governing factors were had four levels, the regression models were chosen to be polynomials of degree no larger than three. In order to perform the correct statistical analyses, the number of coefficients in the polynomials should not exceed the number of experimental points, i.e., 16. The following models were obtained for the two objective functions:
Roughness Ra:
Fatigue limit σ−1:
These models can be transformed into natural coordinates by means of the substitution:
where \( {\tilde{x}}_{i,0} \) is the middle level and \( {\tilde{x}}_{i,\max } \) is the upper level of the interval \( {\tilde{x}}_{i,\min}\le {\tilde{x}}_i\le {\tilde{x}}_{i,\max } \).
3.2 Analysis of the models obtained
Models (1) and (2) were investigated in natural coordinates by means of sections with different planes. The worst roughness was obtained when the radius was r = 2mm(Fig. 6). Increasing the radius to r = 4mm decreased the roughness. Further increases in the radius reversed the trend, and the roughness increased slightly. The smallest burnishing force (Fb = 100N) led to the greatest roughness. As the force increased, the roughness decreased, maintaining this trend up to Fb = 300N. On the whole, further increases in the burnishing force increased the roughness.

Dependence of the roughness on the burnishing force and radius
All in all, the influence of the two factors on the fatigue strength is the opposite of their influence on the roughness (Fig. 7). The effect of the burnishing force Fb is clearly defined. With the increase in Fb, the fatigue limit increases for all radii in the interval 2mm ≤ r ≤ 5mm. The case of r = 2mm marks an exception, as the maximum is reached at about Fb = 360N, after which a slight decrease is observed. The effect of the radius is more complex. For all burnishing forces, the fatigue limit is at a maximum for a radius around 2.5mm and is at a minimum when the radius is about 4.3mm. Further increases in the radius lead to a significant increase in the fatigue limit.

Dependence of the fatigue limit on the burnishing force and radius
4 Optimization procedures
4.1 One-objective optimization
The extremum of each of the two objective functions Yi({X}), where {X} = [x1x2]T ∈ Γx and Γx interval is the admissible space of the governing factors, is sought in the form:
where \( \left\{{X}^{(j)\ast}\right\}={\left[{x}_1^{(j)\ast}\;{x}_2^{(j)\ast}\right]}^T\in {\varGamma}_x \) ∀j = 1, 2 are the vectors of the optimal coded parameters.
The task is solved via a random search from multiple scanned starting points. The solution is shown in Table 6 and illustrated in Fig. 8. The natural optimal parameters are determined by the dependence:
where \( {\tilde{x}}_1^{(j)\ast } \) is the radius r and \( {\tilde{x}}_2^{(j)\ast } \) is the burnishing force.

One-objective optimization – optimal solution: (a) fatigue limit; (b) roughness
The radii of the diamonds produced, however, are discrete numbers – usually they change with а step of 0.5mm. Thus, smoothing DB should be conducted with a radius r = 4mm and burnishing force Fb = 330N. According to (1) and (2), these parameters ensures roughness of Ra = 0.0934μm and fatigue limit σ−1 = 500MPa. Respectively, deep DB should be carried out with a radius r = 2.5mm and burnishing force Fb = 380N, which ensures a fatigue limit σ−1 = 540.2MPa and roughness Ra = 0.27μm. The increase in the fatigue limit is 22.77%from 440MPa to 540.2MPa.
The uncompromising optimal parameters of the smoothing and deep DB processes were also tested on six extra specimens for each process (Table 7). Both the roughness and fatigue limit were obtained as arithmetical means. The comparison between the model and extra test showed good agreement.
4.2 Two-objective optimization
4.2.1 Setting the optimization task
Table 6 and Fig. 8 show that the two groups of optimal parameters have the opposite effect on the objective functions: the first group minimizes roughness but also dramatically reduces the fatigue limit; the second group maximizes the fatigue limit but significantly increases the roughness. Compromise values for the roughness and fatigue limit (relatively low roughness and relatively high fatigue strength) are required to implement mixed DB. For example, in order to increase the crack corrosion resistance of the burnished component, both low roughness and high fatigue strength are required (see, for instance, [39]). In order to obtain such a compromise solution, a set of solutions for the two-objective optimization task should be found. The functions { Y→({X})} = [Y1 Y2]T, where {X} = [x1x2]T ∈ Γx, are given. The numerical vector {X∗} for which Y1{X∗} → Y1, min and Y2{X∗} → Y2, max should be found, where\( \left\{{\mathrm{X}}^{\ast}\right\}={\left[{x}_1^{\ast}\;{x}_2^{\ast}\right]}^T\in {\varGamma}_x \).
4.2.2 Basic approaches to solving multi-objective optimization problems
Different concepts exist for solving multi-objective optimization tasks. Until a few decades ago, the solutions to such problems were considered to be mathematically incorrect given the fact that they did not have single solutions. However, the need to solve multiple practical problems with a vector optimization criterion has led to the development of many methods for solving such problems [40].
The basic approaches to solving a multi-objective optimization task can be classified into five groups:
- 1.
Nonlinear programming: one objective function Yk({X}) is selected for main criterion, and the rest of the objective functions Yj({X}), j ≠ k are considered to be limiting functions.
- 2.
Compromise approach (minYj ≤ Yj({X}) ≤ max Yj, ∀ j = 1, 2, ..., m): determining the compromise optimal area of the governing factors and selecting a working point in this area, i.e., selecting a compromise optimal vector {X∗} in this area.
- 3.
Reference point approach: justified replacement of the objective functions vector \( \overrightarrow{Y}\left(\left\{X\right\}\right) \) with one generalized (scalarizing) function Φ({X}), for which the extremum Φext = Φ({X∗}) should be found
- 4.
Targeted programming: arranging the objective functions and optimizing them sequentially while keeping the optimal solution found for each higher-ranking objective function.
- 5.
Searching for Pareto – optimal solutions.
In the present study, a new optimization procedure based on the first and second groups was developed.
4.2.3 Nature of the proposed optimization procedure
The approaches (and the corresponding methods) for solving multi-objective optimization tasks define a compromise optimal vector {X∗} of the governing factors. In the present study, an optimization procedure is developed which simultaneously provides a functional relationship between each roughness value and the maximum fatigue limit for that value as well as a compromise optimal area for the governing factors. The algorithm is:
- 1)
The roughness interval Y1, min ≤ Y1 ≤ Y1, max is divided into k subintervals with Y1, max = Y1, min + kΔY1 (Fig. 9):
- 2)
In the vicinity of each value Y1, i, a micro-interval ((Y1, i − ε) (Yi, i + ε)) is defined, where ε is a small positive number, for example, 0.005.
- 3)
The one-objective optimization tasks are solved with regard to Y2 for a defined limit of Y1, i.e.,
where \( \left\{{X}_i^{\ast}\right\} \) is the vector of the optimal governing factors in the i − th iteration and Γis the governing factor space.
- 4)
The magnitude \( {Y}_{1,i}\left({X}_i^{\ast}\right) \) of the Y1(X) function is calculated. Thus, a tabular function for k pairs \( {Y}_{1,i}\left({X}_i^{\ast}\right),{Y}_2\left({X}_i^{\ast}\right) \) is obtained.
Fig. 9 
Subintervals of the roughness

Figure 10 a shows a graphical view of the function obtained as well as the compromise optimal solution and the compromise optimal area of the governing factors (Fig. 10b). The graphical view of the “maximum fatigue limit – roughness” function contains three sections (Fig. 10a): (1) both the roughness and fatigue limit are increasing; (2) the compromise optimal solution; and (3) the roughness increases, but the maximum fatigue limit decreases. Obviously, the third section is undesirable and defined by the working points (i.e., the combinations of the governing factors) with numbers from 20 to 45.

Two-objective optimization: (a) compromise optimum solution; (b) compromise optimal area of the governing factors
The compromise optimal area of the governing factors is shown in Fig. 11 and listed in Table 8. In the compromise optimal area, the working point WPm with coordinates r = 2.75mm and Fb = 345N is chosen. As noted above, usually the steps in the radius of the manufactured diamond inserts are 0.5mm. Obviously, a special performance (r = 2.75mm) on the part of the diamond insert is necessary in order to achieve the optimum mixed DB process. The compromise optimal values of the objective functions are, respectively, Y1 = 0.187μm and Y2 = 537.3MPa. Figure 11 also shows the working points WPs and WPd, respectively, for smoothing and deep DB, which coincide with the points \( {O}_{R_a} \) and OF, respectively, from Fig. 8.

Working points of DB: WPS, smoothing; WPd, deep; WPm, mixed
A comparison of the proposed optimization procedure with some known methods (compromise weight vector and function of the losses [40]) was made. The compromise weight vector method is suitable for the cases in which the extremums of the individual objective functions are known, as in the present study. In the absence of weight coefficients, the compromise optimal vector is calculated as a weight vector:
where m is the number of objective functions. Taking into account Table 6 and Eq. (7), the compromise optimal values of the governing factors for both coded and natural coordinates are x1 = − 0.12555, x2 = 0.7206, r = 3.3mm, and Fb = 358.1N (see Fig. 11). The corresponding compromise values of the objective functions are Ra = 0.135μm and σ−1 = 523.7MPa.
The function of the losses has the following form:
where \( {Y}_j^{\ast } \) are the uncompromising optimal values (or set of optimistic values) of the objective functions. Taking into account Table 6 and Eq. (8), the compromise optimal values of the governing factors in coded and natural coordinates are x1 = 0.069, x2 = 0.3194, r = 3.6mm, and Fb = 297.9N (Fig. 12). The corresponding compromise values of the objective functions are Ra = 0.11μm and σ−1 = 506.3MPa.

Minimum of the function of the losses
The uncompromising optimal values of the governing factors, obtained via the two methods, are shown in Fig. 11. Obviously, these solutions do not fall within the compromise optimal area of the governing factors. These solutions are compared with the selected working point WPm, which was obtained on the basis of the proposed optimization procedure. Table 9 shows generalized information on the compromise solutions found for the two-objective optimization on the basis of the three optimization approaches. The comparison between the compromise values of the objective functions obtained by the function of the losses (Table 9) and those corresponding to the uncompromising solution by the minimum roughness criterion (Table 6) shows very small differences.
Therefore, a DB process conducted according to the values of the governing factors obtained via this optimization method will be smoothing burnishing rather than mixed burnishing. Obviously, the compromise solution obtained by the compromise weight vector method occupies an intermediate position compared to the other two compromise solutions.
Based on the comparison made, the following advantages of the optimization procedure we have developed can be highlighted:
- 1)
Тhe developed procedure provides greater possibilities of for choosing a compromise optimal solution based on the direct correlation found between the two objective functions. Thus, the compromise optimal area of the governing factors is obtained simultaneously with the compromise optimal solution.
- 2)
Another advantage of our method is its independence from the subjective factor. Unlike the methods compared, the procedure does not need to introduce weighting coefficients to improve the solution. These weighting coefficients are subjective in nature. Even today, a science-based methodology is missing to eliminate the subjectivism in the choice of weighting coefficients.
- 3)
The developed procedure can be used in the cases with more than two target functions. The procedure is especially effective when the target functions contain three or more variables.
5 Conclusions
The following conclusions can be made:
DB is usually perceived as a typical smoothing burnishing. For the first time in the present study, it is grounded that DB can be implemented as smoothing, deep, or mixed burnishing depending on the particular combination of the process governing factors used. One-objective optimizations provide the uncompromising optimal values of the objective functions (respectively, roughness and the fatigue limit) and the optimal values of the governing factors, through which, respectively, smoothing and deep DB are implemented. In order to conduct mixed DB, a multi-objective optimization must be carried out. Thus, the compromise optimal values of the objective functions and governing factors are obtained. Usually the step involved in changing the radius of the manufactured diamond inserts is 0.5mm. Taking into account the obtained compromise optimal radius value of the diamond insert (r = 2.75mm), a special implementation of the diamond insert is necessary in order to conduct the optimal mixed DB process.
A new optimization procedure for solving multi-objective optimization task is developed. The proposed method simultaneously provides a functional relationship between each value of the roughness and the maximum fatigue limit for that value as well as the compromise optimal area of the governing factors. This optimization procedure can also be applied in cases with more objective functions. For example, micro-hardness, wear resistance, corrosion resistance, and so forth may be included. Then the compromise optimal area of the governing factors will be obtained as a cross-section of the particular compromise optimal areas for each pair of objective functions.
Abbreviations
- f :
-
Feed rate
- F b :
-
Burnishing force
- F loss :
-
Function of the losses
- k :
-
Number of subintervals
- m :
-
Number of objective functions
- r :
-
Deforming diamond radius
- R :
-
Cycle asymmetry factor
- R a :
-
(Roughness)
- v :
-
Burnishing velocity
- x i :
-
Coded governing factor
- \( {x}_i^{\ast } \) :
-
Optimal value
- \( {\tilde{x}}_i \) :
-
Natural governing factor
- {X}:
-
Vector of governing factors
- {X∗}:
-
Vector of optimal governing factors
- \( \overrightarrow{Y}\left(\left\{X\right\}\right) \) :
-
Vector of objective functions
- Y j :
-
Objective function
- \( {Y}_j^{\ast } \) :
-
An uncompromising optimum value
- Γ x :
-
Factor space
- ε :
-
Small positive number
- σ −1 :
-
Fatigue limit
- CNC:
-
Computer numerical control
- DB:
-
Diamond burnishing
- SB:
-
Slide burnishing
- SI:
-
Surface integrity
- WP:
-
Working point
References
Korzynski M (2007) Modeling and experimental validation of the force-surface roughness relation for smoothing burnishing with a spherical tool. Int J Mach Tools Manuf 47:1956–1964
Ecoroll Catalogue (2006) Tools and Solutions for Metal Surface Improvement. Ecoroll Corporation Tool Technology, Ohio
Balland P, Tabourot L, Degre F, Morean V (2013) An investigation of the mechanics of roller burnishing through finite element simulation and experiments. Int J Mach Tools Manuf 65:29–36
Hadadian A, Sedaghati R (2019) Investigation on thermal relaxation of residual stresses induced in deep cold rolling of Ti-6Al-4V alloy. Int J Adv Manuf Technol 100(1–4):877–893
Mombeini D, Atrian A (2019) Experimental and numerical investigation of the effects of deep cold rolling on the bending fatigue tolerance of C38500 brass alloy. Int J Adv Manuf Technol 97(5–8):3039–3053
Maximov JT, Duncheva GV, Anchev AP, Ganev N, Dunchev VP (2019) Effect of cyclic loading on fatigue performance of slide burnishing components made of low-alloy medium carbon steel. Fatigue Fract Eng Mater Struct 42(6):1414–1425
Maximov JT, Anchev AP, Duncheva GV, Ganev N, Selimov KF, Dunchev VP (2019) Impact of slide diamond burnishing additional parameters on fatigue behaviour of 2024-T3 Al alloy. Fatigue Fract Eng Mater Struct 42(1):363–373
Maximov JT, Anchev AP, Dunchev VP, Ganev N, Duncheva GV, Selimov KF (2017) Effect of slide burnishing basic parameters on fatigue performance of 2024-T3 high-strength aluminium alloy. Fatigue Fract Eng Mater Struct 40(11):1893–1904
Buldum BB, Cagan SC (2018) Study of ball burnishing process on the surface roughness and microhardness of AZ91D alloy. Exp Tech 42(2):233–241
Sachin B, Narendranath S, Chakradhar D (2018) Experimental evaluation of diamond burnishing for sustainable manufacturing. Mater Res Express 5(10):106514. https://doi.org/10.1088/2053-1591/aadb0a
Shiou FJ, Banh QN (2016) Development of an innovative small ball-burnishing tool embedded with a load cell. Int J Adv Manuf Technol 87(1–4):31–41
Teimouri R, Amini S, Bami AB (2018) Evaluation of optimized surface properties and residual stress in ultrasonic assisted ball burnishing of AA6061-T6. Measurement 116:129–139
Revankar G, Shetty R, Rao S, Gaitonde V (2017) Wear resistance enhancement of titanium alloy (Ti-6Al-4V) by ball burnishing process. J Mater Res Technol 6(1):13–32
El-Taweel TA, El-Axir MH (2009) Analysis and optimization of the ball burnishing process through the Taguchi technique. Int J Adv Manuf Technol 41:301–310
Basak H, Goktas HH (2009) Burnishing process on al-alloy and optimization of surface roughness and surface hardness by fuzzy logic. Mater Des 30:1275–1281
Maximov JT, Duncheva GV, Anchev AP, Ichkova MD (2019) Slide burnishing – review and prospects. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-019-03881-1
Stalin John MR, Vinayagam BK (2014) Optimization of nonlinear characteristics of ball burnishing process using Sugeno fuzzy neural system. J Braz Soc Mech Sci Eng 36:101–109
Deshmukh A, Patil R (2015) Analyasis and optimization of roller burnishing process on cylindrical surface micro-hardness of aluminium alloy. International journal of innovative research in science. Eng Technol 4:6044–6055
Hassan AM, Al-Jalil HF, Ebied AA (1998) Burnishing force and number of passes of ball passes for the optimum surface finish of brass components. J Mater Process Technol 83:176–179
Laouar L, Hamadache H, Saad S, Bouchelaghem A, Mekhilef S (2009) Mechanical surface treatment of steel – optimization parameters of regime. Phys Procedia 2:1213–1221
Sagbas A (2011) Analysis and optimization of surface roughness in the ball burnishing process using response surface methodology and desirability function. Adv Eng Softw 42:992–998
Saldana-Robles A, Plascencia-Mora H, Aguilera-Gomez E, Saldana-Robles A, Marquez-Herrera A (2018) Diosdado-De la Pena JA. Influence of ball-burnishing on roughness, hardness and corrosion resistance of AISI 1045 steel. Surf Coat Technol 339:191–198
Shinde NM, Kurkuter VK (2017) Optimization of single roller burnishing operation for surface roughness of aluminium alloy using artificial neutral network. Int J Mech Eng 43(2):1289–1293
Solanki RG, Patel KA, Dhruv RB (2016) Parametric optimization of roller burnishing process for surface roughness. IOSR J Mech Civ Eng 13(3):21–26
Babu PR, Ankamma K, Prasad TS, Raju AVS, Prasad NE (2012) Optimization of burnishing parameters and determination of select surface characteristics in engineering materials. Sadhana 37(4):503–520
Datta S, Bandyopadhyay A, Pal PK (2008) Grey-based Taguchi method for optimization of bead geometry in submerged arc bead-on-plate welding. Int J Adv Manuf Technol 39(11–12):1136–1143
Sathiya P, Abdul Jaleel MY (2010) Grey-based Taguchi method for optimization of bead geometry in laser bead-on-plate welding. Adv Prod Eng Manag 5(4):225–234
Esme U (2010) Use of grey based Taguchi method in ball burnishing process for the optimization of surface burnishing and microhardness of AA7075 aluminium alloy. Mater Technol 44:129–135
Maximov JT, Duncheva GV (2012) Finite element analysis and optimization of spherical motion burnishing of low-alloy steel. Proc Inst Mech Eng C J Mech Eng Sci 226(1):161–176
Stalin John MR, Vinayagam BK (2011) Optimization of ball burnishing process on tool steel (T215Cr12) in CNC machining Centre using response surface methodology. Arab J Sci Eng 36(7):1407–1422
Stalin John MR, Banerjee N, Shrivastava K, Vinayagam BK (2017) Optimization of roller burnishing process on EN-9 grade alloy steel using response surface methodology. J Braz Soc Mech Sci Eng 39(8):3089–3101
Mohammadi F, Sedaghati R, Bonakdar A (2014) Finite element analysis and design optimization of low plasticity burnishing process. Int J Adv Manuf Technol 70(5–8):1337–1354
Kurkute V, Chavan ST (2018) Modeling and optimization of surface roughness and microhardness for roller burnishing process using response surface methodology for aluminum 63400 alloy. Procedia Manuf 20:542–547
Nguyen TT, Le XB (2018) Optimization of interior roller burnishing process for improving surface quality. Mater Manuf Process 33(11):1233–1241
Moussa NB, Gharbi K, Chaieb I, Fredj NB (2019) Improvement of AISI 304 austenitic stainless steel low-cycle fatigue life by initial and intermittent deep rolling. Int J Adv Manuf Technol 101(1–40):435–449
Reemsnyder HS (1961) The fatigue behavior of structural steel weldments – a literature survey, Lehigh University. p 152. Fritz Laboratory Reports Paper 1818
Maximov JT, Duncheva GV, Anchev AP, Ganev N, Amudjev IM, Dunchev VP (2018) Effect of slide burnishing method on the surface integrity of AISI 316Ti chromium-nickel steel. J Braz Soc Mech Sci Eng 40:194–114. https://doi.org/10.1007/s40430-018-1135-3
Vuchkov IN, Vuchkov II (2009) QStatLab Professional, v. 5.5 – Statistical Quality Control Software. User’s Manuel, Sofia
Lobanowski J, Ossowska A (2006) Influence of burnishing on stress corrosion cracking susceptibility of duplex steel. J Achievemens Mater Manuf Eng 19(1):46–52
Stoyanov SK (1993) Optimization of technological objects. Technika, Sofia, (in Bulgarian)
Funding
This work was supported by the European Regional Development Fund within the OP “Science and Education for Smart Growth 2014-2020,” Project CoC “Smart Mechatronics, Eco- and Energy Saving Systems and technologies”, №BG05М2ОР001-1.002-0023.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Maximov, J.T., Duncheva, G.V., Anchev, A.P. et al. Smoothing, deep, or mixed diamond burnishing of low-alloy steel components – optimization procedures. Int J Adv Manuf Technol 106, 1917–1929 (2020). https://doi.org/10.1007/s00170-019-04747-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04747-2