
Abstract
Wire + arc additive manufacturing (WAAM) is a versatile, low-cost, energy-efficient technology used in metal additive manufacturing. This WAAM process uses arc welding to melt a wire and form a three-dimensional (3D) object using a layer-by-layer stacking mechanism. In the present study, a Ni-based superalloy wire, i.e., Inconel 625, is melted and deposited additively through a cold metal transfer (CMT)-based WAAM process. The deposited specimens were heat-treated at 980 °C (the recommended temperature for stress-relief annealing) for 30, 60, and 120 min and then water quenched to investigate the effect of heat treatment on microstructure and phase transformation and to identify the optimum heat treatment condition. Microstructural results show that the heat treatment, in general, eliminates the brittle Laves phases regardless of the time without changing the grain morphology. However, an increment in the amount of the delta phase is observed with the longer heat treatment periods. Additionally, the size of MC (metal carbide) of Nb is also observed to increase with heat treatment time. This study provides an in-depth understanding of the correlation between heat treatment time and microstructure in additively manufactured Inconel 625, which can facilitate determining the optimum heat treatment condition in a later study.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) is the process of making objects using a layer-by-layer stacking mechanism [1]. Saving cost in machining, materials, and manufacturing time, it can provide new capabilities to industries, compared to typical manufacturing processes (e.g., casting and subtractive manufacturing) [2]. One of them is to deposit material additively in a defined and controlled pathway, which can realize the concept of “near-net-shape manufacturing” [3]. This feature helps in obtaining complex geometries more easily by employing AM [4]. Other advantages of AM include mass customization, sustainable manufacturing, and energy efficient manufacturing process [5]. With these benefits, AM is growing more popular in industrial sectors through its ability to provide the manufacturers with more design of freedom. Due to its significant impacts to the manufacturing industries (e.g., jet engine [6], turbine blade [7], rocket engine [8], and many other applications [9]), it is anticipated that this AM technology will change the manufacturing landscape in the near future [2].
The American Society for Testing and Materials (ASTM) categorized metal AM techniques as (a) powder bed fusion, (2) directed energy deposition, (3) binder jetting, and (4) sheet lamination [1]. Among them, powder-based AM methods (e.g., selective laser melting (SLM) and electron beam melting (EBM)) are widely used. In the powder-based systems, a laser or electron beam is used to selectively melt and sinter particles together [10]. However, issues with difficult system control procedures, post-processing requirements, high residual stress, undesired porosity, high heat input, and lastly costs of system setups and powder have made this process hard to practice in small- and medium-sized enterprises (SMEs) [10,11,12,13]. In contrast, wire-fed arc welding systems are less complex with well-established systems and widely available in the market. Moreover, it can provide lower cost for the initial setup, higher deposition rate, and better energy efficiency than powder-based laser/electron beam-assisted deposition methods [14,15,16,17]. With these benefits, the wire-fed welding processes are becoming attractive to the AM researchers and manufacturers, especially the SMEs.
Wire-fed and arc-based AM processes are widely referred to as WAAM (wire + arc additive manufacturing). Different welding processes such as gas tungsten arc welding (GTAW), gas metal arc welding (GMAW), and plasma arc welding (PAW) have been investigated by WAAM researchers [18,19,20,21,22]. Among these, it is expected that the use of the cold metal transfer (CMT) process, one of the GMAW processes, will put WAAM one step ahead in the AM market due to its several advantages, such as high deposition rate, low heat input, and less spatter [23]. However, for this method to be well-established in AM, many issues must be overcome, including determining the effective in situ measurement techniques, how to increase energy efficiency, and reducing environmental impact [24]. Moreover, establishing a database for the defined correlation between the WAAM process, materials, post-processing, metallurgical characteristics, and mechanical properties is significantly important [25]. This research contributes to building the WAAM database by investigating a superalloy and its post-processing outcomes.
Inconel is a Ni-based superalloy used generally in aerospace, petrochemical, marine, and chemical applications. This alloy has outstanding mechanical properties even in an aggressive environment like corrosive and extremely high- and low-temperature atmospheres [26]. These properties are mainly due to the solid solution hardening effect of the refractory metal constituents, Nb and Mo in a Ni-Cr matrix, which is also known as γ-phase for Inconel 625 [27]. Among several Inconel alloys, Inconel 625 is popular in metal AM due to its high weldability, corrosion resistance, and ability to withstand high temperature. These properties make this material suitable for application to the critical atmosphere (extremely high or low temperature and corrosive environment) and for the wide use in important engineering sectors [28]. Thus, many AM researchers have shown research interest regarding manufacturing process, microstructural and mechanical property, and post-processing of Inconel 625.
Murr et al. investigated the microstructure of Inconel 625 parts with EBM in as-deposited and heat-treated conditions. They found that the parts had a unique microstructural architecture and enhanced mechanical strength compared to wrought and cast Inconel 625 products [29]. Li et al. examined microstructural characteristics of Inconel 625 using SLM and found zigzag grain boundaries, which is important in improving the mechanical characteristics of the alloy. They also found the grain boundary MC (metal carbide)-type carbides responsible for the zigzag shape [30]. Wang et al. examined the effect of location on microstructure and mechanical properties of Inconel 625 parts manufactured with GTAW and found no porosity or cracks in the as-deposited structure, but undesirable Laves phases and MC-type carbides [31]. Xu et al. investigated the microstructural and mechanical properties of Inconel 625 parts fabricated by pulsed plasma arc deposition with TIG welding and found Laves phases in the as-deposited microstructure. Laves phases dissolved when heated to 1080 °C [32]. Laves phase is a topologically closed packed phase, formed due to segregation of Nb from the austenitic matrix. Nb is added to Inconel 625 as a carbide former, which in turn strengthens the Ni-Cr matrix present. Laves phase is undesirable due to its ability to decrease the strength and increase the brittleness by depleting Nb in the alloy matrix [33]. Another detrimental phase present in Inconel 625 is the orthogonal Ni3Nb or delta phase. This phase is also brittle but believes to be a strengthening phase of Inconel 625 by improving hardness and corrosion resistance [34]. In contrast, this phase is denoted deleterious by researchers because of its detrimental effects on mechanical properties like ductility and fracture toughness [35]. Formation of this phase depletes Nb from the Ni-Cr matrix, which can affect the strength of Inconel 625. However, the delta phase does not usually form under the as-deposited condition, rather after heat treatment for at least 1 h for the welded Inconel 625 [36]. Thus, to achieve satisfactory mechanical performance from the WAAMed (wire + arc additively manufactured) Inconel 625, the formation of these phases relating to post-processing and as-built conditions must be characterized.
This paper studies the evolution of microstructure, relating to heat treatment time, of an additively deposited Inconel 625 using the WAAM process. Findings of this study can facilitate determining optimum heat treatment conditions for WAAMed Inconel 625. Furthermore, the result of this research may facilitate understanding of the mechanical performance of this superalloy under the same heat treatment condition. The following sections of this paper will chronologically explain the experimental procedure, microstructural evolution upon heat treating, and major outcomes of this study in-depth.
2 Experimental procedure
2.1 WAAM system and process
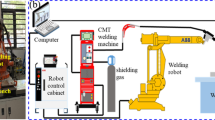
The WAAM system consists of two six-axis Fanuc ArcMate-100iB robots. One of them, which is occupied with a Fronius Advanced 4000MV R Cold Metal Transfer (CMT) machine, a VR7000 wire feeder, and a controller (Fanuc R-J3iB), was used for the WAAM process, as shown in Fig. 1a. The CMT process is used due to its characteristics of saving most energy possible by modifying the droplet transfer process to the weld pool. In this process, the wire feeds in a back-and-forth motion. The power supply is interrupted after the short circuit occurs, and the wire is retracted at the same time. This promotes droplet transfer without the help of electromagnetic force. The arc reinitiates after completion of droplet transfer [37]. The subsequent advantages are low heat input, less spatter, and high deposition rate [38].

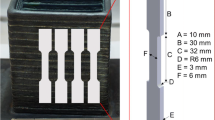
a Schematic diagram of experimental setup and b manufactured product with specimen preparation locations
For this study, a square wall was built additively with a small interval between 10 subsequent layers. The interval is due to cooling the newly solidified metal by natural convection to at least 100 °C, which helps avoid heat buildup in the next molten metal deposition. The Inconel 625 was deposited on a low-carbon alloy steel substrate. The melting temperature for Inconel 625 is quite less than the low-carbon alloy steel used [39]. Thus, the substrate was first heated to 300 °C for better bonding. The selected wire (ERNiCrMo-3) composition is given in Table 1. The welding parameters selected are presented in Table 2. A single layer across the square wall was 374.65 mm long and 6–7 mm thick.
2.2 Specimen preparation and analysis techniques
The substrate, along with 5 mm of material deposited along the bottom, was removed when the as-deposited structure is separated to maintain microstructural homogeneity of the Inconel 625 and avoid the multi-material welding scenario. A band saw was used for separating the structure from the substrate. The square wall was separated into four different walls to be heat treated (Fig. 1b). Three of the separated walls were heat treated in an electric furnace at 980 °C for 30 min, 1 h, and 2 h and then water quenched. For analysis of the y-z plane microstructure (see the cube of Fig. 1b), a small specimen cut from each of the as-deposited and heat-treated samples was hot mounted with graphite powder.
The prepared specimens were then immediately etched with Aqua Regia (9 mL hydrochloric acid and 3 mL nitric acid) after grinding and subsequent manual polishing until the microstructure revealed itself. The optical microscopy on the revealed microstructure was done under several objectives (3×, 50×, 100×, 500×) using a Nikon Eclipse MA1000 microscope and Nikon SMZ 1500 microscope. The FEI Quanta 200 scanning electron microscope (SEM) was used for higher magnification (2000×, 2500×, and 10,000×) imaging of the microstructures. Digital image analysis was used for measuring the percentage area of the secondary phases present along with the average size of the carbides using image processing and analysis in java (ImageJ) software. The average size of the carbide was calculated by summing the total area carbides covered and then dividing the amount by total counted carbides. Analysis of chemical compositions at different spots and the element maps along microstructure were performed via energy-dispersive X-ray spectroscopy (EDAX) equipped with Quanta 200 SEM. Specimens were coated with carbon for inspecting the elemental map and SEM images. X-ray diffraction (XRD) was conducted with a Rigaku Ultima IV X-ray diffractometer on all the specimens to support the phase prediction upon viewing the microstructures. A normal line focus CuKα radiation tube was used with power settings of (40 kV, 44 mA). The diffraction patterns were recorded using a scan speed of 4.00 deg./min.
3 Experiment results and discussions
3.1 Microscopic analysis
The low magnification (3×) optical micrograph denotes different waviness values at the two different sides (inside and outside, Fig. 1b) of a single wall of the built part. The arithmetical mean roughness (Ra) was measured using the equation as follows:
where n is the number of points to measure roughness and yi is the distance measured from peak and depressions corresponding to a mean line drawn on Fig. 2a (AB and CD). The average waviness calculated at the inside and outside regions is 333.29 μm and 287 μm, respectively. The difference in roughness value at the inside and outside is related to the cooling rate when solidified. During solidification, the inside wall experienced less cooling rate due to exposure to the high-temperature weld metal nearby, resulting in low convection cooling. However, the outside wall becomes cool and solidified more quickly via comparatively high convection cooling to the atmosphere.

As-deposited sample microstructure under optical microscope. a Microstructure under 3× magnification level. Important areas are highly magnified at b inside region at 50× magnification, c outside region at 100× magnification, d middle region at 100× magnification, e outside region at 100× magnification
The optical micrographs (Fig. 2 and Fig. 3) of the as-deposited and heat-treated samples were studied to understand the overall grain morphology. Homogenous grains with columnar dendrites (Fig. 2b, d) were mainly observed in the microstructure. Grain direction and size are witnessed almost the same after heat treatment. However, dendrite direction and size differ along the thickness (y-axis) of the sample. The dendrite orientation at the inside and outside regions of the microstructure differs with the middle of these regions. This trend is clearly shown by the discontinuous area in Fig. 2c, e for the as-deposited case, and for the heat-treated case in Fig. 3a, e. In case of the middle region, dendrites are grown almost perpendicularly (along z-axis) to the x-y plane as presented in Fig. 2b, d. This difference in orientation between the middle and side region was due to the different cooling rate experienced [31]. The side regions were formed during solidification of the liquid weld metal using two forms of cooling: (a) conduction by the previously deposited layer and (b) atmospheric convection. Solidification of the middle region occurred through conduction only by the previously deposited layer. Furthermore, directional cooling also aided in the epitaxial growth of the dendrites. Due to epitaxy, some of the dendrites became longer than the usual to cover more than one deposition layer, see Fig. 3d–f. Other than that, smaller dendrites are found to be 60–80 μm in length, see Fig. 3c. During deposition of a new metal layer, the liquid metal is solidified rapidly via conduction through the previously deposited layer. This rapid solidification caused the elongated dendrites as also found by other researchers [40].

Optical micrographs of a–c 30-min heat-treated sample, d–f 1-h heat-treated sample, and g–i 2-h heat-treated sample
SEM and EDAX were employed to provide a deeper understanding of the microstructure. The SEM micrographs of the as-deposited sample, line scan along several dendrites, and element mapping are shown in Fig. 4 and Fig. 5 correspondingly. In analyzing line scan at a random location, peaks for Nb and Mo with depressions of Ni and Cr can be observed at the interdendritic spaces (Fig. 4a). This suggests an increase in the content Nb and Mo in comparison to usual elements present in Inconel 625. The element map as shown in Fig. 5 also agrees with this increase in the composition of refractory elements.

SEM and EDAX image of the as-deposited sample. a Line scan along several dendrites and Ni-Cr core; b, c as-deposited sample SEM image (under-etch condition) showing Laves phase and carbide particles

Element mapping using EDAX for the as-deposited sample, SEM image magnification 2500×; arrows denote bright carbide particles
Investigating the element map in Fig. 5 for Ni, Cr, Nb, and Mo, it is apparent that the interdendritic spaces have a higher amount of Nb and Mo than the dendrite cores. The elemental composition was found to be similar to Ni-Cr based matrix [wt.% of Ni, Cr, Nb, and Mo of 62, 21, 3, and 9, respectively] by doing spot analysis on dendrite core of Fig. 5a. However, in some spots of the as-deposited microstructure, irregular bright regions are observed (Fig. 4b, c, Laves). These are on the interdendritic spaces and can be viewed on the under-etched condition. One of the irregular shapes is highly magnified at the inset of Fig. 4c. The spot analysis by EDAX on these shapes presents low Ni content (~ 46 wt.%) and high Nb, Mo, and Fe content (~ 30 wt.%). These irregular shapes with similar composition were previously identified by studies of the as-deposited Inconel 625 weld as Laves phase [15, 32]. A number of small particles are also observed in the SEM image of the as-deposited microstructure. These particles mainly are Nb and Ti-rich as denoted by similar tiny-shaped particles in the element map (Fig. 5, Nb, Ti map—follow arrows).
The Laves phases as found in the as-deposited sample are not witnessed after heat treatment. The 30-min heat-treated sample shown in Fig. 6a does not display any Laves phase. However, bright small particle-sized spots can be detected in the same micrograph. Nevertheless, the whole microstructure is composed of a homogenous matrix where the small carbide particles stay. Numerical comparison between the chemical composition of this matrix and bright particles is presented in Table 3. A substantial amount of increase in the percentage of the weight of Nb and Mo on the small particles is observed by comparing it to the Ni-Cr matrix area. Heterogeneity along the micrographs continues as needle-like shapes are found, see spot 1 of Fig. 6a. These shapes are also found in the 1-h and 2-h heat-treated cases (Fig. 6b, Fig. 7a–c), but is not present in the as-deposited microstructure. These acicular shapes resemble the shape of delta phases presented in other studies [35, 40].

a Thirty-minute heat-treated sample SEM image showing grain boundary, see also spot 1–delta phase, spot 2–Ni-Cr-based matrix; b 2-h heat-treated sample SEM image presenting the grain boundary

One-hour heat-treated sample: a higher magnification SEM image (under-etch condition), b higher magnification view of needle-like shapes (10,000×), c EDAX image, 1–delta phase, 2–Ni-Cr-based matrix, 3, 4–MC carbide, 5, 6–Nb/Ti-based carbide particles, 4–pores; d phase map for Fig. 7c
To identify these acicular shapes, the formation mechanism of the delta phase was studied by reviewing related literature. The formation of the delta phase usually begins in the region where Nb content is high enough or more significantly near NbC carbides. The delta needles then grow from NbC carbides by reacting with the Ni-based γ-phase, which is the major phase for the as-deposited and annealed sample of Inconel 625 [41]. NbC- or MC-type carbides usually are bright and irregular in shape [36]. In this study, these shapes are regularly been found near the acicular shapes (Fig. 7c, spots 3 and 4; Fig. 8, spot 1). The result of compositional analysis on spots 3 and 4 of Fig. 7c is listed in Table 4. The high Nb content (34.12% and 29.12% by wt.) and low Ni content (27.91% and 33.18% by wt.) on these points are near to the composition of the MC-type carbides [36]. These MC-type carbides are also observed in the 2-h heat-treated sample, see Fig. 8, spot 1. The average Nb content found on this spot is even greater (48% Nb, 9.61% Ti, 19% Ni by wt.) than the 1-h heat-treated sample. Nevertheless, the major areas of the SEM micrograph are free of these shapes. Performing spot analysis on two of the free areas (spots 1 and 2 of Fig. 7c) denotes composition close to the Ni-Cr based γ-phase (or matrix): the major phase in Inconel 625 [31]. Therefore, it is evident that the acicular shapes are the delta phases grown from the reaction of the MC carbide and the Ni-Cr based γ-phase present underneath.

Element mapping via EDAX of 2-h heat-treated sample. Circled area for the black region, which has a lower concentration of major elements of all the Inconel 625 constituents, 1-MC carbide on top of delta phase
Phase map along the microstructure by EDAX, as shown in Fig. 7d, strengthens the concept of the Ni-Cr based γ-phase being the major phase. The red region represents the major phases throughout the sample, whereas the blue spots designate where the irregular shapes are found. The red region is observed to cover the maximum area of the SEM micrograph. On the other hand, comparing the EDAX main image (Fig. 7c) with the phase map, spots 5 and 6 are also identified as different phases. These spots are gray and blocky rather than bright and irregular like previously detected MC-type carbides. The result of spot analysis as presented in Table 4 indicates that these particles have higher Nb and Ti content than the γ-phase. In the 2-h, heat-treated sample, these small gray objects (spot 2, Fig. 8) are also detected. Compositional analysis on this gray particle represents that it (spot 2) has 15.52% Nb, 14.92% Ti, with 42.28% Ni. The comparatively high and almost homogenous content of Ti and Nb suggests that these are matrix blocky MC carbides [36]. Furthermore, these carbides are not spotted over the delta phases present, see carbides of Fig. 7a, spot 5, 6 of Fig. 7c, and spot 2 of Fig. 8a. This also strengthens the claim that rather than NbC, the gray particles are MC-type complex carbides formed after heat treatment.
In the microstructure of all the heat-treated samples, several micropore-like black regions are also spotted (Fig. 7a, c–spot 4, Fig. 8). Element mapping along the microstructure of the 2-h heat-treated sample denotes that these black regions have no significant amount of the major constituents of the Inconel 625, see the circled area of Fig. 8. This suggests that these regions are micropores created either during solidification of the weld metal or after heat treatment. These micropores were unexpected as former studies of Inconel 625 WAAMed parts rarely found them [31, 35, 40]. Nevertheless, they are frequently found in this study. In carefully analyzing all the figures with micropores, it is observed that all of them are near the delta phases. It is also witnessed that at the location of these black regions, Nb-based bright MC-type carbides occasionally are not present, see Fig. 7a, c and Fig. 8. Explanation of this phenomena lies in the formation of the delta phase. As discussed earlier, delta phases usually generate near Nb-based MC-type carbides. Therefore, these micropores may be formed due to the removal of NbC carbides during polishing or etching. Similarly, it is clear that these pore-shaped black regions/spots are not in the solidification boundaries, which strengthens the idea that they are not formed due to recrystallization of the liquid metal during weld solidification or heat treatment.
Digital image analysis helps further in characterizing these black regions. These regions were present in the 30-min heat-treated sample too (Fig. 6b), with average size as ~ 0.04 μm2 for a total of 10 identified black spots. On the same micrograph, average MC carbide size is found to be 0.036 μm2 for a total of 12 identified bright MC-type carbides. In Fig. 7c, the average size found for 18 identified black regions is 0.22 μm2 whereas the bright MC-type carbides on delta phases have an average area of 0.27 μm2, which is approximately the same. In the 2-h heat-treated sample, the average black region and NbC carbide sizes found are 0.58 μm2 for 14 identified spots, which is near the 0.56 μm2 area for seven identified bright MC carbides on top of the delta phases (Fig. 8). The average size of black regions and bright MC carbides is shown graphically in Fig. 9a. The similarity in average size strongly suggests that the seeming pores are dark spots formed due to the removal of bright MC type carbides from top of the delta phases.

Graphical representation of a average pore and MC carbide size, b percentage of area covered by delta phase as a function of the heat treatment time
Formation of micropores is also related to the amount of delta phase present. For calculating the percentage of delta phase present in a micrograph, digital image analysis procedure is employed again. Earlier studies suggest that the formation of the delta phase is enhanced by the heat treatment time. However, this phase is not usually observed for weld alloys until at least 1 h of heat treatment [36]. Although in a small amount (1.26%), delta phases are present in the 30-min heat-treated sample, which should not be the case ideally. The percentage of the delta phase then increases gradually to 4.3% and 9.65% for the 1-h and 2-h heat-treated samples correspondingly, see Fig. 9b.
The formation of the delta phase at low temperature can be attributed to the effect of the local Nb concentration in the microstructure. Figure 10 presents the evolution of the Nb concentration upon heat treatment. In the as-deposited sample, Nb was distributed over the interdendritic area after microsegregation during weld solidification (Fig. 10a). Upon the heat treatment, this element gradually gets accumulated near interdendritic spaces and then created MC-type carbides. The more the time of the thermal exposure, the more it is accumulated in irregular bright shapes of MC carbides (Fig. 10b–d). The distribution of delta phase is also supportive of this analysis. Comparing Figs. 6a, 7c, and 8a, delta phases found in 30-min heat-treated sample are observed to be scattered over the microstructure in a small amount. For 1 h of heat treatment, they start to be accumulated and show up in cluster form. Finally, in 2-h heat-treated sample, delta phases are spotted with long continuous cluster shape. This analysis also agrees with the previous study done on Inconel 625 produced by the laser powder bed fusion method [35] and on Ni-rich Ni-Nb alloys for the Ni3Nb (delta) phase [42]. However, the more delta phases formed, the more the MC carbide is weakened on the γ-matrix, which results in their removal during simple polishing and etching. Thus, it is evident that WAAMed Inconel 625 fabricated and heat treated in this study does not have any pores present.

EDAX image and Nb mapping in a as-deposited sample: Nb is spread over area, but mostly at the interdendritic spaces; b 30-min heat-treated sample: Nb accumulating into small spots by segregating from the Ni-based matrix; c 1-h heat-treated sample: Nb being shaped into small particles, d 2-h heat-treated sample: Nb accumulates further into small particles. The darker Ni-based γ-matrix denotes more separation than the 1-h heat-treated sample
3.2 X-ray diffraction
Two major and one minor peak are observed in the X-ray diffraction of the as-deposited and heat-treated samples. The major peaks are found at 43~44° and 50~51° angles, respectively, for all the samples.
The minor peak at 74~75° and the major peak at 50~51° of 2θ angle (Fig. 11c) denote that the microstructure is mostly composed of the Ni-Cr-based matrix. Previous studies with Inconel 625 under heat treatment and the as-deposited condition are also in agreement with this result [29, 31, 35, 43]. A large peak shift (0.30°) is detected for the major peak (2θ = 50~51°) at the 1-h heat-treated sample comparing with the as-deposited sample (Fig. 11c). In contrast, the small peak shift is observed for the major peak of 30-min and 2-h heat-treated sample, 0.08° for both the cases as shown in Fig. 11c. The 1-h heat-treated sample has a peak shift towards left (Fig. 11b). Furthermore, the distortion in the shape of the as-deposited curve strongly suggests the presence of high residual stress in the fabricated sample. The uniform shape of the major peaks for 30-min, 1-h, and 2-h sample suggests relief of residual stress [44]. This is also noted that 1-h annealing resulted in more stress relieving than the other heat treatment procedure carried out. However, phase transformation to larger carbides and delta phases as discussed before in microstructural analysis can also be a cause of the resulted peak shift. Further study emphasizing more on measuring residual stress is required to more accurately characterize this phenomenon.

X-ray diffraction result for the as-deposited and heat-treated sample, a magnified view of peak doublet occurred due to the presence of delta phase; b magnified view of the major peak obtained for Ni-Cr based matrix in XRD
Two peak doublets can be observed in the 2-h and 30-min heat-treated sample as shown in Fig. 11b. These peak doublets represent the presence of delta phase as found in the previous studies of Inconel 625 [29, 35]. Although the 1-h heat-treated sample’s SEM image (Fig. 7c) suggests the presence of more delta phases than the 30-min sample (Fig. 6a), the designated peak doublets have not been found significantly for 1-h heat treated case in the XRD pattern. This is a common phenomenon as XRD is not efficient in detecting secondary phases in microstructure [6].
In summary, XRD analysis is supportive of the delta phases found due to heat treatment and Ni-Cr-based γ-matrix be the major phase in the Inconel 625. However, the carbide and Laves phases found in the heat-treated and the as-deposited sample by microstructural analysis cannot be validated by XRD analysis.
4 Conclusion
The microstructural properties of the as-deposited and the time-dependent heat-treated Inconel 625 specimens, manufactured additively by the WAAM process, are analyzed and discussed. Several conclusions can be drawn from the above results and discussion:
-
(1)
The microstructure of the Inconel 625 is composed mainly of columnar dendrites. The morphology of the microstructure does not change significantly due to heat treatment for different time periods at 980 °C. The orientation and size of the columnar dendrites remain almost the same throughout the microstructures.
-
(2)
The as-deposited sample contained brittle Laves phases, which are not found in the heat-treated samples. Heat treatment localized the Nb content of the sample with small irregular shapes, which are mainly MC-type carbides.
-
(3)
The crystal structure of the additively manufactured Inconel 625 sample mainly consists of the Ni-Cr-based γ-phase. Unwanted delta phases are formed due to heat treatment, earlier than the expected time, which is due to the localization of Nb content at the interdendritic spaces.
-
(4)
The size of the MC carbide and the presence of the delta phase percentage increase with increasing heat treatment time.
-
(5)
The microstructure is pore-free in both the as-deposited and heat-treated conditions.
Therefore, time-dependent heat treatment has less effect on grain morphology, but a strong impact on the phase transformation of secondary phases in the WAAMed Inconel 625. The grain morphology and phase transformation have a strong impact on the mechanical characteristics of an alloy. Thus, evaluating mechanical properties (e.g., strength, hardness, ductility, and residual stress) and defining its correlation with the microstructural characteristics (e.g., the grain morphology, phase transformation, and secondary phase presence) can be the concern of the future endeavor of the current research.
References
ASTM F2792-12a (2012) Standard terminology for additive manufacturing technologies, (withdrawn 2015). ASTM International, West Conshohocken. https://doi.org/10.1520/F2792-12A
Frazier WE (2014) Metal additive manufacturing: a review. J Mater Eng Perform 23:1917–1928. https://doi.org/10.1007/s11665-014-0958-z
Huang SH, Liu P, Mokasdar A, Hou L (2013) Additive manufacturing and its societal impact: a literature review. Int J Adv Manuf Technol 67:1191–1203. https://doi.org/10.1007/s00170-012-4558-5
Gao W, Zhang Y, Ramanujan D, Ramani K, Chen Y, Williams CB, Wang CCL, Shin YC, Zhang S, Zavattieri PD (2015) The status, challenges, and future of additive manufacturing in engineering. Comput Aided Des 69:65–89. https://doi.org/10.1016/j.cad.2015.04.001
Badiru AB, Valenica V, Liu D (2017) Additive manufacturing handbook. Taylor & Francis Group, London
Cardozo EP, Ríos S, Ganguly S, D’Oliveira ASCM (2018) Assessment of the effect of different forms of Inconel 625 alloy feedstock in plasma transferred arc (PTA) additive manufacturing. Int J Adv Manuf Technol 98:1695–1705. https://doi.org/10.1007/s00170-018-2340-z
Magerramova L, Vasilyev B, Kinzburskiy V (2016) Novel designs of turbine blades for additive manufacturing. In: ASME conference proceedings, Turbo expo 2016:turbomachinery technical conference and exposition, volume 5C: heat transfer, p V05CT18A001
Onuike B, Heer B, Bandyopadhyay A (2018) Additive manufacturing of Inconel 718—copper alloy bimetallic structure using laser engineered net shaping (LENS™). Addit Manuf 21:133–140. https://doi.org/10.1016/j.addma.2018.02.007
Guo N, Leu MC (2013) Additive manufacturing: technology, applications and research needs. Front Mech Eng 8:215–243. https://doi.org/10.1007/s11465-013-0248-8
Vyas C, Poologasundarampillai G, Hoyland J, Bartolo P (2017) 3D printing of biocomposites for osteochondral tissue engineering. Biomed Compos:261–302. https://doi.org/10.1016/B978-0-08-100752-5.00013-5
Shipley H, McDonnell D, Culleton M, Coull R, Lupoi R, O’Donnell G, Trimble D (2018) Optimisation of process parameters to address fundamental challenges during selective laser melting of Ti-6Al-4V: a review. Int J Mach Tools Manuf 128:1–20. https://doi.org/10.1016/J.IJMACHTOOLS.2018.01.003
Brandt M (2017) The role of lasers in additive manufacturing. Laser Addit Manuf:1–18. https://doi.org/10.1016/B978-0-08-100433-3.02001-7
Sames WJ, List FA, Pannala S, Dehoff RR, Babu SS (2016) The metallurgy and processing science of metal additive manufacturing. Int Mater Rev 61:315–360. https://doi.org/10.1080/09506608.2015.1116649
Abe T, Sasahara H (2016) Dissimilar metal deposition with a stainless steel and nickel-based alloy using wire and arc-based additive manufacturing. Precis Eng 45:387–395. https://doi.org/10.1016/j.precisioneng.2016.03.016
Al-Bermani SS, Blackmore ML, Zhang W, Todd I (2010) The origin of microstructural diversity, texture, and mechanical properties in electron beam melted Ti-6Al-4V. Metall Mater Trans A Phys Metall Mater Sci 41:3422–3434. https://doi.org/10.1007/s11661-010-0397-x
González J, Rodríguez I, Prado-Cerqueira J-L, Diéguez JL, Pereira A (2017) Additive manufacturing with GMAW welding and CMT technology. Procedia Manuf 13:840–847. https://doi.org/10.1016/j.promfg.2017.09.189
Gibson I, Rosen D, Stucker B (2015) Additive manufacturing technologies. Springer New York, New York
Lin J, Lv Y, Liu Y, Sun Z, Wang K, Li Z, Wu Y, Xu B (2017) Microstructural evolution and mechanical property of Ti-6Al-4V wall deposited by continuous plasma arc additive manufacturing without post heat treatment. J Mech Behav Biomed Mater 69:19–29. https://doi.org/10.1016/j.jmbbm.2016.12.015
Yilmaz O, Ugla AA (2017) Microstructure characterization of SS308LSi components manufactured by GTAW-based additive manufacturing: shaped metal deposition using pulsed current arc. Int J Adv Manuf Technol 89:13–25. https://doi.org/10.1007/978-981-10-7605-3_25
Lu Y (2018) The effects of inter-pass temperature on the microstructure and mechanical properties of Ti-6Al-4V alloy deposited by wire arc additive manufacturing ( WAAM ). Dissertation. University of Wollongong, Wollongong
Xiong J, Lei Y, Chen H, Zhang G (2017) Fabrication of inclined thin-walled parts in multi-layer single-pass GMAW-based additive manufacturing with flat position deposition. J Mater Process Technol 240:397–403. https://doi.org/10.1016/j.jmatprotec.2016.10.019
Nilsiam Y, Sanders P, Pearce J (2018) Applications of open source GMAW-based metal 3-D printing. J Manuf Mater Process 2:18. https://doi.org/10.3390/jmmp2010018
Pan Z, Ding D, Wu B, Cuiuri D (2017) Arc welding processes for additive manufacturing: a review. In: Chen S, Zhang Y, Feng Z (eds) Transactions on intelligent welding manufacturing. Springer Singapore, Singapore, pp 3–24
Chua CK, Wong CH, Yeong WY (2017) Measurement science roadmap for additive manufacturing. In: Standards, quality control, and measurement sciences in 3D printing and additive manufacturing. https://doi.org/10.1016/b978-0-12-813489-4.00003-9
Herderick E (2011) Additive manufacturing of metals: a review. Mater Sci Technol Conf Exhib 2011, MS&T’11 2:1413–1425
Yeni C, Koçak M (2008) Fracture analysis of laser beam welded superalloys Inconel 718 and 625 using the FITNET procedure. Int J Press Vessel Pip 85:532–539. https://doi.org/10.1016/j.ijpvp.2008.02.004
Shankar V, Bhanu Sankara Rao K, Mannan S (2001) Microstructure and mechanical properties of Inconel 625 superalloy. J Nucl Mater 288:222–232. https://doi.org/10.1016/S0022-3115(00)00723-6
Puppala G, Moitra A, Sathyanarayanan S, Kaul R, Sasikala G, Prasad RC, Kukreja LM (2014) Evaluation of fracture toughness and impact toughness of laser rapid manufactured Inconel-625 structures and their co-relation. Mater Des 59:509–515. https://doi.org/10.1016/j.matdes.2014.03.013
Murr LE, Martinez E, Gaytan SM, Ramirez DA, MacHado BI, Shindo PW, Martinez JL, Medina F, Wooten J, Ciscel D, Ackelid U, Wicker RB (2011) Microstructural architecture, microstructures, and mechanical properties for a nickel-base superalloy fabricated by electron beam melting. Metall Mater Trans A Phys Metall Mater Sci 42:3491–3508. https://doi.org/10.1007/s11661-011-0748-2
Li S, Wei Q, Shi Y, Zhu Z, Zhang D (2015) Microstructure characteristics of Inconel 625 Superalloy manufactured by selective laser melting. J Mater Sci Technol 31:946–952. https://doi.org/10.1016/j.jmst.2014.09.020
Wang JF, Sun QJ, Wang H, Liu JP, Feng JC (2016) Effect of location on microstructure and mechanical properties of additive layer manufactured Inconel 625 using gas tungsten arc welding. Mater Sci Eng A 676:395–405. https://doi.org/10.1016/j.msea.2016.09.015
Xu F, Lv Y, Liu Y, Xu B, He P (2013) Effect of heat treatment on microstructure and mechanical properties of inconel 625 alloy fabricated by pulsed plasma arc deposition. Phys Procedia 50:48–54. https://doi.org/10.1016/j.phpro.2013.11.010
Lippod JC, Kiser SD, Dupont JN (2009) Welding metallurgy and weldability of Nickel-Base alloys. Wiley, Hoboken
Mu Y, Wang C, Zhou W, Zhou L (2018) Effect of Nb on δ phase precipitation and the tensile properties in cast alloy IN625. Metals (Basel) 8:86. https://doi.org/10.3390/met8020086
Lass EA, Stoudt MR, Williams ME, Katz MB, Levine LE, Phan TQ, Gnaeupel-Herold TH, Ng DS (2017) Formation of the Ni3Nb δ-phase in stress-relieved Inconel 625 produced via laser powder-bed fusion additive manufacturing. Metall Mater Trans A Phys Metall Mater Sci 48:5547–5558. https://doi.org/10.1007/s11661-017-4304-6
Floreen S, Fuchs GE, Yang WJ (1994) The metallurgy of alloy 625. In: Superalloys 718, 625, 706 and various derivatives (1994). TMS, pp 13–37
Selvi S, Vishvaksenan A, Rajasekar E (2018) Cold metal transfer (CMT) technology - an overview. Def Technol 14:28–44. https://doi.org/10.1016/j.dt.2017.08.002
Cong B, Ouyang R, Qi B, Ding J (2016) Influence of cold metal transfer process and its heat input on weld bead geometry and porosity of aluminum-copper alloy welds. Rare Met Mater Eng 45:606–611. https://doi.org/10.1016/S1875-5372(16)30080-7
Engineering ToolBox (2005) Metals - melting temperatures. https://www.engineeringtoolbox.com/melting-temperature-metals-d_860.html. Accessed 2 Dec 2018
Fang XY, Li HQ, Wang M, Li C, Guo YB (2018) Characterization of texture and grain boundary character distributions of selective laser melted Inconel 625 alloy. Mater Charact 143:182–190. https://doi.org/10.1016/j.matchar.2018.02.008
Ferrer L, Pieraggi B, Uginet JF (1991) Microstructural evolution during thermomechanical processing of alloy 625. In: Superalloys 718,625 Var Deriv (1991). pp: 217–228
Ruhl RC, Giessen BC, Cohen M, Grant NJ (1967) Metastable hexagonal close-packed phases in Ni-rich Ni-Nb and Ni-ta alloys. J Less-Common Met 13:611–618. https://doi.org/10.1016/0022-5088(67)90106-3
Dinda GP, Dasgupta AK, Mazumder J (2009) Laser aided direct metal deposition of Inconel 625 superalloy: microstructural evolution and thermal stability. Mater Sci Eng A 509:98–104. https://doi.org/10.1016/j.msea.2009.01.009
Cullity BD, Stock SR (2001) Elements of X-ray diffraction, 3rd edn. Wiley, New York
Acknowledgments
The authors of this paper appreciate the continuous support provided by the Center for Manufacturing Research (CMR), Mr. Kevin Goodwin, and Mr. Taylor Ross from the Manufacturing Engineering Technology Department of Tennessee Technological University. This study has been conducted with the support of the Korea Institute of Industrial Technology as “Development of metal 3D printing material and process optimization technology for medium and large-sized transportation parts mold manufacture project (KITECH JE190009)”.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Tanvir, A.N.M., Ahsan, M.R.U., Ji, C. et al. Heat treatment effects on Inconel 625 components fabricated by wire + arc additive manufacturing (WAAM)—part 1: microstructural characterization. Int J Adv Manuf Technol 103, 3785–3798 (2019). https://doi.org/10.1007/s00170-019-03828-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-03828-6