
Abstract
In order to uplift the machining efficiency and accuracy of micro electrical discharge machining (micro-EDM) milling, this paper studied the prediction and compensation method of electrode loss and established a fixed length compensation model for micro-EDM milling with spiral electrodes. It was verified through experiments that the model can successfully predict the electrode loss of micro-EDM milling with spiral electrodes. On the basis of a single factor experiment, the influence of processing parameters (pulse width, pulse interval, peak current, rotating speed) on the actual relative volume loss ratio (θr) of micro-EDM milling with spiral electrodes was studied. Then, based on the orthogonal experiment, the optimization of the θr of micro-EDM milling with spiral electrodes based on fixed length compensation was studied. Through signal–noise ratio (SNR) analysis, the optimal processing parameter combination of θr was obtained as the pulse width of 4.2 μs, the pulse interval of 13 μs, the peak current of 4A, and the rotating speed of 1400r/min. Under this parameter combination, the θr of micro-EDM milling with spiral electrodes based on fixed length compensation could be reduced to 22.23%. Variance analyses were carried out on the outcomes, and a process model of θr based on fixed length compensation was established. Because the predicted results were consistent with the results of the validation test, the reliability of the process model was proved.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In modern industry, the application of micro components and microstructures below millimeter level is more and more extensive, and the accuracy requirement is higher and higher [1, 2]. Micro-EDM is a processing technique that utilizes the electro etching effect of pulse discharge between positive and negative electrodes to remove excess metal, which is suitable for machining micro parts [3, 4].
With the proposal of microelectrode machining methods such as block electrode reverse copy method and line electrode grinding method, micro-EDM milling has been widely used and developed [5]. Micro-EDM milling acts as a combination of micro-EDM and NC milling, which uses a simple shape electrode to machining a three-dimensional cavity according to the NC predetermined milling path [6, 7]. In processing, the layered milling method is usually used to divide the complex three-dimensional cavity processing into continuous single-layer milling processing. When layered milling, each layer has a specific processing depth, so as to obtain the required micro three-dimensional structure. However, there are still many challenges in the practical application of micro-EDM milling. Among them, the most important and urgent problem to be solved is electrode loss. Because the pulse discharge in the micro-EDM process will cause erosion of both the positive electrode and the negative electrode, the loss of the electrode is inevitable. This will reduce the processing efficiency, cause the depth of the processing cavity to be inaccurate, and generate shape errors. Therefore, electrode loss compensation strategy has become the key of micro-EDM milling micro three-dimensional cavity [8].
An effective electrode compensation strategy will uplift the processing efficiency and accuracy of micro-EDM milling. Because of this problem, scholars have done a lot of researches. Many scholars develop the machining path of tool electrodes based on specific machining methods to predict and compensate for micro-EDM milling. Yu et al. [9] put forward the equal loss electrode compensation strategy. That is, in the processing, ensure that the thickness of every tier is smaller than the discharge gap, to convert the three-dimensional wear of the electrode into linear wear. They successfully processed a complex three-dimensional cavity, but the processing efficiency was relatively low. Luan et al. [10] put forward the uniform loss subsection compensation method on the basis of the equal loss method. According to the length of the machining path, they compensated evenly in sections, so as to avoid the inconsistency of the starting point and ending point depth caused by electrode loss, and obtained better machining results. Li et al. [11] proposed a layered machining electrode compensatory approach for micro-EDM milling. Based on this compensation method, they machined a three-dimensional cavity, uplifted the processing efficiency, and decreased the tool wear rate (TWR). Pei et al. [12] proposed a fixed length compensatory approach for electrode loss as per the theory of electrode equal loss. They calculated the compensation length based on the compensation accuracy and pre-written it into the machining program, thus realizing continuous high-precision machining.
Some scholars collect the data of the micro-EDM process for real-time evaluation and control the electrode feed according to the evaluation results to realize the real-time compensation of electrode loss. Mahardika et al. [13] put forward a novel approach to determine the electrode loss by counting the quantity of discharging pulse and the gross energy. The experimental results verify the feasibility of real-time compensation for electrode loss as per this method. Kaneko [14] used a CCD sensor for real-time image acquisition and then used the image processing approach to extract the electrode shape change. They calculated the loss of the fine electrode according to the image, obtained the value that needs to be compensated, and realized the real-time compensation of the electrode. But this method can only process some simple shapes and cannot realize the processing of complex three-dimensional cavities.
In recent years, many scholars have explored the impact of machining parameters on micro-EDM milling. Karthikeyan et al. [15] researched the impacts of discharge, rotating velocity, incursion speed, and depth diameter ratio on the material removal rate (MRR) and TWR in micro-EDM milling through general factorial experiments. They found that the rotating speed had the greatest influence on the removal of etched substances and then established the MRR and TWR models of the process parameter. Francesco et al. [16] studied the impact of electrical parameters on MRR, TWR, and depth error of micro-EDM milling based on UWM. By analyzing the main effect diagram, Pareto diagram, and interactive diagram, it was concluded that the open-circuit voltage plays a major role. Hao et al. [17] studied the impacts of impulse width, peaking current, machining polarization, trajectory type, trajectory overlapping, and scan speed on the machining efficiency, machining state, machining speed, and surface accuracy of micro-EDM with servo scanning and real-time compensation. They obtained the influence law of the process parameters, and successfully processed a typical three-dimensional microstructure according to the optimized process parameters. Lim et al. [18] studied the influence of working voltage, gap control algorithm, resistance, and capacitance value on MRR, TWR, and machining stability for micro-EDM milling based on linear compensation. They determined the suitable machining parameter range for stable and efficient micro-EDM milling based on linear compensation.
From the literature review, although the effectiveness of micro-EDM milling to process three-dimensional cavity is widely known, and many scholars have conducted research on predictive compensation and real-time compensation of electrode loss, there is still a lack of in-depth research on the efficient and high-precision electrode loss compensation scheme of micro-EDM milling with spiral electrodes. In this paper, the fixed length compensation model of micro-EDM milling with a spiral electrode was established, and its effectiveness was verified by single-slot milling experiments. The effects of processing parameters of pulse width (1.3, 1.8, 2.4, 3.2, 4.2, and 5.6 μs), pulse interval (5.6, 7.5, 10, 13, 18, and 24 μs), peak current (1.4, 1.6, 2.4, 3.2, 4, and 5.6A), and rotating speed (1000, 1200, 1400, 1600, 1800, and 2000r/min) on the θr of micro-EDM milling with spiral electrodes based on fixed length compensation were studied by a single factor experiment. On the basis of orthogonal experiments, the optimal processing parameter combination of θr was determined through SNR analysis. Variance analyses were carried out on the outcomes, and a process model of θr based on fixed length compensation was established. This article lays the foundation for the highly efficient and highly precise processing of micro-EDM milling with spiral electrodes.
2 Fixed length compensation model of micro-EDM milling with spiral electrode
2.1 Fixed length compensation model
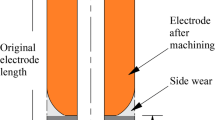
For the spiral electrode used in this study, when the spindle rotates at high speed for milling, the cross section of the electrode end can be approximately expressed as a triangular section. The analytical model of the spiral electrode under the condition of single-groove milling is shown in Fig. 1. The surface to be machined is represented by y = G(x), the spiral electrode is machined according to the trajectory of y = g(x), and the actual machined bottom shape is H(x), as shown in Fig. 2. Based on the analysis of the relationship between H(x), G(x), and g(x), the bottom profile model of micro-EDM with spiral electrodes is established [12].

Cross-sectional equivalent diagram of micro-EDM milling with spiral electrodes

Profile view of the bottom surface of the groove
The formula for the relative volume loss ratio between the electrode and the workpiece is as follows:
where, θ is constant, VE denotes the friction volume of the tool, VW denotes the workpiece friction volume.
Assuming that after processing an infinitesimal element, the bottom angle of the axis section of the spiral electrode remains unchanged, and the loss volume formula of the workpiece is as follows:
where, Δx is the length of an infinitesimal element machined in the milling direction, ΔVW is the amount of workpiece erosion in machining an infinitesimal element, d is the electrode diameter, σ is the side discharge gap, α is the bottom angle of the axial section at the end of the spiral electrode.
The loss volume formula corresponding to the electrode is as follows:
where, ΔVE is the amount of electrode erosion in the machining micro-element.
Combining formulas (1), (2), (3), and deriving, the following formula can be obtained:
Suppose that the initial surface of the workpiece is a plane, and the moving track of the electrode is a straight line parallel to the X-axis, so G (x) = 0, g′ (x) = 0, which can be obtained by solving the equation with formula (4):
When x = 0, H (0) = HW, the profile of workpiece bottom after micro-EDM milling with spiral electrodes is as follows:
where, HW is the initial machining depth, which is a negative number, and
During milling, when the electrode loss reaches the preset compensation accuracy, compensation will be performed, and the compensation amount is γ. According to formula (6), the compensation length L corresponding to γ can be obtained; the formula is as follows [12]:
2.2 Single-slot milling experiment of fixed length compensation model
2.2.1 Experimental equipment
The experiment of micro-EDM milling is completed on AgieCharmilles micro-EDM machine shown in Fig. 3.

AgieCharmilles micro-EDM machine
The workpiece is the Ti-6Al-4 V titanium alloy. Before the experiment, the workpiece needs to be retreated to ensure the flatness of the whole surface below 0.001. The diameter of the spiral electrode is 0.2 mm, the bottom angle of the shaft section is 18.5°, and the ingredient is tubular carbide alloy UF10, as presented by Fig. 4.

Schematic diagram of the spiral electrode
2.2.2 Experimental method
The validity of the fixed length compensation model is verified by the single-slot milling experiments of micro-EDM. The processing parameters of the experiment are listed in Table 1. After the preliminary micro-EDM hole machining test, it is measured that the θ is 25% and the σ is 50 μm under the machining parameters.
According to formula (8), when γ is 2 μm, the corresponding L is 35 μm.
The first stage of micro-EDM milling is the hole processing, and the depth of the hole is |HW|. Due to the discharge gap and electrode loss in micro-EDM machining, if there is no electrode compensation for hole machining, it will lead to the error of the bottom profile of the groove. Therefore, it is necessary to establish the prediction and compensation model of electrode feed depth in the drilling stage.
The formula of the electrode loss length Δl is as follows:
The formula of electrode feed depth H in the drilling stage is as follows:
According to formula (10), the H under the processing conditions can be calculated to be 43 μm.
Before each experiment, a reference tool setting point is set on the workpiece through the contact sensing function of the machine tool. After the electrode loss compensation in the hole processing stage, the milling is started. In the process of milling, every 10 times of compensation, the spiral electrode is moved to the reference tool setting point and the loss length of the electrode at this time is recorded, and then the processing is continued. After processing, use the KEYENCE 3D laser scanning microscope to measure the bottom profile curve at the centerline of the single slot. To ensure the accuracy of the study, three single slots were processed, and the average value was used as the final value.
2.3 Experimental results and analysis
The single slot obtained by micro-EDM milling with spiral electrode based on fixed length compensation is shown in Fig. 5.

Top view of single slot
The data of electrode axial loss during processing are analyzed and presented by Fig. 6. In the micro-EDM milling with spiral electrodes as per the fixed length compensation model, there is an error between the actual electrode abrasive length and the theoretical value. When the number of compensations is 140 times, the actual loss length of the electrode is 20 μm longer than the theoretical value, and the error is about 7%. The fixed-length compensation model at this time cannot predict the actual wear of the electrode well, resulting in reduced machining accuracy.

Relation diagram of electrode loss length and compensation times
Figure 7a is the bottom profile curve at the centreline of the single slot, and Fig. 7b is the cross-sectional schematic diagram of the single slot at 4000 μm. As shown in the figure, after a certain distance of micro-EDM milling, the bottom profile of the machining groove will reach a stable groove depth. The average groove depth after 3500 µm is 43.8 µm, which is less than the HW. This is because the relative volume loss ratio of electrodes used in fixed length compensation model is measured by the preliminary micro-EDM hole machining test. It is not the θr of micro-EDM milling, which leads to the error of the compensation model. Therefore, studying the θr of micro-EDM milling is of great significance for improving machining accuracy.

Laser scanning profile of a single slot. a Bottom profile curve diagram at the centreline of a single slot. b Schematic diagram of cross section at 4000 μm
3 Effect of process parameters on electrode loss
Determine the electrode loss law of micro-EDM milling with spiral electrodes by studying the impact of processing variables on electrode loss. Here, the electrode loss is described by θr.
Through the single-slot machining experiment in the previous chapter, it is found that no matter how large the measurement error of θ is, the micro-EDM milling based on the fixed length compensation will finally get a stable groove depth Hd. The L obtained by the parameters Hd and θr is exactly equal to the L obtained by the HW and θ, as shown in formula (11):
Therefore, a method for measuring θr of micro-EDM milling can be obtained. Estimate a θ before performing single-slot milling, and then perform milling processing according to the fixed-length compensation method. After processing, measure the stable groove depth of the single-channel groove. The formula for θr is as follows [19].
3.1 Single-factor experiments
The impact of process parameters on electrode loss was studied by a single factor experiment. After many preliminary tests, the range of processing parameters was determined. Process parameters are shown in Table 2. At the same time, θ = 25%, HW = 50 μm, γ = 2 μm, σ = 50 μm, and the length of single groove is 4900 μm. According to formula (8), the compensation length is 35 μm. According to the measured stable groove depth after machining, the formula (12) is substituted to calculate θr. Three experiments were finished for every group of parameters, and the mean value was taken as the final value.
3.2 Effects of processing parameters on θ r
In the process of micro-EDM milling with spiral electrode based on fixed length compensation, the increase in pulse width extends the discharge duration of a single pulse and elevates the discharge energy. The electrode loss increases, resulting in the increase of θr. When the pulse width is between 3.2 μs and 4.2 μs, due to the increasing proportion of energy distributed by the positive electrode, the increase rate of the MRR of the workpiece is higher than the electrode loss rate, and θr shows a downward trend. However, the too large pulse width will lead to too large duty cycle. The removal of corrosion particles becomes difficult, abnormal discharge occurs frequently, and electrode loss is more serious. At this time, θr becomes larger again. Therefore, as the pulse width increases, θr first increases, then decreases, and then increases, as shown in Fig. 8a. Francesco et al. [16] achieved similar results in the processing of micro-channels on Ni–Cr–Mo steel by micro-EDM. However, they lack the research on the influence of pulse width greater than 4 μs, which is supplemented in this paper.

Effect of process parameters on θr. a Effect of pulse width on θr. b Effect of pulse interval on θr. c Effect of peak current on θr. d Effect of rotating speed on θr
Pulse interval influences the duty cycle to realize the deionization of the inter-electrode medium during the machining process, thereby affecting the energy actually obtained by the tool electrode in the machining. With the increase of the pulse interval, the erosions can be discharged smoothly, and the fresh working fluid can fully enter the discharge gap to reduce the generation of abnormal discharge phenomenon, and θr shows a decreasing trend. However, when the duty cycle is too small, the discharge energy in the unit pulse decreases. At this time, the thermal breakdown process is not obvious, the discharge points are relatively dispersed, and the effective discharge times are reduced, resulting in the reduction of machining efficiency. Because the decreasing rate of MRR is higher than that of electrode loss, θr shows an upward trend. Therefore, as the pulse interval increases, θr first decreases and then increases, as shown in Fig. 8b. Parmar and Patel [20] obtained approximate conclusions about the influence law of pulse interval on RTWR when processing on carbide (K20) materials using micro-EDM.
The peak current affects θr by changing the discharge energy. With the increase of the peak current, the discharge density increases, the discharge process becomes more frequent, the energy obtained by the electrode per unit discharge time increases, and the electrode loss is serious. However, because the workpiece is connected to the positive electrode and the electrode is connected to the negative electrode, the increase rate of the electrode loss volume is slower than the increase rate of the material removal volume of the workpiece, so θr always decreases. However, with the increase of peak current, the removal of corrosion particles becomes difficult, abnormal discharge occurs frequently, the growth rate of workpiece material removal slows down, and the electrode loss is more serious. Therefore, the falling speed of θr slows down, and the absolute value of the slope of the curve becomes smaller. Therefore, as the peak current increases, θr has been decreasing, as shown in Fig. 8c. Jahan et al. [21] obtained approximate results in the study of process parameters for micro-EDM of tungsten carbide.
The rotation of the electrode can effectively cut off the arc, reduce the probability of short circuit and arc discharge, and improve the state of discharge between electrodes. And the rotation of the electrode can effectively drive the flow of the working fluid medium, so as to better remove the eroded particles out of the discharge gap. As the rotating speed increases, the machining process becomes more stable, and θr shows a decreasing trend. However, when the rotating speed continues to increase, the discharge point moves too fast, and the excessive discharge energy will be taken away by the working fluid medium, and the processing efficiency will be reduced instead. At this time, the rate of decrease of MRR is higher than the rate of decrease of electrode loss, and θr shows an upward trend. Therefore, as the rotating speed increases, θr first decreases and then increases, as shown in Fig. 8d [22]. At present, there is still a lack of research on the influence of electrode rotating speed between 1000r/min and 2000r/min on the relative electrode loss rate of micro-EDM milling. This paper fills the gap in this field.
4 Process optimization of θr in micro-EDM milling
4.1 Orthogonal experiment
The process parameters of the orthogonal experiment are shown in Table 3. According to Taguchi’s design, the orthogonal experimental machining parameter combination of micro-EDM milling with spiral electrode based on fixed length compensation is shown in Table 4. Three experiments were finished for every group of parameters, and the mean value was taken as the final value.
In the process of micro-EDM milling, there are many factors that affect electrode loss. The SNR analysis method is adopted, and the corresponding SNR value is used as the analysis index of the θr, so as to find the optimal process parameter combination that meets the electrode loss evaluation index.
For micro-EDM milling with spiral electrodes based on fixed length compensation, the smaller θr is, the better. So, we need to use Lower the Better (LB), and the formula is as follows [23]:
where, S / N is the SNR of the θr, n is the number of experiments under the same parameters, yi is the value of θr in the i-th experiment.
4.2 The single-objective optimization of the θ r
The SNR of θr is computed as per Eq. (13); the outcomes are shown in Table 5. Figure 9 shows the variation law of the average SNR of θr under different process parameters.

Effect of process parameters on the mean SNR of θr
According to Fig. 9, as the pulse width increases, the θr always increases. As the pulse interval increases, the θr first decreases and then increases. As the peak current increases, the θr always decreases. When the rotating speed rises, the θr first decreases and then increases. The influence law of process parameters on θr obtained by orthogonal experiment is consistent with the conclusion in Sect. 3.2. According to the results of SNR analysis, the optimal process parameter combination of θr can be obtained. That is, the pulse width is set to the first level, the pulse interval and the rotating speed are set to the second level, and the peak current is set to the third level.
When the processing parameters are the optimal process parameter combination, that is, the pulse width is 1.3 μs, the pulse interval is 13 μs, the peak current is 5.6A, and the rotating speed is 1600r/min, the verification test of single-objective optimization is implemented. The three experimental results of the verification experiment are shown in Table 6, and the SNR of θr is 13.7916. Contrasting the SNR of θr under the optimal process parameter combination with the SNR in Table 5, the results verify that the single-objective optimization obtains the optimal processing parameter combination.
4.3 Process model of θ r
The regression model of θr of micro-EDM milling with spiral electrodes based on fixed length compensation is as follow:
where, Y is the mean value of θr, K1 to K9 are undetermined coefficients.
Perform a general linear regression analysis on θr, and substitute the orthogonal experiment results in Table 5 into formula (14) to obtain the regression equation of θr as follows:
A one-way analysis of variance was finished on the regression equation of θr, and the outcomes are shown in Table 7.
Take the confidence level as 95%, F0.05(8,18) = 2.51. The F ratio of the regression equation of θr is 14.0013, which is above 2.51, so the regressive formula of θr is significant.
Substituting the optimal process parameter combination of θr for micro-EDM milling with spiral electrodes based on fixed length compensation into formula (15), the predicted result of the regression equation of θr is obtained, which is 0.2040. The prediction result is very close to the verification test result, which proves the accurateness of the process model of θr.
5 Conclusions
In this paper, a fixed length compensation model for micro-EDM milling with spiral electrodes was established, and the impact of machining parameters on θr was explored and obtained. For different combinations of processing parameters, single-objective optimization of θr was finished, and the optimal processing parameter combination of θr was obtained. Then, regression analysis and variance analysis were performed on θr; a process model of θr for micro-EDM milling with spiral electrodes based on fixed length compensation was established. The conclusions are as follows:
-
1.
As the pulse width increases, θr first increases, then decreases, and then increases. As the pulse interval increases, θr first decreases and then increases. As the peak current increases, θr keeps decreasing. As the rotating speed increases, θr first decreases and then increases.
-
2.
The optimal processing parameter combination of θr is the pulse width of 1.3 μs, the pulse interval of 13 μs, the peak current of 5.6A, and the rotating speed of 1600r/min. Under this parameter combination, the θr of micro-EDM milling with spiral electrodes based on fixed length compensation can be reduced to 20.43%.
-
3.
Through the regression analysis and variance analysis of the orthogonal experimental results of θr, the process model of θr is established. The reliability of the process model is proved by the comparative analysis of the prediction result and the verification test result. This process model lays a foundation for accurately predicting the electrode loss of micro-EDM milling with spiral electrodes based on fixed length compensation.
-
4.
According to the single-objective optimization result of this study, the high-precision machining of microgroove can be achieved through micro-EDM milling with spiral electrodes based on fixed length compensation.
References
Bhosle RB, Dabade BM (2020) A novel tooling approach for micro electrical discharge machining of micro-slits on Inconel 600 using foil tools. Adv Mater Process Technol 5:1–17
Sahoo R, Kar S, Patowari PK (2020) Experimental study on Titanium diamond by fabricating micro-holes using Micro-EDM with Taguchi’s method and response surface method. ERX 2(4):045026 (13pp)
Nas E, Gökkaya H, Akıncıoğlu S (2017) Surface roughness optimization of EDM process of Hastelloy C22 super alloy. Proceedings of 1st international conference of advanced materials and manufacturing technologies-Karabuk University 166–170
Akıncıoğlu S (2021) Taguchi optimization of multiple performance characteristics in the electrical discharge machining of the tiger2. Facta Univ-Ser Mech 1–18
Weng FT, Shyu RF, Hsu CS (2003) Fabrication of micro-electrodes by multi-EDM grinding process. J Mater Process Technol 140(1–3):332–334
Marrocco V, Modica F, Bellantone V, Fassi I, Medri V (2020) Pulse-type influence on the micro-EDM milling machinability of Si3N4–TiN workpieces. Micromach-Basel 11(10)
D’Urso G, Giardini C, Lorenzi S, Quarto M, Silvestroni L (2020) Micro-EDM milling of zirconium carbide ceramics. Precis Eng 65:156–163
Xu B, Guo K, Zhu LK, Wu XY, Liang X (2019) The wear of foil queue microelectrode in 3D micro-EDM. Int J Adv Manuf Technol 104:3107–3117
Yu ZY, Masuzawa T, Fujino M (1998) Micro-EDM for three-dimensional cavities—development of uniform wear method. Cirp Ann-Manuf Technol 47(1):169–172
Yu HL, Luan JJ, Li JZ, Zhang YS, Guo DM (2010) A new electrode wear compensation method for improving performance in 3D micro EDM milling. J Micromech Microeng 20(5):055011
Li JZ, Xiao L, Wang H, Yu HL, Yu ZY (2013) Tool wear compensation in 3D micro EDM based on the scanned area. Precis Eng 37(3):753–757
Pei J, Zhuang X, Zhang L, Zhu Y, Liu Y (2018) An improved fix-length compensation method for electrical discharge milling using tubular tools. Int J Mach Tool Manuf 124:22–32
Mahardika M, Prihandana GS, Mitsui K (2012) Precision machining by discharge pulse counting methods in micro EDM processes. J Mech Sci Technol 26(11):3597–3603
Kaneko T (1992) Improvement of 3D NC contouring EDM using cylindrical electrodes—optical measurement of electrode deformation and machining of free-curves. Proc Isem X
Karthikeyan G, Ramkumar J, Dhamodaran S, Aravindan S (2010) Micro electric discharge milling process performance: an experimental investigation. Int J Mach Tool Manuf 50(8):718–727
Francesco M, Valeria M, Giacomo C, Irene F (2011) Sustainable micro-manufacturing of micro-components via micro electrical discharge machining. Sustain-Basel 3(12):2456–2469
Hao T, Yong LI, Manhong HU (2012) Experimental research on effects of process parameters on servo scanning 3D micro electrical discharge machining. Chin J Mech Eng-En 01(v.25):118–125
Lim HS, Wong YS, Rahman M, Lee MKE (2003) A study on the machining of high-aspect ratio micro-structures using micro-EDM. J Mater Process Technol 140(1):318–325
Xu JL, Li JG, Pei JY, Hu DJ (2009) Effects of relative volume wear ratio on micro-EDM process and its method for measuring. J Shanghai Jiaotong U 43:1508–1511
Parmar KV, Patel RI (2014) Experimental investigation of process parameters of micro EDM drilling on carbide (K20) material. Int J Adv Eng Res Dev
Jahan MP, Wong YS, Rahman M (2009) A study on the quality micro-hole machining of tungsten carbide by micro-EDM process using transistor and RC-type pulse generator. J Mater Process Technol 209(4):1706–1716
Alavi F, Jahan MP (2017) Optimization of process parameters in micro-EDM of Ti-6Al-4V based on full factorial design. Int J Adv Manuf Technol 92:167–187
Rajmohan K, Kumar AS (2016) Experimental investigation and prediction of optimum process parameters of micro-wire-cut EDM of 2205 DSS. Int J Adv Manuf Technol 93:187–201
Funding
This work was supported by the National Natural Science Foundation of China under Grant [No. 51775316].
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection, and analysis were performed by QX and XG. The first draft of the manuscript was written by QX, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Xing, Q., Gao, X. & Zhang, Q. Effects of processing parameters on electrode loss of micro-EDM milling with spiral electrode. Int J Adv Manuf Technol 121, 4011–4021 (2022). https://doi.org/10.1007/s00170-022-09598-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09598-y