
Abstract
To solve the drawbacks of thinning and poor thickness uniformity in tube hydroforming, a novel method known as axial hydro-forging sequence was developed. In this method, the deformation zones will be subjected to compression deformation throughout the hydro-forging stage to decrease the thinning and improve the thickness distribution compared with the traditional tube hydroforming. To verify the feasibility of this method, experiments and finite element simulations were designed and conducted. Subsequently, the effects of the internal pressure, friction, and reduction on thickness distribution were investigated. The results indicated that the thinning ratio can be decreased significantly by compression deformation. And the thickness of the deformation zone increases with increasing reduction. Furthermore, the thickness uniformity can be improved by a thickness “self-uniformity” in the hydro-forging stage, which was attributed to the von Mises stress distribution. It is demonstrated that the thickness distribution is related to the friction coefficient, but has little dependence on the internal pressure. Experimental and simulation results show that axial hydro-forging sequence is practicable to produce the variable-diameter tube.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Tube hydroforming (THF) has been extensively applied in automobile and aerospace industries to produce hollow tubular components, especially the variable-diameter tube used in the exhaust system and fuel system [1]. Compared with the conventional stamping and welding processes, tube hydroforming has its unique advantages including lightweight, high shape precision, and fewer secondary operations [2, 3].
In tube hydroforming, the forming of variable-diameter tubes was carried out under a reasonable relationship of axial feeding and internal pressure, which can enhance the forming limit of tubes with poor formability at room temperature. However, when the internal pressure does not match the axial feeding, there would be bursting, localized wrinkling, and buckling on the tube [4, 5]. Thus, the loading path plays an important role in tube hydroforming.
In many early studies, wrinkle was always considered as one mode of defect. But, Yuan et al. [6, 7] proposed “useful wrinkles” by investigating the wrinkling behavior in tube hydroforming. Then, experiments, analytical models, and FEM for useful wrinkles were studied by many scholars [8,9,10,11]. Based on the useful wrinkle, Yuan et al. [12, 13] manufactured the asymmetric bottle tube and double conical tube with an expansion ratio of over 70% successfully. Nevertheless, it was also noticed that the maximum thinning ratio was more than 20%, and a serrated thickness distribution may be generated in the calibration stage.
For recent years, a new process named pulse hydroforming was developed to enhance the formability of tubes [14, 15]. Additionally, Shahri et al. [16] applied ultrasonic vibration to tube hydroforming and investigated the influence of ultrasonic vibration on the forming process. They found that the contact conditions can be changed using an ultrasonic vibration to improve the formability. Elyasi et al. [17] proposed a new die design with bushes to improve the corner filling and formability. This process could achieve stepped tubes without defects by changing the material flow. Then, based on the movable dies (bushes), Hwang et al. [18, 19] produced an eccentric and left-right asymmetric product with an expansion ratio over 90%. Xu et al. [20] developed a novel hydro-forging process base on the combination of hydroforming and movable dies and verified the practicability of this process by forming a thin-walled tube with deformation ratio of 38%. However, in these processes, the tubes were still subjected to expansion deformation, so thinning and non-uniform thickness distribution still emerged. This will result in a degradation of mechanical properties and influence the in-service performance and fatigue life of the products. Therefore, it is of great interest to develop a new approach to solve these problems of the variable-diameter tubes with large expansion ratios.
Aiming to achieve a variable-diameter tube with uniform thickness distribution and no thinning, a novel method named axial hydro-forging sequence was presented base on compression deformation. An experimental setup with bushes was designed for axial hydro-forging sequence. Experiments and finite element analysis were carried out to validate the feasibility of this method, and the effects of internal pressure, friction, and reduction on the thickness distribution were investigated.
2 Principle of axial hydro-forging sequence
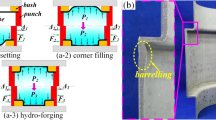
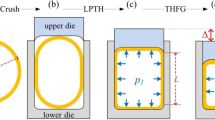
The idea of the novel method presented in this work is achieved from Tee-joint hydroforming, in which the region of the tube opposite to the branch will undergo compression deformation and the thickness of this region increases obviously. Figure 1 illustrates the schematic of axial hydro-forging sequence. This process comprises three major stages: useful wrinkle, bulging, and hydro-forging. Initially, a tube is placed into the die, then sealed by punches with O rings and filled with gas. At the beginning of the forming process, the internal pressure is increased to set value P1, and then the useful wrinkles are formed by simultaneously applying axial feeding Δ1, as depicted in Fig. 1a. After increasing the internal pressure to P2, the useful wrinkles are flattened to contact the die cavity, as depicted in Fig. 1b. At last, by increasing the internal pressure to the desired value P3, the bushes and punches continue to move to complete the hydro-forging stage (Fig. 1c), in which the thickness of the deformation zone will be increased by compressing the length of the expansion zone. When completed, the closing dies are opened and the required part with uniform thickness can be achieved.

Schematic illustration of the axial hydro-forging sequence. a Useful wrinkle. b bulging. c Hydro-forging
3 Experimental
3.1 Materials
In the experiment, an AA6063-O aluminum alloy tube was employed as the experimental material. The outer diameter of the initial tube ϕ is 50 mm and the thickness is 1.5 mm. Before the experiment, the tube was put into a heating furnace and annealed at 425 °C with holding time of 2 h, and then furnace cooling. The uniaxial tensile tests were carried out on the Instron-2382 testing machine to obtain the mechanical properties. The corresponding stress-strain curve and the mechanical properties of the tube are shown in Fig. 2 and Table 1, respectively.

Flow stress curve of the AA6063-O tube
3.2 Experimental procedure
According to the principle of axial hydro-forging sequence, an experimental setup was developed and manufactured, in which the die set consists of two bushes, two punches, and upper and lower dies, as illustrated in Fig. 3. Figure 3b shows the corresponding experimental die. Compared with the common hydroforming die design, there are two additional bushes in the new die, which can be used to realize the compression deformation. All experiments on axial hydro-forging sequence were carried out on a hydraulic press with 2000-kN capacity. To carry out the experiments, an accurate closed-loop servo system was redesigned to control the internal pressure, axial feeding, and feeding speed.

Experimental setup. a schematic diagram of experimental setup. b experimental die. c Shape and dimensions of the bulged tube
Figure 3c illustrates the shape and dimensions of the bulged tube. The maximum outer diameter of the bulged tube is 65 mm, and hence the maximum expansion ratio is 30%. The transition form of the tube is circular arc, and the arc radii are 9 mm and 17.6 mm, respectively. The subsequent hydro-forging stage is carried out based on the bulged tube.
The loading path used in this study is shown in Fig. 4. For useful wrinkle and bulging stages, Yuan et al. [6] have proposed a method of using and controlling wrinkles and extend the forming process window. Therefore, these stages will not be investigated in detail in this paper. According to their investigations, the internal pressure P1 was 4 MPa and both punch strokes Δ1 were 10 mm, applied in the useful wrinkle stage; i.e., the total axial feeding is 20 mm. The internal pressure P2 used in the bulging stage to flatten the useful wrinkles was 30 MPa. In this investigation, the effect of internal pressure P3 and reduction (Δ= 2Δ2/l) used in the hydro-forging stage on the forming and thickness distribution was analyzed specifically. The loading paths and experimental scheme are shown in Table 2. Furthermore, hydraulic oil and polyethylene film with thickness of 0.1 mm were used for lubrication, and the corresponding friction coefficient μ may be approximately considered to be 0.10 and 0.05, respectively [21]. Thus, three friction conditions including dry friction (μ = 0.15) were discussed to illustrate the effect of friction on thickness distribution.

Schematic of the loading path
3.3 Finite element model
In order to investigate the influence of internal pressure, reduction and friction on the thickness distribution, as well as the stress and strain state in axial hydro-forging sequence, finite element simulations were performed on software ABAQUS/Explicit 6.13, as shown in Fig. 5. Due to the feature of symmetry, 2D axisymmetric models were built. The tube was modeled by solid elements CAX4R and divided into six elements along the thickness direction. The die, punches, and bushes were modeled by analytical rigid element. The pressures and the displacements of the bushes and punches are consistent with the experiments presented in Table 2. The surface-to-surface was defined for contact between the tube and the die, punch, and bush surfaces. Meanwhile, different friction coefficients, μ = 0.05, 0.10, and 0.15, were adopted for studying the effect of friction on thickness distribution in the simulations.

Finite element model
4 Results and discussion
4.1 Effect of pressures on forming process
The deformed tubes achieved from different forming stages are shown in Fig. 6. It can be seen that final part without defects can be achieved by axial hydro-forging sequence, which shows that the new process developed in this work is feasible. However, as described in Section 3.2, the parameters used in useful wrinkle and bulging stage are fixed. Therefore, only the plastic deformation behavior and thickness variation in the hydro-forging stage were analyzed in this study in details as follows.

Experimental results
Figure 7 gives the deformed tubes with the reduction of 20% for internal pressures of 0 MPa, 5 MPa, 15 MPa, and 25 MPa. It can be seen that the wrinkles appear at the maximum diameter zone and the corner between the guide zone and the transition zone when the internal pressure is lower (0 MPa). With the increase of internal pressure, the wrinkle that appeared at the maximum diameter zone is suppressed and only the wrinkle that appeared at the corner between the guide zone and the transition zone is initiated. If the internal pressure exceeds 15 MPa, the wrinkling can be avoided completely and the required shape is obtained. The result shows that the internal pressure has a distinct influence on the wrinkling caused by plastic instability and there exists a critical support internal pressure for hydro-forging stage. When the internal pressure exceeds the critical value, the deformation zone can be stably compressed and a tube without wrinkles is formed.

Deformed tubes under different internal pressures P3
4.2 Thickness distribution
Figure 8 shows the bulged tube and deformed tube obtained from hydro-forging stage with reduction of 20%. It is found from Fig. 8a that after hydro-forging, the thickness of the deformation zone is significantly thickened compared with the bulged tube. To contrast the difference of the thickness, the thickness distributions of the bulged tube and deformed tube after hydro-forging were measured. Figure 8b shows the points for the thickness measurement, in which point 25 represents the midpoint of the maximum diameter zone while points 5, 9, 41, and 45 locate at the transition zone. For the bulged tube, the distance between adjacent points is about 2 mm, while the distance between adjacent points is about 3 mm for the deformed tubes.

a Bulged tube and deformed tube with reduction of 20%. b Measurement points
Figure 9 gives the bulged tube and the deformed tube under different reductions when the internal pressure is 25 MPa and the corresponding thickness distribution obtained from the experimental and simulation results. It is observed in Fig. 9a that the thickness of the deformed tube with reduction of 20% is obviously higher than that of the bulged tube and the deformed tube with reduction of 10%. This indicates that the reduction has an obvious influence on the thickness distribution. In Fig 9b, the dots represent the experimental data and the solid curves represent the simulation results. It shows that the experimental results are in agreement with the simulation results. After the bulging stage, an excessive wall thickness thinning occurred and the minimum thickness that appeared at the maximum diameter zone is 1.28 mm; that is, the corresponding thinning ratio reaches 14.7%. But after hydro-forging, the thickness of the deformation zone is obviously increased. The minimum thickness of the maximum diameter zone increases to 1.38 mm when the reduction Δ reaches 10%, and the corresponding thinning ratio decreases from 14.7% to about 8%. If the reduction Δ increases to 20%, the minimum thickness of the maximum diameter zone increases to approximately 1.46 mm and the thinning ratio decreases to 3%. It indicates that the thickness thickening degree increases with the increasing reduction. Meanwhile, it is also noticed that after hydro-forging, the position of the minimum thickness is changed. This illustrates that the thickening degree of the maximum diameter zone is large, while that of the transition zone is small. Nevertheless, the thinning ratio of the transition zone that decreased to 4% is also far less than that of the bulged tube.

Effect of reduction on thickness distribution. a Experiment results. b Thickness
Furthermore, it is also observed clearly from Fig. 9b that a serrated thickness distribution is formed after the bulging stage, which is related to the useful wrinkles. However, this distribution is eliminated when the hydro-forging stage is completed, which means that the new process can also improve the thickness uniformity.
Figure 10 illustrates the deformed tubes achieved from experiment under different friction conditions when the reduction is 20% and the corresponding thickness distribution. It is found that the difference of thickness for deformed tubes under different friction conditions is obviously different, which indicates that the friction has an obvious influence on the thickness uniformity. When the friction coefficient μ is 0.15, the thickness difference of the maximum and minimum of the maximum diameter zone is up to 0.22 mm, while that is only 0.011 mm when the friction coefficient μ is 0.05, as shown in Fig. 10b. It indicates that increase of the friction coefficient could cause the more inhomogeneous deformation for the tube. The higher friction force will make the material flow along the axial direction more difficult and the deformation will mainly occur at the end of the maximum diameter zone. On the contrary, when the friction force is relatively low, the deformation easily occurs at the maximum diameter zone, which makes the tube obtain a uniform thickness distribution.

Effect of friction on thickness distribution. a Experiment results. b Thickness
Figure 11 shows the deformed tubes under different internal pressure P3 when the reduction is 20% and the corresponding thickness distribution. It is observed that the distribution trend of the thickness of the tube under the internal pressure P3 of 25 MPa is similar to that of the tube under the internal pressure P3 of 15 MPa. This shows that the internal pressure P3 has a little influence on the thickness distribution of the deformed tubes in this study.

Effect of internal pressure P3 on thickness distribution. a Experiment results. b Thickness
4.3 Stress and strain analysis
Figure 12 gives the development process of von Mises stress during the hydro-forging stage. It is obvious that the von Mises stress of the maximum diameter zone is larger than that of the other zones when the reduction is 5%, as depicted in Fig. 12a. As the hydro-forging progresses, the von Mises stress of the tube increases, while the distribution trend of the von Mises stress does not change, as shown in Fig. 12b–d. This means that the maximum von Mises stress always appears at the maximum diameter zone throughout the hydro-forging stage. Therefore, the maximum diameter zone will be easy to meet the condition of plastic deformation because of the higher von Mises stress and as a result, the thickening degree of the maximum diameter zone will be larger than that of the transition zone. Meanwhile, it is noticed that the thickness of the guide zone will not be changed, which is attributable to the lowest von Mises stress. The result is consistent with the thickness distribution measured from the experiment.

von Mises stress distribution during the hydro-forging stage. aΔ = 5%. bΔ = 10%. cΔ = 15%. dΔ = 20%
Figure 13 shows the contour of radial strain of the bulged tube and the deformed tube with reduction of 20%. It can be clearly seen that the radial strain in the deformation zone increases obviously after hydro-forging compared with the bulged tube, which means the thickness increases. However, by comparing the change of radial strain in different zones, it can be found that the increasing degree of the maximum diameter zone is bigger than that of transition zone. This indicates that the thickening degree of thickness of the maximum diameter zone will be higher than that of the transition zone, which can be attributed to the above characteristics of von Mises stress distribution.

Radial strain distribution. a Bulged tube. bΔ = 20%
Furthermore, a comparative analysis of the stress distribution, strain distribution, and thickness distribution emerges from Figs. 9, 12, and 13. It is evident that the serrated thickness distribution that appeared at the maximum diameter zone is eliminated by compression deformation after hydro-forging, which means that the variation in thickness is different at different segments across the maximum diameter zone. For the maximum diameter zone, when the tube is compressed, the peak value of the von Mises stress will appear at the minimum thickness segment, and the lowest value will appear at the maximum thickness segment. As the reduction increases, the von Mises stress increases, but its distribution trend does not change. This indicates that in the minimum thickness segment, plastic deformation easily occurs because of the higher von Mises stress in the hydro-forging stage. Thus, the thickening degree of the minimum thickness segment is the largest and the thickening degree of maximum thickness segment is the smallest. As a result, the serrated thickness distribution caused by the useful wrinkles is eliminated and the thickness uniformity is improved. Therefore, there is a thickness “self-uniformity” in axial hydro-forging sequence.
Figure 14 gives the von Mises stress distribution in the middle layer of the deformed tubes for internal pressures of 15 MPa and 20 MPa. It is found that the distribution trends of the von Mises stress of the tubes for internal pressure of 15 MPa and 25 MPa are almost the same. This means that the stress distribution has little dependence on the internal pressure under the experimental condition in this paper. As a result, there is no difference in thickness distribution of the tubes under different internal pressures, as shown in Fig. 11b. Therefore, the reduction used in the hydro-forging stage is only calculated based on the incompressibility of the tube without considering the influence of internal pressure.

von Mises stress distribution under different internal pressures P3
5 Conclusions
In this work, a novel method known as axial hydro-forging sequence was proposed. Experiments and finite element simulations for axial hydro-forging sequence of 6063 aluminum alloy tube were carried out to analyze the feasibility of this approach. Meanwhile, the effects of internal pressure, friction, and reduction on the thickness distribution were investigated. From the above discussion, the following conclusions are summarized:
- 1.
Axial hydro-forging sequence is a feasible method for the forming of the variable-diameter tube without thinning. When the internal pressure exceeds the critical support pressure, the wrinkle can be suppressed and the tube can be stably compressed. However, when the internal pressure increases from 15 to 25 MPa, the thickness distribution does not change, which means that the internal pressure has little influence on the thickness distribution under the experimental condition in this paper.
- 2.
The thinning ratio decreases with the increasing reduction in the maximum diameter zone. When the reduction increases from 0 to 20%, the thinning ratio decreases from about 14.7% to about 3%. The friction has an effect on the thickness distribution, and improving lubrication can improve the thickness uniformity.
- 3.
The serrated thickness distribution of the bulged tube can be eliminated in the hydro-forging stage by thickness “self-uniformity,” which is attributed to the von Mises stress distribution across the maximum diameter zone.
References
Lang LH, Wang ZR, Kang DC, Yuan SJ, Zhang SH, Danckert J, Nielsen KB (2004) Hydroforming highlights: sheet hydroforming and tube hydroforming. J Mater Process Technol 151(1–3):165–177
Hirsch J, Al-Samman T (2013) Superior light metals by texture engineering: optimized aluminum and magnesium alloys for automotive applications. Acta Mater 61(3):818–843
Aue-U-Lan Y, Ngaile G, Altan T (2004) Optimizing tube hydroforming using process simulation and experimental verification. J Mater Process Technol 146(1):137–143
Chu E, Xu Y (2004) Hydroforming of aluminum extrusion tubes for automotive applications. Part I: buckling, wrinkling and bursting analyses of aluminum tubes. Int J Mech Sci 46(2):263–283
Kim J, Kang SJ, Kang BSA (2003) Prediction of bursting failure in tube hydroforming processes based on ductile fracture criterion. Int J Adv Manuf Technol 22:357–362
Yuan SJ, Wang XS, Liu G, Wang ZR (2007) Control and use of wrinkles in tube hydroforming. J Mater Process Technol 182(1-3):6–11
Yuan SJ, Liu G, Lang LH (2003) Numerical simulation of wrinkling in hydroforming of aluminum alloy tubes. Trans Nonferrous Met Soc China 13:152–156
Wang XS, Yuan SJ (2003) Research on wrinkling behavior in tube hydroforming. Acta Metall Sin (Engl Lett) 39(12):1276–1280
Lang LH, Li H, Yuan SJ, Danckert J, Nielsen KB (2009) Investigation into the pre-forming’s effect during multi-stages of tube hydroforming of aluminum alloy tube by using useful wrinkles. J Mater Process Technol 209(5):2553–2563
Feng H, Han C (2018) Study on wrinkling behavior in hydroforming of large diameter thin-walled tube through local constraints. Int J Adv Manuf Technol 99:1329–1340
Han C, Liu Q, Lu H, Gao GL, Xie WC, Yuan SJ (2018) Thickness improvement in hydroforming of a variable diameter tubular component by using wrinkles and preforms. Int J Adv Manuf Technol 99:2993–3003
Yuan SJ, Liu G, Huang XR, Wang XS, Xie WC, Wang ZR (2004) Hydroforming of typical hollow components. J Mater Process Technol 151(1–3):203–207
Yuan SJ, Yuan WJ, Wang XS (2006) Effect of wrinkling behavior on formability and thickness distribution in tube hydroforming. J Mater Process Technol 177(1–3):668–671
Mori K, Maeno T, Maki S (2007) Mechanism of improvement of formability in pulsating hydroforming of tubes. Int J Mach Tool Manu 47:978–984
Xu Y, Zhang SH, Cheng M, Song HW (2015) Formability improvement of austenitic stainless steel by pulsating hydroforming. Proc IMechE, Part B: J Eng Manuf 229(4):609–615
Shahri SEE, Boroughani SYA, Khalili K, Kang BS (2015) Ultrasonic tube hydroforming, a new method to improve formability. Proc Technol 19:90–97
Elyasi M, Bakhshi-Jooybari M, Gorji AH (2009) Mechanism of improvement of die corner filling in a new hydroforming die for stepped tubes. Mater Des 30(9):3824–3830
Hwang YM, Hsieh SY, Chen MC (2015) Tube hydroforming of fuel filler pipes with movable dies. Key Eng Mater 626:524–528
Hwang YM, Hsieh SY, Kuo NJ (2016) Study of large-expansion-ratio tube hydroforming with movable dies. Key Eng Mater 725:616–622
Xu Y, Ma Y, Zhang SH, Chen DY, Zhang XS, Li JM, Zhao CJ (2016) Numerical and experimental study on large deformation of thin-walled tube through hydroforging process. Int J Adv Manuf Technol 87:1885–1890
Plancak M, Vollertsen F, Woitschig J (2005) Analysis, finite element simulation and experimental investigation of friction in tube hydroforming. J Mater Process Technol 170(1-2):220–228
Funding
The authors wish to express their appreciation for the support of the National Natural Science Foundation of China (Grant No. 51475121 and No. 51775134) and Key Research and Development Program of Shandong Province (Grant No. GG201710020004).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sun, L., Lin, C., Fan, Z. et al. Experimental and numerical investigation on axial hydro-forging sequence of 6063 aluminum alloy tube. Int J Adv Manuf Technol 105, 2869–2877 (2019). https://doi.org/10.1007/s00170-019-04447-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04447-x