
Abstract
A study was undertaken to investigate the wear characteristics of polycrystalline cubic boron nitride (PCBN) cutting tools and surface integrity during machining of STAVAX (specialised stainless steel) with and without coolant. Plastic deformation and formation of overtempered martensite and white layer (untempered martensite) were the dominant subsurface and surface defects. It was found that decreasing the hardness of the STAVAX from 55 HRC to 40 HRC could result in fracture on the flank face, leading to a deterioration of the surface finish. It was observed that low CBN content tools (60%CBN/40%TiN) exhibited greater fracture resistance than high CBN content tools (85%CBN/15%TiN, 90%CBN/10%Co). Although coolant could not bring about a reduction in the flank wear, it was effective in reducing the subsurface and surface defects, and in preventing chipping of the tool edge, leading to an improved surface finish. A superior surface finish (Ra<0.3 μm) was obtained with cutting fluid using a tool with a radius of 0.8 mm, depth of cut of 0.05 mm and feed rate of 0.05 mm/rev.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Advances in tool technology have resulted in the introduction of a variety of PCBN cutting tools. PCBN tools show good performance during machining of hardened steels owing to their high hot hardness, chemical stability and fracture toughness. The potential of hard machining in increasing productivity, as well as its competitiveness with grinding process, has significantly increased the potential for hard machining applications.
PCBN tools are widely used to turn hardened carbon steel (>50 HRC). In the hard turning of carbon steel, crater wear due to either dissolution/diffusion of BN into the chip [1, 2, 3, 4] or recrystallisation of the binder phase [5] was the main mode of wear on the tool rake faces. In most cases, the wear on the flank face was due to chemical interactions/reactions between the metallurgy of the workpiece, the tools and the surrounding environment. In the machining of case-hardened steel at high cutting speed, Zimmermann et al. [3] observed the formation of complex compounds at the flank face due to a chemical reaction between the CBN and atmospheric oxygen. This resulted in a reduction in the hardness and hence the wear resistance of the tools. Similarly, Shintani et al. [6] found that the temperature rise during machining resulted in groove wear by a process of oxidation. Chou and Evans [7] observed that in machining hardened steel, the wear on the flank face was due to microfracture and fatigue. At high cutting speed, interaction between the binder in the PCBN tool and steel constituents occurred [8]. This phenomenon weakened the bonding strength of the tool particles, resulting in tool wear. Barry and Byrne [9] found that a chemical reaction between the BN phase and work material inclusions resulted in both wear and the formation of compounds that could protect the binder phase against dissolution/diffusion wear. Klimenko et al. [10] noted the presence of reaction products, in the form of micron-sized dendritic spherical particles, on the worn surfaces of the PCBN tools.
Many researchers have studied the machinability of stainless steel by turning. However, most of the work was performed with carbide and ceramic tools [11, 12, 13]. General assessment of the machined surface was normally obtained by studying the effect of different process parameters and tool wear on the surface finish, waviness and dimensional accuracy. Recent studies have shown that the reliability of the machined components is influenced by the machined subsurface condition [14, 15, 16]. The high temperature generated during machining of stainless steel has been the primary concern because it can reduce the tool life, and affect the surface and subsurface of the machined workpiece [17]. Ezugwu and Olajire [13] studied the effect of cutting fluid on the surface integrity during machining of stainless steel. They found that the heat generated during machining resulted in a reduction in the yield strength of the machined subsurface layers. Examination of the surface machined under a dry condition revealed the existence of a rehardened layer of the untempered martensite 'white layer'. It was found that cutting fluid could significantly suppress the cutting temperature, and thus the formation of a 'white layer' and the depth of the subsurface deformation. Tönshoff et al. [18] noted that the thickness of the white layer and the tensile residual stress on the machined surface increased with an increase in the cutting speed. Tool wear plays a vital role in influencing the quality of the resultant machined surface. Liu and Barash [19] found that tool flank wear caused a deeper residual stress penetration beneath the machined surface owing to the heating effect. Kishawy and Elbestawi [1] demonstrated that the machined surface and subsurface conditions were significantly dependent on the cutting parameters used. It was found that surface and subsurface defects could be reduced by increasing the cutting speed using a sharp tool.
Hard turning is more cost effective than grinding, especially when parts with complex features are to be machined. PCBN tools are widely used in the ultra-precision turning of spherical/aspherical profile on mould inserts fabricated from stainless steel (such as STAVAX) with a hardness of between 40 HRC and 55 HRC. Recently, Ding et al. [20] and Liew et al. [21] investigated the wear of PCBN tools in the turning of STAVAX at low cutting speeds using an ultra-precision machine. It was found that the tool wear was controlled essentially by the mechanical process; the tools were predominantly subjected to abrasion resulting in either fracture or groove wear depending on the hardness of the machined workpiece. In this study, experiments were carried out to investigate the performance of PCBN tools in the turning of STAVAX on a conventional lathe. In particular, the wear characteristic of PCBN tools, and the surface and subsurface of the machined workpiece were investigated.
2 Experimental Procedure
Investigation on the wear of PCBN tools in the machining of STAVAX was carried out by turning. Machining experiments were performed on a Okuma CNC machine without and with an emulsified water-based coolant (5–9% concentration) flooded over the chip and the tool rake face. The machining was conducted at a cutting speed of 100 m/min. Unless specified, the experiment results were obtained using a feed rate and depth of cut of 0.1 mm/rev and 0.1 mm respectively. The tangential (F t ) and radial (F r ) forces acting on the tool during machining were continuously measured using a dynamometer. F t and F r are the forces in directions normal and parallel to the rake face of the tool, respectively.
All experimental data was obtained on STAVAX workpieces (composition by wt% 0.38% C, 0.9% Si, 0.5% Mn, 13.6% Cr, 0.3% V, balance Fe) of 100 mm diameter and 200 mm length with hardness of 40 and 55 HRC. This alloy is widely used as the moulding tool material on account of its high strength, corrosion resistance and machinability. The heat treatment process used to produce workpieces to these hardness consists of the following steps: The workpieces were heated to 650°C and 850°C and held at each temperature for 30 min. They were then further heated to 1030 °C and soaked at this temperature for 45 min for formation of homogeneous austenite. Gas nitrogen was used as a quenching media to quench the workpieces. To obtain workpieces with a hardness of 40 HRC, they were tempered twice at 550°C for 3 hours after quenching. Workpieces with a hardness of 55 HRC were obtained by tempering them twice at 200°C for 2 hours. The PCBN tools used in this work were commercially available grades BN 100, BN 300 and BN 600. The material properties of the tools are listed in Table 1. All the cutting tools used have a 30° chambered cutting edge and conform to ISO designation TPGW 160408 (nose radius=0.8 mm, clearance angle=11°).
3 Results and discussion
3.1 Tool Wear
Figure 1 and Fig. 2 show the change in the width of the flank wear with cutting distance in the machining of STAVAX. It can be seen that increasing the hardness of the workpiece from 40 HRC to 55 HRC results in a marked reduction in the tool wear. The cutting forces (see Fig. 3) and the flank wear obtained under wet and dry conditions were essentially the same, indicating that the flank wear could not be reduced using cutting fluid. It was found that the wear resistance of tool grade BN 100 was much lower than that of tool grades BN 300 and BN 600. The tests carried out with tools grade BN 100 were halted after machining for 1.88 km due to high flank wear. Tool grade BN 300 exhibited greater wear resistance than tool grade BN 600.

Flank wear of PCBN tools grades BN 100, BN 300 and BN 600 in the machining of STAVAX with a hardness of 40 HRC

Flank wear of PCBN tools grades BN 100, BN 300 and BN 600 in the machining of STAVAX with a hardness of 55 HRC

Variation of tangential and radial forces in the machining of STAVAX with PCBN tools grade BN 300
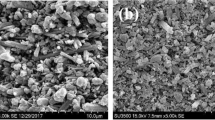
Figures 4,5,6,7 and 8 show the SEM images of tool grades BN 300 and BN 600 used to machine STAVAX. When STAVAX workpieces were machined under dry condition, the rake face and the edge of the tool was prone to fracture and chipping (see Figs. 4a,b, 6a, 7a and 8a). The fracture on the rake face could have been initiated at the chamfer due to high thermal stress. The brown gold coloured chips, produced in dry machining, indicate the extreme heat generation at the tool-chip interface [22]. The chips obtained in wet cutting had a silver colour (similar to the colour of the workpiece) suggesting that the cutting fluid acted efficiently in dissipating the heat from the chip. Under wet conditions, no fracture/chipping occurred (see Figs. 5a-b, 6b, 7b and 8b) and this could be attributed to the cooling brought about by the cutting fluid. When STAVAX with a hardness of 40 HRC was machined, notch wear occurred on the tool rake face at the DOC (depth of cut) zone. This could be due to the sawing action of the sharp "teeth" at the edge of the chip (see Fig. 9a). Casto et al. [12] also observed a similar notch wear on the rake faces of carbide and ceramic tools used to turn AISI 310 steel. In the machining of STAVAX with a hardness of 55 HRC, no sharp "teeth" appeared at the edge of the chips (see Fig. 9b) and the rake face of the tool virtually showed no evidence of notch wear.

SEM of the PCBN tool grade BN 300 used to machine STAVAX with a hardness of 40 HRC for a distance of 5.65 km under dry condition

SEM of the PCBN tool grade BN 300 used to machine STAVAX with a hardness of 40 HRC for a distance of 5.65 km under wet condition

SEM of the PCBN tools grade BN 300 used to machine STAVAX with a hardness of 55 HRC for a distance of 5.65 km; a under dry condition; b under wet condition

SEM of the PCBN tools grade BN 600 used to machine STAVAX with a hardness of 40 HRC for a distance of 5.65 km; a under dry condition; b under wet condition

SEM of the PCBN tools grade BN 600 used to machine STAVAX with a hardness of 55 HRC for a distance of 5.65 km; a under dry condition; b under wet condition

SEM of the chips obtained under dry condition; a in the machining of 40 HRC-STAVAX ; b in the machining of 55 HRC-STAVAX
In the machining of STAVAX, notch wear also occurred on the flank face of the tools (see Figs. 4, 5, 6 and 8). This could be due to abrasion by the sharp edge of the machined surface as illustrated in Fig. 10. The wear region on the flank faces of the tools grade BN 100 and BN 600 used to machine STAVAX with a hardness of 40 HRC under both dry and wet conditions consisted of surface damage due to removal of material by brittle fracture (see Fig. 7). This mode of wear was not observed when cutting was carried out with a tool grade BN 300 (see Figs. 4 and 5) and in the machining of STAVAX with a hardness of 55HRC (see Fig. 8). When tools grades BN 600 and BN 100 were used to machine STAVAX with a hardness of 40 HRC, in the initial stage of machining, flank wear increased rapidly and eventually surpassed the notch wear. The low wear resistance of the tools grade BN 100 could be attributed to their low toughness owing to their low content of TiN binder [23]. The flank face of the tool grade BN 600 exhibited lower fracture resistance although this tool had greater toughness and hardness than the tool grade BN 300 . This could be due to the fact that when compared to TiN (the binder in the tool grade BN 300), Co (the second phase in the tool grade BN 600) had a greater interaction with the steel constituents at the elevated temperature [8, 24]. Interaction between the second-phase material/binder in the tool and the steel could weaken the bonding strength of the PCBN tool particles, resulting in an increase in tool wear. The presence of a white layer on the surface machined under dry condition indicates that the cutting temperature could be in excess of 1030°C (see Sec. 3.2). This temperature is high enough to bring about a chemical interaction between the tool and the workpiece constituents. The heat conducted through the tool can weaken the binder/second phase of the tool and thus reduce the wear resistance of the tool [11, 25]. Therefore, the low fracture resistance exhibited by tool grades BN 100 and BN 600 could also be attributed to the greater heat adsorption (owing to their high thermal conductivity) of the cutting tools. The fact that the flank wear obtained under wet and dry conditions is essentially the same suggests that the coolant is not able access the flank face to suppress the high temperature and thus tool wear. The limitation of flood coolant has been discussed in details in Ref. [26].

Diagram to illustrate the formation of notch wear on the flank face due to abrasion by the sharp edge of the machined workpiece
Several researchers [4, 27] investigated the machinability of carbon steel with various hardness and observed changes in the tool wear with the hardness of the steel (in the range from 30 HRC to 55 HRC). The tool wear was found to be sensitive to changes in both the cutting temperature and the strain hardening of the work material. They found that the cutting temperature and the ability of the alloy to strain harden during machining increased with a reduction in the hardness of the machined workpiece. Strain hardening can result in an increase in the strength of the work material and thus tool wear. The heat generated during machining effectively softened the work material which in turn, led to a reduction in the cutting forces and the tool wear. On the other hand, the heat generated during machining can also promote wear as discussed earlier. In the machining of STAVAX with a hardness of 40 HRC, the flank wear was much higher than that obtained in the machining of STAVAX with a hardness of 55 HRC, although the tangential force was essentially the same (the radial force was lower). This result suggests that the high tool wear in the machining of STAVAX with a hardness of 40 HRC cannot be solely due to the fact that the material exhibits a high degree of strain hardening during machining. Therefore, it can also be attributed to the high cutting temperature owing the high ductility of the material.
The experimental results obtained in this work were very different from those obtained using an ultra-precision machine [20, 21]. When this alloy was machined on an ultra-precision machine, the wear resistance of the flank face of all the these tool types were essentially the same. In ultra-precision machining, the difference in the performance of these tools was observed on the rake faces in which the tool grades BN 300 and BN 600 exhibited greater fracture resistance than tool grade BN 100. In addition to this, the flank wear obtained in the machining of STAVAX with a hardness of 40 HRC was lower than that obtained in the machining of STAVAX with a hardness of 55 HRC. The different results can be due to the difference in the tool geometry and the cutting parameters used and thus emphasise the need for independent research to investigate tool performance in ultra-precision and conventional machining.
3.2 Surface and subsurface condition
Figures 11 and 12 show SEM images of the surfaces of the STAVAX workpieces machined with tool grade BN 300. Both the workpieces with hardness of 40 HRC and 55 HRC machined under wet conditions were burnished and had undulating surface with spacing equal to the feed rate (see Figs. 11b and 12b). However, when cutting was carried out without coolant, metal debris that had been subjected to deformation appeared on the machined surface (see Figs. 11a and 12a). The metal debris might have been formed as a result of chipping of the tool edge. When chipping takes place, the chip material may strongly bond to the tool and continuously plough into the surface of the workpiece. When it becomes unstable, it may detach from the tool and adhere onto the workpiece [26].

SEM of the surface of the STAVAX with a hardness of 40 HRC after machining for a distance of 5.65 km with PCBN tools grade BN 300; a under dry condition; b under wet condition

SEM of the surface of the STAVAX with a hardness of 55 HRC after machining for a distance of 5.65 km with PCBN tools grade BN 300; a under dry condition; b under wet condition
When STAVAX with a hardness of 40 HRC was machined with a tool grade BN 600, although the cutting fluid was able to prevent chipping/fracture at the tool edge, it did not result in an improvement in the surface roughness of the machined surface (see Fig. 13). This result indicates that the surface roughness of the machined surface is not governed by this wear mode, which is the case when machining is carried out on STAVAX with a hardness of 55 HRC (see Fig. 14). From Fig. 13, it can be seen that the surfaces of the workpieces with a hardness of 40 HRC machined under both dry and wet conditions consist of grooves of much higher density. Examination of the machined surface using an energy dispersive X-ray spectrometer (EDS) revealed that there were numerous CBN particles embedded on the machined surface. It is possible that when fracturing occurs on the flank face of the tool, the CBN particles are dragged along the machined surface, ploughing grooves. Since the cutting fluid could not reduce the severity of the flank wear, the density of grooves on the surface machined under wet conditions was similar to that obtained under dry conditions. In the machining of STAVAX with a hardness of 55 HRC, where no fracture occurred on the flank face, the surface finish was much superior than that obtained in the machining of STAVAX with a hardness of 40 HRC (compare Fig. 13 with Fig. 14). A surface with a roughness of 0.3 μm (Ra) was obtained when STAVAX was machined under wet conditions with a tool grade BN 300 using a depth of cut and a feed rate of 0.05 mm and 0.05 mm/rev respectively.

SEM of the surface of the STAVAX with a hardness of 40 HRC after machining for a distance of 5.65 km with PCBN tools grade BN 600; a under dry condition; b under wet condition

SEM of the surface of the STAVAX with a hardness of 55 HRC after machining for a distance of 5.65 km with PCBN tools grade BN 600; a under dry condition; b under wet condition
Figure 15 shows the microstructure of the workpiece after machining. In both dry and wet cutting of STAVAX with hardness of 40 HRC and 55 HRC, in which grain boundary deformation was observed within a depth of 10 μm from the machined surface. A white layer (untempered martensite) with a thickness of less than 3 μm was observed on the surface machined under dry conditions. A white layer may form when the cutting temperature exceeds the austenisation temperature (to cause phase transformation of ferrite to austenite) followed by a rapid cooling. Overtempering (which may result in a reduction in the hardness) can take place below the machined layer where the heat is not high enough to cause a phase transformation. The hardness values indicate that there is a soft structure below the surface of the workpiece (see Fig. 16). The lower cutting temperature when machining with coolant is indicated by the lower depth of affected sublayer and the virtual absence of the white layer. The thickness of the soft structure obtained in the machining of STAVAX with a hardness of 55 HRC was lower than that obtained in the machining of STAVAX with a hardness of 40 HRC. This could be due to that in the machining of STAVAX with a hardness of 55 HRC, the cutting temperature was lower owing to a lower flank wear and ductility of the material.

SEM image of the subsurface of the STAVAX workpiece with a hardness of 40 HRC after machined with tools grade BN300 for a distance of 5.65 km; a under dry condition; b under wet condition

Hardness of the structure below the machined workpiece
4 Conclusions
Experiments were carried out to study the wear of PCBN tools tools and the surface integrity during machining of STAVAX under both dry and wet conditions. Plastic deformation and formation of overtempered martensite and a white layer were the dominant surface and subsurface defects. It was found that decreasing the hardness of the STAVAX from 55 HRC to 40 HRC could result in flank wear by a process of brittle fracture, leading to a deterioration of the machined surface. It was observed that the low CBN content tools exhibited greater fracture resistance than the high CBN content tool. Coolant was effective in preventing the formation of white layer and chipping of the tool edge, and reducing the depth of the subsurface defect.
References
Kishawy HA, Elbestawi MA (2001) Tool wear and surface integrity during high-speed turning of hardened steel with polycrystalline cubic boron nitride tools. In: Proceedings of Institute Mechanical Engineers 215(Part B):755–767
Bhattacharyya SK, Aspinwall D (1998) The application of polycrystalline tooling. Machining Hard Materials, pp 95–103
Zimmermann M, Lahres M, Viens DV, Laube BL (1997) Investigations of the wear of cubic boron nitride cutting tools using auger electron spectroscopy and X-ray analysis by EPMA. Wear 209:241–246
Luo SY, Liao YS, Tsai TY (1999) Wear characteristics in turning high hardness alloy steel by ceramic and CBN tools. J Mater Proc Technol 88:114–121
Köing W, Neises A (1993) Wear mechanisms of ultrahard, non-metallic cutting materials. Wear 162–164:12–21
Shintani K, Ueki M, Fujimura Y (1989) Optimum tool geometry of CBN tool for continuous turning of carburized steel. Int J Mach 29(3):403–413
Chou YK, Evans CJ (1997) Tool wear mechanism in continuous cutting of hardened tool steel. Wear 212:59–65
Chou YK, Evans CJ (2002) Experimental investigation on CBN turning of hardened AISI 52100 steel. J Mater Proc Technol 124:274–283
Barry J, Byrne G (2001) Cutting tool wear in the machining of hardened steels. Part II: cubic boron nitride cutting tool wear. Wear 247:152–160
Klimenko SA, Mukovoz YA, Lyashko VA, Vashchenko AN, Ogorodnik VV (1992) On the wear mechanism of cubic boron nitride base cutting tools. Wear 157:1–7
Jawaid A, Olajire KA, Ezugwu EO (2001) Machining of martensitic stainless steel (JETHETE) with coated carbides. In: Proceedings Institute Mechanical Engineers 215(Part B):769–779
Lo Casto S, Lo Valvo E, Lucchini E, Maschio S, Piacentini M, Ruisi VF (1999) Ceramic materials wear mechanisms when cutting nickel-based alloys. Wear 225–229:227–233
Ezugwu EO, Olajire KA (2002) Evaluation of machining performance of martensitic stainless steel (JETHETE). Tribol Lett 12:183–187
Liu CR, Mittal S (1998) Optimal pre-stressing the surface of a component by superfinish hard turning for maximum fatigue life in rolling contact. Wear 219:128–140
Matsumoto Y, Hashimoto F, Lahoti G (1999) Surface integrity generated by precision hard turning. Ann CIRP 48:59–62
Mamalis AG, Kundrak J, Gyani K (2002) On the dry machining of steel surfaces using superhard tools. Int J Adv Manuf Technol 19:157–162
Bailey JA, Jeelani S, Becker SE (1976) Surface integrity in machining AISI 4340 steel. J Eng Ind, T ASME 98:999–1007
Tönshoff HK, Wobker HG, Brandt D (1995) Tribological aspects of hard turning with ceramic tools. J Soc Tribol Lubric Eng 51:163–168
Liu CR, Barash MM (1982) Variables governing patterns of mechanical residual stress in a machined surface. T ASME, J Eng Ind 104:257–264
Ding X, Liew WYH, Ngoi BKA, Gan JGK, Yeo SH (2002) Wear of CBN tools in ultra-precision machining of STAVAX. Tribol Lett 12:3–12
Liew WYH, Ngoi BKA, Lu YG (2003) Wear characteristics of PCBN tools in the ultra-precision machining of STAVAX at low speeds. Wear 254:267–277
Yeo SH, Ong SH (2000) Assessment of the thermal affects on chip surfaces. J Mat Proc Technol 98:317–321
Nakai T, Goto M (1995) Hard sintered compact for tools. U.S. Patent 5,395,700
Chou YK, Evans CJ (1999) Cubic boron nitride tool wear in interrupted hard cutting. Wear 225–229:234–245
Wang ZY, Rajurkar KP (1997) Wear of CBN tool in turning of silicon nitride with cryogenic cooling. Int J Mach 37:319–326
Trent EM, Wright PK (2000) Metal Cutting, Butterworth-Heinemann
Poulachon G, Moisan A, Jawahir IS (2001) Tool-wear mechanisms in hard turning with polycrystalline cubic boron nitride tools. Wear 250:576–586
Acknowledgements
This work was supported in part by the funding for Precision Engineering and Nanotechnology Centre from Agency for Science, Technology and Research, Singapore. The authors would like to acknowledge the technical support by Mr. W.L. Koh in carrying out the experimental work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Liew, W.Y.H., Yuan, S. & Ngoi, B.K.A. Evaluation of machining performance of STAVAX with PCBN tools. Int J Adv Manuf Technol 23, 11–19 (2004). https://doi.org/10.1007/s00170-002-1520-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-002-1520-y