
Abstract
Single-layered particleboards were produced from granulated Quercus cerris bark containing cork and phloem granules using standard hot-press equipment and phenol–formaldehyde resin. The experimental boards were tested for thickness swelling, mechanical strength and thermal properties. Scanning electron microscopy observations were carried out to analyze the panel structure. The results showed that Q. cerris bark particleboards had low thickness swelling in water, high resistance to thermal degradation and high calorific values but their mechanical strength was below that of commercial wood particleboards. The produced Q. cerris bark particleboards were adequate for exterior applications where mechanical strength is not the key factor. Potential for process and feedstock optimization was acknowledged.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Tree barks are among the most widely available and under-valorized plant materials produced as residues by the wood processing industry (Şen et al. 2015a). Apart from the use as biomass for energy, barks are little valued in the present market conditions, even if their potential as a feedstock for biorefineries is increasingly acknowledged (Baptista et al. 2013; Ferreira et al. 2016a). Barks largely differ from wood chemically (e.g. higher amounts of extractives, inorganic material and lignin) and structurally (e.g. different tissues of phloem, periderm and rhytidome) which gives them interesting and differentiating features and broadens their application spectrum while at the same time increasing complexity (Harkin and Rowe 1971; Pereira 2012).
One interesting structural component of bark is cork because its specific set of properties makes it a valuable cellular material for industrial processing into various products (Pereira 2015). The industrial chain is based on the cork obtained periodically from the outer bark of the Quercus suber (cork oak) tree that is transformed into wine cork stoppers and cork composites used by the construction industry (Pereira 2007).
A high content of cork is found in the bark of some other species (Leite and Pereira 2017), and a few of them have been studied regarding their cork structural and chemical features, for example Betula pendula (Ferreira et al. 2016a; Miranda et al. 2013), Quercus variabilis (Ferreira et al. 2016b), Plathymenia reticulate (Mota et al. 2016), Pseudotsuga menziesii (Ferreira et al. 2016c; Cardoso et al. 2017) and Quercus cerris (Şen et al. 2010, 2011a, b).
The valorization potential of Q. cerris bark has been further investigated. Q. cerris (Turkey oak) is present in large areas in Turkey as well as in southeastern European countries but is currently under-valorized, i.e. not used commercially. Studies on pilot scale bark fractionation proved that it was possible to obtain cork-pure and cork-rich fractions (Şen et al. 2016). Different bark valorization possibilities were examined including extraction of triterpenoids (Şen et al. 2015b) and adsorption of heavy metals, aromatic pollutants and oils (Şen et al. 2012a; Olivella et al. 2011; Şen and Pereira 2015). The thermal behavior of cork-rich fractions was also examined in view of its use for insulation materials (Şen et al. 2012b).
Particleboard production using bark as raw material is also a possibility since particleboards offer a low-cost utilization of agricultural wastes and various lignocellulosic raw materials and residues (Ortuño et al. 2011; Pásztory et al. 2016). Particleboards are composite panels produced from lignocellulosic materials and a phenolic resin that are used extensively as construction materials due to their good mechanical strength and machining properties. Bark was tested for the production of particleboards as early as the 1970s (Villeneuve 2004). The studies showed that bark addition to the wood feedstock reduced strength, for example modulus of rupture, modulus of elasticity and internal bonding (Wisherd and Wilson 1979; Villeneuve 2004; Yemele et al. 2008).
There has been an increased interest to use bark particleboards as thermal insulation materials in recent years. Produced from different tree barks, the boards showed insulation properties similar to those of synthetic thermal insulators (Kain et al. 2012, 2013, 2014; Pásztory et al. 2017). The bark particleboards were analyzed by X-ray computed tomography and their thermal conductivities were modelled to optimize their performance (Kain et al. 2016).
The presence of cork in the bark may enhance some of the particleboard properties. Cork composites are already produced commercially and used to a large extent for various construction applications (Gil 2009; Lakreb et al. 2015; Knapic et al. 2016). The low density, hydrophobic nature and low permeability, low energy transfer and high damping capacity of cork are some of the characteristics that give cork composites an improved performance as insulation and surfacing materials. The fact that the bark of Q. cerris contains a substantial proportion of cork (Şen et al. 2011a, 2016) may be an advantage for its use as a particleboard raw material.
In this work, the possibility of using the cork-rich Q. cerris barks in particleboard production was studied. The objective was to produce low-cost particleboards from Q. cerris bark with satisfactory mechanical resistance that could enhance the economic sustainability of Q. cerris forests. Q. cerris bark may offer a different raw material to the highly productive particleboard industry in Turkey, and be integrated into industrial particleboards production, particularly for insulation or surfacing purposes.
2 Materials and methods
2.1 Materials
The materials used in this work are bark samples extracted from 70 to 80 year-old trees of Quercus cerris var. cerris from the southeastern part of Turkey. A total of approximately 300 kg of bark was obtained that included the bark phloem and rhytidome. The whole bark was ground with a hammer mill and sieved into fractions of different granulometric dimensions (0.25–0.42, 0.42–0.84 and 0.84–2 mm). The most abundant fraction was the cork-rich 0.84–2 mm fraction that was used in the subsequent particleboard production. A detailed chemical and anatomical characterization of the bark can be found elsewhere (Şen et al. 2010, 2011a).
3 Production of particleboards
The particleboards were produced with a pilot hot-plate press at the Faculty of Forestry of Istanbul University. The parameters were set at: 170–180 °C plate temperature, 0.8–7 MPa final pressure and 15 min for the total pressing time. The pressing time was kept higher than normal pressing times for particleboards to achieve better binding between bark particles. The load was applied until a board thickness of 1 cm was attained and then kept at a temperature during curing, after which the load was relieved and the panels removed and allowed to stabilize under laboratorial conditions.
Phenol–formaldehyde adhesive was used for the production of particleboards with a 33% ammonium chloride (NH4Cl) solution as catalyst (Villeneuve 2004). The bark particles were mixed with 10% of the phenol–formaldehyde adhesive and catalyst and carefully homogenized before pressing. The moisture content of the bark particles was 6% before pressing. The auto-agglomeration of the bark particles without addition of adhesive was also tested.
Single-layered particleboards with dimensions of 0.4 × 0.4 × 0.01 m3 (length × width × thickness) were produced using approximately 1.0 ± 0.2 kg of air-dry bark particles for each board. Three different target density classes of particleboards were made: 550 kg m−3 (class I), 650 kg m−3 (class II) and 725 kg m−3 (class III) as average board densities (individual panels showed some density differences). A total of 29 bark particleboard samples were obtained for each density class.
3.1 Physical and mechanical properties of the particleboards
Mechanical tests and physical characterizations of the produced particleboards were carried out at the Faculty of Forestry of Istanbul University. All samples were conditioned at 20 °C and 65% relative humidity prior to the subsequent tests. The following tests were carried out: thickness swelling (2 and 24 h), static bending and internal bond strength.
3.1.1 Thickness swelling
The thickness swelling (TS) test was carried out according to the European Standards EN 317 (1993). Particleboard samples of 10 × 50 × 50 mm3 (thickness × width × length) dimensions were prepared, and the thickness was measured in the middle of the test sample with a micrometer. The sample was immersed in distilled water at room temperature (20 °C) to a depth of 30 mm and soaked during 2 and 24 h. After each immersion period, the thickness was measured and the thickness swelling was calculated as
where TS is the thickness swelling (%), T0, T2 and T24 are the thickness of the test specimen before soaking, and after soaking in water for 2 and 24 h, respectively. The values are shown as the mean of 25 tests.
3.1.2 Static bending
The static three-point bending (SB) test was carried out according to the European Standards EN 310 (1993). Sample dimensions were 10 × 50 × 200 mm3 (thickness, width, length). The modulus of rupture (MOR, MPa) and apparent modulus of elasticity (MOE, MPa) were determined using the load data as:
where b is the width of the specimen (mm); h is the thickness of the specimen (mm); L is the length of the span (mm); ΔP is the load at proportional limit; P max is the maximum load at static bending (N); Δf is the center deflection at proportional limit load (mm). The values are shown as the mean of ten tests.
3.1.3 Internal bond
The internal bond strength (IB) test measures the tensile strength perpendicular to the particleboard surface and indicates how strong the particles are glued together. The test was carried out according to the European Standards EN 319 (1993). Specimens with 10 × 50 × 50 mm3 (thickness, width, length) were strained under static load at a fixed speed of 2 mm min−1. The tensile strength in the direction perpendicular, i.e. internal bond (IB) was calculated as:
where P max is the maximum load (N), L is the length of the specimen (mm), b is the width of the specimen (mm) and IB is the tensile strength (MPa). The values are shown as the mean of 15 tests.
3.2 Scanning electron microscopy (SEM)
The board samples were cut in two crossed directions perpendicular to the surface, glued to a double-sided carbon tape, and a layer of Au/Pd with approximately 450 °A thickness was deposited on them using a Quorum Technologies E5100 (former Polaron) sputter coater.
The samples were observed with a Hitachi S-2400 scanning electron microscope with a Bruker EDX (Energy Dispersive X-Ray Spectroscopy) detector attached using an acceleration voltage of 20 kV at magnifications of 50–1000x. The images were recorded in digital format.
3.3 Thermogravimetric and calorimetric analysis
The thermogravimetric analyses (TGA) of the produced particleboards were conducted using a Shimadzu DTG-60H thermogravimetric analyzer. Scans were recorded from 25 to 700 °C with a heating rate of 22 °C min−1 of 1.0 ± 0.1 mg samples in a platinum container under a nitrogen atmosphere (gas flow rate of 50 mL min−1).
Higher heating values (HHV) of three density classes were determined using an adiabatic bomb calorimeter (Model IKA300). Prior to this analysis the samples were oven-dried at 103 ± 2 °C until constant mass.
3.4 Thermal conductivity
The thermal conductivity coefficient (λ, W m−2 K−1) was determined using a portable thermal conductivity meter, Isomet 2114 (2011), from Applied Precision Enterprise. Each measurement was carried out in 25 min approximately with a surface measurement probe placed on top of the sample surface by a transient test method, according to ASTM D5930-09 (2014). The surface probe has a line type heater, which is constantly powered and the temperature rise is monitored. The measurement of thermal conductivity is based on periodical records of the temperature response of the sample material to the heat flow impulses.
The particleboards of the three different density classes were measured with 4 repetition tests for each class. The volumetric heat capacity values were also measured and thermal diffusivity values were calculated.
4 Results and discussion
4.1 Production of particleboards
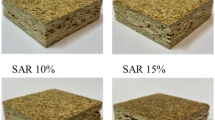
The granulated particles of Q. cerris bark showed the presence of cork granules that could easily be distinguished macroscopically by their light brown color in contrast to the reddish dark brown color of the phloem granules (Fig. 1). The bark was initially tested for auto-agglomeration (i.e. self-bonding without using adhesives), but the produced boards were extremely fragile and disintegrated on handling. It is likely that the compaction was not sufficient and chemical bonding was not achieved at temperatures lower than 205 °C (Wellons and Krahmer 1973).

Production of Q. cerris particleboards [bark granules (top), MOR sample (middle), thickness swelling samples (bottom)]
Therefore, adhesive application was decided for the production of particleboards and phenol–formaldehyde resin was selected since the aim was to produce exterior-grade particleboards. Higher press times than usually used for wood particleboards were applied to compensate for the heat insulation properties of the bark (Kelly 1977). Bonding between the bark particles was achieved in these conditions and compact particleboards were produced. The presence of the cork granules is clearly seen on the surface and cross-sections of the particleboards (Fig. 1). The surface showed the different texture and form of the cork and phloem granules and therefore, a dynamic surface color was obtained which may be an advantage in certain applications where a visual effect may be envisaged.
4.2 Physical and mechanical properties
The physical and mechanical properties of the produced particleboards are shown in Table 1.
The thickness swelling values were lower than those of standard wood particleboards: for instance for 24 h water soaking, the class II samples showed 8.3% swelling in comparison with the 11% of commercial wood particleboards (Halligan 1970; Kelly 1977; Rowel et al. 2007). The thickness swelling values were also better than those of P3-type non-load bearing particleboards (European Standards EN 312 2010); however, pure cork particleboard made from Kielmeyera bark performed best in this comparison (Rios 2007) (Table 1).
The hydrophobic character of the cork component in the bark granulate, as well as the use of phenol–formaldehyde as binder, significantly reduced the water uptake. The increase of density increased swelling especially for the short time soaking (2.9 and 5.2% for class I and class II, respectively). The comparatively low swelling of these particleboards favors the possibility of their exterior use.
The board density was the main factor affecting mechanical and thermal insulation properties of the particleboard. In fact, there is always a trade-off between higher mechanical properties for a particleboard which requires higher density and higher insulation properties which require lower density. In the present study it was shown that there were significant correlations between board density and TS, MOR, and IB (Table 2). The differences between mechanical properties of higher density classes (class II and class III) were small; this may result in the need for a certain compaction degree which is achieved only at 600 kg m−3 density.
The mechanical test results of the produced particleboards were lower than those of standard particleboards and P3-type non-load bearing purpose particleboard, but they were higher than agglomerated corkboard for thermal insulation (Table 1). This result is in agreement with previous studies using bark as the raw material (Villeneuve 2004; Yemele et al. 2008). The poor mechanical properties obtained can be explained by four facts. First, the different chemical composition of bark with less cellulose and more lignin than wood makes bark mechanically weaker under tensile stress and bending. The second fact is related to the different mechanical properties of the cork and phloem components: the presence of cork granules in the feedstock will decrease density and strength; in fact, cork density is in the range of 160–220 kg m−3 and bending strength about 12 MPa (Anjos et al. 2011). The different compression properties of the bark components i.e. phloem (brittle) and cork (elastic) are also responsible for the poor mechanical strength values of the particleboard (Anjos et al. 2011; Şen et al. 2016). The third fact is related to particle geometry: smaller particles are made principally of phloem while bigger particles have a higher proportion of cork due to its elastic properties. Therefore, in the present study small particles of phloem origin possibly reduced the mechanical strength of the particleboard. The fourth fact is related to process conditions: the calculated approximate core temperature based on Fourier’s law of heat conduction (Carvalho and Costa 1998) shows that core temperature was probably reached within the first 5 min of pressing (Fig. 2). This suggests that the 180 °C press temperature was probably not enough for the resin to cure.

Theoretical core temperature profile
The mechanical properties of particleboards can be optimized by several ways such as addition of wood particles (Blanchet et al. 2000), using higher press temperatures and compression loads and using bigger particles followed by fractionation (Şen et al. 2016).
4.3 Scanning electron microscopy
Scanning electron microscopy (SEM) was employed to observe the structure of the particleboard after compression and the bonding quality between the bark particles (Gil 1994).
In the case of Q. cerris bark particleboards, the difference between the phloem and the cork granules is clearly observed. In fact cork and phloem cells have different behaviour upon compression, for example the suberin-rich cork cells are elastic, while the lignin-rich phloem cells are brittle. The cork granules showed the effects of compression and the cell structure developed the wall undulations and corrugations that are typical of cork behavior under compression (Pereira 2015). In some cases, recovery after compression relief was not possible, i.e. due to the effect of the adhesive and constraints by the surrounding rigid phloem fibres. Figure 3a shows the structure of compressed cork cells while in other cases, the cork cells retained their original form, as shown in Fig. 3b for an observation in the transverse direction of cork.

Scanning electron microscopy images of Q.cerris particleboard: a compressed cork cells; b cork cells in transverse section; c crushed phloem cells and fracture between them; d phenol formaldehyde resin between cork cells
The compression of the phloem cells and of the surrounding cells leads to fractures as can be observed in Fig. 3c. These fractures may contribute to the low mechanical properties of the particleboard. The phenol–formaldehyde resin builds up a cellular structure filling up intergranular empty spaces between the cork granules, as shown in Fig. 3d, but the resin is clearly distinguished from the cork cells by its larger dimensions and random arrangement.
4.4 Thermogravimetric analysis and higher heating value
Thermal conversion of biomass offers an interesting pathway for the conversion of biomass wastes (Heo et al. 2010). Catalytic pyrolysis of particleboards after their service life may be carried out using suitable catalysts (Choi et al. 2013).
The mass loss curves of different particleboards are shown in Fig. 4 by the mass fraction, M, and the time derivative of the mass fraction, − dM/dt (indicated as TGA and DTG curves). The particleboards with the three density classes showed a similar thermal degradation pattern.

TG and DTG curves of the Q. cerris bark particleboards of low density (Class I, above), medium density (Class II, middle), and high density (Class III, below)
The initial mass loss was observed approximately at 280 °C and this decomposition continued at slower rate up to 325 °C, indicating the first stage of the active devolatilization reactions. In this stage, mainly bark extractives are decomposed (Yang et al. 2007). Following this stage, a constant decomposition rate took place between 325 and 410 °C (second devolatilization stage). Here, bark polysaccharides as well as bark lignin are decomposed in two stages, resulting in 35% mass loss. It is likely that hemicelluloses were devolatilized first, as indicated by the shoulder of DTG curve at 345 °C, followed by cellulose decomposition with maximum devolatilization rate at 369 °C (Fig. 4) (Yang et al. 2007). Lignin decomposition accompanies these reactions at this step (Yang et al. 2007; Şen et al. 2014).
After active devolatilization, a decreasing rate of decomposition (passive devolatilization) occurred in three distinct stages at temperature intervals of 410–430; 430–542, and 542–692 °C respectively. These intervals with a total 30% mass loss possibly correspond to thermal conversions of cellulose, lignin and suberin respectively (Şen et al. 2014).
The thermal decomposition of the particleboards started at higher temperature than the bark itself, thereby implying the higher stability of the compressed and agglomerated bark to thermal degradation. The possible contribution of the phenolic resin is acknowledged.
The higher heating values (HHV) which are indicators of fuel properties of the particleboards were 21, 19 and 22 MJ/kg for density class I, class II and class III, respectively. These values are slightly higher than those reported for hardwoods, softwoods and MDF (Günther et al. 2012). Overall, these findings suggest thermal conversion of Q. cerris bark particleboards after their use.

Thermal conductivity (λ) of the Q. cerris bark particleboards with different densities
4.5 Thermal conductivity
The thermal conductivity values of the bark particleboard ranged from 0.11 to 0.14 W m−2 K−1 and showed a good correlation with the bulk density (R2 = 0.98), as shown in Fig. 5. These values are not different from those of commercial wood particleboards (0.10–0.14 W m−2 K−1), with the same range of density, but they are about 2–3 times higher than that of expanded cork agglomerate (0.039–0.045 W m−2 K−1, with density of 100–140 kg m−3) (Gil 2012).
The specific heat capacity values varied between 0.59 and 0.85 kJ kg−1 K−1 and the thermal diffusivity values were found in the range of 2.0 to 3.5 × 10−7 m2 s−1 for the three bark particleboard density classes, respectively (the moisture content is 8%). The corresponding values for expanded cork agglomerate are reported as 1.70 kJ kg−1 K−1 and 1.8–2.0 × 10−7 m2 s−1, respectively (Wisherd and Wilson 1979). The reported specific heat capacity of single-layered wood particleboards (1.42 kJ kg−1 K−1) was between expanded cork agglomerate and Q. cerris bark particleboard (Gil 2012).
These results indicate that Q. cerris bark particleboards have heat insulation properties similar to those of wood-based composites and in order to obtain higher thermal insulation properties such as those of expanded cork agglomerates, board density should be reduced. In the case of Q. cerris bark where bark is mainly composed of phloem cells and the proportion of cork cells is comparatively low, bark density is high and different from those light barks used for thermal insulation boards (Kain et al. 2012, 2013, 2014, 2016; Pásztory et al. 2017). Therefore, a separation and fractionation of bark particles is necessary in order to increase the proportion of cork granules in the feedstock. The use of larger sized bark particles that are mainly composed of cork cells will reduce the density of the particleboard (Şen et al. 2016).
One interesting result is that the thermal diffusivity values of the particleboard are lower than those of synthetic expanded and extruded polystyrene insulators and approximately equal to mineral wool and polyurethane foams (Kain et al. 2013). This indicates a slower heat flow rate through the board, which is a promising feature.
5 Conclusion
Single-layered particleboards can be produced from the granulated Q. cerris bark containing cork and phloem granules using standard hot-press equipment and phenol–formaldehyde resin. The surface of the particleboards showed color variation between the different types of granules that may be an aesthetic advantage for some applications. The energy content of Q. cerris bark particleboards suggests their utilization in an energy platform after service life.
Compared with standard wood particleboards, the produced Q. cerris bark particleboards had lower mechanical properties but better thickness swelling properties and were thermally resistant to degradation at high temperatures. Although the present particleboards were adequate for exterior non-load bearing applications such as shed roof insulation, optimizations of the granulated feedstock and of the pressing conditions should be made to improve the mechanical properties of Q. cerris bark particleboards. The thermal conductivity values of the bark particleboards were similar to those of composite wood materials but thermal diffusivity values were promising.
The properties can also be improved by feedstock optimization. This includes trituration followed by separation of larger dimensioned particles mainly composed of cork while pressing optimizations include using higher press temperatures. Therefore, a non-utilized bark would become a valuable heat insulation material and increase the scope of its applications.
References
Anjos O, Pereira H, Rosa ME (2011) Characterization of radial bending properties of cork. Eur J Wood Prod 69(4):557–563
ASTM D5930–09 (2014) Standard test method for thermal conductivity of plastic by means of a transient line-source technique. American Society for Testing and Materials Standards. West Conshohocken
Baptista I, Miranda I, Quilhó T, Gominho J, Pereira H (2013) Characterisation and fractioning of Tectona grandis bark in view of its valorisation as a biorefinery raw-material. Ind Crop Prod 50:166–175
Blanchet P, Cloutier A, Riedl B (2000) Particleboard made from hammer milled black spruce bark residues. Wood Sci Technol 34:11–19
Cardoso S, Ferreira J, Quilhó T, Pereira H (2017) Cork of douglas-fir bark: impact of structural and anatomical features on usage. Ind Crop Prod 99:135–141
Carvalho LM, Costa CA (1998) Modeling and simulation of the hot-pressing process in the production of medium density fiberboard. Chem Eng Commun 170(1):1–21
Choi SJ, Park SH, Jeon JK, Lee IG, Ryu C, Suh DJ, Park YK (2013) Catalytic conversion of particle board over microporous catalysts. Renew Energy 54:105–110
European Standards EN 310 (1993) Wood based panels-determination of modulus of elasticity in bending strength. European Committee for Standardization. Rue de la Science 23 B-1040 Brussels, Belgium
European Standards EN 317 (1993) Particleboards and fibreboards-determination of swelling in thickness after immersion in water. European Committee for Standardization. Rue de la Science 23 B-1040 Brussels, Belgium
European Standards EN 319 (1993) Particleboards-determination of tensile strength perpendicular to the plane of the board. European Committee for Standardization. Rue de la Science 23 B-1040 Brussels, Belgium
European Standards EN 312 (2010) Particleboard specifications. European Committee for Standardization. Rue de la Science 23 B-1040 Brussels, Belgium
Ferreira JP, Quilhó T, Pereira H (2016a) Characterization of Betula pendula outer bark regarding cork and phloem components at chemical and structural levels in view of biorefinery integration. J Wood Chem Technol 37:1–16
Ferreira J, Miranda I, Sen U, Pereira H (2016b) Chemical and cellular features of virgin and reproduction cork from Quercus variabilis. Ind Crop Prod 94:638–648
Ferreira J, Miranda I, Gominho J, Pereira H (2016c) Chemical characterization of cork and phloem from Douglas fir outer bark. Holzforschung 70(5):475–483
Gil L (1994) Effect of hot pressing densification on the cellular structure of black agglomerated cork board. Holz Roh Werkst 52:131–134
Gil L (2009) Cork composites: a review. Materials 2(3):776–789
Gil L (2012) Cortiça, Ciência e Engenharia de Materiais de Construção (Science and Engineering of Construction Materials) (In Portuguese). In: Clara M, Gonçalves Fernanda, Margarido (eds). Ist Press, Lisbon
Günther B, Gebauer K, Barkowski R, Rosenthal M, Bues CT (2012) Calorific value of selected wood species and wood products. Eur J Wood Prod 70(5):755–757
Halligan AF (1970) A review of thickness swelling in particleboard. Wood Sci Technol 4:301–312
Harkin JM, Rowe JW (1971) Bark and its possible uses, USDA Forest Service Research Note FPL-091. http://www.fpl.fs.fed.us/documnts/fplrn/fplrn091.pdfS. Accessed 7 Apr 2017
Heo HS, Park HJ, Park YK, Ryu C, Suh DJ, Suh YW, Yim JH, Kim SS (2010) Bio-oil production from fast pyrolysis of waste furniture sawdust in a fluidized bed. Bioresour Technol 101:S91-S96
Isomet 2114 (2011) Thermal properties analyzer, User’s Guide Version 120712. Applied Precision Ltd, Bratislava
Kain G, Barbu MC, Teischinger A, Musso M, Petutschnigg A (2012) Substantial bark use as insulation material. For Prod J 62(6):480–487
Kain G, Barbu MC, Hinterreiter S, Richter K, Petutschnigg A (2013) Using bark as a heat insulation material. BioResources 8(3):3718–3731
Kain G, Güttler V, Barbu MC, Petutschnigg A, Richter K, Tondi G (2014) Density related properties of bark insulation boards bonded with tannin hexamine resin. Eur J Wood Prod 72(4):417–424
Kain G, Lienbacher B, Barbu MC, Plank B, Richter K, Petutschnigg A (2016) Evaluation of relationships between particle orientation and thermal conductivity in bark insulation board by means of CT and discrete modeling. Case Stud Nondestruct Test Eval 6:21–29
Kelly W (1977) Critical literature review of relationships between processing parameters and physical properties of particleboard. Gen. Tech. Rep. FPL-10. U.S. Department of Agriculture, Forest Service, Forest Products Laboratory Madison Wisconsin, Madison
Knapic S, Oliveira V, Machado JS, Pereira H (2016) Cork as a building material, a review. Eur J Wood Prod 74:775–791
Lakreb N, Bezzazi B, Pereira H (2015) Mechanical behavior of multilayered sandwich panels of wood veneer and a core of cork agglomerates. Mater Des 65:627–636
Leite C, Pereira H (2017) Cork-containing barks—a review. Front Mater 3:1–19
Miranda I, Gominho J, Mirra I, Pereira H (2013) Fractioning and chemical characterization of barks of Betula pendula and Eucalyptus globulus. Ind Crop Prod 41:299–305
Mota GS, Sartori CJ, Ferreira J, Miranda I, Quilhó T, Mori FA, Pereira H (2016) Cellular structure and chemical composition of cork from Plathymenia reticulata occurring in the Brazilian Cerrado. Ind Crop Prod 90:65–75
Olivella MA, Jové P, Şen A, Pereira H, Villaescusa I, Fiol N (2011) Sorption performance of Quercus cerris cork with polycyclic aromatic hydrocarbons and toxicity testing. BioResources 6(3):3363–3375
Ortuño TG, Rodríguez JA, García MTF, García MFV, García CEF (2011) Evaluation of the physical and mechanical properties of particleboard made from giant reed (Arundodonax L.). BioResources 6:477–486
Pásztory Z, Mohácsiné IZ, Gorbacheva G, Börcsök Z (2016) The utilization of tree bark. BioResources 11:7859–7888
Pásztory Z, Mohácsiné IR, Börcsök Z (2017) Investigation of thermal insulation panels made of black locust tree bark. Constr Build Mater 147:733–735
Pereira H (2007) Cork: biology, production and uses. Elsevier, Amsterdam
Pereira H (2012) The importance of biomass structure and chemical composition for biorefineries. In: 2012 IUFRO Conference. Lisbon, Portugal
Pereira H (2015) The rationale behind cork properties: a review of structure and chemistry. BioResources 10:6207–6229
Rios PDA (2007) Caracterização tecnológica e produção de painéis de cortiça de Kielmeyera coriacea Mart (pau-santo) (Technological characterization and production of cork panels from cork of Kielmeyera coriacea Mart (pau-santo)) (In Portuguese). M.Sc. Dissertation, Lavras University
Rowell RM, Imamura Y, Kawai S, Norimoto M (2007) Dimensional stability, decay resistance, and mechanical properties of veneer-faced low-density particleboards made from acetylated wood. Wood Fiber Sci 21(1):67–79
Şen A, Pereira H (2015) Evaluation of cork as a natural sorbent for oil spill treatments. In WASTES 2015–solutions, treatments and opportunities: selected papers from the 3rd edition of the international conference on wastes: solutions, treatments and opportunities. Viana Do Castelo, Portugal. CRC Press, United States
Şen A, Miranda I, Santos S, Graça J, Pereira H (2010) The chemical composition of cork and phloem in the rhytidome of Quercus cerris bark. Ind Crop Prod 31:417–422
Şen A, Quilhó T, Pereira H (2011a) Bark anatomy of Quercus cerris L. var. cerris from Turkey. Turk J Bot 35:45–55
Şen A, Quilhó T, Pereira H (2011b) The cellular structure of cork from Quercus cerris var cerris bark in a material’s perspective. Ind Crop Prod 34:929–936
Şen AU, Olivella A, Fiol N, Miranda I, Villaescusa I, Pereira H (2012a) Removal of chromium (VI) in aqueous environments using cork and heat-treated cork samples from Quercus cerris and Quercus suber. BioReources 7(4):4843–4857
Şen A, Miranda I, Pereira H (2012b) Temperature-induced structural and chemical changes in cork from Quercus cerris. Ind Crop Prod 37(1):508–513
Şen A, Van den Bulcke J, Defoirdt N, Van Acker J, Pereira H (2014) Thermal behaviour of cork and cork components. Thermochim Acta 582:94–100
Şen A, Pereira H, Olivella MA, Villaescusa I (2015a) Heavy metals removal in aqueous environments using bark as a biosorbent. Int J Environ Sci Technol 12:391–404
Şen A, de Melo MM, Silvestre AJ, Pereira H, Silva CM (2015b) Prospective pathway for a green and enhanced friedelin production through supercritical fluid extraction of Quercus cerris cork. J Supercrit Fluid 97:247–255
Şen A, Leite C, Lima L, Lopes P, Pereira H (2016) Industrial valorization of Quercus cerris bark: Pilot scale fractionation. Ind Crop Prod 92:42–49
Villeneuve E (2004) Utilisation de l´ecorce du peuplier faux-tremble pour la fabrication des panneaux de particules (Utilization of the bark of trembling aspen for the production of particleboards) (In French). M.Sc Dissertation, Laval University
Wellons JD, Krahmer RL (1973) Self bonding in bark composites. Wood Sci 6:112–122
Wisherd KD, Wilson JB (1979) Bark as a supplement to wood furnish for particleboard. Forest Prod J 29(2):35–39
Yang H, Yan R, Chen H, Lee DH, Zheng C (2007) Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 86(12–13):1781–1788
Yemele MCN, Blanchet P, Cloutier A, Koubaa A (2008) Effects of bark content and particle geometry on the physical and mechanical properties of particleboard made from black spruce and trembling aspen bark. For Prod J 58:48–56
Acknowledgements
The authors thank Professor Angelica de Cássia Carneiro and LAPEM Laboratory of Universidade Federal de Viçosa from Brazil, and Dr. Solange Araújo from Centro de Estudos Florestais (CEF), Instituto Superior de Agronomia, Portugal for their kind help in thermogravimetric and higher heating value determinations. Funding from Fundação para a Ciência e a Tecnologia (Portugal) is acknowledged for the corresponding author (Post-doctoral Grant, SFRH/BPD/87632/2012) and for the base funding of CEF (AGR/UID00239/2013).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lakreb, N., As, N., Gorgun, V. et al. Production and characterization of particleboards from cork-rich Quercus cerris bark. Eur. J. Wood Prod. 76, 989–997 (2018). https://doi.org/10.1007/s00107-017-1284-6
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-017-1284-6