
Abstract
To improve the properties of Al/Si7 composite, 63% SiC (maximum solubility) is added as a secondary reinforcement to form Al/Si7+63%SiC hybrid matrix composite. Al/Si7+63% SiC composite is fabricated through stir casting process. The fabricated composite is machined by using abrasive water jet machine (AWJM) and an optimum machining condition is evaluated through gray-related response surface method (G-RSM) by using L20 orthogonal array. AWJM are governed with independent parameters such as jet pressure (JP), stand-off distance (SOD), and traverse speed (TS). The dependent responses are taken as material removal rate (MRR) and surface roughness (Ra). The effect of each independent parameter and the output responses is evaluated. The optimum machining condition is predicted through ANOVA. The test experiment is conducted to validate the RSM equation, and it found in the acceptable range.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The advantages of the composite over the conventional materials make a suitable candidate material in mass-market products, like automobiles, aeronautics, etc. [1, 2]. Aluminum composites are prepared using a ceramic mixture, due to its specific strength and excellent stiffness property even at elevated temperature it gain attention in automotive engines components [3, 4]. The addition of 2 wt% of silica will enhance the ductile property of the alloy with the formation of spheroidization in the eutectic solidification [5]. Microscopy analysis of Al-SiC composite surface reveals that the crack initiation starts at SiC particle-rich zone [6]. Also, it is stated that the addition of SiC as a reinforcement material will improve the machinability through the breakup of the particle. Addition of reinforced particles with a homogeneous distribution will lead to a reduction in porosity and improves bonding strength [7]. Fracture mechanics analysis on Al/SiC is the ductile mode of failure. Fracture analysis on Al/SiC is the ductile mode of failure and this occurs due to deformation, crack propagation along with there inforcement particles and through the voids [8]. The machined surface of Al/SiC composite will have plastic deformation surface and the failure occurs at the interfacial de-bonding regions that lead to an early stage of the fracture [9, 10].
Present work will investigate the AWJM performance on AlSi7+63%SiC hybrid composite. The experimental results are optimized using G-RSM. The role of SiC in the hybrid composite is analyzed, and trial experiments are conducted to validate the experimental results.
2 Material Preparation
The preparation of AlSi7% with 63% SiC is done in an induction furnace by mixing the SiC containing zero impurities with AlSi7 alloy. The temperature of the furnace is reduced to 600 °C which cools the liquid alloy for the incorporation of SiC. The secondary reinforcement (SiC) is pre-oxidized at 900 °C for 2 h and reinforcement abrasive grade with size ranging from 15 to 30 micrometers at the constant rate of SiC is added to the semi-solid matrix alloy with specially designed stirrer semi-solid matrix alloy is mixed in the presence of argon gas productive atmosphere production of the metal matrix and composite is carried out. The melt is heated to 750 °C and the temperature is maintained for 5 min with the continuous stirring condition. The composite slurry has been transferred into preheated iron dies that have the wall thickness of 8 mm. Samples of size 25 cm × 25 cm × 1.2 cm is produced after the removal of the feeder head. Addition of more than 63% of SiC in Al7%Si alloys leads to having improper dispersion and hence the maximum solubility of SiC in Al alloy is resisted with 63% of weight ratio.
3 Experimentations and Observations
The machinability of the fabricated hybrid metal matrix composites that find applications in aerospace and automotive industries is examined using AWJM. Garnet is used as abrasive that has the mesh size of 80. The high-pressure jet passes to 0.67 mm diameter WC nozzle where the entire unit is controlled by PLC. The nozzle is kept perpendicular to the cut material. The experimental setup is shown in Fig. 1.

Abrasive water jet machine and the test sample
Among various parameters of AWJM, jet pressure (JP), stand-off distance (SOD), and traverse speed (TS) are chosen parameters with three levels [11]. Through central composite design, theoptimum conditions are predicted. The AWJM parameters are listed in Table 1.
4 Results and Discussion
Gray theory-based response surface methodology (G-RSM)
To identify the optimum condition for the multi-level responses for any machining, gray relational analysis (GRA) uses S/N ratio to obtain a feasible solution for producing kerf surfaces with acceptable level of surface properties [12]. RSM is a statistical tool used to get a quadratic equation for GRG. G-RSM technique is used to predict the optimal parameters condition. Table 2 shows the experimental observations of the hybrid composite in AWJM.
ANOVA for MRR and Ra of fabricate composite are shown in Table 3. Probability value of MRR and Ra is tabulated as zero. The significant effect of the independent parameters could be identified through the least P-value. Further, from the F-value, it could be stated that the effect of TS is superior to SOD and JP. The interface between JP × TS has found to have the least significant effect over other interfaces. The effect of SOD on output responses is found to be negligible for MRR, whereas the machining parameters of AWJM, i.e., JP and SOD are having a significant effect on Ra. The influence of TS is found to be very low and has no effect. The above observations can be confirmed through the ANOVA table. The interface effect of JP × SOD has a significant effect than other interface parameters on Ra.
Machining effect: MRR
From Fig. 2a, it is observed that at a lower level of SOD and JP, MRR get considerably decreased. At the middle level of JP and SOD, MRR is increased. Increase in SOD, high-pressure jet accelerates the hard abrasive and tends to increase the width of the jet before it impinges the top surface of the composite material. At the high level operating conditions of JP and SOD abrasives will easily erode away the composite surface that significantly increases the MRR. As the hard abrasives hit the surface of the composite since most of the region in the composite is packed with hard SiC particles leads to the excess removal of materials and increases MRR.

Interface plots of the independent parameters on MRR
In Fig. 2b, increase in JP and TS shows a considerable increase in MRR. It is believed that at high operating condition, the highly accelerated abrasives grains cut composite with bulk removal of SiC material. SOD has high significance compared to JP. From Fig. 2c, the interfaces between SOD and TS are identified to have the least significant effect. However, with an increase in SOD will influence the width of the water beam that leads to getting high MRR. From Fig. 2d, all the experimental observations are bound to be in the acceptable level. The optimum machining condition for MRR is identified as with the following conditions: JP = 220 bar, SOD = 1 mm, and TS = 29.2 mm/s.
The predicted equation for MRR is shown in Eq. 1. The residual square of MRR is 98.19% and adjacent of MRR is 97.35% which fits more than 95% of a confidential level.
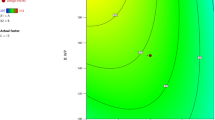
Machining effect: Ra
3D surface plot of Ra is displayed at Fig. 3. The interface effect of JP × SOD on Ra is shown in Fig. 3a. The saddle point could not be obtained from the plot, but the optimum surface can be identified through visual inspection. Figure 3b shows the interface effect of JP and TS on Ra. An increase in the levels of JP and TS will increase the surface wear rate and progress to have excess wear track on the cut surface. This action increases Ra value to a greater extent. Figure 3c shows the interface effect of SOD × TS on Ra and the effects produce by SOD on Ra is superior to TS on Ra. It becomes possible to predict the optimum condition under this working condition. To obtain the acceptable level of Ra, AWJM parameters are to be at the levels as JP of 220 bar, SOD of 1.1 mm, and TS of 21 mm/min. From Fig. 3a–c, it is seen that all considered machining parameters have a major impact on Ra. Figure 3d shows the normal probability plot of the experimental observations. Observations are found to be within the acceptable range.

Interface plots of the independent parameters on Ra
The equation predicted for Ra is displayed as Eq. 2. From ANOVA table, it is clear that the residual square and adjacent to residual square of Ra is 97.53% and 96.5%, respectively.
5 Experimental Validation
To validate the equations obtained through G-RSM, a trial experiment is performed. The trial machining conditions with the experimental and predicted observations are shown in Table 4. Almost all the predicted observations through the equations are found to be consistent with the experimental observations, and this could be validated through the comparison chart between the experimental and predicted observation and it is shown in Fig. 4.

Experimental versus predicted observation
6 Conclusions
The parametric investigation on AWJM effects on AlSi7+63%SiC composite is performed and the following conclusion is drawn:
-
Jet pressure, stand-off distance, and traverse speed have found to have an important effect over the output responses. The impact of SOD and TS is proved to have greater effect on MRR whereas influence of JP and SOD is higher for Ra.
-
Optimized AWJM conditions for MRR is identified as: JP at 20 bar, SOD at 1mmand TS of 29.2 mm/min and to obtain the optimized Ra, the preferable machining condition: JP of 220 bar, SOD of 1.1 mm and TS of 21 mm/s.
-
It is observed that the predicted equation best fits the experimental observation and it can be verified by validation table and figure.
References
Kaczmar JW, Pietrzak K, Wlosinski W (2000) The production and application of metal matrix composite materials. J Mater Process Technol 106:58–67
Valente M, Billi F (2001) Micromechanical modification induced by cyclic thermal stresses on metal matrix composites for automotive applications. Compos: Part B 32:529–533
Kelly A, Zweben C (2000) Comprehensive composite materials, vol 3. Elsevier Science Ltd., Oxford
Schnabl A, Degischer HP (2003) Thermal cycling creep of a short fiber reinforced aluminium piston alloy. Mater Res Adv Tech 94:743–748
Lasagni F, Lasagni A, Holzapfel C, Mucklich F, Degischer HP (2007) Three-dimensional characterization of ‘As-Cast’ and solution-treated AlSi12(Sr) Alloys by high-resolution FIB tomography. Acta Mater 55:3875–3882
Yotte S, Breysse D, Riss J, Ghosh S (2001) Cluster characterization in a metal matrix composite. Mater Charact 46:211–219
Lee HS, Yeo JS, Hong SH, Yoon DJ, Na KH (2001) The fabrication process and mechanical properties of SiCp/Al-Si metal matrix composites for automobile air-conditioner compression pistons. J Mater Process Technol 113:202–208
Pandey AB, Majumdar BS, Miracle DB (2000) Deformation and fracture of a particle-reinforced aluminum alloy composite: part I. Experiments. Metall Mater Trans A 31:921–936
Badini C, La Vecciha M, Giurcanu A, Wenhui J (1997) Damage of 6061/SiCw composite by thermal cycling. J Mater Sci 32:921–930
Manikandan N, Binoj JS, Varaprasad KC, Sabari SS, Raju R (2019) Investigations on wire spark Erosion machining of aluminum-based metal matrix composites. Lecture Notes in Mechanical Engineering, Advances in Manufacturing Technology, Springer, Singapore, pp 361–369
Balamurugan K, Uthayakumar M, Sankar S, Hareesh US, Warrier KGK (2018) J Aust Ceramic Soc 54:205. https://doi.org/10.1007/s41779-017-0142-7
Ghosh D, Doloi B, Das PK (2015) Parametric analysis and optimization on abrasive water jet cutting of silicon nitride ceramics. J Precis Technol 5:294–311
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Garikipati, P., Balamurugan, K. (2021). Abrasive Water Jet Machining Studies on AlSi7+63%SiC Hybrid Composite. In: Arockiarajan, A., Duraiselvam, M., Raju, R. (eds) Advances in Industrial Automation and Smart Manufacturing. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-4739-3_66
Download citation
DOI: https://doi.org/10.1007/978-981-15-4739-3_66
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-4738-6
Online ISBN: 978-981-15-4739-3
eBook Packages: EngineeringEngineering (R0)