
Abstract
The objective of this study was to produce particleboards for general purpose use by utilizing cotton stalks grown in Turkey. The shortage of raw materials in the wood industry resulted in the search for new resources. This is especially true for the particleboard industry in Turkey. It is necessary to find alternative sources of raw material in order to reduce deforestation. Cotton stalks as a cheap raw material compared to woody sources can be used to produce the particleboards that can meet with the required standards. In this study, water absorption, thickness swelling, bending strength, and internal bond properties of particleboards produced with cotton stalks at various resin addition levels and density ranges were studied. It was found that the particleboards produced at a 0.60–0.70 g/cm3 density range showed technological properties acceptable to the standards.
Zusammenfassung
Ziel der Arbeit war die Herstellung von Holzwerkstoffplatten aus Baumwollstengeln für die allgemeine Verwendung in der Türkei. Die Knappheit an Rohmaterialien in der Holzindustrie führte zur Suche nach neuen Rohstoffquellen. Insbesondere in der Türkei ist es notwendig nach Alternativen zu suchen, um den Rückgang an Waldfläche zu verringern. Baumwollstengel können als billige Rohstoffquelle zur Herstellung von Spanplatten mit Standardeigenschaften genutzt werden. In dieser Arbeit werden Wasseraufnahme, Dickenquellung, Biegefestigkeit und Querzugfestigkeit von Platten aus Baumwollstengeln untersucht. Die Platten wurden mit unterschiedlichen Harzmengen und Dichten produziert. Es zeigte sich, dass Platten mit Dichten zwischen 0,60 und 0,70 g/cm3 technologische Eigenschaften aufwiesen, die den Normen genügen.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Cotton is a polyannual temperate zone plant. However it can be grown as an annual plant. Annual species have a height of 60–100 cm, whereas polyannual species may grow to as high as 5–6 m in height. Species cultivated for cotton production are annuals (Düzenli 1989).
In Turkey, between 1997–1999 average annual cotton plantation area was around 756,684 ha and cotton fiber production was 870,000 tons. Turkey is seventh largest in terms of production of cotton fiber per unit area among cotton producing countries (Anon. 1999a). The amount of cotton stalks yield is nearly 3.5 times of the cotton fiber produced.
Cotton stalks are not used industrially in Turkey. They should be cleaned after harvest in order to prevent development of certain parasites during winter season (Brooks 1992). In addition, cleaning is also necessary to prepare the area for next year’s culture. However, this is an additional cost for producers. For cotton stalks to be easily use for particleboard production, the producers should be exempt from this cost and also should obtain additional income.
The search for new raw materials has gone on to the possible use of annual plants such as bagasse, bamboo, sunflower stalks, rice husks, banana and oil-palm (Özen 1980). In previous studies it has been pointed out that cotton stalk fiber is similar to common species of hardwood fiber (Gencer et al. 2001). Hence it would be a suitable raw material for particleboard production.
Cotton stalks used for this study were naturally grown in GAP region (The Southeastern Anatolia Project), which is an important project playing a predominant role in the agricultural development of Turkey. Eighty percent of the region fields are currently used for cotton production (Anon. 1999b). In addition to increase in area, more importantly the quantity of cotton production, especially after the GAP is fully completed, is believed to be significantly increased. That can produce even bigger source raw material for the suffering particleboard industry in Turkey (Güler 2001).
In this study, the effect of some manufacturing variables on some technical properties of particleboards prepared from cotton stalks were investigated and results were compared with those obtained from other annual plants.
2 Materials and methods
Cotton stalks gathered were cleaned from husks and other impurities, and then chipped and screened. Then the chips were dried at 100–110°C until 3% moisture content. In the production of boards urea formaldehyde (UF) resin was used as an adhesive (for middle layers 6%, 8% and 10%, for the outer layers 8%, 10% and 12% based on the oven dry weight of the chips). As a hardener, 33% of ammonium chloride solution was used for all of the UF resin boards. Control boards were produced with phenol formaldehyde resin. The boards were produced at four different specific gravities (0.40–0.50–0.60–0.70 g/cm3). Production parameters of boards used in this study are shown in Table 1.
Prior to testing, the produced boards were conditioned at 65±5% Relative Humidity (RH) and 20±1°C in accordance with TS 642-ISO 554 (1997) Hardboard Method. The specimens were cut from particleboards according to TS-EN 326-1 (1999). The water absorption and thickness swelling of materials were determined according to TS-EN 317 (1999). The boards were also tested for bending strength in accordance to TS-EN 310 (1999) and internal bond strength in accordance to TS-EN 319 (1999).
3 Result and discussion
3.1 Water absorption and thickness swelling
Water absorption and thickness swelling test results are shown in Table 2. It was found that the board type A showed less resistance against the water penetration and showed the highest water absorption values. This was assumed to be due to the lowest amount of resin present in board and the lowest density of the board compared with the other ones. The board type P, on the other hand, was found to be resistant to water penetration, hence it showed the lowest water absorption and the lowest increase in thickness as well. The board produced with phenol formaldehyde resin showed high resistance to water penetration resulting in lower swelling values from the fact that phenol formaldehyde itself is known to be resistant against water even at elevated temperature.
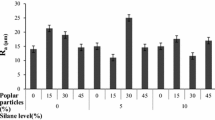
As shown in Table 2, an increase in resin contents resulted in a decrease in thickness swelling of the boards. A plot of thickness swelling versus resin content levels is shown in Fig. 1. The sample Y and P, are identical in respect to density, thickness and resin contents. The sample Y, however, had urea formaldehyde while sample P had phenol formaldehyde as adhesives. Therefore, differences between the properties of thickness swelling of these boards can only be attributed to the adhesives they contained. In addition, thickness swelling values of the boards increased with increasing the board density with respect to immersion period.

The effect of resin content in the middle layer on thickness swelling of cotton stalk particleboard for two different soaking times
Einfluss des Harzgehaltes in der Mittelschicht auf die Dickenquellung von Platten aus Baumwollstengeln bei verschiedenen Tauchzeiten
These results are in agreement with the results previously reported in the literature. Boards produced in the same condition from flax and hemp fibers are reported to show 20% and 25% thickness swelling respectively (Kozlowski et al. 1997). The particleboards produced from residues of sunflower, tobacco and tea industry are also reported to have a level of thickness swelling in the range of 22–37% for 24 hours testing (Kalaycıoğlu 1992).
3.2 Bending strength and internal bond strength
The bending strength and internal bond strength test results are illustrated in Table 3. The Table contains results obtained for 20 mm boards. It was found that bending strength values of boards tested are in the range of 3.3 N/mm2 being lowest for sample A and 17.9 N/mm2 being the highest for sample P. It is seen that samples H, I, K, Y, Z and P meet the requirements set by TS-EN 312-2 (1999). While the rest of samples are found to have bending strength values lower than 17.9 N/mm2.
It is seen in Table 3 that in addition to the samples acceptable to the TS-EN 312-2 (1999), samples F and G are also found to meet the internal bond requirements. Cotton stalks density (0.28–0.31 g/cm3) is lower than woody raw materials density (0.40–0.75 g/cm3) (Gencer et al. 2001). In order to obtain the aimed board thickness, the press can be operated at higher pressure and temperature in the production of cotton stalks particleboard. As a result of this high pressing factor, a better bonding between particles was obtained and internal bond strength values were increased. This procedure can significantly increase the internal bond strength of the board.
4 Conclusions
The manufacture of particleboard from cotton stalks appears to be technically feasible. As the concurrent increases consumption of woody materials due to increase in world population, maximum gain must be obtained from natural sources. Using unutilized cotton stalks for manufacturing particleboards would be a new solution to the raw material shortage in the industry.
It is shown that cotton stalks can be used as an alternative and valuable raw material for the production of particleboard. In general it was found that the extent of water absorption and level of thickness swelling of the boards made of cotton stalks are higher than that of boards made from woody materials. The problem may be easily solved by the addition of paraffin to the boards in order to reduce the rate of water absorption and thickness swelling.
Considering the results obtained, It would be advisable to produce the particleboards from cotton stalks at 0.60 g/cm3 density with the addition level of % 8–10 resin content.
The boards having the lower mechanical properties tested in this study can be used as insulating material in buildings because such materials would not be subjected to any mechanical stress.
Alternatively cotton stalks could only used in the middle layer allone (60–65% of whole board) of the products rather than in the production of a whole board. Using relatively strong woody materials, which can increase the board quality to an acceptable level, can strengthen the outer layers of the boards.
References
Anonymus (1999a) Turkish Ministry of Agriculture Regional Cotton Research Institute Archives, Nazilli
Anonymus (1999b) Variety of experimental cotton seeds. Pure cotton textile, industry and Commerce Company, Gaziantep, Turkey
Brooks H (1992) Personal communication. Brooks Associates. Ltd., Rochester Hills, MI
Gencer A, Eroglu H, Özen R (2001) Medium density fibreboard manufacturing from cotton stalks. Inpaper International, A publication on Wood Pulp and Paper Industry 5(2):26–28
Güler C (2001) Research on the production possibilities of the particleboard from cotton (Gossypium hirsitum L.) stalks. Ph. D. Thesis, Karaelmas University, Zonguldak, Turkey
Kalaycıoğlu H (1992) Utilization of annual plant residues in production of particleboard. ORENKO-92, 1st Forest Product Symposium, Trabzon, Turkey, pp 288–292
Kozlowski R, Mieleniak B, Przepiera A (1997) Particleboars and insulating board on base hemp shives and hemp straw. Natural Fibres—Wlókna Naturalne, Special Edition: Flax and other Bast Plants Symosium, Poznan, Poland, pp 92–100
Özen R (1980) Particleboard industry. Black Sea Technical University, Faculty of Forestry Issue: 30, Trabzon
TS-EN 310 (1999) Wood based panels—determination of modulus elasticity in bending and of bending strength. Ankara
TS-EN 317 (1999) Particleboards and fibreboards—determination of swelling in thickness after immersion in water. Ankara
TS-EN 319 (1999) Particleboards and fibreboards—determination of tensile strength perpendicular to the plane of the board. Ankara
TS-EN 312-2 (1999) Particleboards—specifications—part 2: Requirements for general-purpose boards for use in dry conditions. Ankara
TS 642-ISO 554 (1997) Conditioning and/or standard atmospheres for trial and standard reference atmosphere. Ankara
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Guler, C., Ozen, R. Some properties of particleboards made from cotton stalks (Gossypium hirsitum L.). Holz Roh Werkst 62, 40–43 (2004). https://doi.org/10.1007/s00107-003-0439-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-003-0439-9