
Abstract
This paper deals with the assessment of the influence of heat treatment of Norway spruce wood (Picea abies L.) on its thermal stability and burning process. Three types of samples were used for the research. The first group was comprised of untreated samples. The second group was comprised of samples heat treated according to the ThermoWood—Thermo-S thermal programme (maximum temperature during heat treatment is 190 °C), and the third group was modified according to the ThermoWood—Thermo-D thermal programme (maximum temperature during heat treatment is 212 °C). The influence of heat treatment on the burning process was assessed based on the heat release rate, effective heat of combustion and the yield of carbon monoxide. The influence of heat treatment on the thermal stability was assessed based on the resistant residue weight. Heat release rate, effective heat of combustion, yield of carbon monoxide and resistant residue weight were determined with a cone calorimeter for different heat flux densities. The results obtained prove that the spruce wood heat treatment has an important influence on the decrease of the maximum heat release rate and the increase of resistant residue weight. The results obtained further prove that the heat treatment has only a modest influence on the increase of the carbon monoxide yield, and its influence on the effective heat of combustion significantly depends on the heat flux density.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Heat-treated wood is a relatively new type of wood material and has been manufactured for more than 15 years. The yearly production of heat-treated wood reached 240,000 m3 in 2011 (Reinprecht and Vidholdová 2011). Heat-treated wood production is based on the heat load of wood through a selected heat programme in an oxidation or inert atmosphere. During the heat treatment, the wood is heated to a maximum temperature of approximately 150–280 °C for several hours. The wood heat treatment raises its resistance to biological degradation—resistance to wood-destroying fungi, moulds or insects (Kamdem et al. 2000; Weiland and Guyonnet 2003; Boonstra and Tjeerdsma 2006) and weather influence, improves its aesthetic value, dimensional stability, thermal-insulating and acoustic characteristics and at the same time decreases its hygroscopicity (Boonstra and Tjeerdsma 2006; Reinprecht and Vidholdová 2011). The main disadvantage of wood heat treatment is the deterioration of most mechanical features (mainly impact strength, rigidity and firmness). On the contrary, some mechanical features (primarily the elasticity modulus) can be improved by heat treatment (Reinprecht and Vidholdová 2011).
A relatively high number of scientific works investigated the influence of wood heat treatments on the chemical composition. While the content of lignin is increased in heat-treated spruce wood, the proportion of hemicelluloses is decreased and the average polymerisation degree of the cellulose slightly decreases. The lignin content increases and hemicelluloses proportion decreases with increasing maximum temperature and length of treatment time. The lignin proportion of spruce wood begins to increase at a temperature of 220 °C (Windeisen and Wegener 2008; Gonzáles-Peña et al. 2009; Kacíková and Kacík 2009; Kucerová et al. 2011; Belleville et al. 2013; Heigenmoser et al. 2013).
A more significant mass loss during the heat treatment of spruce wood starts at a temperature of approximately 200 °C. During the heat treatment, the tangential and radial dimensions of spruce wood decrease almost linearly. The transverse dimension has a quadratic dependence on mass loss (the dimension reaches its maximum at 10 % mass loss) (Gonzáles-Peña et al. 2009; Kacíková and Kacík 2009).
The scientific works by Kacíková et al. (2006), and Makovická-Osvaldová and Osvald (2013) proved that the increase of lignin and the synchronous decrease of hemicelluloses content significantly influence the increase of thermal stability of spruce wood. On the other hand, the results of the same works proved that the decrease of the average polymerization degree of cellulose causes a decrease of thermal stability of spruce wood. Therefore, the impact of heat treatment on the thermal stability of spruce wood is not clear.
The increase in the amount of heat-treated spruce wood in the wood industry and in the interior of buildings creates demands for the evaluation of its fire risk. Heat-treated spruce wood does not significantly differ from untreated wood in terms of fire characteristics during tests according to EN 13823 (2002) (SBI: single burning item test) (Thermowood 2003; Wang and Cooper 2007). However, the results of the SBI tests do not allow complex evaluation of the fire risk of material. According to Babrauskas and Pecock (1992) and Xu et al. (2013), the fire risk of materials can most exactly be evaluated on the basis of the heat release rate, the yield of carbon monoxide and on the time dependence of mass loss rate. In addition to fire risk evaluation, this data is important for the creation of safe operation and storage instructions, fire investigation, fire simulation, calculation of fire load and fire resistance of constructions, and the impact assessment of fire or industrial combustion of heat-treated wood on the environment.
The aim of this paper was to assess the influence of heat treatment of Norway spruce wood (Picea abies L.) on its thermal stability (expressed as the total mass loss and time dependence of the mass loss) and its behaviour during the burning process (expressed as the heat release rate, maximum heat release rate, effective heat of combustion and yield of carbon monoxide related to the mass loss and to the effective heat of combustion) during a test with a cone calorimeter with heat flux densities of 15, 20, 30, and 40 kW m−2.
2 Materials and methods
Samples of Norway spruce wood (Picea abies L.) with dimensions of 100 × 100 × 20 mm3 were used for the research. The samples were divided into three groups of 20 pieces. The first group was comprised of untreated wood samples. The second group was comprised of heat-treated wood samples with a heat programme for producing ThermoWood–Thermo-S (heating from 20 to 100 °C in the first phase for 5 h and subsequently from 100 to 130 °C for 13 h, heating from 130 to 190 °C in the second phase for 5.5 h and subsequently at a temperature of 190 °C for 3 h, and gradual cooling down from 190 to 20 °C in the third phase for 9.5 h). The third group consisted of heat-treated samples with the heat programme for producing ThermoWood–Thermo-D (heating from 20 to 100 °C in the first phase for 5 h and subsequently from 100 to 130 °C for 13 h, heating from 130 to 212 °C in the second phase for 5.5 h and subsequently at a temperature of 212 °C for 3 h, and gradual cooling down from 212 to 20 °C in the third phase for 9.5 h). The average density of the untreated samples and samples before the heat treatment was 338 ± 8 kg m−3. The average density of the heat-treated samples at a maximum temperature of 190 °C was 324 ± 7 kg m−3 and the average density of the heat-treated samples at a maximum temperature of 212 °C was 314 ± 10 kg m−3. The density differences were caused by mass loss during the heat treatment. A thorough description of the fire characteristics of untreated spruce wood is presented in works by Zachar et al. (2012), Majlingová et al. (2013) and Martinka et al. (2013).
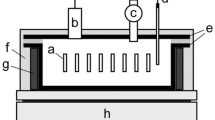
The heat treatment was carried out in a muffle furnace with interior dimensions of 250 × 320 × 490 mm3 in an air atmosphere at atmospheric pressure. The supply of air was naturally allowed through the hole with a diameter of 22.54 mm situated in the bottom part of the furnace wicket door, and the offtake of water vapour and of the products of wood thermal decomposition was naturally allowed through the hole with the same diameter in the upper part of the furnace rear wall. The dimensions of the samples before the heat treatment were 450 × 220 × 50 mm3 at absolute humidity of 12 %. After the heat treatment the samples were sawn and ground to dimensions of 100 × 100 × 20 mm3. Subsequently, the samples were conditioned at absolute humidity of 6 ± 0.5 % in the climatic chamber (at 20 °C temperature, 50 % relative air humidity and atmospheric pressure).
Heat release rate, maximum heat release rate, effective heat of combustion, total mass loss, time dependence of mass loss and yield of carbon monoxide were determined with the cone calorimeter according to ISO 5660-1 (2002). The listed parameters were measured at four heat flux densities of 15, 20, 30, and 40 kW m−2. The measurements under all conditions (sample type and external heat flux density) were repeated five times and the average values are final. To enable mutual comparison of the results, the same duration of the test (30 min) was applied to all of the examined sample types and heat flux densities.
3 Results and discussion
The comparison of heat release rates from heat-treated and untreated spruce wood loaded with different heat flux densities is shown in Fig. 1.

Comparison of the heat release rate from heat-treated and untreated spruce wood at heat flux densities of: a 15 kW m−2; b 20 kW m−2; c 30 kW m−2; d 40 kW m−2
The visual analysis of Fig. 1 points out that the heat-treated spruce wood shows a lower maximum heat release rate compared to the untreated spruce wood. The reduced maximum heat release rate from heat-treated spruce wood was caused by thermal decomposition of the most thermally unstable components (mainly the part of extractive substances and hemicelluloses) during the heat treatment. This conclusion is in accordance with the scientific works by Frühwald (2007), Gonzáles-Peña et al. (2009), Reinprecht and Vidholdová (2011) and Kacík et al. (2012). For all examined samples (both heat-treated and untreated) the maximum heat release rate was recorded in the flame initiation phase (first peak in Fig. 1). The fact that the maximum heat release rate under all examined conditions (heat flux densities) was recorded in the flame initiation phase can be explained by the maximum rate of production of gasiform decomposition products during this phase. A charring layer started to build up progressively on the surface of the sample after its ignition, retarding the overheating of the wood material by the reverse heat flux from the flame and the cone emitter, which resulted in a decreased release rate of gasiform decomposition products. As a consequence, the heat release rate was reduced. Apart from the flame burning of gasiform decomposition products, after the creation of a sufficiently thick charring layer the flameless burning (glowing) of the charring layer also contributed to the resulting heat release rate. The second peak of the heat release rate was recorded for all samples and test conditions in the phase of simultaneous flame burning of decomposition products and flameless burning (glowing) of the charring layer. The reason for the later occurrence of the second peak at lower heat flux densities is the slower rate of thermal decomposition of samples loaded with lower heat flux densities.
Figure 2 shows a comparison between the effective heat of combustion of heat-treated and untreated spruce wood loaded with different heat flux densities.

Comparison of the effective heat of combustion of heat-treated and untreated spruce wood at different heat flux densities
The obtained data shows that the increase of heat flux densities caused the increase in the effective heat of combustion. This can be explained by the fact that a higher portion of the charring layer was burned at higher heat flux density (30 and 40 kW m−2), i.e. under the given conditions, the heat released by oxidation from the carbon residue significantly contributed to the final effective heat of combustion. This result is in accordance with the scientific work by Hagen et al. (2009).
The effective heat of combustion of heat-treated spruce wood measured by the cone calorimeter has not been published in relevant scientific literature yet. The comparison of the obtained effective heat of combustion with the values measured by a bomb calorimeter according to EN ISO 1716 (2010) is uncertain (in general the values of the effective heat of combustion of the same materials measured by a bomb calorimeter are greater than those measured by a cone calorimeter). In spite of that, the obtained results proved that the increase in lignin content in spruce wood increases its effective heat of combustion. This conclusion is in accordance with scientific works by Demirbas (2001), Kaltschmitt et al. (2009) and Günther et al. (2012). The significant decrease in the effective heat of combustion of the samples treated at 212 °C in comparison with the other samples was caused by the reduction in hydrogen content below the critical value during the heat treatment of wood. This conclusion is in accordance with scientific works by Ladomerský et al. (1993; 2003), Balog (1999), Ladomerský (2000) and Martinka et al. (2012a; 2012b; 2013).
An exact assessment of the influence of heat treatment of spruce wood on the efficiency of its burning was carried out based on the yield of carbon monoxide (related to the mass loss of the sample) shown in Fig. 3. Besides the total yield of carbon monoxide throughout the whole duration of the test (30 min), Fig. 3 also shows the partial yields in time intervals (0–600 s), (600–1,200 s) and (1,200–1,800 s) in order to compare the behaviour of the examined materials in individual phases of the burning process (initiation and flame burning, simultaneous flame burning of gasiform decomposition products and flameless burning of carbon residue, and flameless burning of carbon residue without flame burning of gasiform decomposition products). The total CO yield is not a simple sum of yields in individual time intervals due to the CO yield calculation method (proportion of the weight of the produced CO in the selected time interval to the mass loss of the sample for the same time interval). Supposing a very low mass loss of the sample (typical during flameless burning–glowing), high CO yield can be determined in the selected time interval, also during the release of a relatively small amount of CO.

Comparison of the CO yield (per mass loss of the sample) of heat treated and untreated spruce wood at a heat flux density of: a 15 kW m−2; b 20 kW m−2; c 30 kW m−2; d 40 kW m−2
Data illustrated in Fig. 3 show that the highest CO yield and also the lowest burning efficiency for both the untreated and treated spruce wood is in the flameless burning (glowing) phase. To confirm this hypothesis, the CO yields per mass loss of the sample were converted into CO yields per effective heat of combustion of the sample. The resulting values shown in Fig. 4 confirm the given hypothesis.

Comparison of the CO yield (per effective heat of combustion) of heat treated and untreated spruce wood at a heat flux density of: a 15 kW m−2; b 20 kW m−2; c 30 kW m−2; d 40 kW m−2
The obtained results confirm that the heat treatment of spruce wood caused a slight CO yield increase during the duration of the test and therefore, also a slight decrease of the burning efficiency. However, the given influence is not significant with respect to the impact of burning heat-treated wood either on the environment or with respect to fire safety. Moreover, the influence of heat treatment on the CO yield (burning efficiency) decreased with increasing external heat flux density.
The influence of heat treatment and external heat flux density on the spruce wood burning efficiency was further assessed based on Spearman correlation coefficient values of mass loss rate (MLR)-CO, heat release rate (HRR)-CO, MLR-HRR and HRR-carbon dioxide (CO2). The Spearman correlation coefficient values for the examined samples are shown in Fig. 5. The evaluation of the combustion efficiency is based on the fact that under perfect combustion the HRR is a direct linear function of the MLR or CO2 production rate (perfect positive correlation is characterised by the value of Spearman correlation coefficient equal to 1). Moreover, according to Xu et al. (2012), it is possible to predict the material tendency towards the fire propagation in the flashover phase based on the absolute value of the Spearman correlation coefficient of HRR-CO and HRR-CO2 (the material tendency towards the fire propagation in the flashover phase increases with increasing absolute value of the Spearman correlation coefficient). Detailed description of the Spearman correlation coefficient can be found in the scientific work by Dowdy et al. (2005).

Comparison of Spearman correlation coefficients of: a MLR-CO; b HRR-CO; c HRR-MLR; d HRR-CO2 for heat treated and untreated spruce wood
The Spearman correlation coefficients of HRR-MLR (Fig. 5c) and HRR-CO2 (Fig. 5d) indicate the highest combustion efficiency of the investigated samples during their loading with heat flux densities of 20 and 30 kW m−2.
These results are in accordance with the results by Babrauskas and Grayson (2009) who proved the highest combustion efficiency of softwoods under thermal loading with a heat flux density of about 25 kW m−2. The values of the Spearman correlation coefficient of HRR-CO (Fig. 5b) and HRR-CO2 (Fig. 5d) prove that the heat treatment of spruce wood does not have a significant influence on the change of its tendency towards fire propagation in the flashover phase.
For more precise comparison of the combustion efficiency of the heat-treated and untreated spruce wood, Figs. 6, 7, 8 present the correlation between the heat release rate and the mass loss rate of samples loaded with the investigated heat flux densities. In addition, Figs. 6, 7, 8 show the equations of the linear statistical dependence of the heat release rate on the specific mass loss rate together with the coefficients of determination R 2 (under perfect combustion the heat release rate is a function of specific mass loss rate only, thus R 2 = 1).

Correlation of heat release rate with specific mass loss rate for untreated spruce wood samples at external heat flux density of: a 15 kW m−2; b 20 kW m−2; c 30 kW m−2; d 40 kW m−2

Correlation of heat release rate with specific mass loss rate for spruce wood samples treated at 190 °C at external heat flux density of: a 15 kW m−2; b 20 kW m−2; c 30 kW m−2; d 40 kW m−2

Correlation of heat release rate with specific mass loss rate for spruce wood samples treated at 212 °C at external heat flux density of: a 15 kW m−2; b 20 kW m−2; c 30 kW m−2; d 40 kW m−2
Figures 6, 7, 8 prove that the correlation of heat release rate with specific mass loss rate is more sensitive to heat flux density in case of heat-treated than untreated spruce wood. On the other hand, the spruce wood heat-treated at 212 °C during loading with a heat flux density of 30 kW m−2 showed significantly higher dependence of heat release rate on the specific mass loss rate (higher combustion efficiency) than the other two groups of samples (untreated and treated at 190 °C).
Mass loss and resistant residue weight at a certain temperature or heat flux density is the most frequently used method for assessing the thermal stability of organic polymers. The influence of heat treatment on thermal stability was assessed on the basis of the resistant residue weight (Fig. 9). The obtained data show that the heat treatment at 212 °C caused significant increase in thermal stability of spruce wood loaded with heat flux at a density of 40 kW m−2 (resistant residue weight increases from 1.59 to 7.72 % of the initial weight). The resistant residue weight increase had two causes. The first one was the decomposition of the most thermally unstable components in the heat treatment phase, due to which the heat-treated samples already had a lower weight before the test with the cone calorimeter. Compared with the sample weight before the test, it resulted in an increase of the proportion of the sample weight after the test. The second cause was the influence of heat treatment on a faster build-up of the charring layer on the surface that slowed overheating of the sample down. Besides the thermal stability, the resistant residue weight increase also has a significantly positive influence on the increase in the fire resistance of wood constructions. The issue how the resistant residue weight is used in the calculation of fire resistance of wood construction is described in scientific works by Terenová et al. (2012) and Mózer (2013).

Comparison of the mass loss of untreated and heat-treated spruce wood loaded with heat flux density of: a 15 kW m−2; b 20 kW m−2; c 30 kW m−2; d 40 kW m−2
4 Conclusion
This paper deals with assessing the influence of heat treatment of spruce wood on the heat release rate, effective heat of combustion, carbon monoxide yield and tendency to fire propagation in the flashover phase. The obtained results showed that heat treatment of spruce wood causes a significant decrease in the maximum heat release rate. The influence of heat treatment on the decrease in maximum heat release rate increased with increasing heat flux density.
The influence of heat treatment on the thermal stability and effective heat of combustion of spruce wood is not clear and strongly depends on the heat flux density. However, at a heat flux density of 40 kW m−2, spruce wood heat-treated at 212 °C showed significantly higher thermal stability than the untreated wood and wood treated at 190 °C.
On the other hand, the heat treatment caused a moderate increase in the CO yield per mass loss under all tested conditions and an increase in the CO yield per effective heat of combustion at all investigated heat flux densities except for 15 kW m−2. However, the moderate increase in the CO yield is not significant for the toxicity of combustion products. In addition, the heat treatment does not have a significant impact on the tendency of spruce wood towards fire propagation in the flashover phase.
The obtained results proved that from the point of fire safety, the heat-treated spruce wood is safer than the untreated one. Moreover, the heat treatment of spruce wood has only a negligible negative impact on the environment during its combustion process (under fire or industrial combustion).
References
Babrauskas V, Grayson SJ (2009) Heat release in fires. Interscience Communications, London
Babrauskas V, Pecock RD (1992) Heat release rate: the single most important variable in fire hazard. Fire Saf J 18:255–272
Balog K (1999) Auto-ignition. SPBI, Ostrava
Belleville B, Stevanovic T, Cloutier A, Pizzi A, Prado M, Erakovic S, Diouf PN, Royer M (2013) An investigation of thermochemical changes in canadian hardwood species during wood welding. Eur J Wood Prod 71:245–257
Boonstra MJ, Tjeerdsma B (2006) Chemical analysis of heat-treated softwoods. Holz Roh Werkst 64:204–211
Demirbas A (2001) Relationships between lignin contents and heating values of biomass. Energy Convers Manag 42:183–188
Dowdy S, Weardon S, Chilko D (2005) Statistics for research, 3rd edn. Wiley, New Jersey
EN 13823 (2002) Reaction to fire tests for building products. Building products excluding floorings exposed to the thermal attack by a single burning item. European committee for Standardization, Brussels
EN ISO 1716 (2010) Reaction to fire tests for products. Determination of the gross heat of combustion (calorific value). European committee for Standardization, Brussels
Frühwald E (2007) Effect of high-temperature drying on properties of Norway spruce and larch. Holz Roh Werkst 65:411–418
Gonzáles-Peña MM, Curling SF, Hale MDD (2009) On the effect of heat on the chemical composition and dimensions of thermally-modified wood. Polym Degrad Stab 94:2184–2193
Günther B, Gebauer K, Barkowski R, Rosenthal M, Bues CT (2012) Calorific value of selected wood species and wood products. Eur J Wood Prod 70:755–757
Hagen M, Hereid J, Dekichatsios MA, Zhang J, Bakirtzis D (2009) Flammability assessment of fire-retarded Nordic Spruce wood using thermogravimetric analyses and cone calorimetry. Fire Saf J 44:1053–1066
Heigenmoser A, Liebner F, Windeisen E, Richter K (2013) Investigation of thermally treated beech (Fagus sylvatica) and spruce (Picea abies) by means of multifunctional analytical pyrolysis-GC/MS. J Anal Appl Pyrolysis 100:117–126
ISO 5660-1 (2002) Reaction to fire tests heat release, smoke production and mass loss rate. Part 1: Heat release rate (cone calorimeter method). International Organization for Standardization, Geneva
Kačík F, Veľková V, Šmíra P, Nasswettrová A, Kačíková D, Reinprecht L (2012) Release of terpenes from fir wood during its long-term use and in thermal treatment. Molecules 17:9990–9999
Kačíková D, Kačík F (2009) Influence of thermal loading at spruce wood lignin alteration. Acta Facultatis Xylologiae 51:71–78
Kačíková D, Netopilová M, Osvald A (2006) Thermal degradation of wood. SPBI, Ostrava
Kaltschmitt M, Hartman H, Hofbauer H (2009) Energy from biomass. Springer, Berlin
Kamdem DP, Pizzi A, Triboulot MC (2000) Heat-treated timber: potentially toxic byproducts presence and extent of wood cell wall degradation. Holz Roh Werkst 58:253–257
Kučerová V, Kačíková D, Kačík F (2011) Alterations of extractives and cellulose macromolecular characteristics after thermal degradation spruce wood. Acta Facultatis Xylologiae 53:77–83
Ladomerský J (2000) Emission analysis and minimization from the wood waste combustion. Wood Res 45:33–44
Ladomerský J, Dzurenda L, Pajtík J, Longauer J (1993) Ecology and power aspects of wood waste combustion. Technical University in Zvolen, Zvolen
Ladomerský J, Hroncová E, Samešová D (2003) Investigation of appropriate conditions for wood wastes combustion on basis of emission. Drew 46:90–98
Majlingová A, Oravec M, Šolc M, Galla Š (2013) Modification of procedure to initiate the solids according to EN 60695-2-10 for materials used in historic buildings. Eur J Environ Saf Sci 1:8–12
Makovická-Osvaldová L, Osvald A (2013) Flame retardation of wood. Adv Mater Res 693:1331–1334
Martinka J, Balog K, Chrebet T, Hroncová E, Dibdiaková J (2012a) Effect of oxygen concentration and temperature on ignition time of polypropylene. J Therm Anal Calorim 110:485–487
Martinka J, Kačíková D, Hroncová E, Ladomerský J (2012b) Experimental determination of the effect of temperature and oxygen concentration on the production of birch wood main fire emissions. J Therm Anal Calorim 110:193–198
Martinka J, Chrebet T, Kráľ J, Balog K (2013) An examination of the behaviour of thermally treated spruce wood under fire conditions. Wood Res 58:599–606
Mózer V (2013) On equivalent fire exposure. Eur J Environ Saf Sci 1:18–23
Reinprecht L, Vidholdová Z (2011) Thermowood. Šmíra print, Ostrava
Tereňová Ľ, Lagaňa R, Kuvik M (2012) The charring layer evaluation of the load-bearing timber members. In: Osvald A (ed) Proceedings of wood and fire safety. Šmíra–print, Ostrava, pp 319–326
Thermowood A (2003) Thermowood handbook. Thermowood association, Helsinky
Wang J, Cooper PA (2007) Fire, flame resistance and thermal properties of oil thermally-treated wood. The international research group on wood protection, Stockholm
Weiland JJ, Guyonnet R (2003) Study of chemical modifications and fungi degradation of thermally modified wood using DRIFT spectroscopy. Holz Roh Werkst 61:216–220
Windeisen E, Wegener G (2008) Behaviour of lignin during thermal treatments of wood. Ind Crops Prod 27:157–162
Xu Q, Majlingova A, Zachar M, Jin C, Jiang Y (2012) Correlation analysis of cone calorimetry test data assessment of the procedure with tests of different polymers. J Therm Anal Calorim 110:65–70
Xu Q, Zachar M, Majlingová A, Jin C, Jiang J (2013) Evaluation of plywood fire behaviour by ISO tests. Eur J Environ Saf Sci 1:1–7
Zachar M, Mitterová I, Xu Q, Majlingová A, Cong J, Galla Š (2012) Determination of fire and burning properties of spruce wood. Drv Ind 63:217–223
Acknowledgments
This work was supported by the Slovak Research and Development Agency under contract No. APVV-0353-11 “A Proposal and Realization of a Pilot Retort with Reduced Emissions for Charcoal Production in Marginal Zone and Verification of its Application”. This work was also supported by the KEGA agency of Ministry of Education, Science, Research and Sport of the Slovak Republic under project No. 002STU-4/2013 “Construction of an educational laboratory for fire reconstruction on a laboratory scale”.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Martinka, J., Hroncová, E., Chrebet, T. et al. The influence of spruce wood heat treatment on its thermal stability and burning process. Eur. J. Wood Prod. 72, 477–486 (2014). https://doi.org/10.1007/s00107-014-0805-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-014-0805-9