
Abstract
Microwave is a useful and proven tool for increasing permeability of refractory wood and, thereby, it can be used for reducing drying time and defects. However, strength loss is always a concern. In this study, green timber boards were treated with microwave in two intensities, low microwave (LMW), 89 kWh/m3, and high microwave (HMW), 95 kWh/m3, and compared with control boards. Samples of all three treatments were kiln dried together. Density and selected mechanical properties were also assessed after drying. LMW, the treatment which presented the best results, showed reduction in some drying defects, such as collapse (20%), surface check length (84%), internal check length (50%) and internal check width (70%). Density, MOE and MOR on static bending were unchanged, whereas reductions in shear strength (13%) and compression strength parallel to grain (10%) were observed. HMW, on the other hand, produced higher strength reductions and more drying defects than LMW. Fine adjustments of LMW microwave power might bring drying benefits without strength losses.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Wood seasoning is a key component of high quality timber production (Vermaas 1995), but some species, known as refractory, present low wood permeability, which affects the seasoning process. This is a great concern for timber industry as these species need long periods of drying which increases the production cost significantly and are prone to generate drying defects, such as collapse, surface and internal checks, reducing quality and price of final products. Low permeability and high shrinkage rate of many Eucalypt species usually make the timber very difficult to season with no drying degrade (Vermaas 1995).
Various efforts for improving wood permeability have been made using different and creative strategies. Taghiyari (2013) used a thermo treatment to increase permeability of Fagus orientalis, Populus nigra and Carpinus betulus. Tanaka et al. (2010), in a preliminary study, increased transverse permeability of Douglas fir timber using ultrasonic treatment. In softwoods, a greater permeability can also be achieved using wood-degrading bacteria, which can digest pit membranes between tracheids (Singh et al. 2009, 2016).
Microwave (MW) treatment has been known as an effective method for increasing the permeability of refractory species. Boiling water inside the wood results in a sudden rise of pressure which damages some anatomical structures, such as ray cells, tyloses in angiosperms, and pit membranes in conifers (Torgovnikov and Vinden 2010).
By applying a microwave pre-treatment prior to kiln drying on Eucalyptus obliqua backsawn boards, Harris et al. (2008) increased the number of boards without drying defects from 31 to 55%. Torgovnikov et al. (2013) decreased drying duration by half and the number of boards with defects also by half after pre-treating timber of four Eucalyptus species with microwave before conventional drying was undertaken.
However, microwave can also reduce the strength of wood. Oloyede and Groombridge (2000) found reduction of tensile strength of 60% on Caribean pine dried with microwave, while Torgovnikov and Vinden (2009) found average reduction of 15% on both MOE and MOR on radiata pine after microwave treatment. Working with another lignocellulosic material, Yin et al. (2013) used microwave to intentionally reduce strength on sugar cane for an easier processing.
Even though many studies have been performed on microwave treatment of wood, no study was found which was related to the effect of microwave on wood drying and mechanical properties of the same samples.
The objective of this study was to evaluate the effect of MW treatment of Red Stringybark (Eucalyptus macrorhyncha) sawn timber on drying defects, as well as on selected physical and mechanical wood properties: density, MOE and MOR, compression strength parallel to grain and shear strength.
2 Materials and methods
2.1 Material
From a batch of green timber boards sawn from Red Stringybark (E. macrorhyncha) trees, the material for the present study was randomly selected. The trees, felled from a managed natural forest in Victoria, Australia, were estimated to be 50–60 years old. The logs diameter was in the range of 400–500 mm.
The dimensions of the boards were 30 × 90 × 2900 mm3 with average moisture content (MC) of 70.5% (ranging from 65 to 85%) and average density at 12% MC of 720 kg/m3.
2.2 Microwave equipment
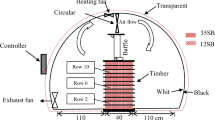
The 60 kW microwave system (Figs. 1, 2), available at The University of Melbourne, Creswick Campus, was used for the experiments. The system included a microwave power supply, waveguides, tuner, microwave applicator, water load, conveyor feed system and dynamic air system for the removal of vapour from the applicator and the prevention of water condensation on the walls of the applicator.

60 kW microwave experimental plant

Scheme of microwave applicator
Technical data for the microwave installation:
-
Microwave power output: 10–60 kW
-
Microwave frequency: 0.922 GHz
-
Max dimensions of timber: 90 × 90 × 4500 mm3
-
Feed speed range: 6–60 mm/s
-
Air heating power: 13 kW
-
Air temperature: 20–150 °C
The experiments were carried out using a nominal microwave power up to 15 kW with a vector E orientation parallel to the wood grain. The timber was moved by conveyor via the applicator with the long size of the lumber cross section in the vertical direction (Fig. 2). To prevent water condensation forming on the applicator surfaces, hot air (110 °C) was introduced into the applicator at a rate of 0.5–1.0 m/s.
2.3 Microwave treatment
Two microwave treatment schedules were used, called low level of microwave treatment (LMW) and high level of microwave treatment (HMW). The timber samples treated with these schedules were compared with non-treated wood (CTL). Specifications of each treatment are detailed in Table 1.
For choosing MW schedules, preliminary treatments were performed. Conveyor speed and applied energy level were varied in a range of 9–15 mm/s and 8–14 kW, respectively. LMW was the treatment with the lowest power capable of generating average temperature of about 100 °C in the board cross section and highest temperatures up to 115–125 °C (steam pressure 1.7–2.5 Bar) in local micro hot spots provided by microwave heating. This steam pressure is responsible for rupturing some elements of the wood structure. HMW was the treatment with the highest MW power which provided a more significant wood modification with the same average core temperature of 100 °C. Both MW treatments were conducted in order to promote a low degree of wood modification, as described by Torgovnikov and Vinden (2009), and induce small changes to wood structure, with the aim of reducing drying time without reducing the quality of dried timber.
Considering the conveyor speed shown in Table 1 and the length of the treated boards, 1900 mm, the time necessary for the MW treatments was 145 s for LMW and 190 s for HMW. MW energy in each treatment was expressed by the amount of energy absorbed by the wood, calculated with the thermodynamics equations for specific heat and latent heat.
To achieve a good comparison between treated and non-treated wood, the method of paired samples developed by Hansson and Antti (2003) was applied, as illustrated in Fig. 3. The use of the samples from the same board allows reducing differences in moisture content, wood anatomy and density between treated and untreated samples.

Paired sample scheme with full board (a) and microwave treated board (b)
Each microwave treatment was represented by 10 boards with their respective control pairs, totalizing 40 boards.
2.4 Drying process
After having the sample boards ends sealed with silicon to avoid excessive water loss from the butt ends, they were dried in the laboratory kiln. The drying schedule (Table 2) was selected based on Waterson (1997), but a schedule one step harsher than the schedule suggested for E. macrorhyncha was applied, aiming to deliberately produce drying defects for quantitative comparisons to be made afterwards.
Five random samples were chosen to monitor moisture content (MC) during the drying process; when they reached 20% MC, all samples were sent to the reconditioning chamber for 24 h (100% of ARH at 100 °C) and then sent back to the kiln for the final drying until 12% MC. To avoid case hardening, wet bulb depression was raised 1 °C per day when the MC was between 20 and 15%.
2.5 Sampling methods for various tests
From each board, samples for MC, prong test and cross section analysis were taken prior to reconditioning and after the whole drying process had been completed. The samples were taken at 120 mm from the board’s end to avoid taking samples with lower MC at the butt ends, even though the ends were sealed. From one end the samples for tests before reconditioning were taken. For after reconditioning tests, the samples were taken from the other end.
Moisture content of the samples was measured according to ASTM D0143 standard (American Society For Testing And Materials 2009).
Prong test was realized as shown in Fig. 4. A cross section slice 10 mm thick was cut from each board; the slice was cut into three pieces and, after removing the center piece, the distance between the two remaining pieces was measured. The measurement was redone 24 h later, after wood had been dried in room conditions. The aim of room conditioning was to obtain evenly distributed MC through the prong sample (Pratt et al. 2010).

Prong test scheme, with the board extracted from the kiln (a), cross section sample (b) and wood warping during the prong test (w)
The procedure was modified from Waterson (1997): instead of leaving a connection between the three parts, samples were completely cut into three pieces to allow their free movement while warping.
From each sample, a picture was taken from the whole cross section of the board before reconditioning and after final drying. Cross section area of each sample was measured and the percentage of the area loss in relation to green wood was calculated. Assuming shrinkage is virtually the same on samples from the same board, the difference found on treatments and control was assigned to collapse.
The images taken from cross sections after final drying were also used for measuring the number of checks, their length and width. Surface and internal checks were measured separately; the first ones being the checks reaching the surface of the boards and the second ones, also called honeycombs, the checks not reaching the surface.
After completing the drying process, samples were prepared for testing compression parallel to grain, shear and static bending according to ASTM D143 standard (American Society For Testing And Materials 2009). Tests were done on Instron universal testing machine, 50 kN capacity.
2.6 Analysis
All image analysis was done with the free software ‘Image J’ (Rasband 1997–2011).
Kruskal–Wallis test was chosen for the data analysis as the data did not show normal distribution (Yau 2013). The ‘R’ software (R Development Core Team 2016) was used for analysing the data and producing the graphs, where bars represent the average values of variables per treatment with standard error bars. Significance level adopted was 0.05 and different letters above the bars indicate significant statistical difference.
3 Results and discussion
3.1 Drying process
Because samples were distributed evenly between treatments by board type (back sawn × quarter sawn) instead of MC class, their MC levels varied randomly before microwave treatment was initiated. Samples treated with microwave were heated and had an extra water loss in relation to untreated samples before the drying process had already begun.
Figure 5 shows MC values for samples just before drying process (initial), before reconditioning and after completing the whole drying process.

Moisture content of samples at different stages of drying. CTL is untreated wood, LMW is wood treated with low level of microwave (89 kWh/m3) and HMW is wood treated with high level of microwave (95 kWh/m3)
While CTL and HMW were not statistically different for initial MC value (p-value = 0.478), LMW was different from CTL (p-value = 0.0075) and had initial MC level 10% lower than the others, 70, 69 and 60% respectively. LMW and HMW did not present difference in initial MC (p-value = 0.0837).
Reconditioning occurred on day 45 and drying process finished on day 56. As expected, boards with higher MC lost water faster than dryer boards, resulting in a MC not statistically different (p-values above 0.25) at the end of the whole process.
Wood MC tends to equilibrate with the moisture of the air surrounding it. Even though air moisture is always changing, theoretically the wood stops drying when it reaches the equilibrium moisture content (EMC), which depends on the air temperature and humidity (Wallis 1970). The higher the difference between wood MC and EMC the faster the wood dries, as boards MC approximates to EMC, wood dries slower. Therefore, boards drying in the same environment reach the same MC value in the end of the process, even if they had different initial MC values.
Nevertheless, prior to reconditioning, boards’ MC showed significant difference between the treatments. LMW and CTL were statistically different (p-value = 0.0126), while HMW was not different from CTL (p-value = 0.5601) or LMW (p-value = 0.0697). MC of CTL was significantly higher, about 20%, than the value for LMW samples before they were sent to reconditioning chamber. These differences follow the same pattern of initial MC and it is probably related to it. However, MC values of HMW were closer to CTL at the beginning of drying process and before reconditioning they were more similar to LMW values; an indication of higher permeability due to the stronger MW treatment.
3.2 Prong test
The prong test before reconditioning showed significant differences on warping in the samples at both stages of the test (Fig. 6). At the time of prong samples preparation, HMW and CTL were the only pair presenting statistical difference (p-value = 0.0026) on warping. This result shows a greater drying stress (compressed surface and centre in tension) on HMW samples in relation to CTL.

Wood warping on prong test at time zero after samples preparation (left), room conditioning, 24 later (centre) and the increase observed between 0 h and 24 h (right). CTL is untreated wood, LMW is wood treated with low level of microwave (89 kWh/m3) and HMW is wood treated with high level of microwave (95 kWh/m3)
The measurements taken after room conditioning showed different results, with CTL having the highest warping values and LMW the lowest ones (p-value = 0.0012).
According to Waterson (1997), high warping values on the prong samples observed after room conditioning are an indication of a drier surface in relation to the board core. This moisture gradient happens because the water from the board surface evaporates faster than water from the board core can travel to the outer layers of the board (Wallis 1970; Keey et al. 2000). This movement of water across the grain is much slower than along the grain (Bergman 2010).
As CTL samples had higher warping values at prong test after room conditioning, it suggests a greater gradient of moisture in this treatment in comparison to LMW and consequently a faster movement of water across the grain on LMW than CTL. These results indicate an increase in permeability caused by MW treatment, corroborating with He and Wang (2015). The cited authors observed significant increases in both permeability and moisture gradient on eucalyptus timber treated with MW when comparing to untreated wood.
The higher increase of warping values observed on CTL in relation to both LMW (p-value = 0.002) and HMW (p-value = 0.0172), 2.5 and 1.7 times, respectively, is a sign of an easier water loss on both microwave treatments in comparison to control, probably an effect of MW. On the other hand, LMW and HMW did not show statistical difference in increases in wood warping (p-value = 0.1879).
Increasing the energy applied to wood on MW treatment, by a longer treatment time or by a stronger MW power, wood becomes continuously more permeable, as demonstrated by He et al. (2017). Torgovnikov and Vinden (2009) had described this behavior and also emphasized the strength losses on stronger treatments.
Prong test on samples after the final drying, as expected (Waterson 1997), did not show movement of wood in any of the treatments, highlighting the efficiency of the reconditioning process.
3.3 Density
Results of average density are presented in Fig. 7. The density at 12% MC in HMW was lower compared to LMW (p-value = 0.013). CTL showed no difference in relation to LMW or HMW (p-values = 0.1537 and 0.1267, respectively).

Average density at 12% MC in kg/m3. CTL is untreated wood, LMW is wood treated with low level of microwave (89 kWh/m3) and HMW is wood treated with high level of microwave (95 kWh/m3)
Brodie (2006) suggested the decrease of 9% found in density of Eucalyptus regnans wood treated with microwave in comparison to untreated wood was due to small fractures that increased volume, but with the same mass. The checks presented by CTL, although not generated by MW, might have, as well, increased only the volume of the samples. LMW, on the other hand, presented MW checks which did not reduce density but may have allowed a decrease in drying checks.
3.4 Collapse
Cross section area loss in relation to green wood is shown in Fig. 8, the higher the value the higher the collapse.

Area loss in relation to green wood area (vertical axis = 100* (green wood area − dry wood area)/green wood area). CTL is untreated wood, LMW is wood treated with low level of microwave (89 kWh/m3) and HMW is wood treated with high level of microwave (95 kWh/m3)
On samples before reconditioning, no significant difference of area loss was found between treatments (p-values ranging from 0.2 to 0.54), even though MC on CTL samples (Fig. 5) was significantly higher (20%) in relation to LMW.
After final drying, LMW presented values for area loss 28% lower than CTL (p-value = 0.0192), a substantial decrease in collapse.
Not only the collapse in the very end of the process was lower in LMW, but the recovery after reconditioning was higher for both MW treatments. Collapse recovery on LMW and HMW was 11.1 and 12.3% respectively, while on CTL it was 8.9%. Chafe et al. (1992) call it recoverable collapse. As collapse is sometimes impossible to avoid, increasing recoverable collapse is of high relevance to wood industry as it helps to restore, at least partially, timber volume lost due to collapse.
Torgovnikov and Vinden (2010) report that although MW treatment reduces collapse on wood, this subject has not been meticulously studied. Finding that MW treatment can increase collapse recovery is a small but relevant contribution to a better understanding of the described issue.
3.5 Internal checks
Figure 9 shows the results of the internal checks measurements per each treatment.

Average and maximum internal checks measurements. CTL is untreated wood, LMW is wood treated with low level of microwave (89 kWh/m3) and HMW is wood treated with high level of microwave (95 kWh/m3)
The number of internal checks was statistically not different in all treatments, although the p-value of the comparison between HMW and CTL, 0.0727, was close to the significance level adopted.
Compared with non-treated wood (CTL) showed values twice as high for internal checks length in relation to LMW (p-value = 0.000), which, in turn, had values 37% higher than HMW (p-value = 0.0002). CTL had internal checks almost three times those on HMW samples.
The longest internal checks were also found on CTL samples, differing statistically from LMW (p-value = 0.0287) and HMW (p-value = 0.0034).
Internal checks width found for CTL was more than three times the value on LMW (p-value = 0.000) and 2.4 times the value found for HMW (p-value = 0.000). Maximum width of internal checks was 77% higher in CTL in relation to LMW (p-value = 0.0155), but not different from HMW (p-value = 0.0748).
LMW samples presented lower values in comparison to non-treated wood in all internal checks measurements besides number of checks, while HMW, in all but check number and maximum width.
In a study with Eucalyptus obliqua timber seasoning, Harris et al. (2008) found reduction in number of samples with internal checks when pretreated with microwave in two of the schedules analysed, what corroborates with results found in the present study.
As internal checks can be a consequence of collapse, the possible explanation for smaller and narrower internal checks in LMW is the lower collapse presented by this treatment (Fig. 8).
3.6 Surface checks
Figure 10 shows the data collected for surface checks.

Average and maximum superficial checks measurements. CTL is untreated wood, LMW is wood treated with low level of microwave (89 kWh/m3) and HMW is wood treated with high level of microwave (95 kWh/m3)
Likewise internal checks, no statistical difference between treatments was found for the number of surface checks (p-values above 0.74).
Maximum length of surface checks was also higher (120%) on CTL samples compared to LMW (p-value = 0.0112), with HMW not differing from LMW or CTL (p-values above 0.2).
No statistical difference was found in average surface check width or maximum check width, with p-values ranging from 0.2 up to 0.93.
Harris et al. (2008) found a significant reduction in depth and number of surface checks on E. obliqua wood treated with microwave when comparing to control samples. The same authors as above found that only 25% of treated samples presented surface checks deeper than 1/4 of the board thickness, compared to 82% in control samples. Deep surface checks (> 1/4 board thickness) occurred in 60% of samples from CLT and HMW, whilst they only occurred in 30% of LMW samples.
Compared with non-treated wood, LMW presented not only shorter surface checks on average, but also the longest surface checks were smaller, while HMW did not show statistical difference in relation to CTL in any variable.
3.7 Mechanical properties
Results of all mechanical properties tested are presented in Fig. 11.

Mechanical properties tested, compression strength parallel to grain, shear strength, modulus of elasticity (MOE) and modulus of rupture (MOR) on static bending. CTL is untreated wood, LMW is wood treated with low level of microwave (89 kWh/m3) and HMW is wood treated with high level of microwave (95 kWh/m3)
Both LMW and HMW showed lower values of compression strength parallel to grain and shear strength when compared to control, but no difference was found between MW treatments. Decrease in compression strength was of 10% for both microwave treatments in comparison to control (p-values < 0.02), whereas the shear strength was 13% lower in LMW samples and 20% lower in HMW samples in relation to control (p-values = 0.0144 and 0.0002, respectively).
The results of static bending test did not show significant difference between treatments in MOE nor MOR. Even though the microwave treatments decreased the compression and shear strength, there was no reduction in MOE nor MOR. While HMW × CTL and LMW × CTL presented high p-values on MOE (0.1489 and 0.4933, respectively), p-value for HMW × LMW (0.0673), although not statistically different, was close to the significant level adopted (0.05). On the other hand, on MOR, LMW × CTL presented very high p-value (0.91) and CTL × HMW and HMW × LMW high p-values, 0.11 and 0.13, respectively.
It was expected that some reduction in both MOE and MOR would occur, as static bending combines compression, tension and shear stresses (Gere and Goodno 2008); however, no reduction was observed.
According to Torgovnikov and Vinden (2010), a low level of microwave modification of wood (such as the ones applied in this study) does not affect MOE and MOR. Compere (2005) also applied a low level of microwave modification and did not find difference in MOE, MOR or hardness in timber of red oak, hard maple and yellow poplar. Koiš et al. (2014) found no reduction of MOE and MOR on microwave treated wood of Picea abies, when using the same level of microwave modification.
After applying a high level of microwave modification to Eucalyptus globulus wood, Torgovnikov et al. (2015) found reductions of 60% on MOR and 43% on MOE. At this level of treatment, wood reaches temperatures above 150 °C (Torgovnikov and Vinden 2009), different from the present study, where maximum wood temperature was 100 °C. Arshanitsa et al. (2016) found chemical changes in wood treated with MW only above 150 °C, a possible reason why LMW and HMW did not present reductions in MOE and MOR.
Oloyede and Groombridge (2000), after drying Caribbean pine timber using microwave method, found a decrease of up to 60% in wood strength (MOE and MOR) compared with kiln dried samples. However, Hansson and Antti (2003) dried Norway spruce wood with similar methods to the above authors and, comparing it to conventional drying methods, found no reduction in MOE or MOR.
The results described above suggest that different species react differently to microwave treatment and the higher the energy absorbed by wood (by time of exposure or power used) the higher the reduction in strength properties. A fine adjustment of the microwave level for each species could probably bring satisfactory results in terms of drying time and defects without significant decrease in mechanical properties.
4 Conclusion
In general, between all three treatments analysed, LMW showed the best results in terms of drying: a more even MC distribution, no density reduction, shorter and narrower surface and internal checks, lower collapsed area and higher collapse recovery. HMW presented density reduction as well as wider and longer surface checks.
Even though reductions on shear strength (13% on LMW and 20% on HMW) and compression strength (10% on both MW treatments) were found on microwave treated samples, MOE and MOR on static bending were unchanged.
Low level of microwave treatment (LMW) presented the best overall results and studies on fine adjustments of this treatment should be done in order to find the exact point where permeability is increased with no strength losses.
References
American Society for Testing and Materials (2009) ASTM D143—standard test methods for small clear specimens of timber. ASTM International, West Conshohocken, PA
Arshanitsa A, Dizhbite T, Bikovens O, Pavlovich G, Andersone A, Telysheva G (2016) Effects of microwave treatment on the chemical structure of lignocarbohydrate matrix of softwood and hardwood. Energy Fuels 30(1):457–464
Bergman R (2010) Drying and control of moisture content and dimensional changes. In: Forest Products Laboratory (2010) Wood handbook—wood as an engineering material. General technical report FPL-GTR-190. Madison, WI: U.S. Department of Agriculture, Forest Service, Forest Products Laboratory
Brodie G (2006) Microwave treatment accelerates solar timber drying, 2006 ASABE annual international meeting, pp 1–11
Chafe SC, Barnacle JE, Hunter AJ, Ilic J, Northway RL, Rozsa AN (1992) Collapse: an introduction. CSIRO Division of Forest Products, Melbourne
Compere AL (2005) High-speed microwave treatment for rapid wood drying. Quarterly Status Report 24. Office of Industrial Technologies, US Department of Energy, Washington, DC, pp 229–236
Gere JM, Goodno BJ (2008) Mechanics of materials, 6th. edn. Thomson Learning, Belmont
Hansson L, Antti AL (2003) The effect of microwave drying on Norway spruce woods strength: a comparison with conventional drying. J Mater Process Technol 141:41–50
Harris GA, Torgovnikov G, Vinden P, Brodie GI, Shaginov A (2008) Microwave pretreatment of backsawn messmate boards to improve drying quality: part 1. Drying Technol 26(5):579–584
He Q, Wang X (2015) Drying stress relaxation of wood subjected to microwave radiation. BioResources 10(3):4441–4452
He X, Xiong X, Xie J, Li Y, Wei Y, Quan P (2017) Effect of microwave pretreatment on permeability and drying properties of wood. BioResources 12(2):3850–3863
Keey RB, Langrish TAG, Walker JCF (2000) Kiln-drying of lumber. Springer, Berlin
Koiš V, Dömény J, Tippner J (2014) Microwave device for continuous modification of wood. BioResources 9(2):3025–3037
Oloyede A, Groombridge P (2000) The influence of microwave heating on the mechanical properties of wood. J Mater Process Technol 100(1–3):67–73
Pratt GH, Coday AE, Maun KW (2010) Timber Drying Manual. Third Edition. IHS BRE Press, Bracknell
R Development Core Team (2016) “R: a language and environment for statistical computing”. R Foundation for Statistical Computing, Vienna. http://www.r-project.org/. Accessed 21 July 2016
Rasband WS (1997–2011) ImageJ. U.S. National Institute of Health, Bethesda, Maryland. http://imagej.nih.gov/ij/. Accessed 14 Mar 2014
Singh AP, Schmitt U, Dawson BSW, Rickard C (2009) Biomodification of radiata pine to enhance penetrability. New Zealand J Forest Sci 39:145–151
Singh AP, Kim YS, Singh T (2016) Chap. 9 - Bacterial degradation of wood. In: Kim YS, Funada R, Singh AP Secondary xylem biology. Academic Press, Boston, pp 169–190
Taghiyari HR (2013) Effects of heat-treatment on permeability of untreated and nanosilver-impregnated native hardwoods. Maderas Ciencia y Tecnología 15(2):183–194
Tanaka T, Avramidis S, Shida S (2010) A preliminary study on ultrasonic treatment effect on transverse wood permeability. Maderas Ciencia y Tecnología 12(1):3–9
Torgovnikov G, Vinden P (2009) High-intensity microwave wood modification for increasing permeability. Forest Prod J 59(4):84–92
Torgovnikov G, Vinden P (2010) Microwave wood modification technology and its applications. Forest Prod J 60(2):173–182
Torgovnikov G, Harris G, Vinden P (2013) Microwave hardwood modification technology for fast timber drying. Conference paper. September 16–19, Nottingham, UK. In: Proceedings 14th International Conference on microwave and high frequency heating, pp. 108–111
Torgovnikov G, Vinden P, Balboni BM (2015) Microwave conversion of plantation grown blue gum (Eucalyptus glubulues L’Herit) wood to Torgvin and impregnation with a metal alloy. J Mater Sci Eng Adv Technol 11(1):1–19
Vermaas HF (1995) Drying eucalypts for quality: material characteristics, pre-drying treatments, drying methods, schedules and optimization of drying quality. Suid-Afrikaanse Bosboutydskrif, Pretoria n. 174:41–49
Wallis NK (1970) Australian timber handbook, 3rd edn. Angus and Robertson, Sydney
Waterson GC (1997) Australian timber seasoning manual. Australasian Furnishing Research & Development Institute Ltd, Launceston
Yau C (2013) R tutorial with Bayesian statistics using OpenBUGS. E-book. Palo Alto: Chi Yau. http://www.r-tutor.com/content/r-tutorial-ebook. Accessed 14 Nov 2014
Yin L, Singh P, Brodie G, Sheehan M, Jacob MV (2013) Experimental and simulation approaches: effect of microwave energy on mechanical strength in sugarcane. Aust J Multi Discip Eng 10(2):120–128
Acknowledgements
This study was supported by The University of São Paulo and The University of Melbourne. The authors also acknowledge great contributions provided during wood drying experiments by Mr. Rob Rule and his team at the Timber Training Centre Creswick and Mr. Gerry Harris, School of Ecosystem and Forest Sciences, The University of Melbourne, for suggestions made during the project planning.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Balboni, B.M., Ozarska, B., Garcia, J.N. et al. Microwave treatment of Eucalyptus macrorhyncha timber for reducing drying defects and its impact on physical and mechanical wood properties. Eur. J. Wood Prod. 76, 861–870 (2018). https://doi.org/10.1007/s00107-017-1260-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-017-1260-1