
Abstract
During the manufacture of veneers cracks and other damages occur. These damages impair and reduce the veneer cross-section. By means of microscopic investigations cracks and damages in veneer cross-sections were documented and measured. These investigations were conducted with industrially sliced 0.3, 0.6 and 1.2 mm thick veneers. The results determine the residual cross-sections in dependence of veneer thickness which can be used for numerical calculations.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Veneers are thin sheets of wood manufactured by slicing or peeling. The veneer thickness varies with regard to different applications. DIN 4079 (2016) defines nominal thicknesses for face veneers. The nominal thickness ranges between 0.5 and 0.6 mm, but other thicknesses are also available. In general, sliced veneers can be produced in a range from approximately 0.3 mm to more than 2 mm.
During the slicing or peeling process, cracks and other damages occur, independent from the method of manufacture. Investigations concerning cracks in veneers were mainly conducted with peeled veneer (Pałubicki et al. 2010; Dupleix et al. 2012; Tomppo et al. 2009; Antikainen et al. 2015; Pot et al. 2015). Pałubicki et al. (2010) investigated the crack depth in different veneer thicknesses between 0.7 and 3.0 mm. They found that cracks start to appear from a certain veneer thickness and increase with increasing veneer thickness. At 0.7 mm thick veneers, cracks could not be found. Furthermore they found that the crack depth of 3 mm thick veneers amounts to about 70% of their thickness. Antikainen et al. (2015) studied cracks at 3.4–3.5 mm thick veneers peeled at different softening temperatures. They observed that the crack depth decreases with increasing crack quantity. Furthermore, they found a lower crack depth with increasing softening temperatures. Pot et al. (2015) have investigated 3 mm thick peeled beech veneer. Their investigations confirmed the correlation between crack depth and crack frequency. They have determined a crack depth between 10 and 60% and 2.5–5.9 cracks per cm.
Dupleix et al. (2012) investigated cracks of 3 mm thick beech, birch and spruce veneers in dependence of heating parameters. They found that the crack distribution is a function of heating temperature. In dependence of the heating parameters, the measurements yielded crack depths between 20 and 90% of veneer thickness for beech veneer.
Tomppo et al. (2009) conducted investigations on 1.5 mm thick peeled birch veneers. Among others they have determined a crack depth between 34 and 57% of the veneer thickness, a crack angle between 43° and 54° and between 6.8 and 9.5 cracks per cm. Thibaut and Beauchêne (2004) investigated different phases of the crack development during veneer production. They have shown that the adjustment of the nose bar pressure has an important influence on crack formation. With an optimized adjustment, 2–3 mm thick veneers could be manufactured without cracks in the laboratory scale.
Altogether the conducted studies concerning cracks in veneers prove a consistent occurrence of cracks caused by the peeling process. The cracks appear throughout the veneer sheet. Such cracks are damages that impair and reduce the veneer cross-section. Antikainen et al. (2015) summarized that tensile strength perpendicular to the fibre direction correlates strongly with crack depth in veneers. Pot et al. (2015) give more information about the impact of lathe check on LVL bending properties.
For the use of veneer in technical or other applications, calculations become more and more necessary (see Pot et al. 2015). The basis of each technical calculation is the dimension of the elements used. The investigations represented in this study show which veneer cross-sections are realistically present to develop calculations and models close to reality. By means of microscopic investigations cracks and damages of different veneer cross-sections were documented and measured.
2 Materials and methods
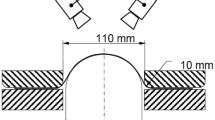
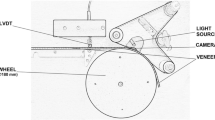
For the investigations, sliced veneers were used. The use of sliced veneers allows to some degree a consideration of the anatomical direction. In general, veneers manufactured by a slicing process are usually thinner than veneers manufactured by a peeling process. That is why, considering the studies known from literature, comparable thin veneers were investigated. To verify an influence of the thickness on the development of cracks (compare Pałubicki et al. 2010), different thicknesses of 0.3, 0.6 and 1.2 mm were regarded. One beech log (Fagus sylvatica L.) was sliced in the veneer slicing factory Furnierwerk Prignitz, Germany, under common production conditions. Thereto the log with a diameter of 0.57 m was slowly heated to a temperature of 87 °C in a closed trough. This temperature was held constant and reduced to 65 °C before removing. The whole dwell time for softening in the trough amounted to 137 h. All veneers were flat sliced. The veneers were gently dried in a three step process. The temperature in the first step amounted to 150 °C, in the second step 160 °C. In the third step the veneers were cooled down with fresh air. The cycle time for one veneer was 108 s. The cutting direction as well as the crack side of the veneer was marked during the manufacturing process so this information was available a priori within the scope of the investigations described here. From each veneer thickness, six specimens with a width of about 15 mm were prepared for microscopic investigations. Thereto, the veneer stripes were gently curved with the crack side pointing outwards so that the cracks were slightly opened and became visible. Then the stripes were embedded in epoxy resin and ground. All cracks were observed with an incident light microscope and measured with the software vidmess 2016.
The crack and ray angles were estimated as angle to the perpendicular of the veneer surface. The residual thickness means the minimal thickness of a veneer caused by surface outbursts. Nominal thickness, residual thickness and ray angle were measured five times at each specimen and averaged.
3 Results and discussion
3.1 Crack angle
The measured values are shown in Fig. 1a. Microscopic investigations show acute angles as well as obtuse angles between cracks and rays, meaning that the cracks arise independently of the anatomical direction of the veneer during cutting. Thus, the direction of cracks is only influenced by the knife and the cutting direction. So an absolute angle is defined as a result of the cutting conditions, independent of the direction of crack in relation to the rays.

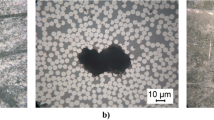
a Measured values on veneer cross-section. b Cracks (indicated by arrows) in a 1.2 mm veneer
For all veneer thicknesses, the crack angles lie in a range between approximately 10° and 80°, independent of the ray angle. Within every specimen, the crack angles show great variability. Thus, the crack angles include almost the whole possible range, which is why a comparison with literature values is unreasonable. An influence of ray angles on crack angles cannot be proven. Obviously, other tissue parts have a greater influence on the crack progress. Probably, the fundamentally influencing variable is the structure of wooden tissue (vessels, parenchyma cells etc.) at the crack place, exemplarily shown in Fig. 1b. However, by means of the measurements it can be assumed, if crack and ray run into the same direction and build an acute angle, the crack follows rather the ray than cutting the ray. The main influence on the crack progress is the cellular structure with vessels and fibres. Only with this understanding, the high crack angle distribution can be explained. However, the knife and the cutting conditions undoubtedly affect the crack development.
An influence of veneer thickness cannot be evaluated.
3.2 Crack depth and number of cracks
Figure 2a shows the crack depths related to the corresponding veneer thickness. All veneers have crack depths between 10 and 60% of the veneer thickness. Thus, they have a very large distribution. On average the crack depth lies between 30 and 40% of the veneer thickness. Hence, the values are in accordance with the results by Tomppo et al. (2009) who determined a crack depth between 34 and 57% for 1.5 mm thick peeled birch veneer. Obviously, the veneer thickness does not have an influence on the relative crack depth in a range of 0.3–1.5 mm thick veneers. In this case, cracks up to 60% of the veneer thickness have to be expected.

a Crack depth related to veneer thickness (value perpendicular to the surface). b Number of cracks per mm veneer cross-section. c Residual, intact veneer thickness (without outbursts) related to the nominal thickness
Figure 2b shows the number of cracks. The 1.2 mm thick veneers exhibit all in all the slightest number of cracks. The values comprise a range between 0.7 and 1.1 cracks per mm, on average 0.9 cracks per mm. These values are in accordance with the results by Tomppo et al. (2009) who determined 0.7–0.9 cracks per mm for the 1.5 mm thick peeled veneer. Regarding the 0.3 and 0.6 mm thick veneers, the number of cracks is on a clearly higher level. For both veneer thicknesses the number of cracks is in the same range, but the 0.3 mm thick veneers have a wider distribution. Furthermore, the box of the 0.6 mm boxplot indicates a greater number of cracks for these veneers.
These observations are in accordance with the results by Pałubicki et al. (2010). They also found a decreasing number of cracks per cm with an increasing veneer thickness from 1.5 up to 3 mm thick veneers. This behaviour is confirmed by our investigations regarding the 0.6 and 1.2 mm thick veneers but not for the thinner veneer (Fig. 2b).
The reason for the inconsistent behaviour of the number of cracks for thinner veneers in the investigations may be the cellular structure. Single large structural elements, such as large vessels, represent failure points, when stress occurs. Considering the cross-section of thin veneers (0.3 or 0.6 mm thickness), such failure points comprise a large area of the cross-section (compare Fig. 1a, that shows a 0.3 mm thick veneer) compared to the cross-section of thicker veneers. In general, these large structural elements could induce cracks. However, with decreasing veneer thickness the influence of single large structural elements increases because there is less sustaining tissue around them. This fact also explains the higher distribution of the very thin 0.3 mm thick veneers.
3.3 Residual cross-section
Independent of the bending stress due to slicing, the veneer cross-section is reduced because of an “eroded” surface. Due to the manufacture and the processing, outbursts occur at the surface. At locations with outbursts, the real cross-section is lower than the nominal thickness (compare Fig. 1a). Figure 2c shows the residual cross-section that remains undamaged. The measuring values were related to the nominal thickness, so that the diagram shows the percentage of the cross-section that remains undamaged and can be supposed as really existing cross-section.
As can be recognized in Fig. 2c, the residual cross-section increases with increasing veneer thickness. Thereby, the absolute values of outbursts differ in a quite small area. They range between 161 µm (0.3 mm veneer) and 202 µm (1.2 mm veneer). Only the relation to nominal thickness reveals the differences. Thus, the undamaged residual thickness amounts to 1 mm for the 1.2 mm thick veneers, 0.39 mm for the 0.6 mm thick veneers and only 0.15 mm for the 0.3 mm thick veneers (on average).
4 Conclusion
The results presented in this study show facts that should be considered for calculations requiring a veneer cross-section.
The crack angles result from the cutting conditions. The progress of a crack in the veneer strongly depends on the tissue structure. For all veneer thicknesses, the crack angles lie in a range between 10° and 80°. Within every specimen, the crack angles distribute strongly. With these results, establishing a calculation rule is unreasonable.
Obviously, the veneer thickness does not have an influence on the relative crack depth of 0.3–1.2 mm thick veneers. So a crack depth of 60% of the veneer thickness should be supposed for calculations.
The number of cracks depends on the veneer thickness. The 1.2 mm thick veneers exhibit fewer cracks than the 0.3 and 0.6 mm thick veneers. The reason for this behaviour is seen in the influence of single large structural elements which increase with decreasing veneer thickness. Evaluation of both results, crack depth and number of cracks, leads to the conclusion that the thin veneers (0.3 and 0.6 mm) are damaged strongly. If a good mechanical loading capacity was desired the veneer should not be weakened by strong damages. Thus, veneers with a thickness of more than 0.6 mm should be used.
These results are in agreement with available literature results. Thus, the results, known from laboratory tests (Pałubicki et al. 2010; Dupleix et al. 2012; Tomppo et al. 2009; Antikainen et al. 2015; Pot et al. 2015) were confirmed with the current measurement values, which were obtained from industrially produced veneer.
The residual thickness increases clearly with increasing veneer thickness. Independent of cracks, the determined values shown in Fig. 2c should be used as cross-section for calculations.
References
Antikainen T, Eskelinen J, Rohumaa A, Vainio T, Hughes M (2015) Simultaneous measurement of lathe check depth and the grain angle of birch (Betula pendula Roth) veneers using laser trans-illumination imaging. Wood Sci Technol 49:591–605
Dupleix A, Denaud LE, Bleron L, Marchal R, Hughes M (2012) The effect of log heating temperature on the peeling process and veneer quality: beech, birch, and spruce case studies. Eur J Wood Prod 71(2):163–171
Pałubicki B, Marchal R, Butaud JC, Denaud LE, Bleron L, Collet R, Kowaluk G (2010) A method of lathe checks measurement; SMOF device and its software. Eur J Wood Prod 68:151–159
Pot G, Denaud LE, Collet R (2015) Numerical study of the influence of veneer lathe checks on the elastic mechanical properties of laminated veneer lumber (LVL) made of beech. Holzforschung 69(3):337–345
Thibaut B, Beauchêne J (2004) Links between wood machining phenomena and wood mechanical properties: the case of 0°/90° orthogonal cutting of green wood. In: Proceedings of the 2nd international symposium on wood machining. BOKU—University of Natural Resources and Applied Life Sciences, Vienna, Austria, pp 149–160
Tomppo L, Tiitta M, Lappalainen R (2009) Ultrasound evaluation of lathe check depth in birch veneer. Eur J Wood Prod 67:27–35
Acknowledgements
The research project these investigations are based on was financially supported by the Federal Ministry of Economics and Technology of Germany (Grant Reference 18557 BR).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Buchelt, B., Wagenführ, A., Dietzel, A. et al. Quantification of cracks and cross-section weakening in sliced veneers. Eur. J. Wood Prod. 76, 381–384 (2018). https://doi.org/10.1007/s00107-017-1238-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-017-1238-z