
Abstract
The design and manufacturing level of the blade largely affects the performance of the aero engine. In this paper, the blade is taken as the research object, focusing on its design and processing. On the one hand, based on the mathematical method of fifth-order polynomial, a GUI module for parameterized design of different blade profiles is established. On the other hand, in CAM environment, the procedure division of turn-milling the blade, the generation of tool path, the optimization of NC program and the simulation of machining process are completed. On this basis, the experiment of machining the part by turn-milling is finished. In addition, in order to study the quality of the machined surface, a mathematical model for predicting the surface topography of turn-milling blade is established based on the surface unfolding and meshing of the workpiece. Then, the effects of the number of cutter teeth, tool rotation speed, feed rate, and the cutter radius on surface topography are analyzed qualitatively. Besides, the maximum surface residual height is used as an index to quantitatively compare the influence of different parameters on surface topography. Finally, the simulation reliability is verified by comparing with the experimental surface.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Gas turbine currently is used in various industrial systems. Not merely in power generation and petrochemical industry, but it also plays an important role in transportation. Aircraft gas turbine is the main propulsion unit to power the aircraft [1]. However, whatever differences in design and application of in various aircrafts, blades are the basic and key components of such engines, and they share the same underlying physics. What’s more, the production of blade accounts for more than 30% of the total engine manufacturing [2, 3], which is a relatively complicated process.
Blade design is an important basic work. Liu [4] presented an ellipse fitting algorithm based on the constraint of semi-small axis length. In his study, the Bezier curve was used to interpolate the discrete data points of the section curve, and the validity of the method was verified. Alexeev et al. [5] proposed a two-dimensional parametric blade design method based on the Bezier curve. The geometric shape of the baseline was obtained by adjusting the parameters. Fathi et al. [6] pointed out that the shape and curvature distribution of pressure surface and suction front edge have important influence on blade design, and used genetic algorithm and gradient optimization method to optimize the original blade with multiple targets and multiple points. Samad [7] presented a response surface model based on quadratic polynomial, and carried out multi-objective numerical optimization design for axial compressor blades. Zhang [8] presented a polynomial-based geometric design method for the leading edge of turbine blades, which was used to analyze the original blades. The results showed that the optimized blade can effectively suppress the pressure spikes and separation at the leading edge of the blade.
Blade is a complex part with free-form surface [9], and the common processing method is not enough to meet its processing requirements. Turn-milling is a relatively new processing technology [10, 11]. Karagüzel [12] established the turn-milling process model; analyzed the cutting force, surface roughness, and other issues in the orthogonal turning-milling process; and carried out experimental verification. Grigoriev [13] developed a new algorithm based on CAD/CAM software. The calculation of tool path could meet the requirement of multi-axis milling and allowed NC programming of arbitrary model on five-axis machining center, which improved the machining accuracy and efficiency.
Surface quality and precision are important indexes to reflect the quality of machining. Especially for the special thin-walled parts such as blades, researchers are not only committed to avoid machining chatter [14], but also the finishing technology and other aspects of the research [15] are done for the better surface morphology. Kundrak [16] proposed a method for modeling surface topography and compared the modeled 2D–3D parameters and real roughness data and presented CAD modeling of the generated topography with increased feed and the validation of experimental data. Ramana [17] adopted Taguchi’s robust design methodology to solve the optimization of process parameters to minimize surface roughness in turning of Ti-6Al-4 V under dry machining with different tool materials. In terms of the research on the surface quality of turn-milling, Zhu [18, 19] discussed the influence of cutting parameters on the length and thickness of turn-milling chips of machining Al-6061, and studied the workpiece surface topography in the orthogonal turn-milling process. In addition, the mathematical model based on the trajectory function was established, and the parameter selection criteria in the orthogonal turn-milling process are proposed qualitatively and quantitatively. Savas [20] proposed a method based on genetic algorithm to optimize the cutting parameters of cylindrical workpiece which lead to the minimum surface roughness and studied the effect of cutting parameters on surface roughness through experiments. Jin [21] used orthogonal experiments to determine the relationship between the high-speed turn-milling parameters (tool speed, axial feed, feed per tooth, etc.) and surface roughness. Based on the N-buffer method, Lavernhe [22] established a surface topography prediction model that can be coupled with the feed speed prediction model and analyzed the influence of processing strategy on the three-dimensional surface topography through experiments.
In this paper, the blade is taken as the research object. Sections 2 and 3 focus on the blade profile design and the processing of the main part of the blade through the combination of mathematical modeling, simulation analysis, and experimental verification. Firstly, parametric design of blade profile curve is completed based on fifth-order polynomial mathematical method. In order to meet the flexible requirements of different blade profiles, parametric design panel of blade profile is established. Next, the simulation of the turn-milling of the workpiece is completed in CAM environment, and the turn-milling experiment of the titanium alloy blade machining is finished under the guidance of the simulation. In section 4, the machined surface topography of blade is studied, and the influence of different processing parameters on the machined surface topography is discussed qualitatively and quantitatively. The simulation results are compared with the experimental results, and the results are consistent. Finally, in order to obtain better-machined surface quality, the selection strategy of turn-milling parameters of blade is provided.
2 Parametric design of blade profile
The design analysis of the blade involves many disciplines such as structure, strength, vibration, etc. It is a typical multidisciplinary design problem. Since the blade profile is composed of complex spatial surfaces, the design requirements and manufacturing precision are high in order to meet the requirements of use. The geometric shape of the blade is determined by the strict geometric parameters. The establishment of the parametric model of the blade is the precondition for its machining analysis and research on the surface quality after machining. The integral molding of the blade is completed by superimposing a certain number of blade sections along a radial direction according to a predetermined rule. The parameters of the blades distributed in the cascade are given in Fig. 1.

Distribution of blades in cascades and various parameters. (αi and βi flow angle of blade inlet; αo and βo flow angle of blade exit; Vi and Vo absolute speed of import and exit; Va and Vt: axial and circumferential velocities; Si and So relative speed of import and exit)
These parameters affect the shape of the blade and its arrangement in the cascade to varying degrees. The consistency of the cascade (τ) affects the geometric position of the impeller and the arrangement of the single blade, which is mutually restricted by the number of blades (Nb). The ideal cascade consistency can be derived from the empirical formula. The maximum thickness (Cmax) of the blade is generally 20~30% of the chord length from the leading edge. Besides, the trailing edge bending angle (δ) reflects the curvature change at the oblique notch of the blade back curve. The curvature value has a vital influence on the cascade performance and the outlet angle (βo). Theoretically, under the premise of meeting the actual processing requirements, small leading-edge radius (r1) and trailing-edge (r2) radius will be conducive to improving the performance of the blade. And there are similar criteria or range for other parameters to value based on experiment or experience. Consequently, in the specific blade design process, it is necessary to comprehensively consider the definition and size relationship of each parameter to ensure the reliability of the object and its feasibility of manufacturing. However, the design of the blade profile in this paper has been highlighted.
In order to reduce the loss of gas flow, the profile of turbine blade should satisfy the requirements of smoothness and no inflection point. Therefore, the profile is usually constructed based on various curves, but in fact, some curves are not always completely coherent. Generally, the combination of arc, parabola, twist, logarithmic helix, hyperbola, and other conic and quadric curves are not being applied to blade profile construction because of the existence of discontinuous derivative points. In this paper, the single-type line constructed by the fifth-order polynomial method is used as the profile of the suction and pressure surfaces of the blade. The expressions of the blade back curve (Lb) on one side of the suction surface and the blade basin curve (Lf) on the side of the pressure surface are as follows:
According to the coordinate system established in Fig. 2, the settings as shown in Table 1 can be given, and the coordinates of the points on Lf and Lb are (xF, yF), (xB, yB) respectively. Based on the coordinate values of the starting point and the ending point and their derivative expressions, the following matrix relationship can be obtained according to the Eq. (1):
where, the letter C, as a polynomial coefficient, represents f and b, corresponding to F and B represented by letter A. According to the solution sets [C0C1C2C3C4C5]T of Eq. (1), the profile expression of the blade basin and back curve based on the fifth-order polynomial can be determined.

The coordinate relation of important points on the leaf and back curve. (point K and point I are the tangent points of inlet edge, chord, and circle O1, point T and point R are the tangent points of outlet edge, chord, and circle O2, respectively.)
It is not difficult to calculate the coordinates of the center O1 and O2 based on the geometric relationship shown in Fig. 2. Thus, the coordinates of the remaining key points on the line can be derived (see Table 2). The coordinates of the above points can be used for solving the polynomial coefficients.
According to the above solution model, the ideal smooth curve can be obtained as a profile of the blade by modifying specific parameters. In this section, the parametric design interface of the blade curve is established by the GUI (graphical user interface) module, and the visualization of the blade curve determination is realized. Based on this, the influence of partial profile parameters on the shape of the blade profile is analyzed.
The different blade profile curves obtained by changing the installation angle βm are shown in Fig. 3a. According to the calculation results, the installation angle affects the inclination angle of the blade among cascade. With other parameters unchanged, the bigger the installation angle, the longer the chord, the smaller the slope of the profile, and the more “dumping” trend.

Parametric design panel of blade profile curve and the influence of different parameters on blade profile modeling (the red, blue, green, and pink profile curves in (a–d) correspond to different parameter values of each group respectively)
The variation of the blade profile corresponding to the value of r1 is shown in Fig. 3b. The calculation results show that with the increase of r1, the thickness of the front end of the section increases while other parameters remain the same. Additionally, the length of the chord (b) decreases slightly with the increase of r1, and the position slope of the blade is almost unchanged.
The change of the blade profile corresponding to the change of the leading edge angle β1k is shown in Fig. 3c. From the analysis of the calculation results, it can be concluded that increasing β1k will lead to the increase of the bending degree of the front end of the blade (that is fmax will increase), and Cmax caused by this variable will also increase to a certain extent. Yet the change of β1k will not affect other parameters such as b.
As shown in Fig. 3d, the corresponding blade profile changes when only β2k is changed. Based on the calculation results of the interface display, it is not difficult to find that the bending degree of the trailing end of the blade increases with the increase of β2k.
3 Simulation and processing of turn-milling blade
3.1 Tool path generation in different procedure of turn-milling blade
Blade is complex part with free-form surface; hence, a reasonable and efficient machining method is the necessary condition to improve machining efficiency and accuracy. Turn-milling, one of the typical multi-axis machining methods, is applied to the processing of the part in this section [23,24,25]. Moreover, as an interactive CAD/CAM system, UG® (Unigraphics NX) [26, 27] can complete the solid modeling of various complex parts, and its CAM module is used for blade processing programming and post-processing. Figure 4 shows the CAM flow chart of blade processing based on UG12.0, in which the establishment of 3D blade model (see Fig. 4) is the first step. Next, the machining operations can be determined based on the solid model, mainly concerning roughing, semi-finishing, and finishing of the blade body.

Flowchart of blade processing based on CAM
Some details of configuration information about the rough machining in CAM machining environment are shown in Fig. 5. The efficiency of material removal should be improved as much as possible in rough machining process, at the same time, sufficient processing allowance must be ensured in subsequent processing. Therefore, this procedure is to be machined with a clip-type milling cutter (see Fig. 5c). According to the part, the blank is set as a bounding cylinder (see Fig. 5d). After selecting the cutting area, referring to the established MCS (machining coordinate system, shown in Fig. 5b), the tool axis can be chosen as “+ZM Axis”. Finally, the tool path of rough machining can be obtained, as shown in Fig. 5d.

CAM configuration information in rough machining process of blade and its tool path
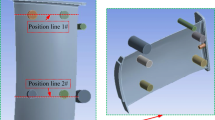
After rough machining, there is a certain allowance for semi-finishing and finishing (see Fig. 6a). Semi-finishing process is to make the uneven residual surface become relatively smooth and provides better machining conditions for finishing procedure. In this process, integral ball end mill is adopted and “Streamline” as the drive method should be selected. In addition, turn-milling mode requires the tool axis to be set to “4-Axis Normal to Drive” and “Helical” cutting pattern is used. Based on the above setting, the contact curve and tool path of the blade semi-finishing tool and workpiece are shown in Fig. 6b.

a verification of rough machining tool path and its allowance, b the tool path in semi-finish and finish machine process, and c tool path visualization of finish procedure
As the last procedure of machining, the finishing of the body of the blade aims to obtain the lowest possible roughness and better surface finish. The same driving mode (streamline) and tool axis (4-Axis Normal to Drive) as semi-finishing are adopted in this step. Since small feed value is mostly used in finishing, the number of stepovers needed to be increased compared with semi-finishing. Its tool path visualization is shown in Fig. 6c. Variables in the CAM-machining environment are set according to the parameters of experimental processing, hence check for “IPW Collisions” is needed in any procedure of their corresponding tool path verification in order to reduce the possibility of machining "accidents" and ensure the accuracy of processing. Based on the above-mentioned tool path, according to the arranged machining mode, tool size and cutting parameters, the G code which could be recognized by the machine center can be compiled and generated through specific post-processing.
3.2 Simulation of blade machining process and its actual machining verification
VERICUT® can realistically simulate the cutting of tools and the movement of machine tools during CNC machining. In this section, it is used to simulate the turn-milling of the blade and to verify and optimize the output of the above CAM [28]. In order to ensure the reliability of the simulation, the parameters are set in the simulated processing environment according to the flow as shown in Fig. 7a. The feed drive chain and the spindle drive chain of the machining center are determined according to the experimental machine tool (see Fig.7b, c).

a Simulation flow based on VERICUT® 8.1; b–i Comparisons between simulation and experimental processing
In the simulation environment, the cutting tool is fully managed by the “tool manager”. The specific process is: create a new tool and program the corresponding number and name→determine the tool type and set the geometry parameters→create the tool holder→set a reasonable clamping position. As shown in Fig. 7a, the tool information of the ball end mills for roughing, semi-finishing, and finishing are established. Enter the different tool parameters into the tool manager, and name the cutters as “T01, T02, and T03” respectively to ensure that the cutters in the tool library are consistent with the code in the NC program.
According to the NC program obtained in section 3.1, the files are sequentially imported into the turn-milling blade project created in the VERICUT processing environment. After resetting the model, the virtual machining of the blank can be performed in the order of the imported NC program. The simulation process of rough and finish machining of blade are shown in Fig.7 f and h. In the process of simulated machining, if there are interference or over-cutting phenomena, the system will warn and prompt to find the root cause of the problem. The turn-milling machining experiment of the blade was completed at the TH5650 machine center, and the process parameters were consistent with those used in the simulation. Figures 7 g and i correspond to the experimental processing of the former two, and the actual cutting process is smooth without machining accidents, which fits the simulated processing well.
4 Simulation analysis of surface topography of turn-milled blade
From the point of view of application, the working environment of the aero-engine is harsh. In order to meet the requirements of increasing the thrust of the engine, continuously improving the speed of the aircraft and its service life, the traditional material of the turbine blade, such as aluminum alloy, high strength steel, etc., is gradually replaced by titanium alloy, high-temperature alloy, etc. For the latter such difficult-to-machine materials, the selected turn-milling composite machining can be used as a processing method to improve machining efficiency. However, whether the machining quality can meet the requirements of reliability, and assembly accuracy is the key to identify the success or failure of the whole manufacturing process [29].
4.1 Modeling and calculation of surface residual height for turn-milling blade
The schematic diagram of the turn-milling blade is shown in Fig. 8a. In this process, the basic movement includes the rotary motion of the tool on the workpiece, the axial and radial feeds of the tool. Based on the preceding processing, the machined part is expected to form a smooth surface after finishing.

a Schematic diagram of turn-milling blade, b view along the A-A’ direction and the sketch map of the blade surface
As shown in Fig. 8b, the machined surface is expanded into a rectangle plane, with the perimeter of the blade section (that is, the length of the blade profile curve) as the long edge and the length of the machined position from the bottom of the blade as the wide edge. The plane is divided into M and N parts correspondingly along the x and y directions. Each grid dimension is Δx × Δy, where Δx represents the axial feed of the cutter and Δy = Δϕz/y. Based on the analysis, the position height of blade surface can be represented by the matrix K[m, n] established by grid m × n in the Fig. 8b, where m = 1, 2, ⋯, M and n = 1, 2, ⋯, N.
The machined surface is analyzed from microcosmic angle, and its outline is shown in Fig. 9. According to the illustration in the figure, the expression of the residual height of the workpiece surface after each feed of the tool can be obtained as follows:

Formation of surface profile of turn-milling blade
In the turn-milling process of blade, the speed of blade rotation is much lower than that of spindle (cutter). Therefore, when calculating the circumferential feed per tooth, the instantaneous circular arc element is used to approximately replace the feed per tooth, and the expression of the circumferential feed per tooth is as follows:
Where, Rs is the instantaneous radius at the edge of blade section. Δϕ is the rotation angle of blade corresponding to each feed unit of the cutter. Its expression is as follows:
In order to ensure the stability of the processing and the requirement of a certain smoothness of the surface after machining, the feed in the process is mostly a constant. So the value of nw ⋅ Rs, which can be obtained by substituting Eq. (5) into Eq. (4), should be fixed. However, in fact the value of Rs is variable, nw, relative is introduced as the relative speed of the workpiece:
Obviously, the feed per tooth varies with the speed of the workpiece. Besides, based on the above analysis, the average value of relative rotational speed of workpiece is defined as nw, ave, which can be easily calculated by substituting it into the model. The expression of the axial feed per tooth is as follows:
The total feed can be obtained as follows:
Combining with the instructions given in Fig. 9, the mathematical expression of the residual height of the machined surface can be constructed as follows:
Where, k = 0, 1, 2, ⋯, and x is the displacement of cutter on blade surface.
4.2 Simulation analysis of surface residual height of turn-milling blade
Based on the mathematical model obtained in section 4.1, the effects of different processing parameters on the surface topography can be analyzed by simulation. The simulation parameters are shown in Table 3.
Results for group 1 (see Fig. 10b, c, d) can be obtained respectively. By comparison (see Fig. 11a), it is not difficult to find that when the milling cutter with 2 teeth is used to turn and milling blades, the surface ravines are deeper, and the height of the bump is obviously higher than that of the surface machined with multi-teeth cutter. On the premise that the radius of the cutter remains unchanged, the maximum residual height of the surface obtained by Nt = 2 is more than 4 times that of Nt = 3, and more than 15 times that of the corresponding value when Nt = 4. Therefore, under the same conditions, it is recommended to use more teeth to process, in order to obtain better surface quality.

a Comparison of surface heights corresponding to different number of cutter teeth; b–d blade surface morphology obtained by changing the number of cutter teeth

a–c The blade surface morphology obtained at the cutter speed of 2500 rpm, 3000, rpm and 3500 rpm respectively; d, e Comparison of surface residual height under different nt
According to the simulation results obtained from Fig. 11, it is found that the surface profile is smoother when the given tool speed is 3500 rpm than that when the tool speed is 2500 rpm. Therefore, the improvement of tool speed is beneficial to the improvement of surface quality, which is reflected in the decrease of surface residual height. The maximum residual height of the corresponding surface decreases from 0.2396 to 0.1223 μm when the tool speed is 2500 rpm, 3000 rpm, and 3500 rpm (see Fig. 11d, e). Consequently, in the process of machining, the spindle speed should be increased as much as possible under the premise of stable processing, in order to obtain better surface quality.
The simulation results obtained using the parameters given by group 3 are shown in Fig. 12 (a–c). According to the simulation results, the influence of the feed amount on the surface topography is small. When the feed rate increases, the number of machined surface peak decreases, but the depth of the gully increases. As the feed rate increases by 5 mm/s, the maximum value of the surface residual height increases slightly (from 0.1524 to 0.1888 μm, see Fig. 12d, e). Since the feed rate and the surface quality show a negative correlation, the feed value should be reduced as much as possible in actual machining.

a–c The blade surface morphology obtained at feed rate of 5 mm/s, 10 mm/s, and 15 mm/s respectively; d, e Comparison of surface residual height under different fa.
The simulation results obtained in Fig. 13 are based on the group 4 parameters. Among them, Fig.13a, b, and c correspond to cutter radius values of 2 mm, 3 mm, and 4 mm, respectively. With the increase of the radius of ball end mill, the number of peaks on the surface is basically unchanged, but the corresponding surface profile height tends to decrease. Compared the cutter with large radius, there is a wider distance between two cutter paths for the cutter with small radius under certain feed parameters, so the higher surface residual height is easy to be formed. When the radius of the cutter increases from 2 to 4 mm, the maximum residual height of the surface decreases from 0.3363 to 0.1674 μm, which reduces by 50% (see Fig. 13d, e). According to the analysis, tool radius should be appropriately increased in the process of machining.

a–c The blade surface morphology obtained at the diameter of the cutter of 2 mm, 3 mm and 4 mm respectively; d, e Comparison of surface residual height under different Rt
4.3 Comparative analysis of experimental machined surface and simulation results
According to the turn-milling experiment of titanium alloy blade in section 3.2 (see Fig. 7c, e, g, i), the actual machined surfaces obtained with different parameters are compared with the simulation results. In this section, the comparison of surface morphology under the parameters of group 2 and group 3 (see Table 3) is given respectively.
The influence of tool speed on surface topography is considered in group 2. The surfaces shown in Fig. 14 (a, b, and c) correspond to the nt of 2500, 3000, and 3500 rpm, respectively. The simulation results obtained in the last section show that the increase of tool speed affects the smooth change of surface profile. Compared with the surface morphology collected by the experiment, it shows the same rule as the simulation results. With the increase of the tool speed, the surface texture obtained from the actual machining becomes more detailed. At the same time, the surface topography appears smoother. Therefore, the improvement of tool speed value is conducive to the improvement of surface quality.

Comparison of machined surface topography obtained under given processing parameters of Group 2 with simulation results
The surfaces obtained by setting different f (group 3) are shown in Fig. 15(a–c) which corresponds to the feed values of 5, 10, and 15 mm/s, respectively. By observing and analyzing the experimental surfaces, the surface of Fig. 15a (when f = 5mm/s) is smoother than that of Fig. 15c (when f = 15mm/s), and the texture and groove depth of Fig. 15b are between the former two. Similarly, the experimental results show the same trend as the simulation results, and there is a negative correlation between feed and surface quality.

Comparison of machined surface topography obtained under given processing parameters of Group 3 with simulation results
5 Conclusion
In this paper, the turn-milling method is used to complete the machining blade based on the determination of engine blade profile. According to the simulation process in CAM environment, the actual blade process by turn-milling is completed. In addition, the surface topography of turn-milling blade is analyzed by modeling and experiment. The specific conclusions can be summarized as follows:
By using the fifth-order polynomial mathematical method, the leaf basin and leaf back curve with second derivative is solved. On this basis, a GUI module that can generate the blade contour curve is established, which basically meets the flexible and rapid design requirements of the blade curve. The influence of several important parameters (installation angle, leading edge radius, blade leading edge angle and trailing edge angle) on the blade profile modeling is analyzed, and according to the analysis results, the ideal blade profile can be quickly obtained.
On the basis of the 3D model of the blade, the machining procedures of the blade are divided, and the turn-milling method is determined to complete the machining of the blade. On the premise of given tool parameters and machine tool environment, the tool path of different machining stages is generated based on CAM. According to the optimized NC processing program, the simulation process of multi-axis turn-milling blade is realized. This process can improve actual cutting efficiency and increase the stability and accuracy of turn-milling of the blade. Based on this, the turn-milling experiment of the titanium alloy blade is completed.
Based on the physical model of turn-milling blade, the mathematical model of the surface profile of the machined blade is deduced in this paper. The influences of the number of cutter teeth, the speed of the cutter, the feed rate, and the radius of the milling cutter on the surface quality are analyzed. By changing a certain parameter and taking the maximum residual height of the surface as an index, the quality of the machined surface is quantitatively compared. It is found that the influence of the number of cutter teeth on the surface profile height is the most obvious, while the influence of feed is weak. The simulation predictions show consistency with the experimental results.
Abbreviations
- b :
-
Chord length (mm)
- f max :
-
Maximum deflection
- β 1k :
-
Leading edge angle (°)
- β 2k :
-
Trailing edge angle (°)
- β 1 :
-
Import (front) structural angle (°)
- β 2 :
-
Exit (trailing edge) structural angle (°)
- β m :
-
Installation angle (°)
- β o :
-
Outlet angle (°)
- τ :
-
Cascade solidity, τ = b/t
- i :
-
Attack angle, the difference between β1 and β1k. (°)
- δ :
-
Bend angle, the sum of β1k and β2k. (°)
- t :
-
Grid pitch (mm)
- r 1 :
-
Leading-edge radius (mm)
- r 2 :
-
Trailing-edge radius (mm)
- C max :
-
Maximum thickness (mm)
- φ 1 :
-
Leading edge wedge angle of inlet edge (°)
- φ 2 :
-
Leading edge wedge angle of exit edge (°)
- l :
-
Throat width (mm)
- S :
-
Axial width of blade profile (mm)
- N b :
-
Number of blades
- n t :
-
Tool rotation speed (rpm)
- n w :
-
Workpiece rotation speed (rpm)
- n w, relative :
-
Relative speed of the workpiece (rpm)
- n w, ave :
-
The average value of relative rotational speed of workpiece (rpm)
- a p :
-
Cutting depth (mm)
- R t :
-
Tool radius (mm)
- R w :
-
Workpiece radius (mm)
- ∆ϕ:
-
Instantaneous rotation angle of workpiece
- ΔW:
-
Residual height of the workpiece surface after each feed of the tool (μm)
- W :
-
Residual height of the machined surface (μm)
- R s :
-
Instantaneous radius at the edge of blade section (mm)
- c :
-
Total feed rate (mm/z)
- c a :
-
Axial feed per tooth (mm/z)
- c z :
-
Circumferential feed per tooth (mm/z)
- f a :
-
Axial feed per second (mm/s)
- N t :
-
Number of cutter teeth
References
Li J, Sun H, Wang J, Feng Z (2011) Numerical investigations on the steady and unsteady leakage flow and heat transfer characteristics of rotor blade squealer tip. J Therm Sci 20:304–311. https://doi.org/10.1007/s11630-011-0474-5
Xiao G, Huang Y (2016) Equivalent self-adaptive belt grinding for the real-R edge of an aero-engine precision-forged blade. Int J Adv Manuf Technol 83:1697–1706. https://doi.org/10.1007/s00170-015-7680-3
Öksüz O, Akmandor IS (2008) Multi-objective aerodynamic optimization of axial turbine blades using a novel multi-level genetic algorithm. Vol 6 Turbomachinery, Parts A, B, C 132:2375–2388. https://doi.org/10.1115/GT2008-50521
Liu YP, Zhao S, Dong XY (2010) Constructing section profile curve of turbine blade. Int Conf Wavelet Anal Pattern Recognition 2010:211–215. https://doi.org/10.1109/ICWAPR.2010.5576329
Alexeev RA, Tishchenko VA, Gribin VG, Gavrilov IY (2017) Turbine blade profile design method based on Bezier curves. J Phys Conf Ser 891:012254. https://doi.org/10.1088/1742-6596/891/1/012254
Fathi A, Shadaram A (2013) Multi-level multi-objective multi-point optimization system for axial flow compressor 2d blade design. Arab J Sci Eng 38:351–364. https://doi.org/10.1007/s13369-012-0435-7
Samad A, Kim KY (2008) Multi-objective optimization of an axial compressor blade. J Mech Sci Technol 22:999–1007. https://doi.org/10.1007/s12206-008-0122-5
Zhang W, Zou Z, Ye J (2012) Leading-edge redesign of a turbomachinery blade and its effect on aerodynamic performance. Appl Energy 93:655–667. https://doi.org/10.1016/j.apenergy.2011.12.091
Wan M, Gao TQ, Feng J, Zhang WH (2019) On improving chatter stability of thin-wall milling by prestressing. J Mater Process Technol 264:32–44. https://doi.org/10.1016/j.jmatprotec.2018.08.042
Zhu L, Jiang Z, Shi J, Jin C (2015) An overview of turn-milling technology. Int J Adv Manuf Technol 81:493–505. https://doi.org/10.1007/s00170-015-7187-y
Comak A, Altintas Y (2017) Mechanics of turn-milling operations. Int J Mach Tools Manuf 121:2–9. https://doi.org/10.1016/j.ijmachtools.2017.03.007
Karagüzel U, Uysal E, Budak E, Bakkal M (2015) Analytical modeling of turn-milling process geometry, kinematics and mechanics. Int J Mach Tools Manuf 91:24–33. https://doi.org/10.1016/j.ijmachtools.2014.11.014
Grigoriev SN, Kutin AA, Turkin M (2013) Advanced CNC programming methods for multi-axis precision machining. Key Eng Mater 581:478–484. https://doi.org/10.4028/www.scientific.net/KEM.581.478
Bin DX, Wan M, Yang Y, Zhang WH (2019) Efficient prediction of varying dynamic characteristics in thin-wall milling using freedom and mode reduction methods. Int J Mech Sci 150:202–216. https://doi.org/10.1016/j.ijmecsci.2018.10.009
Zhang D, Li C, Zhang Y, Jia D, Zhang X (2015) Experimental research on the energy ratio coefficient and specific grinding energy in nanoparticle jet MQL grinding. Int J Adv Manuf Technol 78:1275–1288. https://doi.org/10.1007/s00170-014-6722-6
Kundrak J, Felho C (2018) Topography of the machined surface in high performance face milling. Procedia CIRP 77:340–343. https://doi.org/10.1016/j.procir.2018.09.030
Ramana MV, Aditya YS (2017) Optimization and influence of process parameters on surface roughness in turning of titanium alloy. Mater Today Proc 4:1843–1851. https://doi.org/10.1016/j.matpr.2017.02.028
Zhu L, Jin X, Liu C (2016) Experimental investigation on 3D chip morphology properties of rotary surface during orthogonal turn-milling of aluminum alloy. Int J Adv Manuf Technol 84:1253–1268. https://doi.org/10.1007/s00170-015-7758-y
Zhu L, Li H, Wang W (2013) Research on rotary surface topography by orthogonal turn-milling. Int J Adv Manuf Technol 69:2279–2292. https://doi.org/10.1007/s00170-013-5202-8
Savas V, Ozay C (2008) The optimization of the surface roughness in the process of tangential turn-milling using genetic algorithm. Int J Adv Manuf Technol 37:335–340. https://doi.org/10.1007/s00170-007-0984-1
Jin CZ, Fang R (2014) Research on surface topography and roughness of micro parts by high speed turn-milling. Mater Sci Forum 800–801:607–612. https://doi.org/10.4028/www.scientific.net/MSF.800-801.607
Lavernhe S, Quinsat Y, Lartigue C (2010) Model for the prediction of 3D surface topography in 5-axis milling. Int J Adv Manuf Technol 51:915–924. https://doi.org/10.1007/s00170-010-2686-3
Zhu L, Liu B, Wang X, Xu Z (2016) Research on cutting force of turn-milling based on thin-walled blade. Adv Mater Sci Eng 2016:1–11. https://doi.org/10.1155/2016/2638261
Liu C, Zhu L, Ni C (2018) Chatter detection in milling process based on VMD and energy entropy. Mech Syst Signal Process 105:169–182. https://doi.org/10.1016/j.ymssp.2017.11.046
Karaguzel U, Bakkal M, Budak E (2012) Process modeling of turn-milling using analytical approach. Procedia CIRP 4:131–139. https://doi.org/10.1016/j.procir.2012.10.024
Miyazaki T, Hotta Y, Kunii J et al (2009) A review of dental CAD/CAM: current status and future perspectives from 20 years of experience. Dent Mater J 28:44–56. https://doi.org/10.4012/dmj.28.44
Magambo S, Ying L (2013) The NC Machining post-processing technology based on UG. 2:4–7. https://doi.org/10.4028/www.scientific.net/AMR.753-755.1254
Lin T, Premarathna A, Bohez ELJ (2018) Integrated approach for milling impeller parts. Comput Aided Des Appl 15:180–187. https://doi.org/10.1080/16864360.2017.1375667
Zhang W-H, Tan G, Wan M, Gao T, Bassir DH (2008) A new algorithm for the numerical simulation of machined surface topography in multiaxis ball-end milling. J Manuf Sci Eng 130:011003. https://doi.org/10.1115/1.2815337
Funding
This work was supported by the National Natural Science Foundation of China (NSFC; 51475087).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ning, J., Zhu, L. Parametric design and surface topography analysis of turbine blade processing by turn-milling based on CAM. Int J Adv Manuf Technol 104, 3977–3990 (2019). https://doi.org/10.1007/s00170-019-04037-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04037-x