
Abstract
Over the last few decades, thanks mainly to their specific technological features and their stability of dimension and shape, wood-based panels have seen flourishing industrial and commercial development.
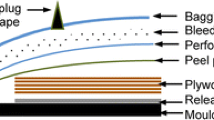
Of these, blockboard consists of a central layer (core) made up of solid wood strips which is stiffened and bound together by glued, hot-pressed rotary cut veneers overlaid with grain (main wood fibre direction) perpendicular one to another. The panel made in this way is considered a distinct type of plywood.
Although blockboard is widely used in furniture-making and carpentry in general, and plays an important role in the production of some EU countries, its physicalmechanical properties are largely unknown and the combination of wood components having very different thickness (strips and veneers) makes it difficult to precisely determine the bonding quality.
The aim of this work is to contribute to setting up a testing method to objectively assess the above property as well as to achieve more efficient production process control.
To this end the main testing methodologies, and in particular those on solid wood panels (prEN 13354), glulam (EN 392) and plywood (EN 314) were evaluated.
The tension shear test seemed to be the most significant for assessing the actual resistance of the pair of glue lines bonding the wooden elements that make up the blockboard.
In order to obtain symmetrical test pieces, the determination of the bonding quality also made it necessary to further glue two portions of the panel realizing a compound (5 layers) specimen whose core layer consisted of two overlaid veneers with parallel grain.
Because of the encouraging results obtained, the method proposed has been included in the recent revision of the standard EN 314, the contents of which is also going to be adopted by ISO.
Résumé
Au cours des dernières décennies, grâce surtout à leurs intéressantes caractéristiques technologiques et leur stabilité en matière de dimensions et de formes, les panneaux à base de bois ont enregistré un croissant développment industriel et commercial.
L'un d'entre eux, le panneau latté, est constitué d'une couche centrale (âme) d'éléments en bois massif qui est rendue solidaire par la superposition, par collage et pressage à chaud, d'un placage avec direction des fibres perpendiculaires.
Pour la composition susmentionnée, le panneau qui en dérive est considéré comme étant un type particulier de contre-plaqué.
Bien que le panneau latté utilisé largement dans le secteur de l'ameublement et de la menuiserie en général, et qu'il occupe une place capitale dans le cadre de la production de plusieurs pays de l'UE, ses propriétés mécaniques sont peu connues, alors que la présence actuelle de composants en bois d'épaisseur très différente (liteaux et placages) rend difficile une détermination correcte de la qualité du collage.
À ce propos, les principales méthodologies d'essai sur cet aspect ont été soigneusement évaluées, en particulier celles qui concernent les panneaux de bois massif (prEN 13354), le bois lamellé collé (EN 392) et le contre-plaqué (EN 314).
L'essai de cisaillement par traction s'est révélé être le plus significatif pour évaluer la résistance effective des deux lignes de colle qui relient les éléments en bois composant le panneau.
Toutefois, pour obtenir des éprouvettes symétriques, la détermination recherchée nécessite le collage de deux portions de panneau ce qui permet de réaliser une éprouvette composée (à cinq couches) dans laquelle la couche centrale est constituée par deux placages superposés avec direction des fibres parallèles.
En considération des résultats obtenus, la méthodologie proposée a été introduite dans la révision de la norme EN 314, dont le contenu sera aussi adopté par l'ISO.
Article PDF
Similar content being viewed by others

Avoid common mistakes on your manuscript.
References
Adelizzi, D., ‘Handbook of Semi-finished Products. Semi-finished Products on Natural Wood and Wood-based Panels’, (only available in Italin), (Consorzio Legno Legno, Reggio Emilia, 1999) 231–236.
Bary-Lenger, A., Pierson, J. and Poncelet, J., ‘Transformation, utilisation et industries du bois en Europe’, (Éditions du Perron, Alleur-Liège, 1999).
Bandel, A., ‘Quality inspection of solid wood panels’, (only available in Italian),Xylon X (9) (1997) 44–51.
Bandel, A., ‘Gluing Wood’, (only available in Italian), (CATAS, S. Giovanni al Natiosone—UD, 1994).
Bandel, A. and Lavisci, P., ‘Statistical quality control in plywood manufacturing: the gluing process’, (only available in Italian),MondoLegno 19, (4) (1995) 38–44.
Cardellini, A., ‘Solid wood panels. Classification and requirements for solid wood panels as required by CEN/TC 112’, (only available in Italian),MondoLegno 23 (40) (1999) 67–70.
Cardellini, A., ‘Plywood. Classification and requirements for plywood as required by CEN/TC 112’, (only available in Italian),MondoLegno 23 (35) (1999) 68–70.
Lavisci, P., Pesi, I. and Zanuttini, R., ‘Guidelines For the Use of Plywood Conforming to EN Standards’, (only available in Italian), (Assopannelli-Federlegno/Arredo, Milano, 1997).
Marra, A. A., ‘Technology of Wood Bonding—Principles in Practices’, (Van Nostrand Reinhold Company, New York, 1992).
Okkonnen, A. E. and River, B. H., ‘Factors affecting the strength of block-shear specimens’,Forest Product Journal 46 (7/8) (1989) 87–91.
Zanuttini, R., ‘Glulam: technological aspects for the production and control’, (only available in Italian),L'edilizia VII (12) (1993) 27–48.
Zanuttini, R. and Pomelli, F., ‘Wood-based panels and their reference standards’, (only available in Italian),U&C XLIII (4) (1999) 8–11.
Author information
Authors and Affiliations
Rights and permissions
About this article
Cite this article
Zanuttini, R., Cremonini, C. Optimization of the test method for determining the bonding quality of core plywood (blockboard). Mat. Struct. 35, 126–132 (2002). https://doi.org/10.1007/BF02482112
Received:
Accepted:
Issue Date:
DOI: https://doi.org/10.1007/BF02482112