
Abstract
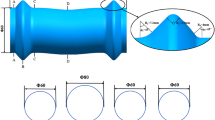
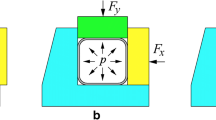
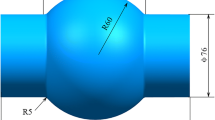
A hydro-pressing method was proposed to solve the problems in tube hydroforming process, such as too high pressure, nonuniform thickness distribution, and difficult forming of section corners. The process of hydro-pressing a tube seems like pressing of a solid bar. Theoretical analysis was performed, and the calculation formulas of hydro-pressing process parameters were given. Experimental research was conducted on hydro-pressing process of rectangular cross section with curved sides and bowtie cross-sectional components. The effects of supporting pressure, displacement of the pressing on section shape, and thickness distribution were investigated. The difference was compared between the hydro-pressing forming and the conventional mechanical pressing. It is demonstrated that the supporting pressure and pressing displacement are the essential parameters that influence cross-sectional shape and thickness. The dent defect disappears gradually as the supporting pressure increases and the thickness varies unobvious during hydro-pressing process of a rectangular cross section with curved sides. When the supporting pressure is 15 MPa, the maximum thinning of the rectangular cross section with curved sides is only 1.92 %. For a bowtie cross section, the required pressure is far less than that of conventional hydroforming for the same corner radius. Thickness distribution of section corner zone is more uniform than that formed by conventional hydroforming. Compared with conventional hydroforming, the hydro-pressing is a valid method to form the closed section tubular parts with the same perimeter and different cross-sectional shapes, which remarkably improves thickness distribution and reduces the forming pressure.
Article PDF
Similar content being viewed by others
Avoid common mistakes on your manuscript.
References
Dohmann F, Hartl C (1997) Tube hydroforming-research and practical application. J Mater Process Technol 71(1):174–186
Koç M, Altan T (2001) An overall review of the tube hydroforming (THF) technology. J Mater Process Technol 108(3):384–393
Ngaile G, Jaeger S, Altan T (2004) Lubrication in tube hydroforming (THF) part I: lubrication mechanisms and development of model tests to evaluate lubricants and die coatings in the transition and expansion zones. J Mater Process Technol 146(1):108–115
Hashimi S (1996) Computer-monitored hydraulic bulging of tubes. J Mater Process Technol 57:182–188
Daniel EG, Tirumala SA, Morteza N, Thomas W (2012) A practical method to evaluate the forming severity of tubular hydroformed parts. Int J Adv Manuf Technol 62:965–980
Tabatabaci SA, Panahi MS, Mashhadi MM, Tabatabee SM, Aghajanzadeh M (2013) Optimum design of preform geometry and forming pressure in tube hydroforming using the equi-potential lines method. Int J Adv Manuf Technol 69:2787–2792
Yang C, Ngaile G (2008) Analytical model for planar tube hydroforming: prediction of formed shape, corner fill, wall thinning, and forming pressure. Int J Mech Sci 50:1263–1279
Ahmadi BSY, Khalili K, Eftekhari SSE, Kang BS (2014) Loading path optimization of a hydroformed part using multilevel response surface method. Int J Adv Manuf Technol 70:1523–1531
An H, Green DE, Johrendt J (2010) Multi-objective optimization and sensitivity analysis of tube hydroforming. Int J Adv Manuf Technol 50:67–84
Morphy G (1998) Tube hydroforming: efficiency and effectiveness of pressure sequence hydroforming. SAE Technical Paper. doi: 10.4271/982328
Morphy G (1998) Tube hydroforming: dimensional capability analysis of a high volume automotive structural component production process. SAE Technical Paper. doi: 10.4271/980450
Yuan SJ, Han C, Wang XS (2006) Hydroforming of automotive structural components with rectangular-sections. Int J Mach Tools Manuf 46(11):1201–1206
Han C, Yuan SJ (2008) Reduction of friction and calibration pressure by section preform during hydroforming of tubular automotive structural components. Adv Mater Res 44–46:143–150
Liu G, Yuan SJ, Teng BG (2006) Analysis of thinning at transition corner in tube hydroforming. J Mater Process Technol 177:688–691
Teng BG, Li K, Yuan SJ (2013) Optimization of loading path in hydroforming T-shape using fuzzy control algorithm. Int J Adv Manuf Technol 69:1079–1086
Elsenheimer D, Groche P (2009) Determination of material properties for hot hydroforming. Prod Eng Res Dev 3:165–174
Hashemi SJ, Naeini HM, Liaghat G, Tafti RA, Rahmani F (2013) Numerical and experimental investigation of temperature effect on thickness distribution in warm hydroforming of aluminum tubes. J Mater Eng Perform 22:57–63
Yuan SJ, Qi J, He ZB (2006) An experimental investigation into the formability of hydroforming 5A02 Al-tubes at elevated temperature. J Mater Process Technol 177:680–683
Nikhare C, Weiss M, Hodgson PD (2010) Die closing force in low pressure tube hydroforming. J Mater Process Technol 210:2238–2244
Nikhare C, Weiss M, Hodgson PD (2009) FEA comparison of high and low pressure tube hydroforming of TRIP steel. Comput Mater Sci 47:146–152
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Xie, W.C., Han, C., Chu, G.N. et al. Research on hydro-pressing process of closed section tubular parts. Int J Adv Manuf Technol 80, 1149–1157 (2015). https://doi.org/10.1007/s00170-015-7126-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-015-7126-y