
Abstract
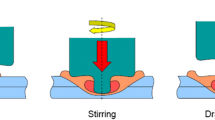
Stationary shoulder friction stir welding (SSFSW) is a new variant of the conventional FSW with rotation of only the tool probe to reduce the rate of heat generation along the tool–workpiece interface and hence, weld joint residual stresses. Studies on the evolution of residual stresses in SSFSW are rare as the process is new. A detailed investigation on the evolution of welding-induced residual stress is reported here for SSFSW and the conventional FSW of four different aluminum alloys. A finite element method–based numerical model, JWRIAN-Hybrid, is used for the three-dimensional heat transfer and thermo-mechanical stress analyses. The computed results are validated extensively with the corresponding experimentally measured results. The results show approximately 10% to 20% reduction in the peak residual stresses in SSFSW under identical welding conditions.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Stationary shoulder friction stir welding (SSFSW) involves the rotation of only the tool probe leading to narrow stir zone (SZ) and heat affected zone (HAZ) that could improve joint properties and surface finish in both butt [1,2,3,4] and lap joint configurations [5, 6]. SSFSW is considered as a potential recourse for the joining of aluminum alloys especially for aircraft structures with reduced residual stresses and improved fatigue life [7,8,9]. Conventional friction stir welded (FSW) joints in several high-strength aluminum alloys exhibited peak longitudinal residual stresses in the range of 40% to 60% of the room temperature yield strength of the respective workpiece materials [10,11,12,13]. A summary of the independently reported experimentally measured and corresponding computationally obtained residual stresses in FSW of a range of commonly used aluminum alloys is presented in Table 1 that shows the peak longitudinal residual stresses to reach up to 50% of the room temperature yield strengths of the base materials. In contrast to conventional FSW, Sun et al. [10] reported a fair reduction of the peak residual stresses in SSFSW of 6.3-mm-thick AA7050-T6 alloys and attributed the same to the reduced rate of heat generation due to the non-rotating, stationary shoulder. Although a detailed analysis of residual stress during FSW has been undertaken by several researchers, no such attempt is reported for SSFSW in open literature [14,15,16,17]. A systematic investigation on the evolution of weld joint residual stress in SSFSW of especially high-strength aluminum alloys is required and currently not available [7, 14].
The nature and magnitude of residual stresses in conventional FSW was studied extensively by both experiments [10,11,12,13] and using finite element method–based numerical models [14,15,16,17,18]. Peel et al. [19] reported considerably high longitudinal residual stresses in FSW of AA5083 alloys compared to the transverse and normal residual stress components. Altenkirch et al. [20] found that the welding speed could influence longitudinal residual stresses more significantly than the tool rotational speed and axial force in FSW of AA2219-T6 alloys. For example, the peak longitudinal residual stresses increased from 150 MPa to 210 MPa as the welding speed was increased from 200 mm/min to 400 mm/min at a constant tool rotational speed of 800 rpm. In FSW of Al–Zn–Cu alloys and Al–Mg alloys, Altenkirch et al. [20] and Peel et al. [19] found the joint residual stress as nearly insensitive to the axial force on the tool. An increase in the tool shoulder diameter could move the peak residual stress away from the original joint interface towards the periphery of the tool shoulder as suggested by Nandan et al. [21]. The weld joint residual stress was also reported to be significantly sensitive to the rate of heat generation in FSW process [7, 22].
The SSFSW is a new variant of the conventional FSW technique and little investigations are reported on the evolution of residual stresses in SSFSW [10, 13, 23]. Sun et al. [23] reported around 27% reduction in the peak longitudinal residual stresses in SSFSW of 6.3-mm-thick AA7050 alloys in comparison to the conventional FSW of the same joint configuration. Sun et al. [10, 13] further reported an increase in longitudinal residual stress by nearly 46% with increase in the welding speed from 100 mm/min to 400 mm/min in SSFSW of both AA7010 and of AA7050 alloys. In contrast, the tool probe rotational speed and the axial force showed little influence on the residual stresses in SSFSW [23]. These authors also suggested a much narrower zone of tensile residual stress in SSFSW in comparison to that in conventional FSW.
An indigenously developed finite element method–based thermo-mechanical model, JWRIAN, has provided reliable estimates of residual stresses and distortion in a wide range of fusion welded structures [24]. JWRIAN uses the inherent strain method to solve the equilibrium of equations for the computation of residual stresses [24]. There were few notable successful attempts by JWRIAN for computation of residual stresses and distortion during fusion welding and 3D printing of several engineering materials [24,25,26,27,28,29,30]. Table 4 reported in Appendix 1 enlists few such attempts from published literature. Ma [31] reported a further development to JWRIAN with introduction of an implicit and an accelerated explicit solution scheme, JWRIAN-Hybrid, to significantly enhance the overall computation speed in modeling of thermo-mechanical residual stresses. Further details about the solver and applications can be found in the following references [26, 31].
In the current study, a finite element method–based numerical model, JWRIAN-Hybrid, is utilized to compute the three-dimensional temperature and residual stresses in SSFSW and the conventional FSW processes. The welding of four different aluminum alloys such as AA7010-T6, AA7050-T6, AA2219-T6, and AA6061-T6 are considered. The computed results are validated with the corresponding experimentally measured results from independent literature for a wide range of process conditions [10, 13, 23]. The computed results of welding-induced residual stresses were examined for their sensitivity to the tensile mechanical properties of the respective aluminum alloys. The potential of SSFSW in reducing the peak longitudinal residual stresses in comparison to that in conventional FSW has been examined for different processing conditions.
2 Procedure
Tables 2 and 3 show the tool dimensions and process conditions that are employed for the analysis. Experimentally measured results of thermal cycles and residual stresses are extracted from the references [10, 13, 23] for the validation of the computed results. Figure 1 shows the locations of the four thermocouples for the measurement of thermal cycles [10]. Each thermocouple was located 3.0 mm below from the top surface of the workpiece. The residual stresses were measured along the x–x transverse line as shown in Fig. 1 and 3.0 mm below the top surface. The computed residual stresses from JWRIAN-Hybrid were examined against the corresponding experimentally measured results reported by [10, 13, 23]. The model JWRIAN-Hybrid was used further to estimate residual stresses in SSFSW of AA2219-T6 following the experimental investigations reported by [1,2,3].

Schematic illustration shows the thermocouple locations used for monitoring of temperature
3 Theoretical modeling
An indigenously developed hybrid algorithm, JWRIAN-Hybrid©, developed at the Joining and Welding Research Institute (JWRI)© is utilized for the study [24, 25, 31]. JWRIAN-Hybrid utilizes the combination of accelerated explicit and static implicit methods during heating and cooling cycles of the welding process, respectively [24, 25, 31]. The temperature history in three dimensions is computed by the following equation
where k, ρ, Cp, T and t represent thermal conductivity, density, specific heat, temperature, and time variable, respectively. The x-, y-, and z-coordinates represent the longitudinal, transverse, and thickness directions, respectively. The term, \( \dot{Q} \), accounts for the rate of volumetric heat generation and can be expressed as [32,33,34,35].
where ηh refers to the percentage of heat transferred to the workpiece, ηm to mechanical efficiency, δ to fractional sliding, and μf to coefficient of friction. The variables τy, PN, ω, and r refer to the shear yield strength of workpiece material, axial pressure, angular velocity of the tool, and radial distance from the tool center, respectively. Further, U1 is the welding speed, θ is the orientation of the tool with the welding direction, and A and V are the tool pin–workpiece contact area and the presumed shear volume around the tool pin. The local variations in δ and μf are considered as [33, 34].
The computed thermal history is employed to estimate the residual stresses by both the implicit and the dynamic explicit methods as follows [25, 31]:
where K, ΔU, and ΔF refer to stiffness matrix, nodal displacement vector, and force vector, respectively. M, a, FA, FR, and FD refer to the mass matrix, acceleration vector, applied force vector, residual vector, and damping force vector, respectively. The variables (t + dt) and t refer to current and previous time-steps, respectively. To solve Eq. (6) in finite element framework, M, FA(t + dt), FR, and FD can be expressed as
where ρ, Ni, and V refer to the material density, shape function of finite element, and volume of the model, respectively. The variables PC and PPR refer to the concentrated nodal force and external pressure, respectively, and B describes the relation between the stain and displacement matrices, and σ is the stress tensor.
Figure 2 shows the solution domain along with the applied boundary conditions for the mechanical analysis. The domain is discretized with eight node brick element with temperature and displacement as nodal degrees of freedom during heat transfer and structural analyses, respectively. Only a half-symmetric model was considered here by considering the symmetry along the original weld joint interface. The term (ωr − U1sinθ) in Eq. (2) represents local velocity of a point on tool with the origin fixed at the tool axis, where U1 is the welding speed and ωr is the tangential speed due to the angular velocity (ω) of the tool. Since the direction of ωr is opposite in the advancing and retreating sides in conventional FSW, the rate of localized heat generation at the tool–workpiece interface, which is a function of (ωr − U1sinθ), can be different on advancing and retreating sides [7, 21, 35]. As the tool shoulder remains stationary in SSFSW, the effect of ωr on the rate of heat generation remains insignificant. Hence, a half-symmetric model with the original joint interface as the plane of symmetry is considered for numerical modeling of SSFSW process.

Considered solution domain for simulations. LS, F, R, T, and B: left, front, rear, top, and bottom surfaces of the domain. S and P refer to the location of tool shoulder and probe in temporal coordinate, over which the heat is supplied externally. The values of thickness are provided in Table 2. L: 300 mm, W: 81.5 mm
Finer mesh (~ 0.5 mm3) in the vicinity of the tool and gradually coarser mesh away from the tool were used to reduce the computation time. A convective heat transfer coefficient of 60 W/m2 was employed along the workpiece bottom surface. For the rest of the surface, a heat transfer coefficient of 10 W/m2 was used to account for the heat loss. The density and Poisson’s ratio of workpiece material were considered as 2800 kg/m3 and 0.33, respectively. The coefficient of thermal expansion for AA6061 alloy was considered as 2.36 × 10−5 1/K [16] and as 2.32 × 10−5 1/K for the other two aluminum alloys [15]. Figure 3 shows the other thermo-physical properties considered for the modeling calculations [18, 36, 37]. The material softening within the weld zones was calculated by using the Myhr and Grong [38] model as shown in brief in Appendix 2. Similar methods were also followed by several studies reported in Table 2 for the computation of residual stresses especially in precipitate hardened aluminum alloys.

4 Results and discussion
4.1 Computed temperature field and thermal cycles
Figure 4 presents a comparison between the computed temperature isotherms on the top surface during FSW and SSFSW at two different welding speeds. The higher tool probe rotational speed in SSFSW was needed to compensate for the stationary shoulder and thus, no heat generation along the shoulder–workpiece interface. A comparison between Fig. 4a, c and Fig. 4b, d shows a wider region of high temperature in case of the conventional FSW that is attributed to higher rate of heat generation along the shoulder–workpiece interface due to the rotating shoulder. The temperature isotherms ahead of the welding tool are wider at the welding speed of 100 mm/min (Fig. 4a, b) and narrower (Fig. 4c, d) at the welding speed of 400 mm/min. The wider temperature isotherms at the lower welding speed are attributed to greater transport of heat from the stir zone by diffusion. In contrast, the transport of heat by diffusion is lesser at higher welding speed resulting in narrower isotherms ahead of the tool probe. The computed peak temperatures and thermal cycles are compared further for other welding conditions.

Computed temperature field in FSW (a, b) and in SSFSW (c, d) at different welding conditions in AA7010-T6
Figure 5 depicts a comparison between the computed and measured peak temperatures at different transverse distances from the weld center and 3 mm below from the workpiece top surface (refer Fig. 1). At a welding speed of 100 mm/min, the computed and experimentally measured peak temperature in conventional FSW and SSFSW are around 711 K and 714 K, and 623 K and 637 K, respectively (Fig. 5a, c). Likewise, the computed and experimentally measured peak temperature at a welding speed of 400 mm/min are around 682 K and 700 K, and 620 K and 634 K, respectively, in conventional FSW and SSFSW processes (Fig. 5c, d). Figure 5 shows that the computed and experimentally measured peak temperatures are in fair agreement with the maximum error in prediction around 5%. The peak temperatures in Fig. 5 remain within 50% to 90% of the solidus temperature of the workpiece material, which is widely reported in FSW of aluminum alloys [21].

Computed vis-à-vis measured peak temperature distribution in FSW (a, b) and in SSFSW (c, d) at welding speed (mm/min) of 100 (a, c) and 400 (b, d) in AA7010. FSW and SSFSW are conducted at tool rotational speed (rpm) of 700 and 1500
Figure 6 shows a comparison between the computed and measured thermal cycles in FSW and SSFSW for the thermocouple location TC1 (Fig. 1). Figure 6a and c shows a marginal rise in peak temperature during the heating cycle at a welding speed of 100 mm/min. In contrast, a sharp rise in the thermal cycles at a higher welding speed of 400 mm/min in Fig. 6b and d is attributed to little time for the diffusion of heat. A comparison of Fig. 6a and c as well as of Fig. 4a and b shows little difference in the peak temperature at lower welding speed that is attributed to greater rate of heat input per unit length of weld in both cases. The cooling rates are compared further at two different welding speeds in conventional FSW and SSFSW. The cooling rates are calculated between the peak temperature and 450 K for a given welding condition [39]. The computed cooling rates in FSW and SSFSW were found to increase from 1.5 K/s to 6.0 K/s, and from 1.8 K/s to 11 K/s, respectively, with rise in the welding speed from 100 mm/min to 400 mm/min. The corresponding measured cooling rates varied between 1.8 K/s and 7.0 K/s in conventional FSW, and between 2.0 K/s and 9.0 K/s in SSFSW. The cooling rates increased with welding speed due to higher temperature gradients. The cooling rates in SSFSW remained consistently higher due to the localized heating and higher temperature gradient. Overall, the computed thermal cycles in Fig. 6 agreed well with the corresponding measured results.

Computed vis-à-vis measured thermal cycles in FSW (a, b), and in SSFSW (c, d) at welding speed (mm/min) of (a, c) 100, (b, c), and 400 (b, d) in AA7010. FSW and SSFSW are conducted at tool rotational speed (rpm) of 700 and 1500, respectively
The temperature distributions in AA7050 were found to be similar in nature as that of AA7010 under identical welding conditions due to similar thermo-physical properties of these two alloys. Hence, the computed temperature distributions for AA7050 are not repeated. The computed temperature history is used further for the estimation of residual stresses for the welding conditions shown in Tables 2 and 3. The validated JWRIAN-Hybrid model is extended further for the computation of temperature history and residual stresses in SSFSW of AA2219 and AA6061. The thermo-physical and mechanical properties shown in Fig. 3 were used in the model calculations.
4.2 Computed and measured residual stresses
Figure 7 shows comparisons of the computed vis-à-vis measured longitudinal residual stress distribution at two different welding speeds for welding of AA7010-T6 alloys. The residual stresses were measured along the x–x transverse line (Fig. 1) and 3 mm below the workpiece top surface. All the stress distribution results are considered at the same location in subsequent discussions. The computed residual stresses from the half-symmetric model are mirrored about the symmetric plane (X–Z plane) to compare with the measured results on both the advancing and retreating sides.

Computed vis-à-vis measured longitudinal residual stresses in FSW (a, b) and in SSFSW (c, d) at welding speed (mm/min) of 100 (a, c) and 400 (b, d) in AA7010. FSW and SSFSW are conducted at tool rotational speed (rpm) of 700 and 1500, respectively
Figure 7a and b shows that the longitudinal residual stresses are distributed widely in conventional FSW in comparison to that in SSFSW (Fig. 7c, d). The narrower residual stress distribution in SSFSW is attributed to the localized high-temperature region across the tool probe. In contrast, the longitudinal residual stresses in conventional FSW are marginally higher and wider due to the larger high-temperature region and greater peak temperatures. Figure 7 exhibits slight depression of longitudinal residual stresses at the weld center due to the thermal softening of the workpiece material. This depression is more significant in FSW at the lower welding speed of 100 mm/min and higher peak temperature. In contrast, Fig. 7d shows little depression in residual stress in SSFSW due to the lower peak temperatures and reduced effect of thermal softening. The current model has also been able to fairly predict the residual stresses in both conventional FSW and SSFSW of AA7010 alloys. However, the convective transport of heat due to asymmetric flow of deformed material in the advancing and retreating sides could not be accounted in the conduction heat transfer analysis.
Figures 7 and 8 depict a sharp rise in longitudinal residual stresses with increase in welding speed that is attributed to increase in temperature gradient. The magnitude of the peak longitudinal tensile residual stresses was the highest at the welding speed of 400 mm/min. The error in prediction of the residual stresses reduced with increase in welding speed (Fig. 8) as the effect of thermal softening of workpiece material is less significant at lower heat inputs. Overall, the computed longitudinal residual stress agreed fairly well with the corresponding measured results.

Computed vis-à-vis measured peak longitudinal residual stresses in FSW (a) and SSFSW (b) at different welding speeds in AA7010. FSW and SSFSW are conducted at tool rotational speed (rpm) of 700 and 1500, respectively
Figure 9 compares the longitudinal residual stresses between FSW and SSFSW at a tool rotational speed of 640 rpm and welding speed of 400 mm/min in 6.3-mm-thick AA7050 plates. Nearly 25% larger tool probe diameter was used to avoid an abrupt tool failure in SSFSW. The width of the longitudinal residual stresses in conventional FSW is wider with a marginally higher peak value than that in SSFSW. For a given tool rotational speed and welding speed, the rate of heat generation is lower in SSFSW in comparison to that in FSW due to the stationary shoulder in the former case resulting smaller peak temperature. As a result, SSFSW leads to lower peak residual stresses in comparison to that in the conventional FSW process for a given combination of welding speed and tool rotational speed. The percentage of difference between the computed and corresponding measured results is only 6% and the maximum percentage of error between the computed and corresponding measured values is only ~ 5%. The computational model is used further to compute the longitudinal residual stresses in SSFSW of two high-strength aluminum alloys (AA7010 and AA7050) at different tool rotational speeds.

Computed vis-a-vis measured longitudinal residual stresses in FSW (a) and SSFSW (b) of AA7050 at a tool rotational speed of 640 rpm and welding speed of 400 mm/min
Figures 10 and 11 compare the effect of tool rotational speed on the nature of distribution and peak magnitude of longitudinal residual stress in SSFSW of two different aluminum alloys. The longitudinal residual stresses near the weld center reduced with increase in tool rotational speed that is attributed to higher peak temperature and greater effect of thermal softening of the weld material. Altenkirch et al. [20] also reported a similar trend in conventional FSW of AA2024-T6 and AA2219-T6 alloys. The peak longitudinal residual stresses remained less responsive to the tool rotational speed. The percentage of difference between the measured peak longitudinal residual stresses in AA7010 and AA7050 is around 17% (refer Fig. 11). The corresponding computed values could not exhibit the same due to the use of similar thermo-mechanical properties of both the materials above 550 K owing to unavailability of actual property data.

Computed vis-à-vis measured longitudinal residual stress distribution across the joint at mid-thickness in SSFSW of AA7010 (a, b) and AA7050 (c, d) at tool rotational speed (rpm) of 1300 (a, c) and 1700 (b, d) at constant welding speed of 200 mm/min

Computed vis-à-vis measured peak longitudinal residual stresses in SSFSW of (a) AA7010 and (b) AA7050 at different tool rotational speeds and at a welding speed of 200 mm/min
The computed transverse and normal residual stress components in SSFSW of 6.3-mm-thick AA7050 are validated further with the corresponding experimentally measured results [23]. Figure 12a and b shows the computed vis-à-vis measured transverse and normal components of residual stresses, respectively, at a tool rotational speed of 1700 rpm and welding speed of 200 mm/min. The longitudinal residual stresses (refer Fig. 7d) were found to be much higher in comparison to that of the corresponding transverse and normal components. The computed model exhibited similar trends within the range of welding conditions considered here although the results are not reported here for brevity. Peel et al. [19] also reported similar results in conventional FSW of 6.35-mm-thick AA7010 alloys. The current model is utilized further for the computation of residual stresses in SSFSW of two commonly employed commercial aluminum alloys such as AA2219 and AA6061, and these results are compared with the validated computed results of AA7010 and AA7050 in Figs. 13 and 14.

Computed vis-à-vis measured (a) transverse and (b) normal residual stresses in SSFSW of AA7050-T6 at a tool rotational speed of 1700 rpm and welding speed of 200 mm/min in SSFSW of AA7050

Computed longitudinal residual stress distribution at a tool rotational speed of 1500 rpm and at welding speed (mm/min) of (a) 100 and (b) 400 for three different aluminum alloys

Computed longitudinal residual stress distribution at a tool rotational speed of 640 rpm and at welding speed of 400 mm/min in (a) FSW and (b) SSFSW for three different aluminum alloys
Figure 13 shows a comparison between the computed longitudinal residual stress distribution for two different welding speeds in SSFSW of three different aluminum alloys. Figure 13a shows that the highest peak longitudinal residual stresses are around 143.4 MPa for AA2219 while the lowest stresses found to be around 125 MPa for both AA6061 and AA7010 at a welding of 100 mm/min. Upon the increase in welding speed to 400 mm/min, the peak longitudinal residual stresses are consistently increased by 37%, 13%, and 45%, respectively, in AA2219, AA6061, and AA7010. At both the welding speeds, the highest peak longitudinal residual stresses were observed in AA2019 due to its greater yield strength (refer Fig. 3). In contrast, peak longitudinal residual stresses are found to be low in AA6061 due to the lower yield strength of the alloy. The tensile longitudinal residual stresses remained within a relatively narrow zone (~ 7.5 mm away from weld center) in AA6061 that is attributed to its higher Young’s modulus and stiffness [17]. In contrast, the longitudinal residual stress distribution is approximately ~ 47% wider (~ 11 mm away from weld center) in AA7010 due to its smaller Young’s modulus, especially at higher temperatures (refer Fig. 3).
Figure 14 further compares the computed residual stresses between FSW and SSFSW among three different aluminum alloys under the identical welding conditions, i.e., at a tool rotational speed of 640 rpm and welding speed of 400 mm/min [6]. The highest and lowest peak longitudinal residual stresses in FSW and SSFSW were found to be 171 MPa and 143 MPa, respectively, in AA2219 due to its higher yield strength. The computed peak longitudinal residual stresses in SSFSW of AA2219, AA6061, and AA7010 are 42%, 44%, and 40% of the yield strength of the respective base materials at room temperature, which are consistently 16%, 13%, and 19% lower in conventional FSW (Fig. 14). The tensile longitudinal residual stresses are found to be as narrow as 12 mm and 7 mm away from the weld center in both FSW and SSFSW of all three aluminum alloys under very low heat input. It is worth mentioning here that the results shown in Fig. 14 follows the trend reported in Fig. 9.
In summary, a sequentially coupled thermo-mechanical model is indigenously developed to compute temperature and residual stresses in FSW and SSFSW of four commercial aluminum alloys such as AA7050, AA7010, AA2219, and AA6061, which are potentially employed in aircraft and automobile applications. The finite element–based explicit model reported here is able to compute fairly reliable temperature and residual stress fields in both FSW and SSFSW over a wide range of process conditions. The computed results from the model corroborated well with the corresponding measured results two high-strength aluminum alloys that are adopted from the three independent published sources from open literature.
5 Conclusions
-
1.
The peak longitudinal residual stresses reduced by around 10% to 20% in SSFSW compared to that in the conventional FSW. The maximum reduction of residual stresses was obtained in SSFSW of AA7050 followed by that of AA7010, AA2219, and AA6061.
-
2.
The SSFSW process resulted in narrower tensile residual stress regions in comparison to that experienced in conventional FSW for all the four aluminum alloys considered in this work.
-
3.
The peak longitudinal tensile residual stresses in SSFSW were found to be around 30% to 45% of the room temperature yield strength with the weld joint in AA2219 exhibiting the maximum value of stress followed by AA7050, AA7010, and AA6061.
-
4.
The welding speed depicted a significant impact on the peak residual stress values while the tool rotational speed showed little influence for all the welding conditions considered here.
References
Liu HJ, Li JQ, Duan WJ (2013) Friction stir welding characteristics of 2219-T6 aluminum alloy assisted by external non-rotational shoulder. Int J Adv Manuf Technol 64(1):1685–1694
Li JQ, Liu HJ (2013) Design of tool system for the external non-rotational shoulder assisted friction stir welding and its experimental validations on 2219-T6 aluminum alloy. Int J Adv Manuf Technol 66:623–634
Li D, Yang X, Cui L, He F, Shen H (2014) Effect of welding parameters on microstructure and mechanical properties of AA6061-T6 butt welded joints by stationary shoulder friction stir welding. Mater Des 64:251–260
Wu H, Chen YC, Strong D, Prangnell P (2015) Stationary shoulder FSW for joining high strength aluminum alloys. J Mater Process Technol 221:187–196.4
Zhou Z, Yue Y, Ji S, Li Z, Zhang L (2017) Effect of rotating speed on joint morphology and lap shear properties of stationary shoulder friction stir lap welded 6061-T6 aluminum alloy. Int J Adv Manuf Technol 88:2135–2141
Ji S, Li Z, Zhou Z, Zhang L (2017) Microstructure and mechanical property differences between friction stir lap welded joints using rotating and stationary shoulders. Int J Adv Manuf Technol 90:3045–3053
Hattel JH, Sonne MR, Tutum CC (2015) Modelling residual stresses in friction stir welding of Al alloys—a review of possibilities and future trends. Int J Adv Manuf Technol 76:1793–1805
Withers PJ (2007) Residual stress and its role in failure. Rep Prog Phys 70:2211–2264
Deplus K, Simar A, Haver WV, deMeester B (2011) Residual stresses in aluminum alloys. Int J Adv Manuf Technol 56:493–504
Sun T, Roy MJ, Strong D, Prangnell PB, Wither PJ (2017) Comparison of residual stress distribution in conventional and stationary high-strength aluminum alloy friction stir welds. J Mater Process Technol 242:92–100
Steuwer A, Peel MJ, Withers PJ (2006) Dissimilar friction welds in AA5083–AA6082: the effect of process parameters on residual stress. Mater Sci Eng A 441:187–196. https://doi.org/10.1016/j.msea.2006.08.012
Altenkirch J, Steuwer A, Peel MJ, Withers PJ, Williams SW, Poad M (2008) Mechanical tensioning of high-strength aluminum alloy friction stir welds. Metall Mater Trans A 39:3246–3259. https://doi.org/10.1007/s11661-008-9668-1
Sun T, Reynolds AP, Roy MJ, Wither PJ, Prangnell PB (2018) The effect of shoulder coupling on the residual stress and hardness distribution in AA7050 friction stir butt welds. Mater Sci Eng-A 735:218–227. https://doi.org/10.1016/j.msea.2017.12.018
Sonne MR, Tutum CC, Hattel JH, Simar A, de Meester B (2013) The effect of hardening laws and thermal softening on modelling residual stresses in FSW of aluminum alloy AA024-T3. J Mater Process Technol 213(3):477–486
Bachmann M, Carstensen J, Bergmann L, dos Santos JF, Wu CS, Rethmeier M (2017) Numerical simulation of thermally induced residual stresses in friction stir welding of aluminum alloy 2024-T3 at different welding speeds. Int J Adv Manuf Technol 91(1–4):1443–1452
Feng Z, Wang XL, David SA, Sklad PS (2007) Modelling of residual stresses and property distributions in friction stir welds of aluminium alloy 6061-T6. Sci Technol Weld Join 12(4):348–356
Bastier A, Maitournam MH, Roger F, Van D, K. (2008) Modelling of the residual state of friction stir welded plates. J Mater Process Technol 200(1):25–37
Riahi M, Nazari H (2011) Analysis on transient temperature and residual thermal stresses in friction stir welding of aluminum alloy 6061-T6 via numerical simulation. Int J Adv Manuf Technol 55:143–152
Peel MJ, Steuwer A, Withers PJ, Dickerson T, Shi Q, Shercliff H (2006) Dissimilar friction stir welds in AA5083-AA6082. Part I: process parameter effects on thermal history and weld properties. Metall Mater Trans A 37(7):2183–2193. https://doi.org/10.1007/BF02586138
Altenkirch J, Steuwer A, Withers PJ (2010) Process–microstructure–property correlations in Al–Li AA2199 friction stir welds. Sci Technol Weld Join 15(8):522–527
Nandan R, DebRoy T, Bhadeshia HKDH (2008) Recent advances in friction-stir welding—process, weldment structure and properties. Prog Mater Sci 53(6):980–1023
Buffa G, Fratini L, Pasta S, Shivpuri R (2008) On the thermo-mechanical loads and the resultant residual stresses in friction stir welding operations. CIRP ANN-MANUF TECHN 57:287–290. https://doi.org/10.1016/j.cirp.2008.03.035
Sun T, Tremsin AS, Roy MJ, Hofmann M, Prangnell PB, Wither PJ (2018) Investigation of residual stress distribution and texture evolution in AA7050 stationary shoulder friction stir welded joints. Mater Sci Eng-A 712:531–538
Ueda Y, Murukawa H, Ma N (2013) Welding deformation and residual stress prevention. Butterworth-Heinemann. https://doi.org/10.1016/C2011-0-06199-9
Ma N (2016) An accelerated explicit method with GPU parallel computing for thermal stress and welding deformation of large structure models. Int J Adv Manuf Technol 87:2195–2211
Ma N, Li L, Huang H, Chang S, Murakawa H (2015) Welding deformation and residual stress characteristics in laser-arc hybrid welded butt-joint with different energy ratio. J Mater Process Technol 220:36–45
Ma N, Wang J, Okumoto Y (2016) Out-of-plane welding distortion prediction and mitigation in stiffened welded structures. Int J Adv Manuf Technol 84:1371–1389
Ma N, Cai ZP, Huang H, Deng D, Murukawa H, Pan JL (2015) Investigation of welding residual stress in flash-butt joint of U71Mn rail steel by numerical solution and experiment. Mater Des 88:1296–1309
Ma N, Murakawa H (2010) Numerical and experimental study on nugget formation in resistance spot welding for three pieces of high strength steel sheets. J Mater Process Technol 210(14):2045–2052
Shi JM, Zhang LX, Chang Q, Sun Z, Feng JC, Ma N (2018) Improving the strength of the ZrC–SiC and TC4 brazed joint through fabricating graded double layered composite structure on TC4 surface. Metall Mater Trans B Process Metall Mater Process Sci 49(3):902–911
Ma N, Tateishi J, Hiroi S, Kunugi A, Huang H (2017) Fast prediction of welding distortion of large structures using inherent deformation database and comparison with measurement. Quarterly Journal of Japan Welding Society 35(2):137–140
Nandan R, Roy GG, Debroy T (2006) Three-dimensional heat and material flow during friction stir welding of stainless steels. Acta Mater 55(3):883–895
Buchibabu V, Reddy GM, De A (2017) Probing traverse force, torque and tool durability in friction stir welding of aluminum alloys. J Mater Process Technol 241(1):86–92
Vicharapu B., Liu H., Fujii H., Ma N., De A. (2019) Probing Tool Durability in Stationary Shoulder Friction Stir Welding.In: Hovanski Y., Mishra R., Sato Y., Upadhyay P., Yan D. (eds) Friction Stir Welding and Processing X.The Minerals, Metals & Materials Series. Springer, Cham, https://doi.org/10.1007/978-3-030-05752-7_9
Neto DM, Neto P (2013) Numerical modeling of friction stir welding process: a literature review. Int J Adv Manuf Technol 65:115–126
Kaufman, G. J., (2000). Properties of aluminium alloys tensile, creep and fatigue data at high and low temperatures. Co-publication of the Aluminium Association and ASM, ISBN: 978-0-87170-632-4 https://www.asminternational.org/search/-/journal_content/56/10192/06813G/PUBLICATION
Mills KC (2002) Recommended values of thermo-physical properties for selected commercial alloys. ASM International, Cleveland ISBN: 0-87170-753-5
Myhr OR, Grong O (1991) Process modelling applied to 6082-T6 aluminium weldments—1. Applications of model. Acta Metall Mater 39(11):2703–2708
Mahoney MW, Rhodes CG, Flintoff JG, Spurling RA, Bingel WH (1998) Properties of friction stir welded 7075 T651 aluminum. Metall Mater Trans A 29(7):1955–1964
Acknowledgments
This article is based on the results obtained from a future pioneering project commissioned by the New Energy and Industrial Technology Development Organization (NEDO).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix 1
Appendix 2
The change of joint hardness in peak aged alloys is estimated following the Myhr and Grong model [38]. The dissolution of precipitates depends upon the isothermal holding time (t) and temperature (T). The model directly relates the fraction of remaining hardening precipitates available (f/fO) after the isothermal heat treatment with the resulting yield strength and hardness of the peak aged material (fO).
where α1 is the relative hardness and n (=0.5 by default) is a time exponent.
The analysis was simplified by scaling the dissolution time to a reference temperature TR at which the time for full dissolution is tR. Thus, the time (t) required for dissolution at any given temperature (T) is given as
The relation between f/fO and t/t* is generally fitted into the master curve for most of the precipitation hardening aluminum alloys. The required data for master curve is generally obtained from a series of iso-thermal experiments [38]. The values of QE, tR, and TR for AA2219, AA6061, AA7010-T6, and AA7050-T6 are realized from the following references [15,16,17, 19]. The yield strength of the given alloy after the isothermal heat treatment is estimated by
Eq (A1) is integrated over the time for a series of small time increments (dt) and the resulting yield strength is estimated corresponding to the kinetic strength of the thermal cycle for the given alloy.
Rights and permissions
About this article

Cite this article
Vicharapu, B., Liu, H., Fujii, H. et al. Probing residual stresses in stationary shoulder friction stir welding process. Int J Adv Manuf Technol 106, 1573–1586 (2020). https://doi.org/10.1007/s00170-019-04570-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04570-9