
Abstract
Micro components have been demanded increasingly due to the global trend of miniaturization of products and devices. Micro milling is one of the most promising processes for micro-scale production and differs from conventional milling due to the size effect introducing phenomena like the minimum chip thickness, making the prediction of micro milling process hard. Among challenges in micro milling, tool life and tool wear can be highlighted. Understanding tool wear and modelling in micro milling is challenging and essential to maintaining the quality and geometric tolerances of workpieces. This work investigates how to model the diameter reduction of a tool caused by tool wear for micro milling of H13 tool steel. Machining experiments were carried out in order to obtain cutting parameters affecting tool wear by considering the diameter reduction. Dry full slot milling with TiAlN (titanium aluminium nitride)-coated micro tools of diameter d = 400 μm was performed. Three levels of feed per tooth (fz = 2 μm, 4 μm and 5 μm) and two spindle speed levels (n = 30,000 rpm and 46,000 rpm) were used and evaluated over a cutting length of lc = 1182 mm. The results show that lower levels of feed per tooth and spindle speed lead to higher tool wear with a total diameter reduction over 22%. The magnitude of the cutting parameters affecting tool wear was determined by ANOVA (analysis of variance), and the model validation meets the statistical requirements with a coefficient of determination R2 = 83.5% showing the feasibility of the approach to predict tool wear using diameter reduction modelling in micro milling.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The increasing application of miniaturized devices raised demands on micro technologies systems production. Micro parts are required in industries of aerospace, energy and biomedicine [1]. Micro milling is characterized by the use of tools with a diameter d < 1 mm [2]. Micro milling can work with a variety of materials of workpiece and complex geometries, which makes this process one of the most suitable for microscale manufacturing [3]. Tool wear is a critical factor because it has an influence on component tolerance, surface quality, production time and costs [4]. In this way, the monitoring of process condition and the prediction of machining help to improve productivity and reduce process costs [5, 6]. Tool diameter is reduced, and flank wear is severely damaged by tool wear affecting machining accuracy and surface integrity [7]. As the machined feature goes down in size, the accuracy of the manufacture must be improved, and finding the optimum cutting conditions is essential to controlling and improving process capability [8].
There are some phenomena in micro milling that are not observed in conventional milling as the size effect, the presence of minimum chip thickness and the cutting edge radius [9]. In micro machining, the radius of the cutting edge becomes significant compared with the thickness of the material to be removed [8] and a chip will not be cut if the uncut chip thickness is less than a critical value, which is the minimum chip thickness [10]. As the tool diameters are so small, they are more susceptible to deflections and premature breakage, which makes tool wear modelling a challenge in micro milling [3].
Tool wear and breakage is a subject that has not yet been fully clarified in micro tools. Tool wear depends on the tool material and geometry, workpiece material, cutting parameters (cutting speed, feed per tooth and depth of cut), cutting fluids and machine tool characteristics [11]. When selecting lower feed rates, the tool contacts the work surface more often compared with a larger feed rate for the same cutting length and spindle speed, causing greater tool wear [12].
Li et al. [13] described tool wear in micro milling as a complicated process, since the size effect can induce many random factors. The effect of reducing tool diameter and the geometry changes cannot be described in a simplified way due to the complexity of the geometry. The same authors performed tests with spindle speeds of 20,000 rpm ≤ n ≤ 70,000 rpm and depths of cut of 6 μm ≤ ap ≤ 20 μm. They inferred that the wear effect significantly affects the roughness of the machined surface. However, the depth of cut showed low influence on tool wear. Kiswanto et al. [14] reported that lower feed rates of 0.05 mm/s ≤ vf ≤ 1 mm/s imply better surface quality, which is measured by Ra roughness. However, the machining time required for a given cut length is higher, causing a higher tool wear.
Lu et al. [1] identified tool tip wear as the main form of tool wear in micro milling. According to the authors, in micro milling, the feed per tooth can be less than the cutting edge radius, so the chips do not flow along the rake face, but through the tip of the tool directly, leaving the tip in the position with greater wear. Ucun et al. [15] investigated the effect of coating on tool wear on the micro milling of nickel alloy 718. The results showed that AlTiN-, TiAlN + AlCrN- and AlCrN-coated tools showed better performance in terms of built-up edge (BUE) formation and tool wear compared with TiAlN + WC/C and DLC coated. The authors provide an accurate description of the form of occurrence of wear. According to the results, tool wear is greater in the flank face with the occurrence of fractures along the faces. Less chipping was observed in the coated tools, concluding that the coating increases the hardness of the tools. A decrease in diameter was observed due to abrasive wear, and the cutting edge was significantly damaged.
To evaluate tool wear directly, the tool must be removed from the holder and wear should be measured at regular intervals with the help of a microscope [16]. Moreover, to investigate the influence of tool wear and rake angle on the cutting forces in the micro milling of AISI 4340 steel, Afazov et al. [12] measured the value of the cutting edge radius by removing the tools from the machining centre and measuring them with a scanning electron microscope (SEM) in four intervals of cutting length lc = 168 mm. The results indicate that the cutting forces increase with the increase in the cutting edge radius and that the cutting forces are higher for the rake angle of α = 0 ° compared with the rake angle of α = 8°. The increase in cutting forces is mainly associated with changes in friction conditions between the workpiece and the tool.
Zhu and Yu [17] proposed a wear area analysis approach based on the top images of the worn tools. According to the authors, the area analysis generalizes the estimate wear providing a more accurate result than in traditional techniques that can better reflect the tool condition. It has been observed that the wear zone has a triangular shape, and that this zone expands gradually. Uhlmann et al. [18] have carried out micro milling tool analyses observing images of the tool cutting edges with scanning electron microscope (SEM) and cutting edge radius measurements using the Infinite Focus, Alicona.
A criterion to evaluate the wear of cutting edges in micro milling is challenging to establish. The diameter reduction and average flank wear can be used as two different measures to quantify the tool wear [19]. Alhadeff et al. [20] proposed a protocol for measuring, characterising and reporting wear on micro milling; wear was measured using SEM techniques removing the tool at a pre-determined interval.
Statistical methods have been used to build models for predicting cutting conditions in micro milling such as tool wear, cutting forces and surface roughness. ANOVA have been successfully applied by Saedon et al. [21] to understand the effect of cutting speed, feed per tooth and depth of cut on tool life in micro milling of AISI D2 steel using TiAlN-coated micro mills. The cutting speed range was 14.77 ≤ vc ≤ 68.30 m/min, and feed per tooth was fz = 1 μm and 2.5 μm for tools with a diameter 15 μm ≤ d ≤ and 85 μm. Adequacy of the models has been evaluated by ANOVA which indicates significance at 95%. The tool life equation established in the paper showed that the cutting speed is the main factor affecting tool life, followed by feed per tooth. Also, Wang et al. [22] used ANOVA to validate the feasibility of using the spindle current signal to estimate tool wear on micro milling. Wang et al. [23] investigated the influence of micro-end-milling cutting conditions on roughness using factorial experiments and ANOVA methodology. They established a model for micro-end-milling surface roughness based on tool diameter, depth of cut, spindle speed and feed rate.
Given the state of art, this work presents an approach to model the tool diameter reduction in the micro end milling of tool steel H13 using full-factorial design of experiments (DoE) in a range of feed per tooth 2 ≤ fz ≤ to 5 μm, spindle speed 30,000 ≤ n ≤ to 46,000 rpm and cutting length of 1182 mm.
2 Methodology
The workpiece material is the tool steel H13. The main chemical compositions of the test pieces used for experimentation are presented in Table 1.
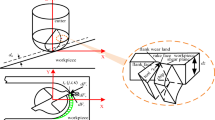
TiAlN two-flute coated ultra micrograin carbide tools were used. The tool diameter is d = 400 μm with a 30° helix angle. The cutting edge radius estimated is re = 2.5 μm for a new tool. Images using a Jeol JCM-5000 NeoScope Scanning Electron Microscope were taken for new and worn tools. Some images for a new tool are presented in Fig. 1.

a Micro tool. b Zoom for tool tip: A: major cutting edge, B: minor cutting edge, C and D: flank face and E: relief face. c Detail for tool tip and diameter. d Micro tool top view
The machining tests were carried out on a Primacon PFM 4024-5D machine tool with position accuracy of linear axes = 0.0015 mm (VDI/DGQ 3441) at the IWF (Institut für Werkzeugmaschinen und Fabrikbetrieb) of TU Berlin (Technische Universität Berlin). Figure 2 presents the machining set-up.

Experimental set-up
Experiments are planned using the DoE methodology. A full-factorial design using two factors, the feed per tooth fz and the spindle speed n, with three and two levels, respectively, were performed in order to obtain independent and interactive effects of those factors on tool wear. The combination of parameters is presented in Table 2. Three repetitions for each set of parameters were performed. Channels with of cutting length lc = 197 mm were machined in the first step of the experiments. Then, the cutting tools are removed from the machine tool for wear analysis and diameter measurement. This procedure is repeated five times more, completing six evaluation points over a cutting length lc = 1182 mm. A machined workpiece and its 2D drawing are shown in Fig. 3.

Workpiece channels machining
2.1 Tool wear evaluation for model building
SEM images of the worn tools were taken in each evaluation point of the experiments for comparison with new tools and to help understanding the wear behaviour. The indicator chosen in order to quantify the tool wear was the tool diameter. Tool chipping occurs due to abrasive wear during the machining which causes tool diameter reduction. The measuring machine Helicheck Plus was used to determine the tool diameter as shown in Fig. 4, the measuring machine tool has multiple cameras with ×400 magnification and the micro milling tool is held at the centre and rotate in order to obtain its profile. Technical specifications of Helicheck Plus are presented in Table 3. An example of a profile obtained is presented in Fig. 5. The red cursor in Fig. 5 is positioned 5 μm from the top, and the tool is rotated to determine the greatest diameter. The data obtained for effective diameter are analysed by ANOVA method and used to build a numerical model for tool diameter reduction. The model is validated by statistical tests.

Set-up for diameter measurement

Profile obtained for micro mills by Helicheck Plus. a New tool. b Worn tool. c Overlap of new and worn tool
To check the effect of tool wear on the machined surface, the profile of machined channels was obtained with an Alicona Infinite Focus microscope with magnification lenses of ×50 and lateral and vertical resolutions of 1 μm and 500 nm, respectively. Figure 6 a shows a 3D image obtained with the microscope for a machined surface, and Fig. 6b how the profile is measured.

Machined profile obtained with an Alicona Infinite Focus microscope
3 Results and discussion
3.1 Tool wear affecting diameter reduction
Figure 7 shows the tool wear for one tool of each experiment after a cutting length of lc = 985 mm. The tools show a severe wear in the nose region with tool chipping starting in the tool tip and expanding to flank and relief faces. The cutting edge is severely deformed due to abrasion between the tool and the workpiece. It can be seen that the wear is more pronounced for low levels of feed per tooth and spindle speed. The tool tip shows a rounded geometry due the tool wear (comparison with Fig. 1a); as the wear increases, the geometry is deformed, for example, the tool with n = 30,000 rpm and fz = 2 μm on Fig. 7. This change in tool shape will have an effect on machined geometry and surface quality; when this kind of worn tool is rotated, it leaves its shape on the workpiece, producing channels with bevelled corners instead of sharp corners, as shown in Fig. 8: a profile obtained with a microscope for a tool from experiment 1 (n = 30,000 rpm and fz = 2 μm) is overlapped to the profile of a new tool.

Tool wear under different cutting parameter conditions after cutting length of lc = 985 mm channels with depth of cut of ap = 15 μm

Channels profile for a new and worn tool
The tool deformation observed in Fig. 7 reduces effective tool diameter, so it was chosen as an indicator for model building. The mean value of the tool diameter obtained for the experiment repetitions and its respective standard deviation are presented in Figs. 9 and 10. Figure 9 compares tool diameter reduction over the cutting length for the three levels of feed per tooth and two levels of spindle speed. In both graphs, it can be seen that a greater tool diameter reduction occurred for lower feed per tooth. For all graphs, when cutting length of lc = 0 mm is considered, it means that the measurement was collected as near as possible of the beginning of the cut.

Effective diameter for experiments with constant spindle speed in different levels of feed per tooth and total diameter percentual reduction

Effective diameter for experiments with fix feed per tooth in different levels of spindle speed and total diameter percentual reduction
In Fig. 10, the effective diameter is compared over the cutting length for the experiments with the same spindle speed and different levels of feed per tooth. In all graphs, the lower level of spindle speed caused greater tool diameter reduction. In the work of Kuram and Ozcelik [24], a similar behaviour is observed in the micro-milling of Ti6Al4V. The authors investigated the cutting parameters and the tool path effect on tool wear and roughness. The increment in spindle speed gave lower tool wear in down and zigzag micro-milling. However, tool wear was greater for an up-milling path. The spindle speed used was n = 20,000 rpm and 28,000 rpm. Another study of Kuram and Ozcelik [25] also concluded that the tool wear during micro-milling of Ti6Al4V titanium alloy decreased with an increment of spindle speed and in a range of 10,000 rpm < n < 12,000 rpm. However, in the same work the effect of the spindle speed is different for Inconel 718 increasing tool wear with the increment of spindle speed. In the work of Santos et al. [26], the micro milling of UNS S32205 duplex stainless steel also showed a higher tool wear with the increment of spindle speed (20,000 rpm < n <30,000 rpm). From the works mentioned and from the results obtained in this work, it can be concluded that spindle speed is a variable of influence on the tool wear though its effect can variate in function of the workpiece material, range of parameters and path strategy.
3.2 Analysis of variance and model building
To analyse the cutting parameters, significance on the tool wear ANOVA was applied. Table 4 shows the results of ANOVA using Action Stat, a supplement software for Excel. A significance level of α = 0.05 is adopted. According to the ANOVA table, the feed per tooth, fz, the spindle speed, n, the cutting legth, lc , and the interaction fz: lc are significant to the tool wear effect.
The graph in Fig. 11 is used to demonstrate the interaction between two factors and the response variable. From the first graph in Fig. 11, it can be understood that the feed per tooth has the same effect in different levels of cutting length, and lower feed causes greater wear. The interaction appointed in the p value in Table 4 is due a dependency between fz and lc: different feeds per tooth levels can be compared only for the same cutting lengths. In Fig. 11b, it can be seen that the feed per tooth has the same effect for different levels of spindle speed, the lower the feed greater the tool wear. In the third graph, the effect of spindle speed is the same in different levels of cutting length: the lower the spindle speed, the greater the tool wear. The dependency interaction between spindle speed and cutting length also occurs but less pronounced (p value of 0.07).

Interaction graph for tool wear
Figure 12 represents the graph for the main effects. As all three variables feed per tooth fz, spindle speed n and cutting length lc present lines that are transversal to the x axis, it means they have a main effect, which is the same discussed before: the lower the feed per tooth fz as well as spindle speed n, the greater the cutting length lc, resulting in a greater tool wear.

Main effects for diameter reduction
To validate the ANOVA method, the residual analysis is presented in Fig. 13. From the residual histogram and the QQ plot (quantile-quantile plot), it can be seen that the residuals have a normal distribution. The residuals are randomly distributed around the zero in the graph “Residuals × adjusted values” attending the assumption of homoscedasticity. Also, there is no tendency on the residual distributions on the graph “Residuals × collection order” indicating residual independence.

Residual analysis graphs
Linear regression is used to estimate a function that can predict tool diameter reduction for the range of parameters used in this work. The variables used to build the model function are presented in Table 5.
The model established using Action Stat software is given by Eq. 1.
The coefficient of determination R2 obtained is 83.5% indicating a good model fit. Test t was applied, and it was verified that all coefficients are significant to the model. The p value according to the Bonferroni method calculated was 0.7552. That means that there are no outliers in the model. The analysis for influential observations was done using DFFITS, D-COOK and DFBETAS methods; no DFFITS, D-COOK or DFBETA presented an absolute value over 1 which means that there is no influential observation in the model. The model also attends the requirements for low collinearity as shown in Table 6 and multicollinearity once the VIF (variance inflation factor) found was less than 10 for all variables (fz = 1.00, n = 1.01 and lc=1.01). The assumptions of normality, homoscedasticity and independence of residuals were verified in the ANOVA step (Fig. 13).
4 Conclusions
This work shows the development and validation of tool diameter reduction modelling in the micro-end-milling of tool steel H13. A full DoE factorial design was used to build the experimental set-up. ANOVA was applied to analyze experimental data to verify the impact of the cutting parameter feed per tooth and spindle speed in tool wear and diameter reduction. The following conclusions can be drawn:
- 1.
A new tool diameter reduction model based on effective tool diameter with three parameters, which are feed per tooth, spindle speed and cutting length, was built using linear regression and presented a coefficient of determination R2 = 83.5%. The model meets statistical requirements and can be successfully applied to predict tool wear based on diameter reduction.
- 2.
The magnitude of the cutting parameters affecting tool wear was determined by ANOVA. It was found that the feed per tooth, spindle speed and cutting length as well as the interactions between feed per tooth and cutting length and the interactions between spindle speed and cutting length are significant over the tool wear. The tool wear was more pronounced (total diameter reduction between 16.8 and 22.7%) in the low level of feed per tooth (fz < 2 μm) and in the low level of spindle speed (n < 30,000 rpm) in the machined channel of cutting length lc = 1182 mm.
- 3.
The developed approach can predict the diameter reduction that can strongly influence the channel geometry and cutting speed along the cutting length and can be useful for micro end milling which requires high surface precision and high-dimensional geometry control. Those results will be linked to studies on surface roughness and tool wear and roughness prediction algorithms.
References
Lu X, Jia Z, Wang H, Si L, Liu Y, Wu W (2016) Tool wear appearance and failure mechanism of coated carbide tools in micro-milling of Inconel 718 super alloy. Ind Lubr Tribol 68(2):267–277
Kang IS, Kim JS, Kim JH, Kang MC, Seo YW (2007) A mechanistic model of cutting force in the micro end milling process. J Mater Process Technol 187–188:250–255
Kuram E, Ozcelik B (2014) Micro milling. In: Davim JP (ed) Modern mechanical engineering - materials forming, machining and tribology. Springer International Publishing, Aveiro, pp 325–466
Ding H, Ibrahim R, Cheng K, Chen S (2010) Experimental study on machinability improvement of hardened tool steel using two dimensional vibration-assisted micro-end-milling. Int J Mach Tools Manuf 50:1115–1118
Pal S, Heyns PS, Freyer BH, Theron NJ, Pal SK (2011) Tool wear monitoring and selection of optimum cutting conditions with progressive tool wear effect and input uncertainties. J Intell Manuf 22:491–504
Campos MA, Mewis J, Del Conte EG (Sep. 2017) In-situ magnetic inspection of the part fixture and the residual stress in micromilled hot-work tool steel. NDT E Int 90:33–38
Teng X, Huo D, Shyha I, Chen W, Wong E (2018) An experimental study on tool wear behaviour in micro milling of nano Mg / Ti metal matrix composites. Int J Adv Manuf Technol 96:2127–2140
Aramcharoen A, Mativenga PT (2009) Size effect and tool geometry in micromilling of tool steel. Precis Eng J 33:402–407
Lai X, Li H, Li C, Lin Z, Ni J (2008) Modelling and analysis of micro scale milling considering size effect , micro cutter edge radius and minimum chip thickness. Int J Mach Tools Manuf 48:1–14
Liu X, Devor RE, Kapoor SG (2016) An analytical model for the prediction of minimum chip thickness in micromachining. J Manuf Sci Eng 128:474–481
Cheng K (2009) Machining dynamics - fundamentals, applications and practices. Springe, London
Afazov SM, Zdebski D, Ratchev SM, Segal J, Liu S (2013) Effects of micro-milling conditions on the cutting forces and process stability. J Mater Process Technol 213:671–684
Li H, Lai X, Li C, Feng J, Ni J (2008) Modelling and experimental analysis of the effects of tool wear , minimum chip thickness and micro tool geometry on the surface roughness in micro-end-milling. J Micromech Microeng 18:12pp
Kiswanto G, Zariatin DL, Ko TJ (2014) The effect of spindle speed , feed-rate and machining time to the surface roughness and burr formation of Aluminum Alloy 1100 in micro-milling operation. J Manuf Process 16:435–450
Ucun I, Aslantas K, Bedir F (2013) An experimental investigation of the effect of coating material on tool wear in micro milling of Inconel 718 super alloy. Wear J 300:8–19
Lee K, Dornfeld DA (2005) Micro-burr formation and minimization through process control. Precis Eng 29:246–252
Zhu K, Yu X (2017) The monitoring of micro milling tool wear conditions by wear area estimation. Mech Syst Signal Process 93:80–91
Uhlmann E, Kuche Y, Polte J, Polte M (2018) Influence of cutting edge micro-geometry in micro-milling of copper alloys with reduced lead content. Procedia CIRP 77(Hpc):662–665
Oliaei SNB, Karpat I (2016) Influence of tool wear on machining forces and tool deflections during micro milling. Int J Adv Manuf Technol 84(9–12):1963–1980
Alhadeff LL, Marshall MB, Curtis DT, Slatter T (2019) Protocol for tool wear measurement in micro-milling. Wear 421(December 2018):54–67
Saedon JB, Soo SL, Aspinwall DK, Barnacle A, Saad NH (2012) Prediction and optimization of tool life in micromilling AISI D2 ( ~ 62 HRC ) hardened steel. Int Symp Robot Intell Sensors 41:1674–1683
Wang C, Huang M, Chung TT, Young HT, Li KM (2017) Tool condition monitoring with current signals for a low-power spindle. In: International Conference on Applied System Innovation, pp 686–689
Wang W, Kweon SH, Yang SH (2005) A study on roughness of the micro-end-milled surface produced by a miniatured machine tool. J Mater Process Technol 163:702–708
Kuram E, Ozcelik B (2015) Effects of tool paths and machining parameters on the performance in micro-milling of Ti6Al4V titanium with high-speed spindle attachment. Int J Adv Manuf Technol (1–4):691–703
Kuram E, Ozcelik B (2015) Optimization of machining parameters during micro-milling of Ti6Al4V titanium alloy and Inconel 718 materials using Taguchi method. J Eng Manuf 231(2):1–15
do Santos AG, Silva MBD, Jackson MJ (2018) Tungsten carbide micro-tool wear when micro milling UNS S32205 duplex stainless steel. Wear 414–415:109–117
Funding
This study was financed by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior - Brasil (CAPES) - Finance Code 001" and the Deutsche Forschungsgemeinschaft (DFG) through the Bragecrim (Brazilian-German Collaborative Research Initiative on Manufacturing Technology) project Micro-O: Micro Milling Process Optimization.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Manso, C.S., Thom, S., Uhlmann, E. et al. Tool wear modelling using micro tool diameter reduction for micro-end-milling of tool steel H13. Int J Adv Manuf Technol 105, 2531–2542 (2019). https://doi.org/10.1007/s00170-019-04575-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04575-4