
Abstract
In this study, the effects of coupling agent and nanoclay loading on the mechanical properties and water absorption of composites are investigated. Composites based on polypropylene (PP), wood flour, nanoclay, and maleated polypropylene (MAPP) were made by melt compounding and then injection molding. The mechanical analysis showed that the biggest improvement of the tensile and flexural strengths can be achieved for the nanoclay loading at 3%. However, further increasing of the loading of nanoclay resulted in a decrease of all the mechanical properties. The maximum tensile and flexural strengths (increase of ∼46%, compared to the pure PP) were achieved in the composites when 7.5% MAPP was used as coupling agent in the manufacture of the composites. Finally, it was found that addition of nanoclay or MAPP reduced the water absorption property of the composites. However, the extent of improvement in the water absorption is more prominent with MAPP.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Composite materials based on cellulosic fibers, namely wood plastic composite (WPC), demonstrate remarkable environmental and economical advantages, and they have, therefore, recently attracted much attention (Nourbakhsh et al. 2010). Cellulosic fibers have some disadvantages, such as lower processing temperature, and incompatibility between the hydrophilic fibers and hydrophobic polymers. In addition, moisture absorption of the cellulosic fibers has undesirable effects on the properties of WPCs. It is very well known that the performance of composites, for example the mechanical properties, depends on the properties of the individual components and their interfacial compatibility. Cellulosic fibers are strongly polar due to hydroxyl groups and C–O–C links in their structure. This renders cellulose more compatible with polar, acidic, or basic, rather than with nonpolar polymers. Because of this inherently poor compatibility between the hydrophilic cellulosic fibers and typical hydrophobic commodity thermoplastics, such as polyolefins, a pretreatment of the fiber surface of the matrix polymer or the incorporation of surface modifiers is generally required (Belgacem et al. 1994). The incompatibility problem can be alleviated by the use of coupling agents. These materials become chemically linked with the hydrophilic cellulosic fiber on one side, while facilitating the wetting of the hydrophobic polymer chain on the other side.
On the other hand, nano science and nanotechnology have opened up a completely new way to develop WPCs (Lü et al. 2006). Nanotechnology is a very promising field for improving the properties of WPCs using nanosized fillers. These improvements include high moduli; increased tensile strength and thermal stability; decreased gas permeability, improved flammability properties, decrease in water absorbance and increased biodegradability of biodegradable polymers (Ashori and Nourbakhsh 2009).
The objective of this work was to investigate the influence of nanoclay loading level on mechanical properties and water resistance of the composites. The effect of coupling agent was also evaluated to determine the synergistic effect of coupling agent and nanoclay.
2 Materials and methods
2.1 Materials
The polymer matrix, polypropylene (PP), was supplied by Bandar Imam Petrochemical Company, Iran, in the form of homopolymer pellets with a density of 0.90 g/cm3 and a MFI of 7–10 g/10 min. The important mechanical characteristics of the PP, namely tensile strength and flexural strength are 28.5 MPa and 38.5 MPa, respectively.
The cellulosic material used as reinforcing filler in the composite was fresh poplar (Populus deltoides). Poplar pieces were ground with a Thomas-Wiley mill to pass through a 60-mesh screen, and then they were dried again and stored in sealed plastic bags prior to compounding.
The coupling agent, maleated polypropylene (MAPP) was obtained from Eastman Chemical Products, Inc. Epolene G-3003TM has an acid number of 8 and \(\overline{M_{W}}\approx 103,500\), as reported by the supplier.
Montmorillonite (MMT) based nanoclay Cloisite 20A was a product of Southern Clay Products Inc. It is supplied in a particulate form with sizes in the micro scale range (10% less than 2 μm, 50% less than 6 μm and 90% less than 13 μm).
2.2 Preparation of composites
The amount of fiber was fixed at 30 wt.%; this amount was selected because it is typical of many industrial formulations and represents excellent balance between performances and cost. The concentration was varied from 0 to 6% for nanoclay and from 0 to 7.5% for MAPP, individually, based on the total weight of PP. The wood flour, PP, MAPP and nanoclay were premixed before being fed into the co-rotating (Collin) extruder. The screw speed was between 60 rpm. The extruded strand was passed through a water bath and palletized. The resulting granules were subsequently injection molded at 190°C to produce standard ASTM specimens.
2.3 Mechanical properties
After molding, test specimens were conditioned at 23±2°C, 50±5% RH for 4 days according to ASTM D 618. The mechanical behavior of the nanocomposites was characterized via tensile test in accordance with ASTM D 638. Strength measurements of samples were conducted using an Instron testing machine (Model 1186). The crosshead speed during tension testing was 2.5 mm/min. Each value obtained represented the average of five samples.
2.4 Water immersion test
Water absorption test was carried out following ASTM D570. The samples were immersed in distilled water at 23±1°C for 2 h and 24 h intervals. Before testing, the weight of each sample was measured. Samples were removed at certain periods of time, wiped with tissue paper to remove excess water on the surface and immediately weighed.
2.5 Scanning electron microscopy
Scanning electron microscopy (SEM) was used to study the distribution of nanoclay particles in the composite. The prepared sample was examined by a Scanning Electron Microscope (model Philips XL 30) at an acceleration voltage of 25 kV.
3 Results and discussion
3.1 Mechanical properties
The mechanical properties of PP/wood flour composites containing different contents of nanoclay and MAPP are presented in Fig. 1. From the curves of Fig. 1a, it is evident that significant increase in tensile strength occurred upon filling the polymer matrix with nanoclay, indicating a reinforcing effect. The samples containing 3% nanoclay showed an increment of about 20%. The phenomenon was stronger when using MAPP as coupling agent. The maximum tensile strength value was found to be 41.7 MPa for composites made with 3% nanoclay and 7.5% MAPP, while tensile strength was approximately 36.0 MPa for composites made with 3% nanoclay and 0% MAPP. As can be seen, addition of MAPP or nanoclay increased the tensile strength of the composites. However, for a particular loading, the extent of improvement in the tensile strength is more prominent with the nanoclay. This can be explained by the presence of high aspect ratio stiff silicates layers in the polymer matrix that results in higher extent of interaction with the polymer chains.

Effect of nanoclay and MAPP content on a tensile and flexural strengths and b water absorption of polypropylene/wood flour/nanoclay composites
Einfluss von Nanoclay- und MAPP-Anteil auf die a Zug- und Biegefestigkeiten sowie b die Wasseraufnahme von Polypropylen/Holzmehl/Nanoclay-Verbundwerkstoffen
Similar behavior can be seen in Fig. 1a, where the significant increase in flexural strength is plotted versus nanoclay and MAPP. The differences in strength improvement with respect to MAPP content are very prominent at the highest nanoclay content. This increase in flexural properties was expected due to the improved adhesion between components in the composites. Greater flexural strength was achieved in the composites when nanoclay was used in the manufacture of the composites. Increased flexural properties for 3% nanoclay loading are attributable to the high stiffness of clay platelets with high aspect ratio.
3.2 Water absorption
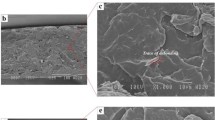
Besides mechanical properties, water resistance is also important for WPCs. Figure 1b shows the values of the water absorption for the composites after 2 and 24 h immersion, which vary depending on the nanoclay and MAPP content. It can be observed that the composites containing 3% nanoclay exhibited lower water absorption as compared to those made without nanoclay. Weight gain upon exposure to water after 24 h decreased as the percentage of nanoclay increased for all composites tested. One of the common mechanisms of water penetration into composite materials is capillary transport into the gaps and flaws at the interfaces between fibers and polymer. Since composite micro voids and the lumens of fibers were filled with nanoclay (Fig. 2), penetration of water by the so-called capillary action into the deeper parts of composite is prevented. On the other hand, the use of 5 and 7.5% MAPP leads to better interaction and decreases in the water sorption and slow moisture penetration in the composites. As shown, the addition of both nanoclay and MAPP improved (reduced) the water absorption properties of the composites. However, the extent of improvement in the water absorption is more prominent with MAPP. This can be explained by better adhesion and wettability between matrix and cellulosic fiber. Increase of interfacial bonds causes a reduction of the voids and limits penetration of the water molecules into fiber cell walls. Furthermore, more hydrophilic groups than hydroxyls are blocked by the coupling effect. So water absorption of the composites made of MAPP is lower than those untreated.

SEM image showing the position of nanoclay particles in the composite with 3% nanoclay and without MAPP (magnification 40000×)
REM-Aufnahme aus der die Lage der Nanoclay-Partikel im Verbundwerkstoff bei einem Nanoclay-Anteil von 3% ohne MAPP ersichtlich ist (Vergrößerung 40000×)
4 Conclusion
The results of this study indicate that tensile and flexural strength of composites made with nanoclay and MAPP increased by about 20 and 13%, respectively, with addition of 3% nanoclay, but then decreased slightly as the nanoclay content increased to 6%. The water absorption of composites was decreased with the increase in nanoclay content. In addition, the coupling agent improved (reduced) the water absorption properties of the composites more than nanoclay. The experimental results indicate that the physico-mechanical properties of WPCs could be significantly improved with an appropriate combination of coupling agent content and nanoclay loading in the composites.
References
Ashori A, Nourbakhsh A (2009) Effects of nanoclay as a reinforcement filler on the physical and mechanical properties of wood based composite. Compos Mater 43(18):1869–1875
Belgacem MN, Bataille P, Sapieha S (1994) Effect of corona modification on the mechanical properties of polypropylene/cellulose composites. Appl Polym Sci 53(4):379–385
Lü W-H, Zhao G-J, Xue Z-H (2006) Preparation and characterization of wood/montmorillonite nanocomposites. For Stud China 8(1):35–40
Nourbakhsh A, Ashori A, Ziaei Tabari H, Rezaei F (2010) Mechanical and thermo-chemical properties of wood-flour polypropylene blends. Polym Bull. 65(7):691–700. doi:10.1007/s00289-010-0288-8
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ashori, A., Nourbakhsh, A. Preparation and characterization of polypropylene/wood flour/nanoclay composites. Eur. J. Wood Prod. 69, 663–666 (2011). https://doi.org/10.1007/s00107-010-0488-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-010-0488-9