
Abstract
Laminated veneer lumber (LVL) is an important engineered wood product manufactured by bonding veneers together in grain direction. To understand the effect of lathe checks on the mechanical performance, three types of LVL with different assembling approaches of layering by taking into account the veneer lathe checks, namely loose-loose (LL), tight-tight (TT) and loose-tight (LT), were manufactured in the laboratory. The lap-shear test and digital image correlation (DIC) technique were used to record the mechanical properties and shear strain distribution simultaneously. The results show that there is a negative relationship between the amount of lathe checks and strength of LVL. The strength of TT type of LVL is significantly higher than that of LL type of LVL. Energy to failure of LT type of LVL is significantly higher than that of TT type of LVL. Clockwise shear strain is prone to occur in the bonding interphase, while both clockwise and anti-clockwise shear strain are found in the wood part of the veneers. The strength of LVL is mainly determined by the bonding strength of bond lines. The existence of lathe checks decreases continuous bond lines and deepens the adhesive penetration, which reduces the bonding strength. Mechanical strength of wood part plays a crucial role in the energy to failure of LVL. The effect of bonding interphase and wood part on the mechanical performance of LVL needs to be systematically considered. LT type of LVL has both high strength and energy to failure, and it is thus an effective assembling approach. The findings of this study can contribute to optimize the design strategies of wood veneer based composites.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
As sustainable material, wood has the advantages of low energy consumption, low CO2 emission and good mechanical performance (Gustavsson and Sathre 2006; Zhan et al. 2018a, b, 2019). Wood composites, such as plywood, oriented strand board (OSB) and laminated veneer lumber (LVL), are important construction materials given their high strength/weight ratio and manufacturing flexibility. LVL particularly is a high-performance engineered wood product made of several wood veneers bonded together mostly in grain direction. Veneers can be obtained based on the peeling process. This cutting process induces lathe checks in the loose face of the veneer with variable depth and spatial frequencies (Rohumaa et al. 2013; Antikainen et al. 2015). Lathe check interval and depths are affected by soaking temperature and compression rate during the peeling process (Leney 1960; Lutz 1974; Thibaut and Beauchêne 2004; Rohumaa et al. 2018). Researchers found that veneer thickness has more prominent effects on the properties of rubberwood veneer compared to the effect of log radial section (Khoo et al. 2018). Lathe check depth becomes larger as veneer thickness increases, whereas lathe check frequency decreases with the increase in veneer thickness (Pałubicki et al. 2010). The impact of lathe checks on the mechanical performance of LVL, therefore, needs to be carefully examined. Researchers found that lathe checks have a marginal effect on the modulus of elasticity, while significantly reducing the shear modulus of LVL (Pot et al. 2015). Based on the depth and frequency of lathe checks, a finite element model (FEM) is proposed to analyze the influence of veneer lathe checks on the elastic properties of LVL. Researchers also concluded that the presence of lathe checks can decrease the bonding strength of LVL (Guan et al. 2014). Compared to the sliced veneers, shear modulus of LVL produced with peeled veneers is low. The effect of lathe check depth and the interval on mechanical performance was further studied (Purba et al. 2019). The results show that deeper lathe checks and higher lathe check intervals lead to lower shear modulus of LVL. In order to minimize the impact of lathe checks on the mechanical performance of veneer based panels, both chemical and physical pre-treatments have been proposed by researchers (Lutz 1960; Koch 1965; Dupleix and Denaud 2013; Antikainen et al. 2015; Wei et al. 2019; Kurokochi et al. 2019). Understanding the impact mechanism of lathe checks on the mechanical performance of LVL can contribute to reduce the influence of lathe checks on the mechanical performance of LVL in a more effective way. Lathe checks can influence the mechanical strength of veneers, adhesive penetration in veneers, and morphology of wood-adhesive bond lines (Li et al. 2014, 2018; Sun and Zhao 2018; Sun et al. 2019; Wang et al. 2019). These factors are affected by the location of lathe checks, which relates to the assembling approaches of veneers. It is, therefore, necessary to study the effect of assembling approaches on the mechanical performance of LVL.
The lap-shear test is commonly applied to measuring the strength of a bond line. In an idealized situation, wood veneers and bonding interphase are exposed to tension and shear forces, respectively (McKinley et al. 2019). In practice, strain can probably transfer from wood veneers to bonding interphase and vice versa. It is, therefore, necessary to map the strain distribution in both wood veneers and bonding interphase with a holistic and dynamic view. Based on the best knowledge of the authors, there is little information on studying the effect of lathe checks on the strain distribution in LVL. Digital image correlation (DIC) technique is regarded as an effective tool to dynamically record strain distribution in wood-based composites (Oscarsson et al. 2012). Based on the strain distribution recorded by DIC, the effect of bond lines on the mechanical performance of wood-based composites was quantified and visualized (Ching et al. 2018). Hence, DIC can also be used to investigate the effect of lathe checks on the mechanical performance of LVL according to the strain distribution.
The objective of this study is to investigate the effect of veneer layup and side (tight or loose) on the mechanical performance of LVL using the lap-shear test and DIC. Three types of LVL, with different assembling approaches, were manufactured in the laboratory. Strain distribution was simultaneously recorded with DIC when the samples were under tension loading. The interrelationship of strength, energy to failure and strain distribution was investigated. To better understand the mechanical performance of LVL, the structure of wood veneers and adhesive distribution were mapped in micro scale using fluorescence microscope. The expectation is that the outputs of this study will contribute to a better understanding of the strain distribution interaction between veneers and bonding interphase. Understanding the effect of lathe checks on the mechanical performance can shed light on optimizing the assembling technologies of LVL and other wood-based composites.
2 Materials and methods
2.1 Preparation of the specimens
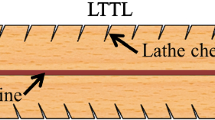
Peeled poplar (Populus spp.) veneers with dimensions of 400 × 400 × 3 mm3 were obtained from a company in China. There are four lathe checks, with a depth of 0.8 mm, per centimeter in the veneers. The veneers were conditioned in a drying oven at 50 ℃ until the moisture content reached 8 ± 2%. Two-layered laminated veneer lumber (LVL) with an oven-dry density of 0.38 g/cm3 was manufactured in the laboratory according to the hot-pressing parameters listed in Table 1. Three types of LVL were manufactured based on different assembling approaches, namely loose-loose (LL), loose-tight (LT) and tight-tight (TT) (Fig. 1). Phenol formaldehyde (PF) glue with 64% solid content was obtained from a commercial plywood company. Nine specimens from one single panel of each type of LVL were prepared, with dimensions of 70 × 25 × 5.5 mm3. The length direction of the samples aligns with the fiber direction of the veneers. Two notches were cut at one specimen according to Chinese Standard (GB 17657-2013) and the distance between the two notches is 15 mm (Fig. 2). Next, one side of the specimens’ surface was slightly polished using a sand paper. Then, speckle patterns were created in the region between two notches (Fig. 2). Finally, all specimens were conditioned in a conditioning room (65% RH and 20 °C) for 4 weeks.

Three different assembling approaches for LVL

Illustration of the test set-up
2.2 Mechanical properties and strain distribution measurement
Instron universal mechanical testing machine was used to measure the mechanical properties of the specimens. This machine is able to record the grip clamp movement (with a precision of 0.001 mm) and load force (with a precision of 0.001 N) every 0.1 s. The samples were clamped with a pair of compression grip clamps (Fig. 2). The tension force was provided by the top grip clamp. The speed of the grip clamp movement was set to be 1.0 mm/min. Failure load force multiplied by load wedge displacement is the energy to failure.
Strain distribution was recorded using a digital image correlation (DIC) approach. The image correlation was conducted using the commercial software package Correlated Solutions (https://www.correlatedsolutions.com). After calibrating the system using a reference ruler, images were captured every 0.1 s using two CCD cameras, reaching a resolution of approximately 30 μm. To increase the contrast, the speckle patterns were illuminated by two Lowel Pro LED lights. Next, the specimens with speckle patterns were installed on a pair of grip clamps positioned on the Instron universal mechanical testing machine (Fig. 2). Two notches located at the center of the sample provided stress concentrations to induce shear failure at the bonding interphase, and the DIC evaluation focused on the area called region of interest (ROI), measured in 14 × 4 mm2. Image capturing and loading were then started simultaneously. Thus, each pair of pictures represents a unique load stage.
2.3 Strain and load data processing
This study mainly focuses on investigating the dynamic shear strain distribution in ROI (Fig. 2). Positive values indicate clockwise shearing and negative values indicate anti-clockwise shearing. The strain was calculated with the Lagrangian finite strain tensor and the results were exported to a .csv file. The matrix data was further processed using Matlab. In order to examine the strain distribution in different regions along the width direction in ROI, the strain distribution was quantified in left, middle and right regions, respectively (Fig. 2). Both left and right regions are regarded as the wood parts and the middle region is regarded as the bonding interphase region. Strain distribution along the length direction was obtained by averaging the clockwise and anti-clockwise strains per 0.5 mm in ROI (Eqs. 1, 2). Strain distribution in the entire ROI was also mapped using Matlab. Due to the existence of both positive and negative value in ROI, shear strain in each pixel was converted to the same magnitude and then the average strain was calculated. It is the basis of obtaining the relationship between load and shear strain. Dynamic strain distribution was tracked in 10 load steps. Considering the failure load variation of the samples, inconsistent interval between the two load steps was used during data processing. Specifically, the load interval was set to be 0.1 times the failure load of a sample:
with Sp: the average positive shear strain between length i and i + 0.5 mm in ROI; Sn: the average negative shear strain between length i and i + 0.5 mm in ROI; PS: the positive shear strain of one pixel located between length i and i + 0.5 mm in ROI; NS: the negative shear strain of one pixel located between length i and i + 0.5 mm in ROI; m: the number of pixels between length i and i + 0.5 mm in ROI.
2.4 Fluorescence microscope measurement
Slices of the size of 5 mm × 5 mm × 15 μm (length × width × thickness) were cut by a sliding microtome. They were then stained by toluidine blue (1 wt%) and dewatered by ethyl alcohol with increased concentrations (from 50 to 100 wt%). The fluorescence microscope was used to observe the glue distribution of the microstructure of the wood with a UV light source.
3 Results and discussion
The mechanical strength of the 27 samples was measured and all the samples failed within the notches and at the bonding interphase. Figure 3 shows that the assembling approaches have a significant influence on the strength of LVL. Specifically, the strength decreases as lathe checks in the bonding interphase increase. TT type of LVL has the highest strength. The correlation between energy to failure and lathe checks in the bonding interphase is unclear. LT type of LVL has the highest energy to failure. Based on the t-test results listed in Table 2, the strength of TT type of LVL is significantly higher than that of LL type of LVL. LT type of LVL has significantly higher energy to failure than TT type of LVL. In comparison to LT and TT types of LVL, variation in both strength and energy to failure of LL type of LVL is large (Fig. 3). In order to interpret the above phenomena, the microstructure of the bonding interphase was mapped and dynamic strain distribution was analyzed.

Strength and energy to failure of three types of LVL
3.1 Microstructure and adhesive distribution of three types of LVL
As shown in Fig. 4, the bond line in LL type of LVL is non-continuous in comparison to LT and TT types of LVL. This is due to the existence of lathe checks in the bonding interphase. For TT type of LVL, adhesive mainly accumulates in the bond line instead of deep penetration. Wang et al. (2016, 2018) found that adhesive penetration into the wood’s secondary cell wall can strengthen connections between wood cell walls and improve elastic modulus of the bonding interphase. As bond line shear strength largely depends upon the weakest link across the laminas, ultimate strength does not always depend on deep adhesive penetration (Liu et al. 2018). In this case, high bonding strength of TT type of LVL depends on the continuous bond line although adhesive spread rate is not high. In other words, TT type of LVL is prone to form an intact surface between two veneers.

Microstructure and adhesive distribution in three types of LVL. Solid arrows indicate the lathe checks and dashed arrows indicate the bond lines
3.2 Shear strain distribution in different regions of ROI
A typical ‘load vs. shear strain’ curve from DIC is shown in Fig. 5, which is consistent with the results presented by McKinley et al. (2019). This ‘load vs. shear strain’ curve is differentiated in terms of different samples. It corresponds to the variable mechanical properties of the samples. This could be due to the different local structural and physical characteristics of the samples.

Relationship between load and shear strain of one sample from each type of LVL
Figure 6 demonstrates the shear strain distribution along the length direction of left, middle and right regions in ROI. Generally speaking, large clockwise shear strain is prone to occur in the middle regions of all three types of LVL. In comparison to the other two types of LVL, LT type of LVL is more like a ‘U’ shape. Shear strain in the middle region of LL type of LVL is large and mainly accumulates in the region adjacent to the top of ROI. This is probably due to the large amount of lathe checks in the bonding interphase, which limits the strain transfer along the length direction. Specifically, stress induced by tension loading can cause structural changes in the bonding interphase. Considering the weak bonding interphase of LL type of LVL, local structure is subjected to deformation as indicated by the large strain in the region adjacent to the top of ROI. This hypothesis corresponds to the non-continuous bond line in LL type of LVL (Fig. 4). Shear strain in the middle region of TT type of LVL is relatively small and mainly accumulates in the top region of ROI (Fig. 6). This can be explained by two aspects. On the one hand, bonding strength between veneers with few lathe checks is higher than that of veneers with lathe checks (Guan et al. 2014). As such, structural changes in the bonding interphase are limited and shear strain is small despite the high load. On the other hand, the amount of adhesive is large when gathered in the bonding interphase because only a small amount of adhesive can penetrate into the wood veneers without lathe checks (Fig. 4). A large amount of PF resin can brittle the bond line and further prevent strain transferring along the length direction (Khalip et al. 2012). Last but not least, uncut fiber bundles in notches could influence the strain distribution. Although the samples were carefully prepared by a skilled technician, the influence of fiber bundles still needs to be considered.

Average shear strain distribution along the length direction in left, middle and right regions in ROI of three types of LVL at 0.9 times of failure load
The left and right regions are 1 mm away from the bond line and regarded as the wood parts. Shear strain in regions adjacent to the top and bottom is relatively large. Both clockwise and anti-clockwise shear strains are found in the wood parts of all three types of LVL, which is different from the shear strain distribution profile in the bonding interphase (Fig. 6). For lap-shear test, wood parts and bonding interphase are mainly exposed to tension and shear forces, respectively (McKinley et al. 2019). Hence, a large amount of energy is absorbed by wood during tension loading, leading to the structural change in wood. Wood tension loading parallel to the grain is substantially stronger than loaded perpendicular to the grain, but the reverse applies to shear (Walker 1993). Hence, structural changes in wood parts are likely to be caused by shearing. This agrees with the results shown in Fig. 6. There is no clear shear strain distribution difference in wood parts among the three types of LVL.
3.3 Relationship between shear strain distribution and mechanical performance of LVL
In order to understand the effect of assembling approaches on the strength of LVL, shear strain distribution of one sample from each type of LVL was mapped as a function of four loading steps (Fig. 7). The strength of one sample from LL, LT and TT types of LVL is 2.3 MPa, 3.0 MPa and 3.6 MPa, respectively, which corresponds to the average strength of each type of LVL. Shear strain homogeneously distributes in ROI at a low load, and then shear strain accumulation occurs as the load increases. For LL type of LVL, large shear strain accumulates in top-middle region at 1.9 MPa, meaning that the structural rupture in the bonding interphase is caused by tension loading. This phenomenon, however, is not obvious in LT and TT types of LVL at 1.8 MPa. This is because the mechanical strength difference between wood parts and bonding interphase is not large in LT and TT types of LVL. Considering that the strain accumulates in the weakest point of the specimens during loading, bonding interphase is also the weakest point of the three types of LVL as all specimens fail in the bonding interphase (Liu et al. 2018). The strength of the three types of LVL is, therefore, mainly determined by the bonding strength. The amount of lathe checks has a negative impact on the bonding strength and strength of LVL, which corroborates the results obtained by other studies (Pot et al. 2015).

Interaction between shear strain distribution and load of one sample from each type of LVL
In comparison to LT and TT types of LVL, strength of LL type of LVL is low, but failure load variation is large. To interpret this phenomenon, strain distribution of the two samples from LL type of LVL was mapped (Fig. 8). The strength of these two samples is 3.2 MPa and 1.5 MPa. For the sample with 1.5 MPa strength, shear strain is small and distributes homogenously. This means that the bonding interphase of this specimen is weak and brittle. In other words, the bonding interphase rupture can occur in the condition with low load and small deformation. For the sample with 3.2 MPa strength, large shear strain mainly accumulates in the wood part instead of the bonding interphase. In this case, large amount of energy can be absorbed by the wood parts, which contributes to a high strength. This agrees with their energy to failure, i.e. 0.62 J (3.2 MPa strength sample) and 0.13 J (1.5 MPa strength sample). Strong and non-brittle bonding interphase, therefore, results in a high failure load. Weak and brittle bonding interphases are mainly caused by the heterogeneous adhesive distribution. The heterogeneous adhesive distribution is prone to occur when there is a large amount of lathe checks. The above hypothesis is supported by the findings showing that the shear strength of LVL is significantly reduced if the lathe checks are not glued (Pot et al. 2015).

Interaction between shear strain distribution and load of two samples from LL type of LVL. Failure load of left and right images is 3.2 MPa and 1.5 MPa, respectively
In order to further investigate the interaction between shear strain distribution and energy to failure, two samples of LT type of LVL were selected. The strength of the two samples is 3.4 MPa and 3.2 MPa, respectively. Their energy to failure is 0.72 J and 0.40 J, respectively. Although the strength difference between the two samples is small, the energy to failure presents a large difference. To understand this phenomenon, shear strain distribution of the two samples is mapped and shown in Fig. 9. Compared to the sample with high energy to failure, shear strain of the sample with low energy to failure is much larger and mainly occurs in the middle region. Energy is absorbed by the structural changes in the wood-based composites, for example cracks emerging in wood and delamination of veneers (Najafi et al. 2017). Energy absorption capability is determined by the value of structural changes and the stiffness of the samples. Considering all the samples fail within the bonding interphase, stiffness of the bonding interphase is lower than wood. Hence, the energy to failure is low even if large structural changes occur in the bonding interphase. This hypothesis can be used to explain the low energy to failure (0.40 J) of the sample. The above findings can also be applied to understand the result showing that the energy to failure of LT type of LVL is significantly higher than that of TT type of LVL. Considering the different assembling approaches, more lathe checks appear in the wood part of TT than in LT type of LVL. The capability of energy absorption of LT type of LVL is higher than TT type of LVL as lathe checks in the wood part can reduce the capability of energy absorption.

Shear strain distribution of two samples from LT type of LVL
The strength of LVL is mainly determined by the bonding strength between veneers as the bonding interphase is the weakest part of the specimens. The energy to failure closely relates to the strength of the wood parts of the veneers. The effect of bonding interphase and wood parts on the mechanical performance of LVL should be systematically considered. This paper finds that both strength and energy to failure of LT type of LVL are large due to the high bonding and veneer strength. As such, LT type is recommended as an effective assembling approach.
4 Conclusion
Combining lap-shear tests with digital image correlation approach is a valuable method to investigate the effect of assembling approaches on the mechanical performance of LVL. There is a negative relationship between the amount of lathe checks and strength of LVL. The strength of TT type of LVL is significantly higher than that of LL type of LVL. Energy to failure of LT type of LVL is significantly higher than that of TT type of LVL. Large clockwise shear strain is prone to occur in the middle regions of all three types of LVL. A typical ‘U’-shape shear strain distribution is only found in the middle region of LT type of LVL. For LL and TT types of LVL, shear strain is prone to accumulate in top-middle region of ROI, which is due to weak and brittle bonding interphases. Both clockwise and anti-clockwise shear strain are found in left and right regions of ROI. The strength of LVL is mainly determined by the bonding strength of the bond lines. The existence of lathe checks decreases the integrity of bond lines and deepens the adhesive penetration. A continuous bond line contributes to the bonding strength. Mechanical strength of the wood part plays a crucial role in the energy to failure of LVL. The effect of bonding interphase and wood part on the mechanical performance of LVL needs to be considered systematically. LT type of LVL has both high strength and high energy to failure, and it is thus an effective assembling approach in comparison to LL and TT types of LVL. The findings of this research can contribute to the design of potential strategies of producing LVL with low resin consumption and good mechanical performance.
This study mainly focuses on investigating the effect of lathe checks on the mechanical performance of LVL based on shear strain distribution. The impact of lathe checks on internal structural changes of LVL calls for further research. This can be conducted using X-ray CT scanner in the next step. The interaction of strain distribution, strength and energy to failure is still not fully understood yet and further work is required. In this work, only a small amount of samples and simplified assembling approaches were investigated, thus more samples from different assembling approaches of LVL shall be studied in the future. The effect of lathe checks on the mechanical performance of other veneer-based composites, such as plywood, can be mapped based on the ideas provided in this research. In this case, both lathe checks and veneer direction shall be considered.
References
Antikainen T, Eskelinen J, Rohumaa A, Vainio T, Hughes M (2015) Simultaneous measurement of lathe check depth and the grain angle of birch (Betulapendula Roth) veneers using laser trans-illumination imaging. Wood Sci Technol 49:591–605
Ching DJ, Kamke FA, Bay BK (2018) Methodology for comparing wood adhesive bond load transfer using digital volume correlation. Wood Sci Technol 52:1569–1587. https://doi.org/10.1007/s00226-018-1048-4
Dupleix A, Denaud LE (2013) The effect of log heating temperature on the peeling process and veneer quality: beech, birch, and spruce case studies. Eur J Wood Prod 71:163–171
GB 17657-2013 Test methods of evaluating the properties wood-based panels and surface decorated wood-based panels, Chinese standard
Guan M, Cheng Y, Wang L (2014) Influence of lathe checks on mechanical properties of poplar veneer bonding interface. J Nanjing For Univ 38:15–19
Gustavsson L, Sathre R (2006) Variability in energy and carbon dioxide balances of wood and concrete building materials. Build Environ 41:940–951
Khalip HP, Amouzgar P, Jawaid M et al (2012) New approach to oil palm trunk core lumber material properties enhancement via resin impregnation. J Biobased Mater Bioenergy 6:299–308
Khoo PS, H’Ng PS, Chin KL et al (2018) Peeling of small diameter rubber log using spindleless lathe technology: evaluation of veneer properties from outer to inner radial section of log at different veneer thicknesses. Eur J Wood Prod 76:1335–1346
Koch P (1965) Effects of seven variables on properties of southern pine plywood: part I, maximizing wood failure. For Prod J 15:335–361
Kurokochi Y, Hasegawa W, Sato M (2019) The effects of wetting and scratching pretreatment of veneers on shear strength of binderless plywood made from sugi (Japanese cedar, Cryptomeriajaponica). J Wood Sci 65:15
Leney L (1960) A photographic study of veneer formation. For Prod J 10:133–139
Li W, Van den Bulcke J, Mannes D et al (2014) Impact of internal structure on water-resistance of plywood studied using neutron radiography and X-ray tomography. Constr Build Mater 73:171–179. https://doi.org/10.1016/j.conbuildmat.2014.09.095
Li W, Zhan X, Yang Y, Mei C (2018) Changes of the size and relative position of the internal unit during the water uptake of wood-based panels. J For Eng 3:121–126
Liu H, Shang J, Kamke FA, Guo K (2018) Bonding performance and mechanism of thermal-hydro-mechanical modified veneer. Wood Sci Technol 52:343–363. https://doi.org/10.1007/s00226-017-0982-x
Lutz JF (1960) Heating veneer bolts to improve quality of Douglas-fir plywood. Forest Product Laboratory, Forest Service U.S.D.A., p 7
Lutz JF (1974) Techniques for peeling, slicing, and drying veneer. Forest Product technology, FPL, Forest Service U.S.D.A., p 62
McKinley P, Sinha A, Kamke FA (2019) Understanding the effect of weathering on adhesive bonds for wood composites using digital image correlation (DIC). Holzforschung 73:155–164. https://doi.org/10.1515/hf-2018-0024
Najafi SK, Sharifnia H, Najafabadi MA, Landis E (2017) Acoustic emission characterization of failure mechanisms in oriented strand board using wavelet-based and unsupervised clustering methods. Wood Sci Technol 51:1433–1446
Oscarsson J, Olsson A, Enquist B (2012) Strain fields around knots in Norway spruce specimens exposed to tensile forces. Wood Sci Technol 46:593–610
Pałubicki B, Marchal R, Butaud J-C et al (2010) A method of lathe checks measurement; SMOF device and its software. Eur J Wood Prod 68:151–159
Pot G, Denaud L-E, Collet R (2015) Numerical study of the influence of veneer lathe checks on the elastic mechanical properties of laminated veneer lumber (LVL) made of beech. Holzforschung 69:337–345
Purba CYC, Pot G, Viguier J, Ruelle J, Denaud L (2019) The influence of veneer thickness and knot proportion on the mechanical properties of laminated veneer lumber (LVL) made from secondary quality hardwood. Eur J Wood Prod 77:393–404
Rohumaa A, Hunt CG, Hughes M et al (2013) The influence of lathe check depth and orientation on the bond quality of phenol-formaldehyde—bonded birch plywood. Holzforschung 67:779–786
Rohumaa A, Viguier J, Girardon S, Krebs M, Denaud L (2018) Lathe check development and properties: effect of log soaking temperature, compression rate, cutting radius and cutting speed during peeling process of European beech (Fagussylvatica L.) veneer. Eur J Wood Prod 76:1653–1661
Sun S, Zhao Z (2018) Influence of acid on the curing process of tannin-sucrose adhesives. BioResources 13:7683–7697
Sun S, Zhao Z, Umemura K (2019) Further exploration of sucrose-citric acid adhesive: synthesis and application on plywood. Polymers 11:1875
Thibaut B, Beauchêne J (2004) Links between wood machining phenomena and wood mechanical properties: the case of 0°/90° orthogonal cutting of green wood. In: Proceedings of the 2nd int symp on wood mach, Vienna, Austria, pp 149–160
Walker JCF (1993) Primary wood processing: principles and practice. Chapman & Hall, London, p 324
Wang X, Deng Y, Li Y et al (2016) In situ identification of the molecular-scale interactions of phenol-formaldehyde resin and wood cell walls using infrared nanospectroscopy. RSC Adv. https://doi.org/10.1039/C6RA13159J
Wang X, Zhao L, Deng Y et al (2018) Effect of the penetration of isocyanates (pMDI) on the nanomechanics of wood cell wall evaluated by AFM-IR and nanoindentation (NI). Holzforschung 72:301–309
Wang X, Chen X, Xie X et al (2019) Multi-scale evaluation of the effect of phenol formaldehyde resin impregnation on the dimensional stability and mechanical properties of Pinusmassoniana Lamb. Forests 10:646. https://doi.org/10.3390/f10080646
Wei Y, Rao F, Yu Y, Huang Y, Yu W (2019) Fabrication and performance evaluation of a novel laminated veneer lumber (LVL) made from hybrid poplar. Eur J Wood Prod 77:381–391
Zhan T, Jiang J, Lu J et al (2018a) Influence of hygrothermal condition on dynamic viscoelasticity of Chinese fir (Cunninghamialanceolata). Part 2: moisture desorption. Holzforschung 72:20–27
Zhan T, Jiang J, Lu J et al (2018b) Influence of hygrothermal condition on dynamic viscoelasticity of Chinese fir (Cunninghamialanceolata). Part 1: moisture adsorption. Holzforschung 72:12–19
Zhan T, Jiang J, Lu J et al (2019) Temperature-humidity-time equivalence and relaxation in dynamic viscoelastic response of Chinese fir wood. Constr Build Mater 227:116637. https://doi.org/10.1016/j.conbuildmat.2019.08.018
Acknowledgements
On behalf of all authors, the corresponding author states that there is no conflict of interest. This study was financially supported by the Natural Science Foundation of Jiangsu Province (No. BK20170923) and the University Science Research Project of Jiangsu Province (No. 17KJB220003).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Li, W., Zhang, Z., He, S. et al. The effect of lathe checks on the mechanical performance of LVL. Eur. J. Wood Prod. 78, 545–554 (2020). https://doi.org/10.1007/s00107-020-01526-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-020-01526-9