
Abstract
The dynamics of the supply chain has been changing since the past two decades. The different view of the supply chain is proposed by the researchers to achieve sustainability in the system. With consideration of the environment and cleaner production concerns, lean and green closed-loop supply chain aspect is crucial to enhance the sustainability of an organization. In this context, this chapter analyzes the barriers for the implementation of lean and green closed-loop supply chain in the Indian small and medium enterprises (SMEs). A total of 35 barriers have been identified from the literature survey; out of which, 15 potential barriers have been shortlisted by using the best–worst method (BWM). After finalizing the top 15 barriers, interpretive structural modeling (ISM) has been adopted to analyze the relationship among the barriers. The proposed framework provides systematic approach for analyzing the barriers, and also creates roadmaps for the implementation of lean and green closed-loop supply chain in the SMEs.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
In today’s manufacturing world, globalization policies have created extra intensive competition among manufacturers. However, producers or manufacturers have grown to adopt revolutionary technologies and strategies together with efficient supply chain management to achieve a sustainable competitive benefit. Over the past few years, businesses are facing huge competition due to technological changes, innovation, and globalization (Sharma et al., 2011). In recent years, people have started considering environmental protection as the most important area of concern around the globe. Also, the customer is aware of environmental impacts due to pollution by manufacturing sectors. Maximizing the value of items by recycling, reusing, remanufacturing, and closed-loop supply chain (CLSC) have environmental benefits (Tibben-lembke & Rogers, 2002) as well as minimize the impacts on the environment.
In general, customers want to throw or separate product residues and packaging from their nearby once they utilized the product completely. It is necessary to take this material from the customers to renew its usage value or to neutralize the negative impact on the environment. In practice, closed-loop supply chain is often related to waste management, so it is necessary to point out their diversity. Waste management is defined as efficient waste collection and processing, and closed-loop supply chain treats products for which there is a certain usable value that can be recovered and reused. In this way, CLSC took the role of tool recreating and restoring the economic and ecological balance opposite to that of open-loop supply chain, where the entire technique is allowing for items movement from the point in their usual very last vacation spot to the point of starting place/recovery. As a consequence, closed-loop supply chain can pay attention because of the potentials of cost healing from the used and returned items. Closed-loop supply chain starts from the customer and then tries to manage end-of-life (EOL) products through different processes, including recycling, remanufacturing, repairing, and finally disposing of some used parts. Some renowned companies of the world like Dell, Canon, Xerox, and IBM have gained benefits through the implementation of CLSC (Ravi et al., 2005).
In this chapter, a new method, called the best–worst method (BWM), is used to solve multi-criteria decision-making (MCDM) problems. According to BWM, the best (e.g., most desirable, most important) and the worst (e.g., least desirable, least important) barriers are identified first by the decision-maker. Using solver in MS Excel, the global weights are calculated to rank the barrier. Based on the ranking of sub-barriers, the interpretive structural modeling (ISM) is applied to develop the model and to analyze the interrelationship among the top 15 sub-barriers, which are a hindrance to the implementation of lean and green closed-loop supply chain in the Indian small and medium enterprises (SMEs).
2 Literature Review
The literature reviewed mainly focused on creating awareness about the usage of closed-loop supply chain systems and on capitalizing on its advantages in the supply chain management system. Retrieval of materials for low-value (recycling) or high-value (remanufacturing) are related to closed-loop supply chains (CLSCs). The returned goods at the end of lifecycle or post-use are utilized to create this material through production (Rahim et al., 2011; Fatin Ainaa et al., 2011). Disposal streams are redirected to develop into manufacturing streams or new raw materials in “closed-loop” approaches (Ayres & Simonis, 1994). Strategies such as remanufacturing, refurbishment/reconditioning, reuse, repair, and recycling are included in closed loop (Ijomah et al., 1999; Korchi & Millet, 2011; Xerox, 2009). Rathore et al. (2011) pointed out that from an environmental perspective closed-loop approaches are better than open-loop approaches, because in closed loop they make use of natural resources where value and resources are already whereas in open loop the materials are dumped into the ground or burned up. Over the past few years, closed-loop supply chains (CLSC) has attracted the attention of industrial managers and researchers (Fleischmann et al., 2000; Nikolaou et al., 2013; Prahinski & Kocabasoglu, 2006). Researchers and practitioners are taking note of CLSC-related issues due to growing environmental worries, competitive benefits, promising financial capability, legislative motives, and social responsibility. As a result, the scope of CLSC has been widening (Sasikumar & Kannan, 2008). Kumar and Putnam (2008) explored closed-loop supply chain opportunities and techniques in different industries. Bing et al. (2014) proposed a framework for infrastructure development for the CLSC network for household plastic waste to make the community extra sustainable and electricity efficient. Prakash and Barua (2015) investigated barriers to CLSC within the Indian electronics enterprise. Kara and Onut (2010) designed a reverse delivery chain community for recycling paper in India.
The idea of supply chain management (SCM) may be defined from exclusive approaches. In a purpose to attain the objective of this chapter, the definition proposed by the Council of Supply Chain Control Professionals (CSCMP) is assumed. SCM encloses the planning and management of all activities involved in sourcing and procurement, conversion, and all logistics management. In addition to that, it also includes coordination and collaboration with channel partners, which may be suppliers, intermediaries, third-party service providers, and customers. SCM integrates supply and demand management within and throughout organizations. Businesses have confirmed an interest in the adoption of sustainable practices in enterprise operations for the use of an integrated quality, environmental, and protection control machine. Recent studies by various authors examine the implementation of sustainability concepts that are intently associated with sustainable practices in the field of closed-loop supply chain. Effective closed-loop supply chain specializes in the backward flow of material from customers to suppliers to maximize value from the returned object and establish its proper disposal (Rogers & Tibben-Lembke, 1999; Stock, 1992). This includes product returns, recycling, item replacement, reuse of substances, waste disposal, refurbishing, repair, and remanufacturing (Stock, 1992).
Consequently, closed-loop supply chain studies have emphasized using environmentally conscious logistics strategies, the so-known as green logistics (Carter & Ellram, 1998; Van Hoek, 1999). Many firms apprehend the monetary or economic effect of closed-loop supply chain further to the environmental elements (Klausner & Hendrickson, 2000; Ritchie et al., 2000). Furthermore, a few studies indicate that companies can recapture price via an efficient and powerful returns manner (Autry et al., 2001). Additionally, Freires and Guedes (2008) display the existence of forward relation between belief among sellers of the deliver chain and effectiveness and performance of closed-loop supply chain systems. Firms are willing to just accept returns from clients due to the fact that quick and efficient managing of returned products can also be critical in sustaining relationships and creating repeat purchases. As a result, closed-loop supply chain lets companies differentiate themselves from competitors, builds customer loyalty in the market, and undoubtedly affects customer satisfaction.
Large organizations face better costs of returns due to greater lenient return regulations, and consequently, the issue of return is more severe in such companies. Many companies will receive nearly all things that are dispatched or sent back up the channel, regardless of reason or circumstance, if they perceive that it could advantage the consumer relationship (Stock, 1992). Moreover, Rogers and Tibben-Lembke (1999) carry out an intensive survey to figure out and describe present-day practices and trends of closed-loop supply chain. However, most of the firms covered in the research were huge agencies. Anyhow, if SMEs want to boom competitiveness in the new scenario, they need to consider new management trends, as efficient as reverse supply chain systems. Nevertheless, firms/managers should not forget that some adjustments cannot be carried out immediately. Because of this, the firms want to investigate their specific barrier, challenges, resources, and abilities before considering their solutions and decisions.
3 Barriers to Closed-Loop Supply Chain
Barriers are factors that hinder the process adoption because of any inadequacies of the organization. For the successful adoption of lean and green CLSC, organizations need to find out their barriers or factors which are restricting the adoption. Based on the discussion with industrial experts, academic experts, and from the existing literature sources, this study identified eight main barriers which are further classified into a subgroup of thirty-four sub-barriers. The identified barriers and sub-barriers are shown in Table 1.
3.1 Management Barriers
Management barriers contain a firm’s strategy, planning, involvement, hiring and training personnel, the requirement of a performance measurement system, ready-to-learn best practices, and proper support structures.
3.2 Infrastructure Barriers
Infrastructure plays a vital role in lean and green CLSC implementation. Researchers and practitioners felt that affordable recycling technologies with the support and coordination of all the members would enhance the success of lean and green CLSC implementation.
3.3 Policy Barriers
Policy barriers include both external and internal stakeholders’ views on firms. Policy and schemes of different governments can affect lean and green closed-loop supply chain activities.
3.4 Environmental Barriers
Environmental management is important in enterprise performance. Furthermore, reuse, recovery, and effective waste management may enable the enterprise to improve its image, as customers are more sensitive to environmental issues and sustainability. For example, lean and green CLSC practices contribute to environmental improvement by reducing energy use and (CO2) emissions per item.
3.5 Social Barriers
The co-operative behavior of society people is necessary for the sharing of information. Supply chains have a tremendous impact on societies, which can be seen with the example of raw materials and products shipped around the world for the next step of production to allow the use of cheaper labor or other resources.
3.6 Economic Barriers
The economic barrier as a financial aspect might be considered in two ways, one about the costs and another about the benefits. Lean and green closed-loop supply chain during the implementation stage is seen as quite an expensive challenge. While its processes are very specific, it is necessary to invest a lot of financial means into new infrastructure, training, technologies, information system, etc.
3.7 Technological Barriers
Enterprises are not doing advancements in machinery and equipment to improve product quality. These types of barriers are included in the technological barrier
3.8 Organizational Barriers
Inadequate organizational structure discourages firms from making changes in their production processes and ways of organizing work, which leads to a lower production rate, thus making the firm economically weak.
4 Methodology
4.1 Best and Worst Method
The best and worst method (BWM) is a multi-criteria decision-making (MCDM) technique developed by Dr. Jafar Rezaei (Delft College of generation) in 2015 to solve MCDM problems on the basis of pairwise comparison (Rezaei, 2015). BWM may be utilized in diverse decision-making areas, including enterprise and economics, health, IT, engineering, and agriculture. There are various MCDM methods such as the analytic hierarchy process (AHP), analytic network process (ANP), TOPSIS, and BWM available from the literature for ranking the criteria. Among the available MCDM methods, BWM has been applied in this chapter to identify the prominent barriers based on the ranking of barriers. In general, BMW uses pairwise comparison for the selection of the best and worst criteria with other criteria from the set of decision criteria (Ahmad et al., 2017). Also, BWM has been applied previously in the selection and segmentation of suppliers (Rezaei et al., 2016), in identifying the solutions to overcome the barriers for green innovation in SMEs (Gupta & Barua, 2018), assessment of risk (Torabi et al., 2016), ranking of sustainable manufacturing barriers (Malek & Desai, 2019), and assessment of technologies from the sustainability perspective (Ren et al., 2017). In this precept, wherever the aim is to rank and pick an alternative among a set of options, the BWM approach can be used. BWM can be used by one decision-maker or a set of decision-makers. The salient features of BWM, in comparison to maximum present MCDM techniques, are: (i) it requires less comparison data; (ii) it ends in more consistent comparison because of this that it produces a reliable result (Rezaei, 2015). The methodology consists of the following steps as follows.
Step1: Let C = {c1, c2, …..cn} be the set of criteria, where “n” denotes the number of criteria. Based on discussions with the decision-maker in practice, the criteria “C” is finalized.
Step 2: In this step, the decision-maker identifies the best and worst criteria for comparison.
Step 3: Determine the preference of best criteria over the other criteria using the score of 1 to 9 given by the decision-makers, which result in the best criteria to other (BO) vectors as given as
where pbj indicates the preference of best criteria “b” over “j”.
Step 4: Determine the preference of all criteria over the worst criteria using the score of 1 to 9, which results in the worst criteria to others (WO) vector as given as
where pjw indicates the preference of “j” criteria over worst criteria “w”.
Step 5: Find the optimal weight (w1*, w2*, w3*,…wn*) and the sets of weight that should satisfy the following relationship.
In this step, the maximum and minimum of absolute difference is found |wb /wi − pb i | and |wi /ww − piw |. The optimal weights need to fulfill the above conditions for all criteria.
The mathematical model is solved using a solver in MS Excel. Before solving, the nomenclature of different criteria to be set and also the selection of best and worst criteria among the criteria to be done. Results are obtained along with graphs and charts through which the optimal weight is obtained.
Step 6: Repeat steps 1–5 for each barrier group.
4.2 Interpretive Structural Modeling
Interpretive structural modeling (ISM) was first proposed by J Warfield in 1973 to analyze the complex socioeconomic system. It is interpretive as the judgment of the group decides whether and how different elements are related (Govindan et al., 2013; Rajesh, 2017). The steps followed in ISM are as follows:
Step 1: The first step in ISM is to identify the barriers based on the literature review and from the expert’s opinion. In this chapter, the study at present found the top fifteen barriers by applying the best and worst methods.
Step 2: In this step, the relationship between the barriers i and j are established.
Step 3: Four symbols are used to denote the direction of the relationship between the criterion i and j. the four symbols and the corresponding relations are as follows:
V – for the relation from element i to element j and not in both directions;
A – for the relation from element j to element i and not in both directions;
X – for both the directional relations from element i to element j and j to i;
O – if the relation between the elements did not appear.
Step 4: Construction of structural self-interaction matrix based on the inputs given by decision-makers by comparing the relationship among the criteria.
Step 5: Formulation of an initial reachability matrix and final reachability matrix considering the transitivity.
Step 6: Creation of level partition from the final reachability matrix.
Step 7: Formulation of an ISM model.
Step 8: Development of MICMAC analysis by drawing a two-dimensional graph for analyzing the driver and dependence power of the barriers.
5 Application of Proposed Methodology
A case study of the barriers for the successful implementation of lean and green closed-loop supply chain in Indian SME firms illustrated the application of the proposed method. The case organization is an automotive parts manufacturing firm and located in Jamshedpur, Jharkhand. The company has already successfully implemented lean concepts such as 5S, Just in Time (JIT), ISO 9000, ISO 14000, and environment management systems. Now, they want to implement the lean and green concepts in their closed-loop supply chain. In this context, this chapter analyzes the barriers to the implementation of lean and green closed-loop supply chain. The flow chart of the proposed methodology has been shown in Fig. 1.

Framework of the proposed methodology
The proposed methodology starts with the identification of barriers for lean and green closed-loop supply chain with the help of existing literature and the expert’s opinion in their fields. To compute the significance of the sub-barrier with each barrier group, BWM was utilized. For instance, the management barriers are related to the four sub-barriers; therefore, the weights of each sub-barrier are computed using BWM. In the next step, the best and the worst sub barrier for the first barrier groups are identified. In the subsequent steps, the experts give an opinion on the barriers for BO (best to other) and OW (other to worst) by utilizing the score of 1–9 for the initial table. The optimal value of the sub barrier is determined by using MS Excel solver. Similarly, the optimal values for other sub-barriers are computed concerning each barrier group, and the results are shown in Table 2.
The global weights of each sub barrier are computed by using the following equation, which is shown in Table 2.
The ranking is established based on global weights for all thirty-eight sub-barriers. The sub-barriers which are ranked from one to fifteen are selected for the ISM study.
The essential barriers barrier for the implementation of lean and green closed-loop supply chain in Indian SMEs identified using BWM are selected for the ISM study. In ISM, these fifteen sub-barriers are analyzed to establish the relationship among the other sub-barriers. The top fifteen sub-barriers determined from the BWM are as follows:
-
(1)
Lack of economic benefit;
-
(2)
Lack of initial capital;
-
(3)
High cost of the process of environmental adaption;
-
(4)
Lack of implementing green practices;
-
(5)
Lack of in-house facility (storage and handling);
-
(6)
Lack of funds for storage and maintenance;
-
(7)
Inappropriate environmental regulation on the part of the government;
-
(8)
Lack of government support;
-
(9)
High running and operating cost;
-
(10)
Lack of IT implementation;
-
(11)
Less experience about changing customer preference;
-
(12)
Lack of coordination of 3PL provider;
-
(13)
Lack of waste management practice;
-
(14)
Underdevelopment of recycling technology;
-
(15)
Lack of trained personnel.
Initially, the structural self-interaction matrix is formulated with the expert’s opinion on the corresponding relation between each sub barrier by using the four symbols, which are shown in Table 3. Then, the initial reachability matrix is established, which is shown in Table 4. For the construction of the initial reachability matrix, we need to consider the following point:
-
(i)
If the (i, j) entry in the SSIM is V, then the (i, j) entry in the reachability matrix becomes 1 and the (j, i) entry becomes 0.
-
(ii)
If the (i, j) entry in the SSIM is A, then the (i, j) entry in the reachability matrix becomes 0 and the (j, i) entry becomes 1.
-
(iii)
If the (i, j) entry in the SSIM is X, then the (i, j) entry in the reachability matrix becomes 1 and the (j, i) entry also becomes 1.
-
(iv)
If the (i, j) entry in the SSIM is O, then the (i, j) entry in the reachability matrix becomes 0 and the (j, i) entry also becomes 0.
The reachability matrix obtained from the previous step is used to form the final reachability matrix by checking it for transitivity, as shown in Table 5. The transitivity of the contextual relation is a basic assumption in ISM, which states that if element A is related to B and B is related to C, then A is related to C. In the subsequent steps, the level partition is carried out on the final reachability matric with several iterations through reachability set, antecedent set, and intersection set is shown in Tables 6, 7, 8, 9, and 10. During the iteration for level partition, once the level 1 element is found out, it is removed from the other element. Similarly, the other levels are identified with further iterations. The reachability set includes criteria itself and others which it may help to achieve, and the antecedent set consists of itself and another criterion that helps in achieving it. Finally, the ISM model is developed based on the barriers level is shown in Fig. 2. After developing the model, a MICMAC analysis is carried out to identify the drivers and dependence power of each sub barrier, which is shown in Fig. 3.

ISM model

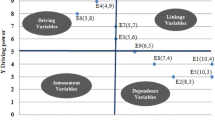
MICMAC analysis
MICMAC Analysis
The MICMAC analysis is shown in Fig. 3, where the Y-axis represents the driving power, and X-axis represents the dependence of the variable of each sub barrier. The barriers of lean and green closed-loop supply chain are classified into four clusters:
-
(i)
The first cluster consists of autonomous variables that have weak driver power and weak dependence. These variables are disconnected from the system with which they have only a few but strong links.
-
(ii)
The second cluster consists of the dependent variable that has weak driver power but strong dependence.
-
(iii)
The third cluster has the linkage variables that have strong driving power and also strong dependence. These variables are unstable in that any action on these variables will affect others and also feedback effect on themselves.
-
(iv)
The fourth cluster includes the independent variables having strong driving power but weak dependence.
6 Discussion and Conclusion
This study examines lean and green CLSC practices in a developing country like India. First of all, through the literature review, we came to know about 34 sub-barriers and nine main barriers. Then through the best–worst method (BWM), the ranking of the top 15 barriers out of 34 barriers is determined. Then interpretive structural modeling (ISM) is applied to find the different levels and relationships between the barriers. Finally, by MICMAC analysis, a 2D graph has been found out to determine the relationship between the dependence power and driver power of the barrier. The managers can get an insight into these barriers and understand their relative importance and interdependencies. Some of the barriers are identified and are put into an ISM model to analyze the interaction between them. The driver dependence diagram gives some valuable insight into the relative importance and interdependencies among barriers. From Fig. 3, we can conclude that barriers 6, 5, 4, 11, and 14 are autonomous barriers because they are in cluster 1. Barriers 10 and 13 are dependent variables that have weak driver power but strong dependence because they lie in cluster 2. Barriers 8 and 9 belong to the third cluster that has strong driving power and also strong dependence. These variables are unstable in that any action on these variables will affect others and also feedback effect on themselves. Barriers 1, 2, 3, 7, and 15 belong to the fourth cluster are the independent variables having strong driving power but weak dependence. Thus, the ISM-based model proposed for the identification of barriers of closed-loop supply chain can provide the decision-makers a realistic representation of the problem in the course of implementing lean and green closed-loop supply chain. This can help in deciding the priority to take steps in combating these barriers proactively.
References
Abdulrahman, M. D., Gunasekaran, A., & Subramanian, N. (2014). Critical barriers in implementing reverse logistics in the Chinese manufacturing sectors. International Journal of Production Economics, 147(1), 460–471.
Ahmad, W. N. K. W., Rezaei, J., Sadaghiani, S., & Tavasszy, L. A. (2017). Evaluation of the external forces affecting the sustainability of oil and gas supply chain using Best Worst Method. Journal of Cleaner Production, 153, 242–252.
Autry, C. W., Daugherty, P. J., & Richey, R. G. (2001). The challenge of reverse logistics in catalog retailing. International Journal of Physical Distribution & Logistics Management.
Ayres, R. U., & Simonis, U. E. (1994). Industrial metabolism: Restructuring for sustainable development.
Bing, X., Bloemhof-Ruwaard, J. M., & van der Vorst, J. G. (2014). Sustainable reverse logistics network design for household plastic waste. Flexible Services and Manufacturing Journal, 26(1–2), 119–142.
Carter, C. R., & Ellram, L. M. (1998). Reverse logistics: A review of the literature and framework for future investigation. Journal of Business Logistics, 19(1), 85–102.
Del Brìo, J. A., & Junquera, B. (2003). A review of the literature on environmental innovation management in SMEs: Implications for public policies. Technovation, 23(12), 939–948.
Dibenedetto, B. (2007). Reverse logisics: Be prepared. The Journal of Commerce, 15307557(8), 35.
FATIN‘AINAA, S. I. T. I., ISMAIL, M., ABDULLAH, Z., & RIZAIMY, M (2011). The Influence of Sustainable Strategic Orientations towards Sustainable Services by Third Party Logistics (3PLs) in Closed-Loop Supply Chains (CLSCs).
Fleischmann, M., Krikke, H. R., Dekker, R., & Flapper, S. D. P. (2000). A characterisation of logistics networks for product recovery. Omega, 28(6), 653–666.
Foster, S., and Simmons, A. (2000). Providing a comprehensive overview of plastic bottle recycling in the UK, Survey Report, RECOUP.
González-Torre, P., Alvarez, M., Sarkis, J., & Adenso-Díaz, B. (2010). Barriers to the implementation of environmentally oriented reverse logistics: Evidence from the automotive industry sector. British Journal of Management, 21(4), 889–904.
Govindan, K., Kannan, D., Mathiyazhagan, K., Jabbour, A. B. L. D. S., & Jabbour, C. J. C. (2013). Analysing green supply chain management practices in Brazil’s electrical/electronics industry using interpretive structural modelling. International Journal of Environmental Studies, 70(4), 477–493.
Gupta, H., & Barua, M. K. (2018). A framework to overcome barriers to green innovation in SMEs using BWM and Fuzzy TOPSIS. Science of the Total Environment, 633, 122–139.
Hillary, R. (2004). Environmental management systems and the smaller enterprise. Journal of Cleaner Production, 12(6), 561–569.
Ijomah, W. L., Bennett, J. P., & Pearce, J. (1999, February). Remanufacturing: evidence of environmentally conscious business practice in the UK. In Environmentally Conscious Design and Inverse Manufacturing, 1999. Proceedings. EcoDesign'99: First International Symposium On (pp. 192–196). IEEE.
Jack, E. P., Powers, T. L., & Skinner, L. (2010). Reverse logistics capabilities: antecedents and cost savings. International Journal of Physical Distribution & Logistics Management.
Kara, S. S., & Onut, S. (2010). A two-stage stochastic and robust programming approach to strategic planning of a reverse supply network: The case of paper recycling. Expert Systems with Applications, 37(9), 6129–6137.
Klausner, M., & Hendrickson, C. T. (2000). Reverse-logistics strategy for product take-back. Interfaces, 30(3), 156–165.
Korchi, A. E., & Millet, D. (2011). Designing a sustainable reverse logistics channel: The 18 generic structures framework. Journal of Cleaner Production, 19(6), 588–597.
Kumar, S., & Putnam, V. (2008). Cradle to cradle: Reverse logistics strategies and opportunities across three industry sectors. International Journal of Production Economics, 115(2), 305–315.
Malek, J., & Desai, T. N. (2019). Prioritization of sustainable manufacturing barriers using Best Worst Method. Journal of Cleaner Production, 226, 589–600.
Nikolaou, I. E., Evangelinos, K. I., & Allan, S. (2013). A reverse logistics social responsibility evaluation framework based on the triple bottom line approach. Journal of Cleaner Production, 56(1), 173–184.
Pokharel, S., & Mutha, A. (2009). Perspectives in reverse logistics: A review. Resources, Conservation and Recycling, 53(4), 175–182.
Post, J. E., & Altma, B. W. (1994). Managing the environmental change process: barriers and opportunities. Journal of Organizational Change Management.
Prahinski, C., & Kocabasoglu, C. (2006). Empirical research opportunities in reverse supply chains. Omega, 34(6), 519–532.
Prakash, C., & Barua, M. K. (2015). Integration of AHP-TOPSIS method for prioritizing the solutions of reverse logistics adoption to overcome its barriers under fuzzy environment. Journal of Manufacturing Systems, 37, 599–615.
Presley, A., Meade, L., & Sarkis, J. (2007). A strategic sustainability justification methodology for organizational decisions: A reverse logistics illustration. International Journal of Production Research, 45(18–19), 4595–4620.
Rahim, R. A., Jalaludin, F. W., & Tajuddin, K. (2011). The importance of corporate social responsibility on consumer behaviour in Malaysia. Asian Academy of Management Journal, 16(1), 119–139.
Rahimifard, S., Coates, G., Staikos, T., Edwards, C., & Abu-Bakar, M. (2009). Barriers, drivers and challenges for sustainable product recovery and recycling. International Journal of Sustainable Engineering, 2(2), 80–90.
Rajesh, R. (2017). Technological capabilities and supply chain resilience of firms: A relational analysis using Total Interpretive Structural Modeling (TISM). Technological Forecasting and Social Change, 118, 161–169.
Rathore, P., Kota, S., & Chakrabarti, A. (2011). Sustainability through remanufacturing in India: A case study on mobile handsets. Journal of Cleaner Production, 19(15), 1709–1722.
Ravi, V., & Shankar, R. (2005). Analysis of interactions among the barriers of reverse logistics. Technological Forecasting and Social Change, 72(8), 1011–1029.
Ravi, V., Shankar, R., & Tiwari, M. K. (2005). Analyzing alternatives in reverse logistics for end-of-life computers: ANP and balanced scorecard approach. Computers & Industrial Engineering, 48(2), 327–356.
Ren, J., Liang, H., & Chan, F. T. (2017). Urban sewage sludge, sustainability, and transition for Eco-City: Multi-criteria sustainability assessment of technologies based on best-worst method. Technological Forecasting and Social Change, 116, 29–39.
Rezaei, J. (2015). Best-worst multi-criteria decision-making method. Omega, 53, 49–57.
Rezaei, J., Nispeling, T., Sarkis, J., & Tavasszy, L. (2016). A supplier selection life cycle approach integrating traditional and environmental criteria using the best worst method. Journal of Cleaner Production, 135, 577–588.
Ritchie, L., Burnes, B., Whittle, P., & Hey, R. (2000). The benefits of reverse logistics: the case of the Manchester Royal Infirmary Pharmacy. Supply Chain Management: An International Journal.
Rogers, D. S., & Tibben-Lembke, R. (2002). Life after death: Reverse logistics and the product life cycle. International Journal of Physical Distribution & Logistics Management, 32, 223–244.
Rogers, D. S., & Tibben-Lembke, R. S. (1999). Going backwards: reverse logistics trends and practices (Vol. 2). Pittsburgh, PA: Reverse Logistics Executive Council.
Sasikumar, P., & Kannan, G. (2008). Issues in reverse supply chains, part I: End-of-life product recovery and inventory management–an overview. International Journal of Sustainable Engineering, 1(3), 154–172.
Sharma, S. K., Panda, B. N., Mahapatra, S. S., & Sahu, S. (2011). Analysis of barriers for reverse logistics: An Indian perspective. International Journal of Modeling and Optimization, 1(2), 101.
Sirisawat, P., & Kiatcharoenpol, T. (2019). A study of correlation for reverse logistics barriers to solutions using structural equation modelling. International Journal of Productivity and Quality Management, 26(2), 139–159.
Starostka-Patyk, M., Zawada, M., Pabian, A., & Abed, M. (2013). Barriers to reverse logistics implementation in enterprises. In 2013 International Conference on Advanced Logistics and Transport (pp. 506–511). IEEE.
Stock, J. R. (1992). Reverse logistics: White paper. Council of Logistics Management, Oak Brook, IL.
Tibben-Lembke, R. S., & Rogers, D. S. (2002). Differences between forward and reverse logistics in a retail environment. Supply Chain Management: An International Journal, 7(5), 271–282.
Torabi, S. A., Giahi, R., & Sahebjamnia, N. (2016). An enhanced risk assessment framework for business continuity management systems. Safety Science, 89, 201–218.
Van Hoek, R. I. (1999). From reversed logistics to green supply chains. Supply Chain Management: An International Journal.
Wu, Y. C. J., & Cheng, W. P. (2006). Reverse logistics in the publishing industry: China, Hong Kong, and Taiwan. International Journal of Physical Distribution & Logistics Management.
Xerox. (2009). Environment, health & safety progress report 2009.
Xia, X., Govindan, K., & Zhu, Q. (2015). Analyzing internal barriers for automotive parts remanufacturers in China using grey-DEMATEL approach. Journal of Cleaner Production, 87, 811–825.
Yacob, P., bin Mohamad Makmor, M. F., Zin, A. W. B. M., & Aziz, N. S. B. (2012). Barriers to reverse logistics practices in Malaysian SMEs. International Journal of Academic Research in Economics and Management Sciences, 1(5), 204.
Zilahy, G. (2004). Organisational factors determining the implementation of cleaner production measures in the corporate sector. Journal of Cleaner Production, 12(4), 311–319.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Rajak, S., Sivakumar, K., Sreedharan, V.R. (2022). Analyzing the Barriers for the Implementation of Lean and Green Closed-Loop Supply Chain in Indian SMEs. In: Mathiyazhagan, K., Vimal, K.E.K., Kumar, H., Ramesh, A., Agarwal, V. (eds) Lean and Green Manufacturing. Management and Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-5551-7_1
Download citation
DOI: https://doi.org/10.1007/978-981-16-5551-7_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-5550-0
Online ISBN: 978-981-16-5551-7
eBook Packages: EngineeringEngineering (R0)