
Abstract
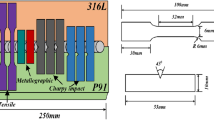
In this study, AISI 430 ferritic stainless steel couple of 10 mm thickness was welded by keyhole plasma transferred arc welding (KPTAW) process with or without filler wire addition using AISI 316L austenitic stainless steel interlayer of 2 mm thickness. Welded joints were manufactured with constant traverse speeds (0.01 m/min) under two different welding currents (110 and 130 A) at two different plasma gas flow rates (1.1 and 1.2 l/min), nozzle diameter (2.4 mm), and a shielding gas flow rate (25 l/min). In order to determine the microstructural changes that occurred, the interface regions of the welded samples were examined by scanning electron microscopy (SEM), optic microscopy, X-ray diffraction, and energy dispersive spectrometry after KPTAW. Microhardness and V-notch impact tests were conducted to determine the mechanical properties of the welded samples. In addition, fracture surface was examined by SEM after impact test.
Article PDF
Similar content being viewed by others

Avoid common mistakes on your manuscript.
References
Tomsic M, Barhorst S (1984) Keyhole plasma arc welding of aluminum with variable polarity power. Weld J 63(2):25–32
Hsu YF, Rubinsky B (1988) Two-dimensional heat transfer study on the keyhole plasma arc welding process. Int J of Heat Mass Trans 31(7):1409–1421
Martikainen J (1995) Conditions for achieving high-quality welds in the plasma-arc keyhole welding of structural steels. J Mater Process Technol 52(1):68–75
Vilkas EP (1991) Plasma arc welding of exhaust pipe system components. Weld J 70(4):49–52
Irving B (1992) Plasma arc welding takes on the advanced solid rocket motor. Weld J 71(12):49–50
Keanini RG, Rubinsky B (1990) Plasma arc welding under zero and normal gravity. Weld J 69(6):41–50
Craig E (1988) The plasma arc welding a review. Weld J 67(2):19–25
Tomsic MJ, Jackson CE (1974) Energy distribution in keyhole mode plasma arc welds. Weld J 53(3):109–115
Harris ID (1993) Welding brazing and soldering. ASM Metals Handbook, Materials Park, OH., 6: pp 195
Brooks JA, Thompson AW, Williams JC (1984) A fundamental study of the beneficial effects of delta ferrite in reducing weld cracking. Weld J 63(3):71–83
Lippold JC, Kotecki DJ (2005) Welding metallurgy and weldability of stainless steels. Wiley, Hoboken, pp 88–135
Lakshminarayanan AK, Shanmugam K, Balasubramanian V (2009) Effect of autogenous arc welding processes on tensile and impact properties of ferritic stainless steel joints. J Iron Steel Res Int 16(1):62–68
Bhaduri AK, Gill TPS, Albert SK, Shanmugam K, Iyer DR (2001) Repair welding of cracked steam turbine blades using austenitic and martensitic stainless-steel consumables. Nuclear Eng Des 249–259
Teker T, Ozdemir N (2012) The effect of current intensity on penetration deep of AISI 430/AISI 1040 steel couple welded by keyhole plasma transfer arc welding process. Int Iron & Steel Symp IISS'12, Karabük, Turkey, April, University of Karabük, pp. 762–768
Teker T, Ozdemir N (2012) Weldability and joining characteristic of AISI 430/AISI 1040 steel using keyhole plasma arc welding. Int J Adv Manuf Technol 63(1–4):117–128
Balmforth MC, Lippold JC (2000) A new ferritic–martensitic stainless steel constitution diagram. Weld J 77(1):1–7
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Teker, T. The effect of austenitic interlayer on microstructure and mechanical behaviors in keyhole plasma transfer arc welding of ferritic stainless steel couple. Int J Adv Manuf Technol 69, 1833–1840 (2013). https://doi.org/10.1007/s00170-013-5158-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-013-5158-8