
Abstract
The objective of this research was to investigate the technical feasibility of producing plywood by green-gluing technology. 2.5 mm thick rotary cut veneers obtained from steamed maritime pine (Pinus pinaster Ait.) logs were used. Plywood was manufactured under vacuum with veneers in a wet state. Five-layer plywood panels were produced using a one-component polyurethane adhesive to evaluate the effects of two parameters, the wood moisture content and the amount of adhesive, on the mechanical properties of plywood. First, a full factorial experimental design was realised to study the bond performance. Shear tests were carried out in order to determine the bond quality and failure type. It was observed that the values of plywood panels’ shear strength depend more on the wood moisture content than on the amount of adhesive applied. A model representing the shear strength of the panels according to the manufacturing parameters was established by using statistical analyses. Another part of this study focused on microscopic observations of the bondline in order to get information about the joint morphology and the degree of adhesive penetration into the wood structure. Results suggested that definite proportions of water (moisture content between 30 and 60 %) and adhesive have to be present on wood surface when gluing to create efficient bonds. These analyses were followed by the panel’s characterisation in flexure to validate the process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Interest in green wood gluing has grown during the second half of the 20th century and new adhesive formulations have been developed to make possible the gluing of wood in a green state (above fibre saturation point). Wet wood gluing has mainly been studied for glulam and finger jointing processes and this technology leads to improved material yield and increased wood flexibility. Contrary to the traditional gluing processes, wastes or defects (knots, cut offs, etc.) are not dried. Only the final product is dried. Studies of green wood gluing have been carried out with different adhesives (Strickler 1970; Dunky et al. 2008), such as phenol resorcinol formaldehyde (PRF) or melamine urea formaldehyde (MUF). Later, the New Zealand Forest Research Institute developed Greenweld®, a modified PRF adhesive (Parker 1994). Soybond®, a two-component adhesive system, was also produced (Kriebich et al. 1997) specifically for green wood gluing. One-component polyurethane adhesives were developed with the same objective. The mechanical, morphological and chemical properties of this type of adhesives have been detailed in Pommier and Elbez (2006), Karastergiou et al. (2008), Ren (2010), Serrano et al. (2010), Sterley et al. (2012). All these research studies showed positive results for the structural use of green-glued wood. When applied to wet wood, the polyurethane pre-polymer reacts with the free water and with the water bound to the wood, and this reaction frees the hydroxyl sites (–OH) of wood cell wall components (Morlier et al. 2002). Then physical and chemical bonds are formed between the wood and the adhesive when the remaining polyurethane pre-polymer reacts with these sites. So the adequate proportion of water and adhesive has to be defined in order to get enough water to react with the pre-polymer of polyurethane and to have enough adhesive to create bonds with the wood cell wall components.
In this study, the most interesting advantage of using green wood is its bending capacity. Green plywood manufacturing is associated with the fact that veneers can be bent using neither high pressure nor high temperature during the green gluing process. The wood shrinkage during drying is limited by the 0°/90° orientation of the plies in plywood (wood shrinkage is larger in the tangential direction, and negligible in the longitudinal direction). Plywood can be bent in a mechanical press between moulds or else by using a vacuum press (Goldman 1946; Ngo and Pfeiffer 2003; Heebink 1953). When the vacuum is activated, a differential pressure is created between inside and outside the bagging film that forces the plywood against the mould. Moreover, the adhesive migrates through the wood cells. Moulded plywood technology has been developed by the boating and aviation industries at the beginning of the 20th century and it has several technical benefits, such as no dimensional limitations, variable thicknesses and shapes allowed in one product, and uniform pressure distribution all over the moulded plywood. The equipment required is also low cost and easy to use. These benefits led the authors to use this process in this work on the manufacture of the shaped hull. However, a limitation of this process is that dry veneers conform to very curved moulds with difficulty because they are quite brittle. This drawback could be minimised by using wet veneer.
Regardless of the gluing process used, the bond strength depends on the interaction forces between the wood surfaces and the adhesive. Several theoretical models are known, such as mechanical interlocking of the adhesive into the asperities of the wood surface or the formation of chemical bonds across the adhesive–substrate interface. Physical attractive forces (Van der Waals) also participate at the level of adhesion between veneers and also surface energy or interface rheology (Meynis de Paulin 1977; Elbez 2002; Gardner 2001). Among these models, the degree of adhesive penetration in a wood structure is assumed to affect the bond performances significantly (Kamke and Lee 2007; Hass et al. 2012; Johnson and Kamke 1992).
In this work, the manufacture of plywood panels glued in the wet state under vacuum was studied. These panels are intended to form boat hulls, so they should be suitable for exterior use (NF EN 314, class 3).
The literature and previous research allowed the fixing of some plywood manufacturing parameters, but the effects of the wood moisture content and the amount of adhesive on the mechanical properties of the panels remain unknown and are investigated experimentally in this study. Microscopic observations were also performed to compare the adhesive penetration in the different configurations studied, and to better understand the gluing phenomena.
2 Materials and methods
2.1 Planning of the experiments
The design of experiments (DOE) method (Louvet and Delplanque 2005) was performed to quantify the influence of two factors, the wood moisture content during gluing (named MC) and the amount of adhesive applied (named G) on the bond quality. Two levels of the factor G and four levels of the factor MC were tested (Table 1).
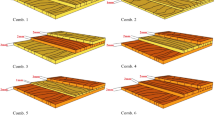
The eight possible combinations of factors and levels are presented in Table 2. Since a full factorial design was used, each of the eight points defining the domain of study relates to a panel manufacture.
The reference of a panel is 1 when G = 250 g/m2 and 2 when G = 500 g/m2, followed by the wood MC.
2.2 Panels production
2.5 mm thick Pinus pinaster Ait. rotary cut veneer (from Rol Pin, Labouheyre, France) was used for plywood manufacture. Wood plies were selected defect free, with a regular slope of grain in order to avoid their effect on test results. Only sapwood was taken into account in this work. They were transported from the company immediately after the rotary cutting step (wood MC ≥100 %). Then veneers were cut to the panels’ dimensions and dried until the expected moisture content was reached. To determine the moisture content of veneers two methods were employed, depending on the final MC required. First, all the samples were placed in a conditioning chamber at 20 °C, 65 % of air relative humidity (RH). In the case of plies at final MC = 12 %, the weight of exposed samples was recorded every 24 h until equilibrium moisture content (MC = 12 %) was reached. For samples at final MC = 30, 60 and 100 %, the weight was recorded at scheduled times. The weight of plies according to moisture content was estimated using the oven dry density of 30 supplementary pieces of wood kept after veneers were cut to panel’s dimensions. Oven dry density of the wood used was between 450 and 550 kg/m3. Then the wood plies were taken off the chamber and glued as soon as the expected MC was obtained. The adhesive used was a one-component polyurethane (ref: Collano RP 2554) with a viscosity of 1000 mPa/s at 20 °C, developed from the adhesive patented (Morlier et al. 2002) for green plywood gluing. 5-ply plywood panels were made maintaining the vacuum process over 24 h (Fig. 1). In this process, wood plies were spread with adhesive and then placed successively at 0° and 90° on the mould. Different films were put on the plywood: a peel ply to avoid adhesion between the plywood and other films, then a perforated film to avoid too much adhesive migrating out of the panel and, to finish, a bleeder to absorb the excess water and adhesive coming from the panel.

Vacuum system used for plywood manufacturing
A bagging film was sealed to the mould using a sealant tape. It allowed the air-proofing of the system, needed to maintain the vacuum pressure on the plywood during the adhesive curing. A manometer controlled the pressure; the adjusted values varied between 850 and 900 mbar for the different panels realised. After being pressed under vacuum, the panels were conditioned at 65 % of RH and 20 °C until the required wood MC (12 %) was reached. Three boards, 600 × 600 × 13 mm3 in size, were produced for each configuration (Table 2).
2.3 Bond quality
Bond line shear properties are the most prejudicial characteristics for plywood products. Testing these properties according to NF EN 314-1 (1993) is a common way to determine plywood quality in the industrial plywood sector. It also defines plywood classification; in this case, the manufactured panels should meet the standard mechanical requirements for outdoor use (class 3, EN 314-2 1993). Focus was put only on the considered class 3. 20 samples per panel configuration were cut and tested. The bond line shear strength tests were performed on half of the samples which were immersed for 24 h in cool water (20 ± 3 °C, Treatment I). For the 10 other samples, more severe conditions were applied (Treatment II, 72 h in boiling water before being cooled in 20 ± 3 °C water until the samples reached 20 °C), to observe the bond behaviour. Tests were performed on wet samples (12.5 × 25 × 150 mm3), in standard laboratory conditions (20 °C, 65 % RH). The shear strength was estimated using Eq. (1):
where τ is the shear strength (N/mm2), P is the fracture load (N), L is the length of shear area (mm), b is the width of shear area (mm) (EN 314 1993).
The response of the panels to the shear load was measured for each configuration and each treatment (for the 2 × 8 × 10 tested samples) and compared to NF EN 314 standard assumptions (for class 3). The shear strength values are shown in Table 3. The percentage of wood failure in the shear zone and the shear strength data were also measured according to NF EN 314 (1993), and compared to the standard requirements after the pre-treatments of the different samples.
2.4 Microscopic observations
In order to get information on the joint morphology, light microscopic observations were made on panels’ adhesive joints. Optical microscopy was carried out to visualise the internal microstructure of the green-glued plywood (Ren 2010). Samples were extracted from different places in the panel, in order to get a representative view of the adhesive joint. Six samples of 1 × 2 × 0.8 cm3 in size were taken from each panel’s configuration. Slices were cut from these samples using a sliding microtome.
2.5 Panels’ characterisation in flexure
Panel flexural properties along and perpendicular to the grain of the outside veneer were tested to characterise the plywood panels. The panels’ modulus of rupture (MOR) and the modulus of elasticity (MOE) were determined with the four point bending test device (named BOGUI) described by Bos and Guitard (1995) and presented in Fig. 2. This BOGUI device has been developed to test thin laminated plates as plywood. It requires a bearing on each of the 4 pin supports in order to avoid undesired effects, such as the anticlastic curvature or the coupling of bending and torsion when determining elastic properties of the panels (Bos 1995).

Panel sample tested using BOGUI device, and related schema 1 Bearing, 2 2 points support, 3 longitudinal LVDT, 4 transverse LVDT, 5 plywood sample, 140 × 500 × 13 mm3. P load applied, a distance from support to adjacent load (mm), L 1 span between deflection measurement points, w 1 longitudinal deflection, L′ 1 span between the two central loading points, e panel thickness
MOE (N/mm2) and MOR (N/mm2) of several 140 × 500 × 13 mm3 plywood samples were calculated from the load applied P (N), the distance from support to adjacent load a (mm), the span between deflection measurement points L1 (mm), the longitudinal deflection w1 (mm), the panel thickness e (mm) and the width of the sample b (mm), as shown in the following Eqs. (2) and (3).
Five panels of 1 m2 were manufactured. Eight samples along the grain of outside veneer (Longitudinal) and eight samples perpendicular to the grain of outside veneer (Transversal) were cut and tested.
3 Results
The results are presented in Table 3 for treatments I and II. For treatment I, average values of shear strength (superior to 1 N/mm2) and fibre adhesion percentage met the NF EN 314 (1993) requirements. But for treatment II, panels glued at MC = 100 % did not reach the standard requirements. The obtained value was below 1 MPa, and the fibre adhesion percentage was close to 0 %. In addition, panels 2–100 % and 1–60 % were close to the accepted limit (1 N/mm2).
The influence of each factor on the shear strength was evaluated in the following part by statistical analyses and regression. These analyses led to a model representing the panels’ shear strength as a function of the two parameters studied: the moisture content and the amount of adhesive applied during the panels’ manufacture. It allowed to fix the manufacturing parameters and predict the panels’ gluing quality.
3.1 Effect of the factors studied on panels’ shear strength
Results are shown through the main effects and interaction graphics.
The main effect of a factor was associated with its independent influence on the response, ignoring any other variable. In Fig. 3a, the slope of the straight lines between two points represents the effect of the factor on the response. An interaction is present if the effect of a factor (G for example) depends on the level of another variable (MC). As the lines are not parallel for the different levels of G, it was considered that an interaction occurs, especially at high MC. Figure 3b presents the evolution of the response depending on the levels of the factors studied, respectively for treatments I and II. The results are valid only for the area of study. As the slopes of the straight lines in Fig. 3a were steeper for MC than for G, the effect of MC was higher than the effect of G. The shear strength was a little higher when more adhesive was applied for the manufacturing of the panel (G = 500 g/m2). At MC = 100 % shear properties were low. An optimum seemed to be obtained around MC = 30 %.

Statistical analyses of adhesive properties depending on G and MC—Treatment I a graphical representation of main effects. Each point represents the average value of shear strength for all tests carried out at the level of the factor considered—Treatment I b interactions. Treatment II a graphical representation of main effects—Treatment II b interactions
In the next section, the evolution of the shear strength according to the factors studied (MC and G) is presented. The non-linearity of the MC effect led to a polynomial regression. In this equation a linear variation of G was assumed, whereas cubic and quadratic terms represented the non linearity of the parameter MC.
To complete these analyses, the standard error of the estimate was calculated. RMSE of 0.2 was obtained.
3.2 Model and model validation
General regression was used in MINITAB® software to fit a model to the experimental data. A polynomial Eq. (4) was defined to describe the response, so that all the main and interaction effects were represented.
where Y is the predicted response, a is a constant and b, c, d, e, f, g, h are the regression coefficients of the model.
The coefficients of the equation obtained from MINITAB® are shown in Table 4, where the column “Coef” gives the value for the coefficients and “SE coef” is the standard error of the coefficients. The R-squared value of 87 % (“R-Sq” in Table 4) indicates that the considered model has been correctly fitted to the data, but the robustness of this model needs to be verified by new experimental data.
It was considered that a factor has an effect on the response for a p value ≤5 % (Minitab, Louvet and Delplanque 2005). Based on results presented in Table 4, G.MC and G.MC3 did not significantly affect the response for treatment I. The coefficients was recalculated without taking into account the terms that were not influencing the response. R-Sq is 86.7 % for the recalculated model of treatment I. The resulting Eqs. (5) and (6) fitted to experimental data were respectively for treatments I and II:
The parameter G did not significantly influence the response for treatment II. Moreover, the R-squared value of 68 % indicates that the robustness of this model here is less relevant for this treatment II.
3.3 Model representation and validation
The results for the two treatments I and II are shown in Fig. 4. The response surface showed an optimum estimated at MC = 30 %. The lowest and unacceptable shear strength values for class 3, treatment II according to EN 314 (1993), were obtained for the higher MC (MC = 100 %). Slightly better results were acquired for the highest adhesive rate.

Response surface plots for treatment I (a) and treatment II (b)—shear strength model according to G and MC
The same trend was observed for the two treatments I and II, but lower shear strength was measured for treatment II. Indeed, the treatment in boiling water decreased wood and adhesive joint properties. For this treatment, less difference between minimum and maximum shear strength was also observed. Results were somewhat better for the highest amount of adhesive (500 g/m2). In order to validate this model, an additional panel was realised for the configuration G = 400 g/m2 and MC = 45 %, within the field of study. 2 × 10 samples were cut and tested according to treatments I and II. Numerical and experimental data are compared in Table 5. Predicted and experimental data are close enough to consider that the model properly fits data from experiments.
These results allowed to propose the panels’ manufacturing parameters, but in order to understand the reasons why such mechanical results were obtained, depending on the factors G and MC, microscopic investigations of the adhesive joints were carried out.
3.4 Microscopic observations
The adhesive joint was defined as the distance between wood plies. Part of the adhesive was transferred far from the glue joint via wood cells, especially via ray parenchyma cells, but also via wood cracks and lathe checks created during wood cutting.
At 12 % MC, the adhesive was dispersed in the wood cellular structure without filling the cells around the adhesive joint. The microscopic observations showed the presence of polymerised adhesive in some isolated cells far from the bond, in all the wood plies thickness. The adhesive was often found at the exterior surface of the plywood panel. At 12 % MC, the joint was very thin, with a thickness close to 50 μm and this regardless of the amount of adhesive applied (250 or 500 g/m2). A similar bond morphology (weak joint with polyurethane adhesive) was observed on panels glued around MC = 30 %, with 250 g/m2 of adhesive, whereas the adhesive penetration concerns some rows of tracheid around the joint for the high amount of adhesive (500 g/m2), with a bond 90 μm thick.
Bonds formed at MC = 60 % and MC = 100 % were similar, with a respective average thickness of 100 μm and 80 μm between two wood plies for G = 250 g/m2, whereas 160-μm-thick bonds were measured at G = 500 g/m2 for both moisture contents. The adhesive reacted more quickly than at 12 % MC (Fig. 5). Almost all the adhesive was polymerised close to the joint.

Example of joints observed with optical microscopy. G = 500 g/m2, MC = 60 % (left), G = 500 g/m2, MC = 12 % (right)
The polyurethane adhesive reaction with free and bound water in wood is the likely explanation for this. The difference in the joint formation explained that the shear strength increases with the amount of adhesive for MC = 30 % and MC = 60 %. Indeed, a higher amount of adhesive entailed the excessive penetration into wood cells and filled the voids formed in the joint by wood irregularities.
For MC = 100 %, one hypothesis is that too much water was in the wood surface and in the wood porous structure, so the adhesive reacted with water on the surface of the wood without creating real bonds with the material. The free water prevented the mechanical anchorage of the adhesive in the wood and the chemical reaction between these two elements. This hypothesis also explained the gluing behaviour at 12 % MC=: the joint was weak because there was not enough free water on the surface so the adhesive could not totally react. Even if the adhesive reacted with bound water, or wood –OH sites, the reaction is easier in the presence of free water. A few adhesive molecules polymerised in the joint, but most of the adhesive was found elsewhere and thus may have reacted (with bound water, wood components or air) far from the joint reducing the polymerisation reactivity at high moisture content.
3.5 Bending properties
The shear test results previously presented showed that green wood panels can be glued between 30 and 60 % MC for both amounts of adhesive and with an optimum at around 30 % MC. The authors tested first, in flexure, the panels glued at MC = 60 %, G = 250 g/m2. Results from the shear tests were the lowest for this configuration but this type of panel was interesting for industrial reasons:
-
those panels matched plywood class 3 requirements according to NF EN 314 (1993);
-
the best results in shear were obtained for the wood MC of 30 and 60 %, and the MC = 60 % was close to the veneers MC after the rotary cutting step;
-
the lowest amount of adhesive applied (250 g/m2) is economically and environmentally better (Pommier et al. 2015) for companies.
Then, panels glued at 60 % MC and G = 500 g/m2 (Table 6) were also tested in flexure.
The material flexural properties were then compared to the industrial data on panels from Rolpin company which had been manufactured from dry veneers of Pinus pinaster Ait. It was observed that the green-glued panels’ mechanical properties were a little higher but close to properties obtained from industrial plywood of same thickness and same number of veneers (Rolpin 2014).
4 Discussion
In order to obtain high quality plywood panels produced under vacuum, the effect of the wood moisture content and the amount of adhesive on the bond quality were evaluated. The best shear properties were obtained for moisture content of 30 %, with the polyurethane adhesive applied at a rate of 250–500 g/m2. Rather higher shear strength results were obtained for the larger amount of adhesive for MC of 12, 30 and 60 %. But for an MC of 100 %, whatever the amount of adhesive applied, mechanical properties in shear decreased.
A polynomial model defining the shear strength as a function of the panels’ manufacturing parameters (wood MC and amount of adhesive G) was fitted to experimental data. The analyses showed that the effect of the MC was more important than the effect of G. The estimated model gave an idea about the panel performances in shear, but it should be used carefully (more tests are needed, and many coefficients can overestimate the results). In future work, the reliability of this model should be tested and improved with reference to other panel’s configurations.
Microscopic observations of the bond line were carried out to explain these results. It can be hypothesised that the right proportions of water and adhesive have to be present on the wood surface so that there is enough water to react with the pre-polymer of polyurethane and enough adhesive to create bonds with wood cell wall components.
Moisture contents of 12 or 100 % were not suitable for this process and for this adhesive formulation. Wood at MC = 100 % had too much water at the surface and in its porous structure, so all the adhesive pre-polymer reacted with water at the surface without creating real bonds with the material. On the contrary, a 12 % wood moisture content presented a lack of free water so the pre-polymer could not react completely in the bond and the adhesive penetrated further into the wood to find (–OH) functions to react with. Indeed, the wood was too dry and the entire adhesive was spread through the wood structure.
Panels were characterized in bending; flexural properties close to industrial data were obtained for the same kind of panels. However, only defect-free panels were produced in this work, which is different from plywood manufactured industrially. A future evolution of this project is to realise these panels in industrial conditions to complete the results.
The bonding performances depend on adhesive characteristics (such as viscosity and surface tension), wood properties (such as cell diameter, wettability and species) and process factors (such as temperature, pressure and time). In future studies, some of these influencing factors will be investigated to optimise the joint performance. Part of the work will be to prevent the excess adhesive penetration into the wood by improving the adhesive viscosity without modifying the adhesive base or by adding filler (such as glass fibres or silica) to the adhesive. Research should be continued on the amount of adhesive applied to the panels, with more levels studied in combination with fillers.
The adhesion phenomenon between the wood and the polyurethane will also be studied by a surface approach (wetting theory) to better understand the mechanisms of green (wet) gluing of plywood.
Plywood was stored in a normalized climatic chamber to dry slowly. The effects of temperature and drying method are complex and will be studied in a future study. Some preliminary tests were realised with temperature applied to the panel during the gluing process. Its main interest was to decrease the drying time of the panel without significantly affecting its mechanical properties. More research will soon be carried out by the research team to optimise this parameter.
5 Conclusion
In this paper, a new type of panel manufacturing has been presented and optimized. The results show optimal results from 30 to 70 % of moisture content. The effect of the amount of adhesive is not significant in the studied parameter. To the best of the authors’ knowledge, this is the first time this process has been reported and it could be implemented directly after steaming and peeling timber. The green-manufactured plywood could be used for some specific applications, when high dimensions plywood or curved panels are needed. For example, panels can be directly moulded on boat structure, and fixed on it to avoid spring back when drying.
References
Bos F (1995) Influence des conditions limites sur la caractérisation mécanique élastique et différée des contreplaqués en flexion (The influence of boundary conditions on the plywood elastic and viscoelastic mechanical characterization during bending) (In French), PhD. Thesis, University of Bordeaux 1, Bordeaux, France
Bos F, Guitard D (1995) Validation expérimentale d’un outil de conception des contreplaqués (Experimental validation of a device for plywood design) (In French). Ann Sci Forestières 52:423–431
Dunky M, Källander B, Properzi M, Richter K, Van Leemput M (2008) Bonding of timber part 2: green gluing. Lignovisionen Issue 18: Core document of the COST Action E34 Bonding of Timber, pp 93–154
Elbez G (2002) Le collage du bois (The gluing of wood) (In French) ISBN 10: 2856840515, CTBA
Gardner DJ (2001) Wood: surface properties and adhesion. Encyclopedia of materials: science and technology. Elsevier, Michigan, pp 9745–9748
Goldman PR (1946) Method of making plywood tubing. Patent 2,411,542
Hass P, Wittel FK, Mendoza M, Stampanoni M, Herrmann HJ, Niemz P (2012) Adhesive penetration in beech wood: experiments. Wood Sci Technol 46(1–3):243–256
Heebink BG (1953) Fluid pressure moulding of plywood. Technical Report 1624, U. S. Department of Agriculture, Forest Service, Forest Products Laboratory, Madison 5, Wisconsin
Johnson SE, Kamke FA (1992) Quantitative analysis of gross adhesive penetration in wood using fluorescence microscopy. J Adhes 40:47–61
Kamke FA, Lee JN (2007) Adhesive penetration in wood—a review. Wood Fiber Sci 39(2):205–220
Karastergiou S, Mantanis GI, Skoularakos K (2008) Green gluing of oak wood (Quercus conferta L.) with a one component polyurethane adhesive. Wood Mater Sci Eng 3(4):79–82
Louvet F, Delplanque L (2005) Les plans d’expérience: une approche pragmatique et illustrée (Experimental designs: an illustrated and pragmatic approach) (In French). Association Expérimentique, Orléans
Meynis de Paulin JJ (ed) (1977), Les colles et adhésifs et leurs emplois industriels. II-Les matières premières (Glues and adhesives and their industrial applications—II-Raw materials), (In French), vol Tome 2. G. Le Prat, Paris
Morlier P, De Jeso B, Daude G, Dimier G (2002) Composition adhésive pour matériau humide (Adhesive composition for wet material). (In French), Patent 2 842 818
NF EN 14358 (2007) Structures en bois: Détermination des valeurs correspondant au fractile à 5% d’acceptation pour un échantillon (Timber structures—calculation of characteristic 5-percentile values and acceptance criteria for a sample), AFNOR
NF EN 314 (1993) Contreplaqué: Qualité du collage (Plywood: bonding quality), AFNOR
Ngo D, Pfeiffer E (2003) The art of plywood furniture. Princeton Architectural Press, New York
Parker JR (1994) Greenweld process for engineered wood products. In: The international panel and engineering wood technology exposition, Atlanta, GA, USA
Pommier R, Elbez G (2006) Finger-jointing green softwood: evaluation of the interaction between polyurethane adhesive and wood. Wood Mat Sci Eng 1(3–4):127–137
Pommier R, Grimaud G, Prinçaud M, Perry N, Sonnemann G (2015) Comparative environmental assessment of materials in wooden boat ecodesign. Int J Life Cycle Assess 21(2):265–275
Ren D (2010) Moisture-cure polyurethane wood adhesives: wood/adhesive interactions and weather durability. PhD Thesis, Virginia Polytechnic Institute and State University, Virginia, USA
Rolpin (2014) Technical report—batipin. http://ks22949.kimsufi.com/~rolpin/images/PDF/Fiches_techniques/fiche%20technique%20rolpin%20bati.pdf
Sterley M, Trey S, Lundevall A, Olsson S (2012) Influence of cure conditions on the properties of a one-component moisture-cured polyurethane adhesive in the context of green gluing of wood. J Appl Polym Sci 126(SUPPL. 1):E296–E303
Strickler MD (1970) End gluing of green lumber. For Prod J 20(9):47–51
Kriebich RE, Steynberg PJ, Hemingway R (1997) End jointing green lumber with SoyBond. In: Swanson JS (ed) Proceedings 2nd biennial residual wood conference, wood residues into revenue. Richmond, BC, MCTI Communications, Inc. pp 28–36
Serrano E, Oscarsson J, Enquist B, Sterley M, Petersson H, Källsner B (2010) Green glued laminated beams—high performance and added value. In: Proceedings (Poster session) of 11th world conference on timber engineering, Riva Del Garda, Italy pp 829–830
Acknowledgments
The authors are grateful to the ANRT (National Agency for Research and Technology) for funding the project, to the competitiveness Cluster ABOVE for supplying wood raw material, XYLOPLATE of XYLOFOREST EquipEx (ANR-10-EQPX-16). We owe special thanks to Aalto University for their scientific support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lavalette, A., Cointe, A., Pommier, R. et al. Experimental design to determine the manufacturing parameters of a green-glued plywood panel. Eur. J. Wood Prod. 74, 543–551 (2016). https://doi.org/10.1007/s00107-016-1015-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-016-1015-4