
Abstract
The research was aimed to establish whether dielectric heating at radio frequencies (RF)—an alternative method to ozone-depleting methyl bromide fumigation and to convective heating—could bring green lodgepole pine boards infested with pinewood nematodes (PWN) to pasteurization requirements. Artificially infected specimens were treated using a laboratory RF oven and post-treatment nematode survival levels were assessed. Both tested combinations of 56°C/30 min and 60°C/15 min were effective in eradicating PWN. A power density of 50 kW/m3 maintained for 75 minutes fully pasteurized all the tested boards and proved to be the right combination if no temperature sensors are used. The data gathered supports the idea that pasteurization by RF heating is a reliable and swift alternative treatment to fumigation and convective heat treatment.
Zusammenfassung
In dieser Studie wurde untersucht, ob mit Hochfrequenzerhitzung (HF), einem alternativen Verfahren zur ozonschädlichen Methylbromid-Begasung und zu konvektiver Hitzebehandlung, die Anforderungen an die Pasteurisierung von mit Kiefernholznematoden (PWN) befallenem frischem Kiefernschnittholz erfüllt werden können. Künstlich infizierte Proben wurden unter Verwendung einer Hochfrequenzeinrichtung behandelt und anschließend wurde die Überlebensrate der Nematoden bestimmt. Sowohl eine Behandlung bei 56 °C/30 min als auch bei 60 °C/15 min erwies sich als zur Abtötung von PWN effektiv. Bei einer Energiedichte von 50 kW/m3 über eine Dauer von 75 Minuten wurden alle Proben vollständig pasteurisiert. Dies erwies sich als richtige Kombination falls keine Temperatursensoren benutzt werden. Die erfassten Daten bestätigen die Annahme, dass Pasteurisierung durch Hochfrequenzerhitzung eine zuverlässige und rasche Behandlungsalternative zur Begasung und traditionellen Hitzebehandlung darstellt.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Pine wood nematode (PWN), Bursaphelenchus xylophilus, a conifer pathogen causal of pine wilt disease, is considered an endemic species in North America (Wingfield et al. 1982; Bergdahl 1988; Dwinell 1997) and if introduced into a healthy forest and new hosts (domestic or foreign), it can have devastating effects. Various such examples may be found in countries like Japan (Wingfield et al. 1982, Mamiya 1983), China (Yang and Qouli 1989), Taiwan, Korea (Tzean and Tang 1985 and Yi et al. 1989 respectively; cited from Dwinell 1997) and Portugal (Mota et al. 1999). In Japan in 1981, pine wilt was considered the most serious forest disease affecting and causing extensive mortality in 25% of total pine forests (Mamiya 1983). Despite measures taken to mitigate the effects of the pathogen and spread of the disease, the range of the pathogen has increased to include nearly all of Japan’s forests (Takasu 2009).
Both the nematode and its vectors, Monochamus beetles, have been found in wood packaging and products in several places worldwide (Dwinell 1997) and therefore, exports and imports of infected wood are considered the main source of introduction. In an attempt to prevent further introductions many countries have imposed restrictions on exports from areas where the PWN occurs, i.e., Canada. For instance, the European Plant Protection Organization (EPPO) listed B. xylophilus as an A1 quarantine pest and recommends prohibiting trade of coniferous plants from areas where the PWN occurs, unless acceptable phytosanitary treatments are implemented.
Acceptable treatment options include convective heating at 56°C for 30 minutes to the core of the wood or fumigation. The latter includes the use of an ozone-depleting chemical—methyl bromide (CH3Br)—which has been mandated by Montreal Protocol to be phased out. Questions have also been raised regarding the economics and practicality of traditional heat treatment methods where a large number of hours are needed to reach target temperature.
This study was designed to establish whether dielectric heating at radio frequencies (RF) could be a successful alternative treatment and bring specimens infested with nematodes to pasteurization requirements. Energy requirements, potential wood damage levels and the economics of the method were also considered.
2 Materials and methods
2.1 Nematode inoculation and evaluation
Forty freshly felled lodgepole pine (Pinus contorta) logs—three meters long—were obtained from harvesting operations in south-east British Columbia, Canada. Preliminary tests included moisture content measurements to determine if the wood was adequate to sustain fungal and nematode growth. In order to establish a food source for PWN, bits of bark were partially scraped off the logs to create fresh wounds, and then the logs were sprayed with a mixture of mycelium from Leptographium terebrantis, and L. longiclavatum, Ophiostoma montium and O. clavigerum, Phellinus chrysoloma and Trichaptum abietinum in a 0.04% Tween80 and water solution. Log ends were sealed with end-seal (Intergard 740, International), piled on bearers above standing water, covered in tarp to maintain moisture content and high humidity and were kept in a shady location for 25 days.
Four isolates of Bursaphelenchus xylophilus were used to inoculate the logs where propagation and specimen inoculation procedures followed the one described in Hoover et al. (2010). Five hundred milliliter Erlenmeyer flasks containing 50 g of whole barley (Pro-Form™ Feeds) and 50 mL of distilled water were sterilized and inoculated with Botrytis sp. Flasks were incubated at 25°C until mycelial growth covered the barley. Nematodes were added and flasks were incubated at 15°C for approximately four weeks. Prior to inoculating logs, nematodes were collected in sterile water by rinsing the flask and their concentrations were determined using a Haemacytometer and adjusted to approximately 8000 nematodes per mL.
After fungal growth was established, the logs were inoculated with nematodes by drilling each with holes (10 mm in diameter, 20 mm deep) staggered in spiral fashion approximately 50 mm down for each 200 mm across. The holes pattern was repeated on the opposite side of each log. Afterwards, each hole was injected with approximately 8000 nematodes using a syringe dispenser (Nichiro Co, Ltd., model 8100), plugged with wooden hemlock dowels and sealed with waterproof wood glue (Titebond III).
2.2 Specimen cutting
Thirty logs, selected to have the largest diameters possible, were sawn into three 975-mm-long sections and each section into two boards (cross-section of 40×90 mm) giving in total six boards per log (Fig. 1). Two 30 mm thick samples per board (e.g. 10ab1 to 10 bc1 as shown in Fig. 1), were cut from the ends of the center boards and used to determine the moisture content and the number of nematodes for each individual board. The amount of time between nematode inoculation and board sawing for RF heat treatment ranged from 8 to 24 weeks for the final samples.

Sawing, sampling and labelling of the test boards
Einschnitt, Probennahme und Kennzeichnung der Prüfkörper
To be considered effective, a treatment must meet the Probit 9 statistical standard (Baker 1939) which states that 99.9968% of the pests must be killed in a test of 100000 pests. In the current study, the number of nematodes per gram was calculated for each sample prior to treatment. These results were then used to calculate the estimated number of nematodes per board.
Samples were split along the boundary of heartwood and sapwood and weighed. Two sapwood sub-samples (3 to 6 grams) were chipped into matchstick size segments, weighed, wrapped in two layers of Kimwipe and placed into a Baermann funnel. Two more subsamples were used to measure the moisture content by the oven-dry method (ASTM D 1576). After 24 hours, liquid from the Baermann funnel was collected and nematodes were counted under a dissecting microscope.
Following board RF heating, slabs were cut where the temperature sensors were located during treatment. Samples of 3 to 6 grams in weight were chiselled out directly adjacent to sensor positions (six locations per board) leaving a 5 mm buffer from the edge of the wood. Samples were chipped and processed with Baermann funnels as described above.
Each case’s success was evaluated using the ratio between controls and RF-treated samples (Lazarescu et al. 2009),
where K P is the kill percent, R PT is the ratio of boards with nematodes to the total number of boards prior to treatment, and R AT is the ratio of boards with nematodes to the total number of boards after treatment. Any post-treatment area containing any number of nematodes is considered a failure.
2.3 RF-heating scenarios
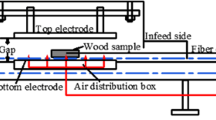
The RF heating was performed in a small (0.25 m3) experimental RF vacuum dryer (RFV in Fig. 2) a detailed description of which may be found in past publications (Avramidis et al. 1994; Lazarescu et al. 2009). The temperature was continuously monitored, throughout three treatment scenarios, using eight fiber optic sensors (probes) connected to a universal signal conditioning box (FISO UMI 8-channel, Technologies Inc., Quebec, Canada).

(a) Photo and (b) computer drawing of the RFV-kiln
(a) Foto und (b) Computerzeichnung der HF-Einrichtung
Two combinations of temperature/time durations were tested during this project: 56°C/30 min which is the recommended phytosanitation treatment for sanitizing wood packaging material by the Food and Agriculture Organization (FAO 2002) and a higher temperature for a shorter period of time of 60°C/15 min which could be a more effective and economically viable alternative.
2.3.1 Scenario 1
It aimed to emulate the heating process in single boards fully insulated from the adjacent environment (Fig. 3a). The insulation was designed to prevent convection heat losses to surrounding air from the sides and conduction heat losses to the top and bottom electrodes. Since the insulating materials—polystyrene and polyethylene—have low dielectric coefficients this set up allowed a little more RF-power to be transferred to the wood specimens.

First heating scenario: (a) cross section: 1—electrode; 2—top board (polystyrene); 3—aluminum plate; 4—side board (polystyrene); 5—polyethylene board; 6—board infected with PWN; (b) probe (from 1 to 8) and plane (from I to III) positioning
Erstes Heizprogramm: (a) Querschnitt: 1 – Elektrode; 2 – Obere Platte (Polystyren); 3 – Aluminiumplatte; 4 – seitliche Platte (Polystyren); 5 – Polyethylenplatte; 6 – Prüfkörper; (b) Bezeichnung (von 1 bis 8) und Anordnung (von I bis III) der Messstellen
During these experiments the post-tested areas were divided into three groups: “over”, “treatment” and “below”. The “over” group included probes which indicated high temperatures, mostly around 70–80°C. The “treatment” group contained one or two sensors which reached and maintained either 56°C/30 min or 60°C/15 min. The “below” group included probes with temperature below the chosen pasteurization requirements, namely, around 40–50°C. The main strategy was to quantify the effect of three temperature levels over nematode survival.
The temperature probes were positioned in three planes located either close to the board ends (I and III) or in the middle part (II) (Fig. 3, (b)). Nematode assessment after the treatment was done in areas located adjacent to the sensors. Eighteen (18) boards were tested in this scenario.
2.3.2 Scenario 2
Fully pasteurized boards were targeted in this scenario. The experiments were interrupted when the last probe reached and maintained 56°C for 30 minutes or 60°C for 15 minutes. The insulation was made entirely from kiln dried (∼11% moisture content) lodgepole pine boards (Fig. 4). This type of insulation helped to speed up the heating process because the surface of the boards, usually the coldest areas, was now in contact with a small source of heat generated from the side boards. The RF-power inside the specimen was not significantly reduced because the insulation boards were dry (10% moisture content) and therefore “dielectric non-attractive”. The temperature probes were located similarly with the previous scenario. Twenty eight (28) boards were tested during this scenario.

Second scenario: 1—electrode; 2—top insulating board (40×120 mm); 3—side insulating board (40×90 mm); 4—infected board
Zweites Heizprogramm: 1 – Elektrode; 2 – Obere Isolierplatte (40×120 mm2); 3 – seitliche Isolierplatte (40×90 mm2); 4 – Prüfkörper
2.3.3 Scenario 3
This scenario was time-based and it was designed to deliver fully pasteurized boards without temperature measurements. The same type of wood insulation as in scenario II was used. The boards were exposed to 50 kW/m3 for two time periods, namely, 60 min (T1) and 75 min (T2). Nine (9) boards were tested in T1 and ten (10) in T2.
During each scenario two boards (six for all three scenarios) were used as “controls”. These boards underwent the same procedures as the test group excepting the heating part; the power was off for a period of time equivalent with the real treatment and then the boards were assessed for live PWN presence.
2.4 RF-power calculations
The power deposited in the material under the exposure to the RF field was calculated using the following formula (Torovnikov 1993),
where P L is the power loss, in W; f is the frequency, f=6.78 Hz; ε 0 is the permittivity of free space, ε 0=8.85e–12 F/m; ε″ is the dielectric loss factor (dimensionless), E is the electric field, in V/m and V is the volume of the tested specimen, in m3.
The theoretical amount of power (P T , in W) required to raise wood temperature at either 56 or 60°C was calculated by
where ΔT is the temperature difference, in °C; c pw is the specific heat of wood, in J/(kgK), W is wood weight, in kg and t is the time, in s.
3 Results and discussion
The number of nematodes per board ranged from 0 to 469123 with an average of 88154. Based on the average, ten boards contained approximately 880000 nematodes, which satisfy the Probit 9 requirement.
It was found that 100% kill in all tested specimens resulted by RF heating using a power density of 50 kW/m3 for 75 minutes. Results for each trial are shown in Table 1. In the temperature/time combinations, both 56°C/30 min and 60°C/15 min were effective except in two instances as described below.
In the three instances where pasteurization was expected, but not achieved, namely, in Scenario 1 above target, Scenario 2, 60°C/15 min, and in Scenario 3, T1, some explanations have been considered. In the first instance, where several of the points along the board were below target, there is a possibility of migration of surviving nematodes from a point of low temperature to a point of high temperature. This problem was alleviated in the following set of experiments by ensuring that all measured points along the board had achieved a minimum temperature during treatment. In the second and third instance a decrease in moisture content of the samples themselves, due to storing over a long period of warmer weather, were also speculated; other reasons might include the distribution of moisture inside the specimens—areas with a low moisture content received less RF-energy mainly because of the decrease in dielectric loss factor values. This problem appears to diminish with increasing treatment time.
The amount of RF-power deposited inside a pasteurized board, P L calculated with (2), is largely affected by the amount and distribution of moisture inside wood; different combinations, depicted in Table 2, show that power loss has similar values for very moist sapwood (150 to 62%) and above fiber saturation point heartwood (32–45%). A drop in moisture content below fiber saturation point for both sapwood and heartwood decreased substantially P L value by a magnitude of 1.5 to 3 times; this decrease is largely attributed to the decrease of dielectric loss factor values (Nelson 1978).
P L values were compared with the theoretical amount of energy required to raise wood temperature in the same amount of time (P T , (3)). The ratio between the two values, which is displayed in the last column of Table 2, is different from unity mainly because of the uneven temperature distribution inside the wood specimens—the time used for calculation was the time required by the “laziest” sensor to reach either 56 or 60°C. A trade-off between power loss and the required energy was reached for low moisture contents because of the slower heating pace. Anyway, as one can notice in the fourth and fifth columns of Table 2, the amount of time required to reach the benchmark temperatures increased significantly with a high decrease in moisture content. Designing an industrial scale RF-kiln requires theoretical calculation of the amount of power based on specific heat coefficients and the use of a loss factor of almost 1.5. Values for the energy consumption correlated with moisture content and treatment time are displayed in Table 3.
Internal wood damages—honeycomb or collapse—which were visually assessed on the same wood sections cut for nematode evaluation were totally absent in all cases.
4 Conclusion
Based on the experimental set up of this study PWN was successfully eradicated from lodgepole pine boards through high frequency heating by using two temperature/time combinations, namely, 56°C/30 min and 60°C/15 min. A blindfold test (no temperature sensors) at a power density of 50 kW/m3 maintained for 75 minutes fully pasteurized all the tested boards.
Energy analysis revealed that most of the RF-energy was converted into heat; besides theoretical calculations one should consider the uneven temperature distribution and use a safety factor of 1.5 to avoid the presence of unpasteurised PWN areas.
Overall, the data support the conclusion that pasteurization by RF heating is effective, energy efficient and environmentally friendly. Extension of the experiments from the laboratory to commercial scale in the near future is highly recommended.
References
Avramidis S, Liu F, Neilson BJ (1994) Radio-frequency/vacuum drying of softwoods: drying of thick western redcedar with constant electrode voltage. For Prod J 44(1):41–47
Baker AC (1939) The basis for treatment of products where fruit flies are involved as a condition for entry into the United States. US Department of Agriculture Circular No 551
Bergdahl DR (1988) Impact of pinewood nematode in North America: present and future. J Nematol 20:260–265
Dwinell LD (1997) The pine wood nematode: regulation and mitigation. Annu Rev Phytopathol 35:153–166
Food and Agriculture Organization (FAO) of the United Nations (2002) Guidelines for regulating wood packaging material in international trade. Inter Standards for Phytosanitary Measures No 13 (ISPM 15). FAO of the United Nations, Rome, 14 p
Hoover K, Uzunovic A, Gething B, Dale A, Leung K, Ostiguy N, Janowiak JJ (2010) Lethal temperature for pinewood nematode, Bursaphelenchus xylophilus, in infested wood using microwave energy. J Nematol (submitted for publication)
Lazarescu C, Plattner A, Hart F, Breuil C, Avramidis S (2009) Pasteurization of Hemlock by radio frequency heating: a preliminary study. For Prod J 59(4):79–83
Mamiya Y (1983) Pathology of the pine wilt disease caused by Bursaphelenchus xylophilus. Annu Rev Phytopathol 21:201–220
Mota MM, Braasch H, Bravo MA, Penas AC, Burgermeister W, Metge K, Sousa E (1999) First report of Bursaphelenchus xylophilus in Portugal and in Europe. Nematology 1:727–734
Nelson SO (1978) Frequency and moisture dependence of the dielectric properties of high-moisture corn. J Microw Power 13(2):213–218
Takasu F (2009) Individual-based modeling of the spread of pine wilt disease: vector beetle dispersal and the Allee effect. Popul Ecol 51(3):399–409
Torovnikov GI (1993) Dielectric properties of wood and wood-based materials. Springer, Berlin, 196 p
Tzean SS, Tang JS (1985) The occurrence of the pine wood nematode, Bursaphelenchus xylophilus, in Taiwan. In: Proc ROC symp electron microsc, 6th, pp 38–39
Wingfield MJ, Blanchette RA, Nicholls TH, Robbins K (1982) The pine wood nematode: a comparison of the situation in the United States and Japan. Can J For Res 12(1):71–75
Yang B, Qouli W (1989) Distribution of the pinewood nematode in China and susceptibility of some Chinese and exotic pines to the nematode. Can J For Res 19:1527–1530
Yi C, Park J, Chang K (1989) Occurrence of pine wood nematode, Bursaphelenchus xylophilus (Steiner et. Buhrer) Nickle, and its vector, Monochamus alternatus Hope, in Korea. In: Proc IUFRO reg workshop for insect pests and tree dis NE Asia. For Prod Res Inst, Tsukuba, Jpn, pp 183–193
Acknowledgements
This work is financially supported by a Strategic Grant from the Natural Sciences and Engineering Research Council of Canada. As part of the work was done through support of staff at FPInovations we also wish to thank Canadian Forest Service that financially supported this work under the Contribution Agreement existing between the Government of Canada and FPInnovations, Division Forintek. The input regarding the experimental design and technical information about the RF-heating by Dr. Terry Enegren is greatly appreciated
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Lazarescu, C., Dale, A., Uzunovic, A. et al. Radio frequency heating pasteurization of pine wood nematode (Bursaphelenchus xylophilus) infected wood. Eur. J. Wood Prod. 69, 573–578 (2011). https://doi.org/10.1007/s00107-010-0515-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-010-0515-x