
Abstract
This study focusses mainly on assessing the effectiveness of acetone organosolv process as a pretreatment strategy on mustard (Brassica juncea) biomass. We used aqueous acetone as the solvent and sulfuric acid as a catalyst for ease of cellulosic saccharification. The acetone organosolv pretreatment of mustard straw and stalk (MSS) biomass was investigated for the effect of acetone concentration (SC), acid catalyst concentration (AC), and treatment duration (t) using a full factorial design of the experiment and subsequent Pareto analysis of their effects. The 23 full factorials design contained 12 runs, each of which was deployed to pretreat weighed amount of MSS biomass. Each of the different products of these 12 runs was further saccharified using cellulase enzyme produced by Trichoderma reesei. Among the variables, the time has a pronounced effect during pretreatment on glucose yield. Since the increase in time from 30 to 90 min caused an increase of 3.39 g/L in glucose concentration, the increase in acid catalyst concentration from 0.2 to 0.4% caused an increment of 0.7 g/L in glucose content, while the rise in acetone concentration from 50 to 80% caused an increment of 0.44 g/L in glucose concentration. The reducing sugars generated after hydrolysis of MSS biomass can be utilised for the production of bioethanol by Saccharomyces cerevisiae. The FTIR data and SEM studies of untreated and treated MSS biomass were performed to indicate the pretreatment of the MSS biomass. Therefore, after pretreatment MSS biomass can be an alternative substrate for bioethanol production. This study is an attempt to promote the valorization of widely available MSS biomass for bioethanol production by using a statistically optimized process.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The rise in greenhouse gases, global warming and alarming air pollution are the effects of excessive use of fossil fuels, and today they have become the primary concern of human society [1, 2]. The world research community has been searching for sustainable and renewable resources to meet the present and future energy demand [3, 4]. Hence, renewable energy obtained from biomass is considered as an option to fossil fuels because of its environment friendly and sustainable nature. The use of biofuels in the transport sector can reduce the dependency on fossil fuels and also the reliance on import [5, 6]. Ethanol is used as an additive for gasoline and contains 35% oxygen, which helps in the complete combustion of fuel and reduces particulate emissions [7, 8]. The ethanol blending policy of Government of India has made mandatory to add 5% ethanol in gasoline with the indicative target of 20% across the country by 2030 [9]. However, in India, ethanol supply has not been adequate to meet the current demand of 10% ethanol blending in gasoline [9, 10].
Bioethanol is chiefly produced from starch of corn, sugar beet, and sugarcane and its availability depends on climatic and geographic conditions [11, 12]. The use of these food material-based sources for fuel production is not acceptable in society because they will impose the burden on the food supply and also due to its environmental effects [13, 14]. Second-generation bioethanol is obtained from the raw materials, which are rich in carbohydrates like cellulose. The cellulosic biomass can be used in place of first-generation bioethanol feedstock, and thus, it can reduce the dependency on the food industry [14]. Therefore, lignocellulosic biomass obtained as waste from agricultural activities has been put forward as a feasible alternative due to its abundance in nature and the vast quantities generated, its higher cellulose content and compositional uniformity [15]. Three structural polymers form the lignocellulosic materials, i.e. cellulose, hemicelluloses and lignin and small quantities of other compounds [15, 16]. The lignocellulosic biomass must be pretreated to remove the lignin and make the cellulose fraction more accessible to enzymatic attack. To derive these sugars, the process being envisaged and researched upon involves two steps—pretreatment and enzymatic hydrolysis. The pretreatment step is often expensive and deleterious to the following steps [17, 18]. Therefore, it becomes necessary to study the characteristics of different types of pretreatment operations and strategies to see their effect on biomass and to improve the process efficiency and economics.
The mustard waste biomass has been chosen owing to the widespread cultivation of mustard oil seeds in India and its higher cellulosic content than other agro wastes like rice straw and wheat bran. [19]. Mustard straw and stalk (MSS) constitute 70% of the mustard plant. Mustard straw has no other particular use, and its pungent smell turns the cattle away. Its annual production in India is 22 MT per year [20, 21]. Thus, MSS is cheap and readily available biomass for a future cellulosic biomass-based biorefinery in India.
Organic solvents like ethanol, butanol, acetone and glycerol can dissolve a significant amount of lignin upon treatment at high temperatures and in the presence of acid catalysts, leaving behind pulp rich in cellulose which requires lower enzyme loading or less saccharification time to produce fermentable sugars [22,23,24]. After the organosolv process, a pure lignin fraction, an aqueous phase containing the hydrolysed hemicellulose sugars, and a relatively pure cellulosic pulp are obtained [22, 25]. Organosolv pretreatment thus has advantages regarding lignin removal and easy saccharification of cellulosic pulp [26, 27]. The organosolv lignin is also highly suitable to produce valuable chemicals that can add and generate economic value in the process. Also, the solvents used for pretreatments like short-chain alcohols and ketones are easily recoverable by distillation and can be reused, unlike acid and alkali [28,29,30,31]. Acetone is the most preferred lignin solvent due to its low boiling point and a Hildebrand’s solubility parameter δ of 9.9 which is close to that of lignin (δ–11.0) and therefore indicates a good solubility [31]. Acetone organosolv has been studied for lignocellulosic biomass pretreatment wherein an aqueous acetone solvent is used with the mineral acid catalyst at a high temperature [32, 33]. It has also been studied by compounding it with other processes like hot water treatment and phosphoric acid-based cellulose salvation [32, 34].
This study focusses mainly on assessing the effectiveness of acetone organosolv process as a pretreatment strategy on mustard (Brassica juncea) biomass. We have used aqueous acetone as the solvent and sulfuric acid as a catalyst. The study also aims to assess acetone regarding ease of cellulosic saccharification. It will also gauge mustard straw’s usability as a feedstock for ethanol production via organosolv pretreatment. A study of other chemical pretreatment methods like acid hydrolysis, steam explosion and alkali pretreatment of mustard straw and their impact on enzymatic hydrolysis has been done by Manali et al. [35]. The current study complements it by studying the acetone organosolv as a pretreatment process. The acetone organosolv pretreatment was investigated for the effect of solvent concentration (SC), acid catalyst (AC) concentration and treatment duration (t) using a full factorial design of the experiment and subsequent Pareto analysis of their effects. The design contained 12 runs, each of which was deployed to pretreat weighed amount of biomass. Each of the different products of these 12 runs was further saccharified using cellulase enzyme produced by Trichoderma reesei. The amount of glucose sugar released in the liquor as a result of saccharification was measured and taken as the response variable for analysing the effects of the three factors.
2 Materials and methods
2.1 Raw material
The mustard (Brassica juncea) agro residue obtained as mustard straw and stalk (MSS) (without leaves and seeds) was collected from the agricultural fields of Banaras Hindu University, Varanasi, India (25.15°N, 82.59°E), and sun-dried for further use. The MSS biomass was chopped and powdered by a Wiley Mill and sieved to ∼ 1 mm size. Before the compositional analysis, the biomass was prepared by the NREL’s LAP (National Renewable Energy Laboratory, Laboratory Analytical Procedure) ‘Preparation of samples for compositional analyses’ with a little variation. This procedure describes methods for drying, size reduction and representative sampling of biomass samples [36]. The weighted biomass was heated in a convection oven at 50 °C for 24 h. The heated biomass was allowed to cool in a desiccator before it was weighed again. The heating and weighing cycle was continued until the change in the weight of the biomass was less than 1%.
2.2 Compositional analysis of MSS
Mustard straw’s compositional analysis was done to get a basis for estimating the pretreatment and overall efficiency of sugar derivation and utilisation.
2.3 Total solids and ash content
The total solids (TS) content of the biomass was determined using the LAP ‘Determination of Total Solids in Biomass’ of NREL. The total solids content of biomass can be used to calculate the dry weight composition and dry weight yield of intermediate and final products. A convection heating oven was used to heat a weighted amount of biomass at 105 °C for 4 h. The biomass was allowed to cool in a desiccator and was weighed again. This step was repeatedly performed with 1 h of heating time until the weight of the biomass changed by less than 0.1% [37].
The ash content of the MSS was determined using a procedure very similar to NREL’s LAP ‘Determination of Ash in Biomass’. A prepared biomass of 20 g was weighed in duplicate and was taken in a silica crucible. The crucibles were kept in a muffle furnace at 575 °C for 24 h. The obtained weight was converted into a percentage of total solids [38].
2.4 Soluble sugar estimation
The amount of soluble or non-structural sugar in the biomass was determined by a procedure similar to NREL’s LAP ‘Determination of Extractives in Biomass’. Prepared biomass of ~ 5 g weight was taken for Soxhlet extraction with 190 mL of water. The Soxhlet apparatus was operated at a rate of 1 cycle/h for 12 h. The obtained liquor was filtered to remove extraneous solid particles or depositions, and its volume was measured. The clear liquid was analysed by a DNS test for reducing sugar determination using glucose as standard. The overall glucose yield was calculated by Eq. 1 [39].
2.5 Cellulose, hemicellulose and lignin content
The cellulose, hemicellulose and lignin content of MSS biomass were determined using the NREL’s LAP ‘Determination of Structural Carbohydrates and Lignin in Biomass’. The chemical composition (glucose, xylose and lignin) of MSS in the starting and organosolv pretreated forms were determined by performing a two-step sequential acid hydrolysis, based on the material reaction with 72% (w/w) H2SO4 at 30 °C for 1 h. After this pretreatment, distilled water was added to the mixture to dilute H2SO4 to 4% (w/w) and autoclaved at 121 °C for 1 h [14]. The liquid hydrolysate is then analysed for different sugars using HPLC (Waters Gmbg, Austria) equipped with an RI detector (Waters-2414, USA) and an Xbridge amide column at 35 °C, acetonitrile: water (75:25) with 0.1% NH4OH as mobile phase at a flow rate of 1.0 ml/min [40]. The acid-soluble lignin (ASL) content was determined by spectrophotometric analysis of this hydrolysate at 205 nm. An average absorptivity value of 110 L/g-cm was used from which ASL concentration was obtained in g/L units. The acid-insoluble lignin (AIL), also called Klason lignin, was measured as the dry weight of the insoluble solid that was formed after the acid hydrolysis [40, 41]. All analytical determinations were performed in triplicate (average results are shown).
2.6 Production of cellulase enzyme
The microorganisms Trichoderma reesei NCIM 992 and Trichoderma reesei NCIM 1052 were obtained from NCIM, Pune, India, and maintained at 4 °C on potato dextrose agar (PDA) slants. The cellulase production media (CPM) has the following composition (g/L): cellulose, 10.0; yeast extract, 10; glucose, 10; (NH4)2SO4, 1.4; KH2PO4, 2.0; CaCl2.2H2O, 0.4; MgSO4.7H2O, 0.3; FeSO4.7H2O, 0.005; CoCl2.6H2O, 0.0037; MnSO4.H2O, 0.0016; and ZnSO4.7H2O, 0.0014 [42]. The sub-culture was inoculated into 250 ml of Erlenmeyer flask containing 100 ml of cellulose production media and incubated on the orbital shaker at 28 °C, 190 rpm and pH 6.0 for 72 h. After fermentation, the extracellular cellulase enzyme activity of T. reesei NCIM 992 and NCIM 1052 was determined according to NREL’s LAP ‘Measurement of Cellulase Activity’. The activity of the cellulase concentrate was determined using the filter paper assay and expressed in FPU [43]. The procedure determines the filter paper activity (written in FPU/ml of undiluted enzyme solution). The FPU is therefore evaluated as by Eq. 2:
The amount of glucose released in the reaction mixture was determined using a DNS test for reducing sugar determination [44].
2.7 Organosolv acetone pretreatment
The mustard straw was milled using a Wiley Mill, and a particle size of ~ 1 mm was obtained. The organosolv pretreatment of MSS was carried out in an autoclave at a constant temperature of 121 °C for different time intervals. Reactions were performed using MSS biomass, acetone and an acid catalyst (H2SO4) in a solid: liquid ratio of 1:10 (w/v), at different pretreatment times, acid catalyst concentration and acetone concentrations, according to a 23 full-factorial design as shown in Table 2. At the end of the reactions, the residual solids were filtered from the hydrolysate. The residual acetone and acid were removed from pretreated solids by washing it with water. The pretreated solids were dried at 50 °C and further used for saccharification using crude enzymes produced from Trichoderma reesei.
2.8 Design of experiment
A 23 full-factorial design was made to test the effects of different variables: pretreatment time (x1), acid catalyst concentration (x2) and acetone concentration (x3) on the organosolv pretreatment process of MSS using Minitab® 17 software. The design of experiment was performed with three levels of variables which were 50, 65 and 80% (v/v) for solvent concentration; 0.2, 0.3 and 0.4% (w/v) for acid catalyst concentration; and 30, 60 and 90 min for treatment which was based on preliminary experiments. Table 1 presents the range and levels of the variables investigated in this study. Low and high independent factors were coded as −1 and +1, and the midpoint was coded as 0. The designed experiment contained total 12 experiments that were performed in a randomised order, which includes 23 full factorial with two levels (-1 and +1) (8 experiments), and 4 centre points experiments with one replicate. Each experiment used a biomass loading of 10 % (w/v) and a temperature of 121 °C. After the pretreatment, the liquor containing the dissolved lignin and hemicellulose was removed by filtration, and the biomass was washed, first with the aqueous solvent and then with distilled water. This pretreated biomass was subjected to enzymatic hydrolysis. The glucose concentration in the enzymatic hydrolysates and the glucose yield (g glucose/100 g initial MSS biomass) were taken as the dependent variables or responses of the design experiments. The results were subjected to an analysis of variance (ANOVA), and the responses and variables (in coded unit) were correlated by the response surface analysis to obtain the coefficients of Eq. (3).
In Eq. (3), y represents the response or dependent variable, which is the glucose concentration produced after enzymatic hydrolysis of solid residues; a0 is the interception coefficient; x1, x2 and x3 are the coded levels of the independent variables for pretreatment time, acetone and acid catalyst concentration, respectively; and a1, a2, a3, a12, a13, a23 and a123 are the regression coefficients. Student’s t test determined the statistical significance of the regression coefficients, and the proportion of variance explained by the models was given by the multiple coefficients of determination, R2.
2.9 Enzymatic hydrolysis
Enzymatic hydrolysis of the MSS residues (rich in cellulose content) obtained after organosolv acetone pretreatment was performed by using a mixer of crude cellulases produced by T. reesei NCIM 992 and T. reesei NCIM 1052 having activities of 6.4 and 4.7 FPU/ml, respectively. For cellulose hydrolysis, crude enzymes (20 FPU/g substrate) were added to 50-mM sodium citrate buffer and then mixed with the pretreated biomass to give 10% (w/v) consistency. The enzymatic treatment of pretreated MSS was carried out at 50 °C and 150 rpm for 24 h. After the enzymatic hydrolysis, the hydrolysate was centrifuged at 3000 rpm for 10 min, and glucose was measured in the supernatant by HPLC method. The glucose yield was expressed in comparison with initial biomass used.
2.10 FTIR analysis of MSS
Structural and functional group changes in MSS constituents during pretreatment were analysed by FTIR (Shimadzu IR Affinity Spectrometer, Japan). Raw and pretreated biomass about 1–2% (w/w) was thoroughly mixed with dry powdered spectroscopic grade KBr, and the mixture was pressed with 10,000 psi to form a transparent pellet. The spectra were obtained at 4 cm-1 resolution accumulating 45 scans per spectrum over the wavenumber range 4,000–400 cm-1.
2.11 SEM analysis of MSS
The surface morphological studies of native and organosolv acid pretreated MSS were performed by SEM (ZEISS EVO 18 model, Germany). The samples to be coated were mounted on a conductive tape and coated with gold using a Quorum Q150R, auto fine coater and observed using a voltage of 20 KV and magnification of 2 K.X.
3 Results
3.1 Compositional analysis of MSS
The untreated mustard straw and stalks, used in this study, consisted of (%, w/w) 36.5 ± 0.5 cellulose, 17.2 ± 0.4 hemicellulose, 21.4 ± 0.5 acid-insoluble lignin and 3.2 ± 0.2 acid-soluble lignin. The MSS constituents under investigation were also compared with those reported in other studies, as shown in Table 2. These moderate variations can be attributed to the source of the plant [45].
3.2 Statistical analysis of factors affecting the organosolv pretreatment
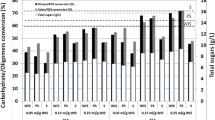
To investigate the effect of different parameters affecting the organosolv pretreatment process and to understand their interactive effects, a statistical analysis was performed using full factorial design. The parameters under consideration were acetone concentration (50–80% v/v), acid concentration (0.2–0.4% w/v) and time (30–90 min). The response was recorded in terms of percentage of cellulose, hemicellulose and lignin obtained after pretreatment and corresponding glucose yield after enzymatic hydrolysis as shown in Table 3. From the table, it can be inferred that the cellulose content after pretreatment varied from 51.2 to 58.2% (w/w). The hemicellulose content was also determined in the biomass and was found to range from 15.9 to 19.9% (w/w), whereas lignin content in the pretreated MSS varied from 18.5% to 22.4% (w/w).
Subsequently, the efficacy of the pretreatment was analysed in terms of glucose yield after the enzymatic hydrolysis under each condition of the design of experiments. It was found that maximum glucose yield obtained was 13.67 g per 100 g of MSS biomass. The minimum value (9.14 ± 0.1) for the same was obtained when all the three parameters had value corresponding to -1, which distinctly supports the positive correlation of the experimental variables with the response. It means that at a lower concentration of acetone, acid catalysts and less pretreatment time, pretreatment was not sufficient and provided the lower sugar release after the enzymatic hydrolysis. The maximum sugar release was obtained at 80% (v/v) acetone, 0.4% (w/v) acid catalysts and 90 min pretreatment time.
The obtained results were analysed to identify the organosolv pretreatment variable that has the most significant effect on the response of glucose concentration and glucose yield after enzymatic hydrolysis. The Pareto chart of standardized effects (Fig. 1) explains the extent of the effect that each pretreatment parameter had on glucose concentration. The result showed that all the three parameters, viz., pretreatment time, acid concentration and solvent concentration, were statistically significant at the 0.05 level (p < 0.05). This graph also indicated that time is the most significant factor crossing the reference line at the absolute value of 3.18.

Pareto chart for showing the level of significance of process variables on glucose yield
The regression model by ANOVA for the pretreatment analysis in coded units is given by Eq. 4. The equation proposed the model for glucose concentration obtained after enzymatic hydrolysis as an effect of three independent parameters and their interactions.
where Ct Pt is the centre point.
The results obtained by ANOVA (Table 4) were used to confirm the prediction of the Pareto chart. The ANOVA result also validated the insignificant interactive effect of the parameter as the p-value of 2-way interactions (x1*x2; x2*x3 and x3*x4) was greater than 0.05. Similar results were obtained for a higher order of interactions (x1*x2 *x3) showing p-value ~ 1, therefore omitted from the table. It means that the interactive effect of all three parameters did not have a significant effect on organosolv pretreatment. The R2 value for the fitted model was found to be 99.90%, whereas the adjusted R2 was found to be 99.62%. Thus, the model was found to be well fitted to the experimental results.
The ANOVA results were verified by the main effects plot shown in Fig. 2 which depicts that the mean of the glucose concentration varies with the change in the level of significant parameters from low to high.

Effects of each variable of organosolv pretreatment process on glucose concentration
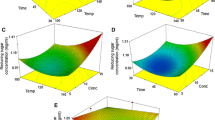
The values of the optimized parameters were obtained by examining the 3D surface plots, which shows the variation of the dependant parameter (glucose concentration) with a change in two other independent parameters as shown in Fig. 3.

(a) Surface plot of glucose vs acid and time. (b) Surface plot of glucose vs acetone concentration and time. (c) Surface plot of glucose vs acid and acetone concentration
3.3 FTIR analysis of MSS biomass
The untreated and pretreated MSS samples were analysed by FTIR to determine the chemical and structural changes in the lignin skeleton of MSS biomass constituents (Fig. 4). It was observed that the organosolv acid pretreatments of MSS biomass affected the surface functional groups.

FTIR spectrum of untreated and organosolv acid pretreated MSS biomass
A significant reduction was observed in different peaks in FTIR spectra of pretreated MSS. The reduced intensities of different peaks suggested that the release of lignin in organosolv acid pretreated biomass have occurred. The main vibrational frequencies and their corresponding functional groups affected by pretreatment are given in Table 5 [49, 50].
3.4 SEM analysis of pretreated MSS biomass
SEM images of untreated and pretreated MSS biomass are shown in Figure 5(a, b). These images depicted the morphological changes occurred in MSS biomass before and after pretreatment. In Figure 5(a), the untreated biomass shows a compact arrangement of cells and indicated the tight binding of lignin with cells. After the acetone- acid pretreatment, the changes can be easily seen as the formation of crevices and holes in MSS biomass surface due to lignin removal (Figure 5b).

Scanning electron micrographs of (a) untreated MSS and (b) organosolv-acid pretreated MSS
4 Discussion
Initial biomass analysis was done by finding the content of the constituents significant for pretreatment and saccharification, which are cellulose, hemicelluloses and lignin. The hydrolysis of these cellulose and hemicellulose by enzymes gives fermentable sugars that can be utilised for the production of ethanol [51]. The pretreatment studies were carried out using sulfuric acid as a catalyst and acetone as solvent by varying their concentrations and incubation time. After the pretreatment process, the liquid stream (pretreatment hydrolysate) was separated from the solid residue (pretreated biomass). The solid residue obtained after each reaction was characterised and later utilised as a substrate for enzymatic hydrolysis to retrieve glucose. The results obtained in Table 2 showed that overall percentage of cellulose in raw MSS was 36.5% which increased up to 58.2% after pretreatment with 0.4% (w/v) of an acid catalyst and 80% (v/v) of acetone for 90 h. When the design of experiments was executed, the time factor had a pronounced effect not only on the yield of cellulose content but also on the reduction of both hemicellulose and lignin. This fact can be validated by comparison of experiment no. 11 with 12, which clearly depicts that when the level of time (x1) in coded form was changed from -1 to +1 such that the other parameters were held constant, the hemicellulose concentration decreased from 19.9 to 15.9% (w/w). The impact of time of pretreatment has been evaluated in earlier studies [52]. However, relation did not qualify in case of lignin removal where solvent concentration also had a significant impact on its reduction. In a study by Mesa et al. [53], pre-treatment time and catalyst concentration were found to be the significant factors of organosolv pretreatment process using sugarcane bagasse.
Other studies suggest that pretreatment efficiency greatly depends on biomass feedstocks and the solvent used in the pretreatment. Huijgen et al. [54] studied the acetone-based organosolv fractionation of wheat straw in 50:50% (w/w) acetone: water at 205 °C for 1 h. This pretreatment provided 93% cellulose recovery, 82% hemicellulose hydrolysis, 79% delignification and up to 87% of enzymatic digestibility. Araque et al. [55] optimised the organosolv pretreatment conditions as 195 °C, 5 min, pH 2.0 and acetone to water ratio 1:1, resulted in higher ethanol production, i.e. 99.5%. Tsegaye et al. [56] studied the optimization of organosolv pretreatment of rice straw using response surface methodology based on CCD (central composite design). They reported that maximum cellulose release (74.02%) was observed at optimum conditions (an acid concentration of 69.85%, pretreatment temperature of 75.41 °C and pretreatment time 29.68 min) with solubilization of 73.17 and 46.62% of lignin and hemicelluloses, respectively [56]. In another study, Choi et al. performed the organosolv pretreatment of eucalyptus biomass for simultaneous production of glucose, furfural and ethanol organosolv lignin (EOL). They reported that the increased production of glucose (37.1 g) was achieved with dissolving hemicellulose-derived sugars (11.4 g) and lignin (22.6 g) after organosolv pretreatment at 160 °C with 1% sulfuric acid. Further, liquid hydrolysate obtained after pretreatment provided 7.9 g of furfural and 12 g of EOL [26].
Our results show that after the pretreatment, the cellulose content increased in the biomass; however a significant fraction of hemicellulose (15.9%, w/w) and lignin (18.5%, w/w) was remaining. The residual fraction of lignin is tough to be disengaged from original structure due to strong covalent and hydrogen bonding, which poses the major challenge. The glucose yield obtained after enzymatic hydrolysis was found to be higher when the lignin content removed from biomass due to pretreatment was increased. This is evident by comparing Run 6 with Run 11, where the concentrations of cellulose and hemicelluloses were comparable; however reduction in lignin concentration from 22.4% to 21.6% led to increase in glucose yield from 9.69 to 10.19 g/100 g of MSS. Similar observation for increase in glucose yield by reduction in lignin content has been reported by other studies [29, 56, 57]. The highest lignin reduction and maximum glucose yield were obtained as 32.9% (w/w) and 13.67% with 0.4% (w/v) of acid catalyst concentration and 80% (v/v) acetone concentration for 90 min, respectively. Similarly the effect of hemicellulose on enzymatic hydrolysis of cellulose was apparent in this study. Malgas et al. [58] reported the effect of hemicelluloses on recalcitrant behaviour of biomass; therefore removal of these compounds becomes a critical step to achieve high glucose yield.
The statistical analysis showed that the three factors had a significant effect on the final glucose yield as the p-value obtained during ANOVA was less than 0.05. On the other hand, 2-way and 3-way interactions did not show any major effect. This result can also be validated from the Pareto graph and the main effects plot. The main effects plot showed that the highest variation was found with time as the dependant parameter as also demonstrated by the Pareto graph. However, the main effect plot yields no information regarding the statistical significance of the obtained variations. The model obtained by ANOVA showed that it could efficiently explain the effects of different parameters and their interaction on the glucose concentration having R2 value 99.9%. The 3D surface plot validated that maximum glucose yield is obtained when the acid concentration is 0.4 % (w/v), acetone concentration is 80% (v/v) and incubation time is 90 min.
The result obtained from FTIR analysis justified the pretreatment process by comparing the transmittance values of functional groups found in untreated MSS and pretreated MSS. The peaks at 1738 cm-1 correspond to the ester linkage C = O, which generally characterises the acetyl group. The acetyl groups are found between hemicellulose and lignin. Thus, the reduction in peak intensities at 1738 cm-1 indicates the breakage of the ester group [59]. The C-Ph and C-H groups generally present in the aromatic structure of lignin, corresponded to the bands at 1607 cm−1and 1385 cm−1 (C–H deformation in hemicelluloses), respectively, from which it can be deduced about the removal of hemicellulose and lignin. The band observed at 2922 cm-1 is due to C-H aliphatic axial bends of CH2 and CH3 present in cellulose, hemicellulose and lignin.
The peak of O-H stretching normally obtained in the range of 3100–3600 cm−1. So the band observed at 3381 cm−1 is due to OH groups present in lignin and carbohydrates. Pretreated MSS has a lower intensity than untreated MSS biomass. The band observed at 2857, and 2922 cm−1 is due to O-CH3 group, which is generally present in lignin and acetyl groups from hemicelluloses.
Similar significant reduction in band intensity was also observed at 1107 and 1238 cm-1 which corresponded to C–O stretching in lignin and hemicellulose. The bands at 898 cm−1, which are due to β-glycosidic linkages among two monosaccharide units, were observed in both untreated and pretreated MSS sample [59]. The FTIR spectra give only relative values, not the absolute values as both amorphous and crystalline regions are present [60]. Corrales et al. [61] reported the pretreatment of sugarcane bagasse by SO2 and CO2 at 205 °C/15 min or SO2 at 190 °C/5 min, and the structural changes were confirmed by FTIR and SEM studies. Ji et al. [48] studied the continuous hydrothermal saccharification of rape straw at elevated temperature from 60 to 230 °C which resulted in 53.4% yield of reducing sugar under optimised conditions. Their SEM and FTIR results showed that the cellulose and hemicelluloses of the rape straw could be fully hydrolysed into the reducing sugars [48]. The reduction in respective peaks confirmed the decrease in a specific functional group which was related to a particular compound. In a similar study, Lee et al. [62] investigated the optimization of ultrasonication-assisted organosolv pretreatment of oil palm empty brunches at a different temperature, sonication power, time and different types of catalysts using Leverburgh Marquee artificial neural networks. They obtained maximum sugars yield of 356 mg/g biomass at optimum conditions of 48.2 °C, 30 min and 55% (192.5 W) sonication power. The morphological study further confirmed that the significant structural disruption of biomass leading to enhancement of enzymatic saccharification was observed after the organosolv pretreatment. The organosolv pretreatments not only facilitate the high cellulose digestibility, high degree of lignin solubilisation and removal of hemicelluloses but also increase the particle size reduction, porosity and cellulose accessible area.
5 Conclusion
This study focused on the optimization of pretreatment strategy for the valorization of MSS, which is a widely available agro-residue. As the pretreatment process is energy-intensive; therefore it requires optimization to minimize the cost of the process and the environmental pollution due to effluent discharge. RSM was used for statistical optimization which showed that duration of pretreatment, the concentration of acid catalyst and organic solvent affected the glucose yield up to the values of 90 min and 0.4 and 80%, respectively, at which maximum yield was obtained. The future scope of this work includes investigation and improvisation of the interaction of organic solvents with the enzyme for enhanced saccharification. Further, the economic feasibility study of the solvent recovery and recycling process could be performed for broader use at industrial level.
5.1 Statistical analysis
All the experiments were performed in triplicates, and the results are presented as mean ± standard deviation.
References
Nigam PS, Singh A (2011) Production of liquid biofuels from renewable resources. Prog Energy Combust Sci 37(1):52–68
Perera F (2018) Pollution from fossil-fuel combustion is the leading environmental threat to global pediatric health and equity: solutions exist. Int J Environ Res 15(1):16
Popp J, Lakner Z, Harangi-Rákos M, Fári M (2014) The effect of bioenergy expansion: food, energy, and environment. Renew Sust Energ Rev 32:559–578
Singh S, Chakravarty I, Pandey KD, Kundu S (2018) Development of a process model for simultaneous saccharification and fermentation (SSF) of algal starch to third-generation bioethanol. Biofuels 11(7):847–855. https://doi.org/10.1080/17597269.2018.1426162
Hahn-Hägerdal B, Galbe M, Gorwa-Grauslund MF, Lidén G, Zacchi G (2006) Bio-ethanol–the fuel of tomorrow from the residues of today. Trends Biotechnol 24(12):549–556
Singh S, Chakravarty I, Kundu S (2017) Mathematical modelling of bioethanol production from algal starch hydrolysate by Saccharomyces cerevisiae. Cell Mol Biol (Noisy-le-Grand, France) 63(6):83–87
Praptijanto A, Muharam A, Nur A, Putrasari Y (2015) Effect of Ethanol Percentage for Diesel Engine Performance Using Virtual Engine Simulation Tool. Energy Procedia 68:345–354
Bala A, Singh B (2019) Development of an environmental-benign process for efficient pretreatment and saccharification of Saccharum biomasses for bioethanol production. Renew Energy 130:12–24
Raju S, Shinoj P, Joshi P (2009) Sustainable development of biofuels: Prospects and challenges. Econ Polit Wkly. 44 (50):65–72. https://www.jstor.org/stable/25663941
Saravanan AP, Mathimani T, Deviram G, Rajendran K, Pugazhendhi A (2018) Biofuel policy in India: a review of policy barriers in sustainable marketing of biofuel. J Clean Prod 193:734–747
Akram F, ul Haq I, Imran W, Mukhtar H (2018) Insight perspectives of thermostable endoglucanases for bioethanol production: a review. Renew Energy 122:225–238
Antunes FA, Chandel AK, Terán-Hilares R, Milessi TS, Travalia BM, Ferrari FA, Hernandez-Pérez AF, Ramos L, Marcelino PF, Brumano LP (2019) Biofuel production from sugarcane in Brazil. In: Sugarcane Biofuels. Springer, pp 99–121. https://doi.org/10.1007/978-3-030-18597-8_5
Yamakawa CK, Qin F, Mussatto SI (2018) Advances and opportunities in biomass conversion technologies and biorefineries for the development of a bio-based economy. Bio Bioenerg 119:54–60
Muktham R, Bhargava SK, Bankupalli S, Ball AS (2016) A review on 1st and 2nd generation bioethanol production-recent progress. J Sustain Bioenergy Syst 6(03):72
Saini JK, Saini R, Tewari L (2015) Lignocellulosic agriculture wastes as biomass feedstocks for second-generation bioethanol production: concepts and recent developments. 3. Biotech 5(4):337–353
Hassan SS, Williams GA, Jaiswal AK (2019) Moving towards the second generation of lignocellulosic biorefineries in the EU: Drivers, challenges, and opportunities. Renew Sust Energ Rev 101:590–599
Tu W-C, Hallett JP (2019) Recent advances in the pretreatment of lignocellulosic biomass. Curr Opin Green Sustain Chem 20:11–17
Sarkar N, Ghosh SK, Bannerjee S, Aikat K (2012) Bioethanol production from agricultural wastes: An overview. Renew Energy 37(1):19–27
Maiti S, Purakayastha S, Ghosh B (2007) Thermal characterization of mustard straw and stalk in nitrogen at different heating rates. Fuel 86(10-11):1513–1518. https://doi.org/10.1016/j.fuel.2006.11.016
Tripathi M, Mishra A, Misra A, Vaithiyanathan S, Prasad R, Jakhmola R (2008) Selection of white-rot basidiomycetes for bioconversion of mustard (Brassica compestris) straw under solid-state fermentation into energy substrate for rumen microorganism. Lett Appl Microbiol 46(3):364–370
Wyman CE (1994) Ethanol from lignocellulosic biomass: technology, economics, and opportunities. Bioresour Technol 50(1):3–15
Harmsen P F H, Huijgen W, Bermudez L, Bakker R (2010). Literature review of physical and chemical pretreatment processes for lignocellulosic biomass. Wageningen UR-Food & Biobased Research. https://library.wur.nl/WebQuery/wurpubs/fulltext/150289
da Silva ARG, Errico M, Rong B-G (2018) Evaluation of organosolv pretreatment for bioethanol production from lignocellulosic biomass: solvent recycle and process integration. Biomass Convers Biorefin 8(2):397–411
Terán Hilares R, Swerts MP, Ahmed MA, Ramos L, da Silva SS, Santos JC (2017) Organosolv pretreatment of sugar cane bagasse for bioethanol production. Ind Eng Chem Res 56(14):3833–3838
Yuan W, Gong Z, Wang G, Zhou W, Liu Y, Wang X, Zhao M (2018) Alkaline organosolv pretreatment of corn stover for enhancing the enzymatic digestibility. Bioresour Technol 265:464–470
Choi J-H, Jang S-K, Kim J-H, Park S-Y, Kim J-C, Jeong H, Kim H-Y, Choi I-G (2019) Simultaneous production of glucose, furfural, and ethanol organosolv lignin for total utilization of high recalcitrant biomass by organosolv pretreatment. Renew Energy 130:952–960
Zhang H, Fan M, Li X, Zhang A, Xie J (2018) Enhancing enzymatic hydrolysis of sugarcane bagasse by ferric chloride catalyzed organosolv pretreatment and Tween 80. Bioresour Technol 258:295–301
Yao L, Chen C, Yoo CG, Meng X, Li M, Pu Y, Ragauskas AJ, Dong C, Yang H (2018) Insights of ethanol organosolv pretreatment on lignin properties of Broussonetia papyrifera. ACS Sustain Chem Eng 6(11):14767–14773
Tan X, Zhang Q, Wang W, Zhuang X, Deng Y, Yuan Z (2019) Comparison study of organosolv pretreatment on hybrid pennisetum for enzymatic saccharification and lignin isolation. Fuel 249:334–340
Tsegaye B, Gupta P, Balomajumder C et al (2020) Optimization of Organosolv pretreatment conditions and hydrolysis by Bacillus sp. BMP01 for effective depolymerization of wheat straw biomass. Biomass Conv Bioref. https://doi.org/10.1007/s13399-020-00691-4
Zhao X, Cheng K, Liu D (2009) Organosolv pretreatment of lignocellulosic biomass for enzymatic hydrolysis. Appl Microbiol Biotechnol 82(5):815–827
Li T, Remón J, Jiang Z, Budarin VL, Clark JH (2018) Towards the development of a novel “bamboo-refinery” concept: selective bamboo fractionation by means of a microwave-assisted, acid-catalysed, organosolv process. Energy Convers Manag 155:147–160. https://doi.org/10.1016/j.enconman.2017.10.077
Smit A, Huijgen W (2017) Effective fractionation of lignocellulose in herbaceous biomass and hardwood using a mild acetone organosolv process. Green Chem 19(22):5505–5514
Zhang YHP, Ding SY, Mielenz JR, Cui JB, Elander RT, Laser M, Himmel ME, McMillan JR, Lynd LR (2007) Fractionating recalcitrant lignocellulose at modest reaction conditions. Biotechnol Bioeng 97(2):214–223
Kapoor M, Raj T, Vijayaraj M, Chopra A, Gupta RP, Tuli DK, Kumar R (2015) Structural features of dilute acid, steam exploded, and alkali pretreated mustard stalk and their impact on enzymatic hydrolysis. Carbohydr Polym 124:265–273
Hames B, Ruiz R, Scarlata C, Sluiter A, Sluiter J, Templeton D (2008) Preparation of samples for compositional analysis. National Renewable Energy Laboratory, Golden, CO, NREL Technical Report No. NREL/TP-510-42620
Sluiter A, Hames B, Hyman D, Payne C, Ruiz R, Scarlata C, Sluiter J, Templeton D, Wolfe J (2008) Determination of total solids in biomass and total dissolved solids in liquid process samples. National Renewable Energy Laboratory, Golden, CO, NREL Technical Report No NREL/TP-510-42621:1-6
Ehrman T (1992) Determination of Ash in Biomass. Chemical Analysis and Standard Procedure, NREL Alternative Fuels Division (005)
Ruiz R, Scarlata C, Sluiter J, Templeton D (2005) Determination of extractives in biomass. NREL Laboratory Analytical Procedure National Renewable Energy Laboratory Golden, CO
Sluiter A, Hames B, Ruiz R, Scarlata C, Sluiter J, Templeton D, Crocker D (2008) Determination of structural carbohydrates and lignin in biomass. National Renewable Energy Laboratory, Golden, CO, NREL Technical Report No. NREL/TP-510-42618
Hyman D, Sluiter A, Crocker D, Johnson D, Sluiter J, Black S, Scarlata C (2008). Determination of acid soluble lignin concentration curve by UV-Vis spectroscopy. National Renewable Energy Laboratory, Golden, Colorado, Technical Report No. NREL/TP-510-42617.
Gottschalk LMF, Paredes RS, Teixeira RSS, Silva ASA, Bon EPS (2013) Efficient production of lignocellulolytic enzymes xylanase, β-xylosidase, ferulic acid esterase and β-glucosidase by the mutant strain Aspergillus awamori 2B. 361 U2/1. Braz J Microbiol 44(2):569–576
Adney B, Baker J (1996) Measurement of cellulase activities. Lab Anal Proc 6:1996
Miller GL (1959) Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal Chem 31(3):426–428
Landin M, Martinez-Pacheco R, Gomez-Amoza J, Souto C, Concheiro A, Rowe R (1993) Effect of batch variation and source of pulp on the properties of microcrystalline cellulose. Int J Pharm 91(2-3):133–141
González-García S, Moreira MT, Feijoo G (2010) Comparative environmental performance of lignocellulosic ethanol from different feedstocks. Renew Sust Energ Rev 14(7):2077–2085
Pronyk C, Mazza G (2012) Fractionation of triticale, wheat, barley, oats, canola, and mustard straws for the production of carbohydrates and lignins. Bioresour Technol 106:117–124
Ji W, Shen Z, Wen Y (2014) A continuous hydrothermal saccharification approach of rape straw using dilute sulfuric acid. Bioenergy Res 7(4):1392–1401
Li M-F, Fan Y-M, Xu F, Sun R-C (2010) Characterization of extracted lignin of bamboo (Neosinocalamus affinis) pretreated with sodium hydroxide/urea solution at low temperature. BioResources 5(3):1762–1778
Pretsch E, Clerc T, Seibl J, Simon W (2013) Tables of spectral data for structure determination of organic compounds. Springer-Verlag, Berlin Heidelberg. https://doi.org/10.1007/978-3-662-22455-7
Zhao X, Li S, Wu R, Liu D (2017) Organosolv fractionating pre-treatment of lignocellulosic biomass for efficient enzymatic saccharification: chemistry, kinetics, and substrate structures. Biofuels Bioprod Biorefin 11(3):567–590
Brosse N, Hussin MH, Rahim AA (2017) Organosolv Processes. In: Biorefineries. Advances in Biochemical Engineering/Biotechnology, vol 166 pp 153–176. Springer, Cham. https://doi.org/10.1007/10_2016_61
Mesa L, González E, Cara C, Ruiz E, Castro E, Mussatto SI (2010) An approach to optimization of enzymatic hydrolysis from sugarcane bagasse based on organosolv pretreatment. J Chem Technol Biotechnol 85(8):1092–1098
Huijgen WJ, Reith JH, den Uil H (2010) Pretreatment and fractionation of wheat straw by an acetone-based organosolv process. Ind Eng Chem Res 49(20):10132–10140
Araque E, Parra C, Freer J, Contreras D, Rodríguez J, Mendonça R, Baeza J (2008) Evaluation of organosolv pretreatment for the conversion of Pinus radiata D. Don to ethanol. Enzym Microb Technol 43(2):214–219
Tsegaye B, Balomajumder C, Roy P (2020) Organosolv pretreatments of rice straw followed by microbial hydrolysis for efficient biofuel production. Renew Energy 148:923–934
Cebreiros F, Clavijo L, Boix E, Ferrari MD, Lareo C (2020) Integrated valorization of eucalyptus sawdust within a biorefinery approach by autohydrolysis and organosolv pretreatments. Renew Energy 149:115–127
Malgas S, Minghe VK, Pletschke B (2020) The effect of hemicellulose on the binding and activity of cellobiohydrolase I, Cel7A, from Trichoderma reesei to cellulose. Cellulose 27(2):781–797
Banerjee D, Mukherjee S, Pal S, Khowala S (2016) Enhanced saccharification efficiency of lignocellulosic biomass of mustard stalk and straw by salt pretreatment. Ind Crop Prod 80:42–49
Karimi K, Taherzadeh MJ (2016) A critical review of analytical methods in pretreatment of lignocelluloses: composition, imaging, and crystallinity. Bioresour Technol 200:1008–1018
Corrales RCNR, Mendes FMT, Perrone CC, Sant’Anna C, de Souza W, Abud Y, da Silva Bon EPP, Ferreira-Leitão V (2012) Structural evaluation of sugar cane bagasse steam pretreated in the presence of CO 2 and SO 2. Biotechnol Biofuels 5(1):36
Lee KM, Zanil MF, Chan KK, Chin ZP, Liu YC, Lim S (2020) Synergistic ultrasound-assisted organosolv pretreatment of oil palm empty fruit bunches for enhanced enzymatic saccharification: an optimization study using artificial neural networks. Biomass Bioenergy 139:105621
Acknowledgements
The authors are thankful to the Ministry of Human Resource and Development (MHRD-New Delhi) for proving the fund for this project. The authors are also thankful to the Center for Instrument and Facility Center (CIFC), IIT (BHU) Varanasi for conducting the SEM and FTIR analysis.
Author information
Authors and Affiliations
Contributions
1. S. S. carried out the research work and drafted the manuscript
2. R. S. has performed the data analysis and contributed significantly in manuscript writing.
3. S. K. has designed the experiments and given the final approval of the version to be published.
Corresponding author
Ethics declarations
Competing interests
The author(s) declare that they have no competing interests
Ethical approval and consent to participants
This article doesn’t contain any studies with human participants or animal studies by any of the authors.
Consent for publication
All authors consent to publish this manuscript.
Permission to collect the sample
No permission was necessary to collect the sample.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Singh, S., Sinha, R. & Kundu, S. Role of organosolv pretreatment on enzymatic hydrolysis of mustard biomass for increased saccharification. Biomass Conv. Bioref. 12, 1657–1668 (2022). https://doi.org/10.1007/s13399-020-01251-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-020-01251-6